Сварка медных проводов газовой горелкой
Обновлено: 15.05.2024
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.



Технология работы газовой горелки для пайки
Такие аппараты как горелки, которые активно используются во время пайки, являются полезным инструментом, который используется для регулировки смешивания горючих газов, содержащихся в баллоне и кислорода. Главная цель такого инструмента (самодельной либо покупной) это получение во время выполнения работ стабильного, сильного пламени, нужной мощности.
Горелки делятся на два типа. Они бывают универсальными или профессиональными (специального назначения). При выполнении наплавки, при пайке, сварке, а также при обработке металлов (например, меди либо алюминия), применяется так называемый газопламенный способ, который предусматривает использование устройств с определенным назначением.

Главным преимуществом, которым обладают горелки, является то, что они способны практически в любую погоду, при сильном ветре, обеспечивать поддерживание стабильного сильного пламени. Особенно актуально их использование в тех случаях, когда возникает острая необходимость в проведении работ по пайке изделий на сильном ветру. Газовые горелки состоят из следующих элементов:
- форсунки;
- узла (к нему прикрепляются баллоны, в которых содержится газ);
- регулятора подачи газа;
- головки;
- редуктора.

Стоит отметить, что такое устройство может состоять из нескольких специальных, дополнительных элементов. Например, популярные производители дополнительно оснащают свои модели специальным зажигательным элементом, который называется пьезоподжиг. Также часто встречаются модели, которые оснащены специальными переходниками, системой защиты от ветра, специальными наконечниками.
В зависимости от параметров толщины, а также формы металлов, которые подвергаются обработке (медь, алюминий, латунь) используются разные виды горелок. Также такие приспособления для пайки могут отличаться между собой типом используемого во время работы газа.
Перед использованием газовой горелки ее сначала нужно проверить на наличие всевозможных неисправностей. Также перед проведением работ рекомендуется предварительно проверить разъемные, паяльные соединительные элементы устройства на предмет их герметичности. Кроме того, перед использованием прибор нужно провести диагностику на предмет герметичности соединения рукавов.
После выполнения диагностики можно устанавливать параметры рабочего давления газа, в зависимости от типа выполняемых работ (выполнения пайки труб сделанных из меди либо радиаторов изготовленных из алюминия). Затем следует на пол оборота приоткрутить вентиль, а потом зажечь горючую смесь. На следующем этапе необходимо отрегулировать уровень интенсивности исходящего пламени. Для этого используется вентиль либо редуктор.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов. В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Выбор и подготовка паяльника
Это, пожалуй, самый ответственный этап. Неудачно выбранным или неправильно подготовленным инструментом качественную пайку не получить.
Мощность и тип
Основным критерием выбора паяльника является его мощность. Промышленностью выпускаются инструменты мощностью от 10 до 200 Вт и выше. Первые могут иметь размеры авторучки, последние выглядят как натуральный молоток внушительных размеров.

Электропаяльники мощностью 30 (слева), 60 и 200 Вт.
Осталось решить, какой паяльник выбрать для пайки проводов. Тут все будет зависеть от производимой операции, а точнее, от толщины и массивности деталей, которые необходимо запаять. Чем детали массивнее, тем большую теплоемкость должен иметь инструмент. Примерную зависимость рекомендуемой мощности паяльника от выполняемой задачи можно представить в виде следующей таблицы:
- 15-25 Вт – мелкие радиоэлементы, микросхемы, проводники диаметром до 0.3-0.5 мм;
- 30-40 Вт – крупные радиоэлементы, провода диаметром до 1 мм в том числе многожильные;
- 40-60 Вт – достаточно крупные детали, проводники диаметром до 2 мм;
- 100 Вт – массивные детали, провода диаметром до 3-4 мм;
- более 100 Вт – силовая электропроводка диаметром более 4 мм.
Если под рукой не окажется паяльника с необходимыми характеристиками, можно взять несколько больший по мощности, но не наоборот. Массивным прибором спаять тонкие провода при известном навыке можно, маленьким и маломощным толстые – практически никогда. Идеально, если в вашем хозяйстве будет несколько электропаяльников различной мощности.
Но как поступить, если паяльника необходимой мощности не окажется или его вообще не существует в природе? Пытаться припаять шины в карандаш толщиной стоваттным паяльником? Ни в коем случае! В этой ситуации поможет обычный огонь. Поместите подготовленные к пайке детали, к примеру, в пламя бытовой газовой горелки или спиртовки и паяйте. Дополнительный подогрев поможет выполнить качественную пайку даже маломощным инструментом. Единственно, нагревая провода на открытом пламени, не переусердствуйте – достаточно небольшого дополнительного подогрева.
Отдельно стоит отметить так называемые «пистолетные» или импульсные паяльники, которые достаточно широко использовались, да и сегодня стоят на вооружении у мастеров на выезде.

Современный вариант пистолетного паяльника.
С первого взгляда преимущества такого аппарата налицо – он мгновенно нагревается и так же быстро остывает. Но эта особенность удобна лишь узкому кругу специалистов – мастерам по вызову. Пришел, достал из чемодана, ткнул, убрал в чемодан, забрал деньги и ушел. Но тот, кто серьезно работал с такими паяльниками, отлично знает и их недостатки.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.











