Сварка медных шин токопровода
Обновлено: 15.05.2024
При описании технологии сварки применены термины, изложенные в § 3.
Для проводников тока применяют медь марки МО с содержанием меди 99,95% или марки Ml с содержанием меди 99,90% по ГОСТ 434-71.
Промышленность выпускает шины прямоугольные, круглые и профиля «труба круглая» по ГОСТ 617-72.
Сварка меди благодаря ее физико-химическим свойствам вызывает значительные трудности. Медь обладает высокой теплопроводностью (почти в 2 раза превышающей теплопроводность алюминия и в 5 раз теплопроводность стали), поэтому при сварке приходится применять более мощные источники сварочного тока или выполнять сварку с предварительным разогревом шин.
Повышенная жидкотекучесть меди затрудняет процесс формирования шва, особенно в вертикальном положении, и делает сварку невозможной в потолочном положении.
На воздухе, при нормальной температуре, химическая активность меди невелика, и только при наличии влаги и сернистого газа она покрывается зеленовато-серой пленкой сернокислой соли, предохраняющей металл от дальнейшего окисления.
При нагреве до +300°С медь начинает активно соединяться с кислородом воздуха, образуя окись меди СuО (черный кристаллический порошок) и закись меди CuO2 (темно-красный кристаллический порошок), которые, соединяясь с медью, дают эвтектику*, обладающую плохими литейными качествами, что затрудняет образование плотного шва без пор. Наличие в сплаве окиси и закиси меди снижает прочность сварочного соединения.
*Эвтектика — смесь веществ, которая имеет наиболее низкую температуру плавления или таяния по сравнению со смесями тех же веществ, взятых в других соотношениях.
Расплавленная медь хорошо растворяет водород, а при наличии в расплаве закиси меди водород, реагируя с кислородом закиси меди, образует водяные пары, которые ухудшают качество шва, способствуя образованию пор и волосяных трещин в металле («водородная болезнь»).
Для повышения качества при сварке меди следует принимать меры против проникновения в сварочную ванну вредных для меди газов и влаги, ухудшающих сварной шов.
Для защиты сварочной ванны служат флюсы, которые, находясь во время сварки в расплавленном состоянии, растворяют пленку окиси, превращая ее в легкоплавкий шлак, а также защитные газы.
При выборе того или иного способа сварки учитывают требования, предъявляемые к сварным соединениям,
объем предстоящих работ, наличие аппаратуры и мате риалов.
Соединение вне зависимости от способа сварки должно быть охлаждено водой после окончания сварки для повышения пластичности и сохранения мелкозернистости шва.
Сварка угольным электродом.
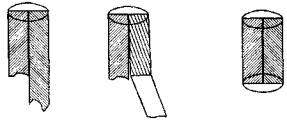
Медь при расплавлении обладает высокой жидкотекучестью, поэтому сварку угольным электродом приходится вести в нижнем положении и тщательно заформовывать место сварки с помощью подкладок и брусков. Для обеспечения провара корня и формования обратной стороны шва в подкладках делают канавки, а в формующих брусках — лунки.
Таблица 15
Режимы сварки медных шин угольным электродом
Сварку выполняют на постоянном токе на прямой полярности (минус источника тока на электроде). На шинах толщиной 12 мм и выше разделывают кромки под углом 25е. При толщине 10 мм и ниже разделку кромок не выполняют.
Зазор между торцами шин, глубина и ширина канавок в подкладке приведены в табл. 15. Перед сваркой торцы шин и присадочный металл очищают от пленки окиси и загрязнений, после чего обезжиривают чистым бензином, ацетоном или уайт-спиритом. Очистку производят чистыми и обезжиренными проволочными щетками из проволоки диаметром 0,15 мм. В качестве присадочного металла применяют проволоку из меди марки МО или Ml.
Диаметр проволоки принимают в зависимости от толщины свариваемого металла. Вместо проволоки можно применять прутки квадратного сечения, нарезанные из медных шин или листов, при этом сторону квадрата принимают равной рекомендуемому в таблице диаметру. При сварке шин толщиной 12— 15 мм и выше укладывают в корень шва проволоку из бронзы марки БрКМцЗ-1 диаметром 2—3 мм и добавляют немного медно-фосфористого припоя. Это способствует повышению качества сварного соединения (уменьшает вероятность образования трещин в сварных швах).
Для удаления пленки окиси с поверхности свариваемых шин, а также защиты жидкой сварочной ванны от окисления в процессе сварки применяют флюсы.
При сварке угольным электродом применяют флюс «борный шлак», состоящий из 95% переплавленной буры (Na2B407) и 5% металлического магния (Mg) в порошке. При отсутствии магния иногда применяют р качестве флюса и одну переплавленную буру, однако это ухудшает качество сварки. Для приготовления этого флюса сначала прокаливают буру в тигле при температуре 200—300°С. Тигель загружают на 7з> так как при прокаливании бура вспучивается.