Устройство газового паяльника
Горелки газовые для пайки с одноразовыми баллонами могут быть оборудованы поджигом с помощью пьезоэлемента, и отличаться по конструкции. В основном горелки питаются от сменных баллонов, но работают и от стационарных источников с помощью переходников. Такое оборудование используется в основном для пайки стыков и участков медных труб, и других металлических изделий с низкой температурой плавки. В процессе пайки также используется кислота и твёрдый припой.
Как работает паяльник этого вида? При открытии клапана газ поступает в сопло и зажигается от пьезоэлемента или стороннего источника огня. С помощью регулировок вентиля пламя настраивается в тонкий язык синего пламени с высокой температурой на конце. Максимальная температура на обычном газе достигает 1600˚С, а при использовании метил ацетилена пропадиена (МАПП) температура может подниматься до 2400˚С. Стандартное сопло выполняется из нержавейки с наконечником из латуни или керамики. Но есть насадки на сопла, с гибкой основой которые позволяют менять направление пламени.
Чем можно варить медные провода?
Хочу в распределительных коробках провода соединять скруткой и сваривать концы.
Подскажите плз, чем возможно это сделать (сваривать медные провода)?
Покупать свар. апп. только ради этого - экономически не обосновано..
В форуме встречал информацию о том, что для такой задачи достаточно транформатора,
выпрямителя и угольную щётку. Если это так, где можно увидеть более точный рецепт?
Может быть есть специальный инструмент для таких операций.
Подойдёт ли газовая горелка - теоретически, температура газ. гор. превышает температуру
плавления меди - может быть, нагревать концы газ. горелкой и сжимать их.
Про другие способы соединения - в курсе, интересует только варка.
Ilyin написал :
Про другие способы соединения - в курсе, интересует только варка.
По этому вопросу вам лучше обратиться на кулинарный форум.
Ilyin написал :
Подойдёт ли газовая горелка - теоретически, температура газ. гор. превышает температуру
плавления меди - может быть, нагревать концы газ. горелкой и сжимать их.
Нет - разогрев жил слишком длительный, изоляцию поплавите, а качество соединения будет желать лучшего.
avmal написал :
По этому вопросу вам лучше обратиться на кулинарный форум.
DMC написал :
Нет - разогрев жил слишком длительный, изоляцию поплавите, а качество соединения будет желать лучшего.
Спасибо. Тогда горелку покупать не буду. Неужели только полноценный сварочный аппарат?
2Ilyin А вы точно уверены, что только сварка вас спасет? Почему, все-таки, не хотите воспользоваться альтернативными, более технологичными способами соединений? Очень хочется понять ход ваших мыслей.
поищите старые темы: обсуждалось - и АКБ от авто (только если его не жалко) и параметры трансформатора: 5-12В и 30-85А на выходе
Какие цели Вы при этом ставите? Снизить вероятность отказа?
Хочу в распределительных коробках провода соединять скруткой и сваривать концы.
Какие объёмы планируются? Сколько тысяч/десятков тысяч соединений планируется выполнить?
ВТБ! написал :
Какие цели Вы при этом ставите? Снизить вероятность отказа?
Да. Привык всё делать хорошо.
ВТБ! написал :
Какие объёмы планируются? Сколько тысяч/десятков тысяч соединений планируется выполнить?
Делаю ремонт в своей квартире. Думаю, получится соединений около 20.
Изначально, электриками проводка сделана именно так. Но сейчас их уже не найти. А теми, с кем я общался, такой способ не практикуется..
avmal! написал :
А вы точно уверены, что только сварка вас спасет? Почему, все-таки, не хотите воспользоваться альтернативными, более технологичными способами соединений? Очень хочется понять ход ваших мыслей.
Вы хотите предложить Wago? Потому я и написал в самом начале, что интересует только варка, что не хочу поднимать вечный спор, что лучше.. Мне нужно сделать неразьёмные соединения с высокой надёжностью.
SergeyE! написал :
поищите старые темы: обсуждалось - и АКБ от авто (только если его не жалко) и параметры трансформатора: 5-12В и 30-85А на выходе
Честно говоря уже искал довольно много, конкретных схем пока не нашёл. Сейчас продолжу поиски..
Если вас не затруднит, укажите пожалуйста ссылки.
Как раз есть лишний АКБ..
Если бы я расчитывал делать соединения в таких объёмах, не раздумывая нисколько приобрёл бы нормальный сварочник. Консультировался уже, мне предлагали варить вольфрамовым электродом в среде аргона. Но, вы же понимаете, для разовой работы, это слишком неоправдано..
А зачем Вы вообще собираетесь концы сваривать? От сварки концов давным давно отказались. Делалось это где-то в 50-х годах прошлого века. Варили тогда медь термичкой (если не ошибаюсь, смесь магния с чем-то). Один раз в жизни видел как это делается. Потом это перестали делать потому что медь в скрутке держится прекрасно. Только скрутку делать надо нормальную. Не 1-2 см зачищать, а так чтобы вся скрутка была не менее 5 см. Насколько знаю (давно не занимаюсь электрикой) сейчас по нормам вроде как запретили скрутки, но могу и ошибаться. Но все равно считаю на меди лучше скрутки ничего нет (имеется в виду в осветительной проводке)
garte написал :
. От сварки концов давным давно отказались. Делалось это где-то в 50-х годах прошлого века.
Сейчас пытаются отказаться от скрутки.. . но традиции очень живучи..
garte написал :
. Но все равно считаю на меди лучше скрутки ничего нет (имеется в виду в осветительной проводке)
Кстати, намедни слышал об угольном электроде (для обварки меди) длиной примерно полметра, толщиной в палец и в изоляции.. Никто такой не видел в продаже?
garte написал :
Не 1-2 см зачищать, а так чтобы вся скрутка была не менее 5 см.
Зачистить участок длиной не менее 10 диаметров используемой проволоки.
Для сварки предложил бы:
Да, сварочные карандаши - штука неплохая, но и недешовая (ОКСАЛ 1 длиной 10см - 85р)..
К тому же поджег - хрен потушишь, а сгорает он за полторы минуты.
Ilyin написал :
Честно говоря уже искал довольно много, конкретных схем пока не нашёл. Сейчас продолжу поиски..
Если вас не затруднит, укажите пожалуйста ссылки.
Как раз есть лишний АКБ..
О каких конкретных схемах вы пишите? Схемах трансформаторов7 Так они в любом букваре есть. А кроме трансформатора там и быть ничего не может.
Если все-таки остановитесь на сварке. ищите такой вариант чтобы медь не успевала отжечься, почему не стоит использовать горелку.
я варил провода так, трансфарматор угли и бура, на спайке получается красивый шарик из меди покрытый
стекловидным покрытием от буры
вот и все что надо - минус на скрутку, а плюсом касаетесь сверху; правда он быстро разрядится и после нескольких сварок искра будет. а оплавляться медь не будет (по крайней мере, у меня так было вроде с нормальным живым АКБ, правда скрутки были 6мм+4мм+четыре 2.5мм)
Если есть автомобильный аккумулятор то вари им.
Поставь ограничительный резистор ограничь ток до 40-50 ампер, и аккумулятору ничего не будет худого от 20 ти тычков на полсекунды. И амперметр присобачь.
****************************
Помню в детстве кто то выбросил аккумулятор на 6 вольт от мотоцыкла или от мотороллера. Он треснул и подтекала кислота. Какимто образом я его залатал и использовал для радиолюбительских нужд.
Замыкая его выводы бритвой она разогревалась докрасна потом добела и раплавлялась на глазах за пару секунд. Сталь 1200 градусов. У меди кажется всего 870.
Бура (Натрий тетраборнокислый) - замечательный флюс для сварки и пайки меди высокотемпературными пропоями.
Ilyin написал :
Мне нужно сделать неразьёмные соединения с высокой надёжностью.
Купите клещи для обжима (ок. 500 руб), медные гильзы, обожмите, суньте в термоусадку и будет Вам счастье .
Georgi61 написал :
Помню в детстве кто то выбросил аккумулятор на 6 вольт от мотоцыкла или от мотороллера. Он треснул и подтекала кислота. Какимто образом я его залатал и использовал для радиолюбительских нужд.
Замыкая его выводы бритвой она разогревалась докрасна потом добела и раплавлялась на глазах за пару секунд
Детство. А я вот замыкал выход сварочного транса куском оцинкованной проволоки d1,2. Сначала нагревались докрасна концы (плохой контакт - хороший нагрев ), потом от концов загорался цинк и обгорал к центру голубовато-белым пламенем, потом проволока стекала в предусмотрительно подставленный тазик с песком Красотища!
Сорри за оффтоп, нахлынуло
Да что только не увидешь на этом форуме, один говорит что мол это в кулинарный форум вопрос, другой говорит что лажевая эта сварка древняя, другой впаривает ваго, третий гильза- а вопрос про сварку ))) Цирк! Скажу одно, был на стройке (нет не в 50 года а в 2006 году) там система проста, крутят скрутки, потом всю сеть кидают на минус. насколько мы знаем на стройке допустимое напряжение. прально 36 вольт. Так вот эти 36 и используют для сварки (мы помним что минус в сети а плюс подносится к скрутки) Картина такая, ходит такой стремный чел, чисто электрик, шуганый но трезвый. Подходит к линии в 36 вольт (кто незнает, на стройки времянки вешают на 6 квадрат) крутит туда проводок, проводок идет к палочки, на конце палочки что то вроде графита (что незнаю того не знаю) так проводо и прикручен к этому карандашу (с виду как мелок, черный). Дрожашими руками подносит этоу преспособу к скрутки да как еба. , искры, освешение чуть проседает (все на 36в нет там 220, на 220 такие веши делать опасно), мат и тишена перекур. В результате нормальная такая сварка получается. Есть еше что то вроде пистолета с трансом, смысл тот-же только там провод зажимается и подносится одним нажатием курка, но весчь жестокая, дубовая.
Petr. написал :
там система проста, крутят скрутки, потом всю сеть кидают на минус. насколько мы знаем на стройке допустимое напряжение. прально 36 вольт. Так вот эти 36 и используют для сварки (мы помним что минус в сети а плюс подносится к скрутки)
Яйца отрывать надо за такую систему - после такой сварки вся изоляция гибнет и жилы чернеют. Если по-уму, то один конец трансформатора должен крепиться у основания скрутки, а другой на угольный электрод.
А менять полярность подключение к электродам с частотой 50Гц не у каждого электрика получится, даже с большого будуна. Это ж такое треммоло должны руки выдавать .
Нечего не знаю, знаю только то что провод дальше 2см выше 70 градусов не нагревался.
Petr. написал :
Нечего не знаю, знаю только то что провод дальше 2см выше 70 градусов не нагревался.
Каким прибором, позвольте спросить, вы замеряли температуру?
Я люблю экстрим, пальцами, за 3 см до места сварки взял в руки скрутку, и попробовал сварить гы )))
2Ilyin - номер 21.
Это если желание творить ещё не пропало. А если уже пропало -- купите клещи, гильзы, и не мучайтесь.
Если ещё есть желание варить, слушайте меня. Всю жизнь варю- лучшего способа нет. В наших панельных домах алюминька варена, скоро 40 лет домам, а всё держится. А медь варить, мостика выпрямительного не нужно, и клещей никаких, вам всего то 20 мест.
Берёте траф, только помощнее, на 300 вт надо, есть такие нпонижающие на 12 вольт, в подвалах в теплоузлах их любили ставить. Один конец от 12 вольт просто накидываете на скрутку, поближе к изоляции, а вторым концом, на который примотайте самим гибким проводом сердцевинку от круглой батарейки, угольный стержень там. Этим стерженьком прикоснитесь к кончику скрутки на пару секунд. Потренируйтесь сначала, пару раз и всё получится, ничего сложного. Такая скрутка вареная, у вас лет 50 отстоит, гарантирую.
Сам я электрик с 27 летним стажем. Насмотрелся всего- лучше сварки, нет ничего.
Всем спасибо за советы..
Желание варить не пропало.. Скоро буду пробовать.
Честно говоря, забыл сразу отписаться..
Делюсь опытом сейчас - может кому пригодится.
Автомобильный АКБ + зарядка для него (т.к. на самом деле потребовалось больше чем 20 контактов)
два толстых провода - с одной стороны под зажимы на АКБ с другой стороны клещи
в одни клещи я вставил кусок графита (контактная щётка от троллейбуса )
другими нужно схватить скрутку
скрутку нужно делать длинной (я делал около 5 см) и частой, с учётом того что часть меди при варки плавится в шар (в идеале) и соответственно сама скрутка чуть укорачивается..
разницы между "плюс" на скрутку "минус" на графит или наоборот я не заметил
в результате варки на конце скрутки получается шарик заплавляющий собой все провода (конечно в начале нужно немного потренироватся), плюс при этом остаётся и сама скрутка 3-4 см
далее скрутку в термоусадку
минимальное соединение было 2х1.5, максимальное 4х2
результат более чем понравился..
кстати, под потолком для света использовал ваго (нужно было соединить 7 проводов), мне понравилось: быстро, удобно, запас надёжности для 300Вт вполне (на глаз ), тем более всегда можно посмотреть что и как..
а вот для вмуровывания в стены рекомендую варку
спасибо всем за советы
garte написал :
Один раз в жизни видел как это делается. Потом это перестали делать потому что медь в скрутке держится прекрасно. Только скрутку делать надо нормальную. Не 1-2 см зачищать, а так чтобы вся скрутка была не менее 5 см. Насколько знаю (давно не занимаюсь электрикой) сейчас по нормам вроде как запретили скрутки, но могу и ошибаться. Но все равно считаю на меди лучше скрутки ничего нет (имеется в виду в осветительной проводке)
ИМХО термитная сварка применяется для алюминиевых кабелей и по сей день.
Не знаю, кто скрутки запрещал :-(
2Ilyin
вообще- идея хорошая. Только АКБ шибко тяжелая, чтобы ее тягать на стремянке, а провода длинные ИМХО нельзя: сопротивление возрастет :-(
а что есть траф?
старыймастер написал :
Не знаю, кто скрутки запрещал
Вы не путайте скрутку (провода просто скручены пассатижами и замотаны изолентой или еще колпачки бывают - полиэтиленовые, длинные такие) , сварку (описанную Комментатором) и пайку - когда соединение проводов пропаивается припоем. Но в РД написано, что при пайке надо обеспечить механический контакт проводов- то есть сначала сделать скрутку, а потом пропаять. Но после этого скрутка уже не скрутка, а пайка.
То же получается и при сварке- сначала скрутка, потом сварка. Но это- уже не скрутка.
С терминами надо поаккуратнее обращаться, если хочется, чтобы тебя понимали.
старыймастер написал :
вообще- идея хорошая. Только АКБ шибко тяжелая, чтобы ее тягать на стремянке, а провода длинные ИМХО нельзя: сопротивление возрастет :-(
АКБ на стол. Сам туда же.. Провода где-то метра по 1.5 были, может чуть больше..
Главное не забыть, что провода должы быть толстыми.. =)
Трансформатор, кстати, можно и побольше чем на 12В взять. На 24..36 например - дуга будет заметно стабильнее и провода можно будет взять длинные. (расчетный ток транса при этом, разумеется, остаётся те же 30-80А, соответственно, мощность и габариты транса будут больше)
Я как-то в детстве развлекался, заваривал медную трубку диаметром 6 мм с торца. Соединил последовательно-параллельно два трансформатора типа ТН61 так чтобы на выходе было порядка 24В при максимальном возможном токе (в сумме что-то около 16А по паспорту, а в режиме перегрузки на КЗ для них и 50А возможно). Даже без буры заварилось замечательно, хотя трансформаторы сильно грелись - перегрузка была раза в два-три.
Потом варил термопары, только уже постоянкой, с конденсатором и с бурой. Зарядил, чиркнул - готово. Но с конденсаторами можно нормально варить только одиночными разрядами, продолжительную дугу с ними удержать намного труднее чем с переменки.
А троллейбусные башмаки однозначно решают. Почти не горят и валяются вёдрами на любом троллейбусном кольце (там их часто меняют перед рейсом).
Хотя, для слабого трансформатора лучше стержень от солевой D-батарейки - у него больше сопротивление, за счёт этого дуга держится стабильнее. Но в случае сварки проводов они не очень интересны - слишком быстро сгорают, да и слабый транс для сварки электропроводки не годится.
а смысла в этом не.если у вас и будет все надежно как в подводной лодке то до вас вероятнее всего намного более ответственное оборудование электро снабжения будет находиться в удручающем состоянии.и слихвой своей ненадёжностью невелирует надежность вашу.вам лучше зделать упор на заземление и защищать ответственные потребители аппаратными средствами.а пайка скруток помоему это анахранизм
делайте с ваго и не парьтесь.к тому же что то мне подсказывает что в процессе пайки будет происходить разогрев проводника и частичная потеря её механических и электрических свойств,появления слоя оксида на поверхности,место пайки не будет монолитным и вполне вероятно там появятся примеси и пустоты ухудшающие элетропроводность. после разогрева проводник станет более рыхлым и мягким что не прибавит надежности.
Пайка медных трубок газовой горелкой: полезные советы и этапы самостоятельной пайки
Медь обладает высокой устойчивостью к влаге, кислотным и щелочным растворам, износу стиранием. Трубопровод и фитинги из меди служат значительно дольше аналогичных изделий из стали. При пайке медных трубок газовой горелкой следует учитывать высокую электропроводность и теплоотдачу материала.
Внешне медный трубопровод с соединением фитингами, напоминает пластиковые трубы. Процесс создания герметичного соединения намного сложнее. Металл покрыт пленкой окислов с высокой температурой плавления. Соединить его нагревом и давлением невозможно. Создана особая технология пайки для меди и ее сплавов.