После прокаливания буру смешивают с порошком металлического магния и плавят при температуре 750— 800°С. После расплавления всего объема борного шлака его выливают на лист из нержавеющей стали и прикрывают листовым асбестом, так как он при остывании трескается и куски его разлетаются в разные стороны. Остывший флюс размалывают и просеивают через сито, имеющее не менее 1000 отверстий на 1 см 2 . Для приготовления флюса нельзя применять непрокаленную буру, разводить флюс в воде или в жидком стекле, так как в этих случаях в сварочную ванну будет вноситься дополнительно влага. Флюс в виде сухого порошка наносят на кромки свариваемых медных шин и на присадочный пруток. При сварке часть флюса сдувается дугой, поэтому сварщик в процессе сварки., опуская присадочный пруток в сосуд с порошком флюса, переносит его в сварочную ванну. К разогретому концу присадочного прутка порошок флюса прилипает в виде Шарика.
Шины толщиной до 6 мм сваривают за один проход без предварительного разогрева. При шинах толщиной 8, 10, 12 мм и более применяют предварительный разогрев кромок шин, в этом случае сварку выполняют за два прохода. Сначала разогревают кромки, начиная с конца шва, наиболее удаленного от сварщика, или справа налево. Разогрев выполняют растянутой (длиной 15—25 мм) дугой, при этом следят, чтобы кромки шин плавились на всю толщину и расплавленный металл заполнил канавку в подкладке. При разогреве присадочный металл не вводят. В конце разогрева дугу концентрируют в начале шва до образования сварочной ванны, которую сварщик в процессе работы перемещает в направлении сварки.
Во время сварки в правой руке сварщика находится электрододержатель, а в левой — присадочный пруток, которые сразу после образования ванны погружают в расплавленный металл, перемещая его за электродом
В процессе сварки сварщик производит возвратно-поступательные движения электродом и присадкой так, чтобы расстояние между ними оставалось постоянным (8—10 мм), при этом одновременно присадочным прутком перемешивают ванну.
Рис. 26. Сваренные пакеты медных шин для дуговой электропечи.
Присадочный пруток нельзя вынимать из сварочной ванны до окончания сварки, так как это вызовет попадание окислов в сварной шов, ухудшит качество сварки и приведет к образованию трещин в шве. По этой же причине нельзя вводить присадочный металл в сварочную ванну каплями. Немедленно после сварки швы охлаждают водой.
Это способствует повышению пластических свойств соединения, сниженных в процессе сварки. Сваренные пакеты медных шин для дуговой электропечи показаны на рис. 26.
При сварке шин толщиной 25—30 мм шины предварительно нагревают на горне или разогревают пропано-кислородной горелкой до вишнево-красного цвета (650— 700°С). Перед сваркой шины укладывают с небольшим уклоном (4—5°) с тем, чтобы расплавленная медь не затекала вперед дуги и не препятствовала расплавлению нижних кромок. Сварку выполняют в три прохода. При первом проходе, который сварщик начинает с конца шва и ведет к началу, расплавляют нижние кромки шин и заполняют канавки в подкладке. Во время разогрева сварщик следит за полным расплавлением кромок. Во время первого прохода закладывают основу доброкачественного шва. При этом проходе присадочный металл Сварку шин внахлестку выполняют в тех же режимах, что и сварку встык. Шов формуют угольными брусками для предохранения от растекания расплавленного металла.
При монтаже электролизеров в тех случаях, когда для бортовых шин применяют медь (электролизеры меди, никеля и др.), возникает необходимость приварки перемычек 10x100 мм между тяжелыми бортовыми шинами толщиной 30 мм и более и блюмсами 40X40, 60X60, 92 X92 мм и др.
Наиболее рациональным является приварка на МЭЗ отрезков шин 10x100 мм как к блюмсам, так и к бортовым шинам с тем, чтобы на монтаже выполнялась лишь сварка этих отрезков между собой. В этом случае значительно уменьшается объем работ в монтажной зоне.
Приварка отрезков шин к бортовым шинам и блюмсам может выполняться как внахлестку, так и встык.
Наиболее правильным является приварка встык (рис. 27,с). В этом случае экономится медь, и, кроме того, стыковой шов значительно прочнее нахлесточного. Отрезки приваривают к верхней кромке бортовой шины или к ребру блюмса в специальном приспособлении (рис. 27,6), обеспечивающем формование шва. При сварке необходимо предварительно нагреть бортовую шину или блюмс до темно-красного цвета (650—700°С) При подготовке к сварке между бортовой шиной или блюмсом и отрезками шин устанавливают зазор 6 8 мм. Ток при сварке равен 700—800 