Пайка медных трубок газовой горелкой
Отличия пайки от сварки
Пайка и сварка – это надежные методы соединения трубопроводов с дефектами. Ключевым отличием сварки и газовой пайки является рабочий материал. В случае сварки происходит расплавление концов изделия и соединение их воедино. Пайка труб предусматривает соединение материала при помощи стороннего металла – припоя.

Пайка медных труб горелкой.
Пайка бывает двух видов:
- Высокотемпературная. В таком варианте работ используется припой, плавящийся при температуре свыше 550 градусов Цельсия. Как правило, высокотемпературный пропай осуществляется горелками, заправленными ацетиленом и бутаном либо пропаном и кислородом.
- Низкотемпературная. Такой метод подразумевает использование легкоплавких припоев с температурой плавления ниже 550 градусов Цельсия. В большинстве случаев, низкотемпературные работы производится при помощи электрических паяльников. Такой метод идеально подходит для сварки или спайки небольших деталей.
В качестве первого могут использоваться такие популярные сплавы, как:
- олово и свинец;
- медь и фосфор;
- медь и цинк;
- серебро.
В качестве флюсов при низко и высокотемпературных паяльных работах применяются:
- канифоль;
- хлориды металлов;
- флюсы на основе буры;
- смеси щелочных металлов;
- порошкообразные соединения.







Техника безопасности при спаивании труб из меди

Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Необходимые материалы и приспособления

Материалы для пайки меди.
Оборудование для пайки медных труб включает следующие инструменты:
- аппарат для обработки медных труб;
- фаскосниматель;
- трубный расширитель;
- трубоочиститель;
- отражатель пламени;
- термофен;
- флюс;
- твердый или мягкий припой, подходящий для пайки меди;
- газовая горелка, расплавляющая припой.
Выбор инструмента напрямую зависит от максимального диаметра изделия и вещества, которое будет по ней протекать. Разрезание детали производится труборезом, а заусенцы, можно удалить при помощи фаскоснимателей.
Прежде чем приступать к соединению медных деталей следует тщательно обработать поверхность специальными губками и металлическими ершиками. О том, как выбрать горелку для пайки речь пойдет в следующем разделе.


Виды газовых горелок
Газовые горелки для пайки медных труб состоят из таких элементов:
- крепление баллона со сжиженным газом;
- впускные форсунки;
- приборная головка;
- регулятор подачи топлива;
- редуктор.
Все горелки на газе по виду горючей смеси подразделяются на:
В быту различают два вида горелок:
- бытовые с температурой струи до 1500 градусов Цельсия;
- промышленные с температурой до 2000 градусов.
Наиболее распространенным видом горелок является пропановая. Подобные аппараты оснащены пьезоэлектрической системой поджига и режимом экономии газовой смеси. Оптимальным вариантом для пайки медных деталей будет применение МАРР горелки.

Горелка для пайки меди.
Струя огня из такой горелки совершенно не пережигает медь и обеспечивает равномерный прогрев детали.
Горелки с одноразовым газовым баллоном – это лучший выбор для соединения медных изделий.
Такие аппараты обладают такими преимуществами:
- Простота использования. Нет необходимости в подключении электрического питания.
- Многофункциональность.
- Высокая мобильность. Благодаря небольшому баллону с топливом аппарат можно переносить с места на место без больших физических усилий.
- Безопасность. Наличие обратных клапанов гарантирует безопасное отключение газа при возникновении аварийной ситуации.
- Хороший пропай. Мощное и равномерное пламя хорошо прогревает припой и заставляет его застывать максимально равномерно
Детали, для которых требуется повышенная прочность должны свариваться при помощи стационарных горелок. Такие аппараты, как правило, используют смесь пропана и кислорода для обеспечения значительно более качественного шва.
Сборка самодельной
Обладая минимальными слесарными навыками, можно попробовать изготовить горелку самостоятельно. Если использовать качественные материалы, технические характеристики не будут уступать изделиям заводского производства.
Процесс сборки самодельного устройства:
- Ручку необходимо изготавливать из материала с низкой теплопроводностью. Лучше всего подойдут твердые сорта древесины. Также можно использовать ручку от старой горелки.
- Из стали, толщиной 2 мм, необходимо сделать трубку, диаметром 10 мм. Специалисты рекомендуют использовать не нержавейку, а низколегированные сорта стали. Готовую трубку крепят к ручке.
- Корпус и рассекатель делают из латуни. Необходимо заранее позаботиться об отверстиях в рассекателе, для поступления кислорода. При стыковке корпуса с рассекателем возле внутреннего фланца следует оставить небольшой зазор.
- Для изготовления форсунки лучше всего обратиться к знакомому токарю, поскольку самостоятельная работа требует точности и аккуратности. В качестве заготовки используют стальную болванку круглого сечения.
- Соединительный газовый рукав должен соответствовать типу используемой смеси. В качестве крепежного элемента используют обычный стяжной хомут.
Готовое изделие проверяют на наличие люфтов и утечек. Особое внимание следует уделить форсунке – она должна хорошо накручиваться на трубку. В случае необходимости можно уплотнить резьбу с помощью ФУМ ленты.
Технология пайки
Пайка газовой горелкой медных труб включает такие этапы:
- Обрезка необходимого участка изделия при помощи трубореза.
- Снятие заусенцев при помощи фаскоснимателя.
- Подготовка края изделия с использованием труборасширителя. Важно помнить, что расширяемая труба должна быть мягкой или отожженной при высоких температурах.
- Выполнение предварительного соединения труб. Этот этап подразумевает закрепление трубы при помощи пропая изделия в нескольких местах.
- Обработка паяемой поверхности при помощи флюса. В случае, если используется высокотемпературный припой использование флюса не требуется.
- Аккуратный прогрев всех соединяемых поверхностей трубы при помощи горелки или термофена. Как правило, деталь прогревается на протяжении пяти минут.
- Зачистка спаиваемых участков.
- Нанесение подходящего для медных труб припоя на соединяемую поверхность.
- Расплавка припоя и контроль его однородности.
- Удаление остатков обработанного флюса при помощи растворителя или простой воды.

Процесс пайки медных труб.
Низкотемпературная пайка труб состоит из:
- Прогрева поверхности до 200-250 градусов Цельсия. Сделать это можно при помощи горелки на газе или паяльника.
- Прикладывания припоя к местам стыка.
- Постепенное перемещение пламени горелки для равномерного распределения припоя по стыкуемым зонам.
Пошаговая инструкция
Резка
Перед резкой труб необходимо наметить места размещения фитингов. При разделке лучше всего использовать специальный труборез. В этом случае место среза будет ровным и гладким, с минимальным количеством зазубрин, что облегчит процесс дальнейшей подготовки.
Снятие фасок
Срез трубы должен быть идеально ровным. Малейшие отклонения повлияют на качество соединения. Для снятия заусенцев и подготовки среза рекомендуют использовать фаскосниматель, а при его отсутствии – наждачную бумагу.
Подготовка поверхности
Контактная поверхность должна быть сухой, без следов масла, грязи и оксидных отложений. Это относится не только к трубам, но и соединительным фитингам. Для механической обработки использует щетки и ершики.
Покрытие флюсом
Флюс наносится на внутреннюю поверхность фитинга и нужную часть трубы. Важно, чтобы состав был равномерно распределен по плоскости. После этого выполняют стыковку элементов, оставляя небольшой для присадочного материала.
Нагрев и пайка
Индикатором нагрева является состояние флюса. Появление темных оттенков говорит о том, что поверхность нагрелась до заданной температуры. При подаче припоя необходимо следить за интенсивностью нагрева.Расплавленный припой должен заполнять все пространство между фитингом и трубой. Это достигается за счет капиллярного эффекта, при котором жидкость прилипает к поверхностью, благодаря высокой силе притяжения.
Длительность рабочего цикла не должна превышать 5 минут. В противном случае медная труба начнет деформироваться от перегрева.
Поэтапная пайка стыка труб

Стыковка медных труб для пайки.
В общем случае, поэтапная работа делится на:
- Очистку налета, нагара и грязи с изделия.
- Покрытие соединяемых деталей флюсом.
- Фиксация обрезков труб в необходимом положении.
- Прогрев изделия при помощи горелки для пайки твердыми припоями.
- Промазывание соединяемых стыков флюсом.
- Подачу припоя в зону стыков изделия.
- Равномерное расплавление припоя при помощи газовой горелки для пайки медных труб.
- Удаление окислов, отходов и отработанного флюса.
Несмотря на относительную простоту рабочего процесса даже у квалифицированных специалистов бывают дефекты.
Наиболее распространенные ошибки при паяльных работах представлены:
- Недостаточным прогревом изделия. При неправильной подготовке материал прогревается слабо и плохо взаимодействует с припоем, из-за чего получается хрупкий шов.
- Плохой предварительной очисткой изделия. Присутствие нагаров, грязи и стружки других металлов серьезно затрудняет получение качественного соединения.
- Неподходящим флюсом. Неправильный выбор флюса может повлечь за собой неприлегание припоя и разрушение паянной конструкции.
- Неподходящим припоем. Выбор припоя, не смачивающего металлы, например, свинца, сделает невозможным пайку медных труб.
Работа с твердым припоем
Благодаря использованию медно-фосфорного припоя флюс можно не применять: главное, добиться равномерности нагрева коммутируемых кромок. Что касается этапов работы, то они такие же, как и при работе с мягким припоем.
Сварка медных проводов (дополнение).











Дальше ничего нового. Так, для конструктивной критики.









А теперь молчу и слушаю читаю)))
PS (от 21.09.2015):
Про пайку (сколько лет паял уже и не вспомнить…) в других местах неплохо рассказано. А т.ч. в моём блоге и бортжурнале (ссылки на них не дам — запрещено правилами Сообщества). Цель моих двух публикаций — показать: ничего супер сложного в сварке медных проводов нет. Было бы желание!
Комментарии 228
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

TomasAnderson
По ПУЭ запрещена сварка проводов, ни одну проверку не пройдёт, себя не жалко продолжайте. Ваго кстати даёт гарантию на соединение 50 лет, только брать их нужно в фирменных магазинах(подделок тьма)

Читай все, а не выборочно. Ваго хороший вариант остается.
я читал всё, хотя здесь это неактуально: приведённый мной пункт ясно указывает на допустимость сварки, а взаимоисключающих параграфов в ПУЭ нет.
зато ВНЕЗАПНО!, как раз Ваго по ПУЭ использовать нельзя, так как оно не является винтовым, болтовым и тому подобным сжимом — а про пружинные в приведённом мной пункте ничего нет.
Я не про это, про сварку выше уже отписался. Пункт по сути уже устаревающий. Как проектировщик говорю что в строящихся станциях в коробках двигателей и подобных местах во всех уже стоят клеммы ваго)

От перегрузки защищает автомат который должен быть на нужный ток.
Ну вы конечно же в курсе что автоматы с индексом "С" (С6, С10 и тд) рассчитаны на 4х кратную перегрузку по току. ТЕ если нагрузка растёт постепенно (а она растёт постепенно при нагреве проводки, скрутки), то теоретически автомат С25 способен пропустить через себя 100 Ампер. Это хороший. А если плохой? Я сам видел в квартирном щитке автомат D25. А их как вы знаете применяют для эл. Двигателей с очень жёстким пуском и большой просадкой по напряжению. Те там и 250 А может быть. Так что автомат не панацея…

Вы уважаемый чушь не городите-нет таких нормативов что автоматы с индексом С рассчитаны на 4 кратную "долговременную"перегрузку по току, как правило тепловая уставка допускает не более 10 % перегрузки после чего автомат должен выключится а если он не выключается то это не автомат а рубильник. В автоматах есть магнитный расцепитель для защиты от К.З. который рассчитан на 10-11 токов номинальных но он отключает автомат за доли секунды и провода за это время не успевают нагреться.Учите материальную часть и не вводите в заблуждение несведущих.
Вы брезжите уважаемый.
ГОСТа 53769-2010
Автоматы разделяются по типу мгновенного расцепления на B, C или D. По нему можно вычислить кратковременное значение тока, при котором автомат не сработает на разрыв. Для типа "B" это диапазон от 3 до 5 значений номинального тока. Такие автоматы применяется в цепях без больших скачков тока. Тип мгновенного расцепления "C" рассчитан на токи в 5-10 раз превышающие номинальный. Применяется в цепях, в которых возможны большие токи включения. Тип "D" применяется в цепях, в которых могут быть большие пусковые токи от 10 до 50 значений номинального тока.
Мгновенное расцепление это доли секунды о чем я выше и писал, не путайте божий дар с яичницей !

нормальная тема.но мы раньше тоже варили скрутки.а потом сизы использовали.

Сам лично выкидывал сгоревшие ваго, которые чуть не привели к пожару здание. Скрутка в разы надежнее контакт дает.
все выкинутые мной Ваги были установленны полными мудаками, через заднепроходное отверстие. А чтобы сгорали без всякой видимой причины — не видел ни разу
Всё здорово, когда медь-медь. Вари, обжимай — чё хош делай. А когда люминь с медью? Вместе не сваришь, не обожмёшь и не скрутишь. Под винт люминь тоже нехорошо — течёт. Только ваги с пружинными контактами и остаются.
Как сказать. Я у клиента весь день соединение отгоревшее искал (за счетчиком утырки спрятали, сказав клиенту, что всё на медь заменили) Соединено было 773 серией, но эти индивидуумы провода запихнули именно так, что умудрились создать точку контакта меди и алюминия внутри клемника. Так что голову надо и к клемникам прикладывать.
Сварочник для проводов.

Существует много способов соединения проводов, самые доступные это: скрутка и пайка, но сегодня остановимся на сварке. Именно сварка делит первое место с пайкой. В этих двух видах соединения есть свои минусы и плюсы, и каждый случай применим и не применим в конкретном случае.
Если нужно соединить большое количество проводов, то сварка это самый качественный и быстрый способ. А так же не требует расходников.

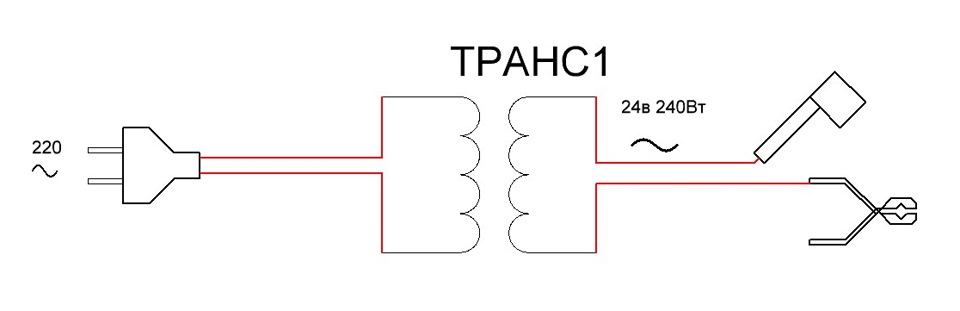
Корпус от старого понижающего транса на 36 вольт.
Вместо старого транса стоит новый на 24 вольта и на 350 ватт (в идеале нужен чуть по мощнее).
Первичная обмотка соединена через автомат с сеть 220 вольт. Со вторичной обмоткой соединены с проводом КГ 2Х1.5 (один провод кг 2х1.5 соединен с плоскогубцами, другой с угольной щеткой от Камаза) плоскогубцы и угольные щетки.
Через второй автомат с сетью 220 вольт соединены, (для охлаждения транса) через зарядник для телефона на 5 вольт Вентилятор для корпуса системного блока ( для него на корпусе сделаны прорези, по три штуки с четырех сторон), и розетка (удобно если нужно запитать доп. прибор).


На посатижи наварена шпилька на 6, и двумя шайбами и гайкой зафиксирован провод.
Держак для щетки сделан из медной трубки, и надет шланг подходящего диаметра.



Варить нужно следующим образом: плоскогубцами берем скрученный провод и прикасаемся на 2 — 3 секунды щеткой.


Таким способом можно сварить провода сечением 8 — 10мм2
Удобен тем что соединение получается быстро и не нужно расходников (флюс, припой)
Минусы тяжеловат (4- 5кг) и нужны растраты чтобы изготовить.
Также для таких целей годится инверторный сварочный аппарат.
Метки: соединение проводов.
Комментарии 120



встречал такое в старой ламповой раиоаппаратуре или где-то еще такой тип соединения элементов

Мужики, ищу такой для своей работы
Мож есть у кого самодельный бюджетный?
Щетки стартера паять надо

В 80-х годах в СА, в ремротах была приблуда для напаивания клемм АКБ и для сварки проводов. Держатель для грифеля от круглой батарейки Источник тока — сами же АКБ. Для лучшей сварки мона добавлять буру.

Я как то делал сварочный такой для опайки скруток распределительных коробок. Только смысл был чуток другой графитовый стержэнь в нем отверстие и всё тут если засверлить в щётке бырку диаметром под скрученный провод то будет опаиватся еще лучше.

У моего бати давно такой…электрик

а я использую маленький аккум от бесперебойника, вместо транса. это позволяет таскать приблуду куда угодно, эффект тот же

После перемотки двигателя, также сваривал провода.

Вещь необходимая, для сварки проводки в доме, например, даже незаменимая. В машине я бы не стал таким пользоваться. Этим хорошо варить одножильные провода. Многожильные лучше на гильзы. Имхо, в машине варить проводку не стоит по многим причинам, тонкий многожильный провод может просто отгореть, подгарают жилки и сечение и без того тонкого провода уменьшается, при сварке возможен разлёт металла в стороны — можете испортить интерьер и экстерьер авто, не говоря о том, что может и ковролин загореться. Сам тонкий провод "отжигается" и теряет свои прочностные характеристики.

Видно по фото, как жилы покраснели. подгорели.
Т.е. это место быстро сгниет.
Алюмишка при сваре снаружи окисляеться и ничего ей не будет.
не сгниет. медь в конце концов задубеет, а там и патиной покроется…а вот алюминь гниет как сахар в воде
Да хрен она дубеет со временем. Часто отжигаю толстый медный провод одножильный, чтобы был мягче, бывает нужен такой, ни разу он не задубел ))). А патина это ни что иное как окисел, вот потом и получается труха ))).
Люмишка сама себя защищает)) детали из аллюма в земле десятки лет пролежат и не сгниют.
Люминь то скрутки в панельках по 30-40лет, то завареные стоят. И если сеть не перегружают то и проблем не знают.
А вот для меди специально используют обжимной шмурдяк. И эта практика вырабатана годами.
однако, время показало, что кровли кроют медью…но никак не люмелем ;-))
Однако как показало время, провода имеющие даже минимальный эл.потенциал и контакт влагой, за пол года станут коричнево зелеными.

у меня инверторный сварочный есть…то что к нему приладил держатель проводов и графитовый стержень и можно сваривать провода?

Да. Но для инвертора есть свои специальные электроды.
продаются и держатели спецыальные и электроды. поспрашивай по магазинам или на рынке

Вещь! Т.е. для спайки нужен только мощный трансформатор 24-36 вольт?
Да. Для сварки нужен только транс.
Автомат стоит перед трансом, но не для защиты а для включения. Второй автомат для охлаждения и для розетки.

Так держать ! нужная вещь в хозяйстве! А кто ее собрал респект!

Видел такую технологию на стройке. Даже сам пробовал, удовольствие от процесса выше, чем с паяльником! Уголек можно достать из батарейки нахаляву. Кстати этими угольками и резать металл удобно обычным сварочником.

Кому не нравится пусть критику пишут, а Ты совершенствуйся и
кидай фотки еще, чего-нибудь интересного.


+ они многоразовые, если вдруг нудно добавить в скрутку жилу то все очень быстро получается,
+ жилы очень плотно скручиваются за счет конусообразной резьбы.
Я б выбрал именно этот способ!

Сравнивать сварку и скрутку колпачком? Да вы?
Каждому свое, но одинакового рузультата можно добиться разными способами каждый выбирает свой.
Автомобиль тоже средство повышенной опасности
Все на самокаты!
К чему эта "умная" реплика?
к тому, что очень много есть вещей "повшенной опасности" и если ими не пользоваться, то жить прийдется в пещере
зачем резать колбасу бензопилой если можно ножом?
Ход мыслей понятен…
Есть вещи которые уже облизаны со всех сторон и есть готовые решения.
Я как человек который занимается проводами и фурнитурой не по наслышке а каждый день до сих пор не могу понять смысл всего этого "девайса" если готовые решения которые на рынке перекрывают по всем параметрам.
Не корректное сравнение.
Если делать это кому-то и за деньги, то да — долго, неудобно и неоправдано )))
На много проще — закрутил, взял деньги и ушел.
А как оно там будет лет через 10-15, в стене под штукатуркой, да мне пофиг, это проблемы клиента
А если сам делаешь для себя, то вопрос кагбэ не стоит)

я пост выше тоже самое обьяснял

этот способ не подходит для автомобиля где постоянные вибрации и тепловые нагрузки
чтобы узнать как нужно соединять провода, вскройте любую заводскую косу (там есть заводские соединения проводов), ну а можно обратиться к любой заводской инструкции по установке доп оборудования к автомобилям известных производителей — таета предлагает два способа:
либо это пайка (оловом с канифолью)
либо это спец мет зажимы (образно говоря скобы)
но не пружинные колпачки
сварка туда же, как ей пользоваться в машине без последствий для машины и изоляции — это вопрос… "ой я прожог вам пол напольное покрытие и теперь у вас дырочка в сидении" =)
Читайте также: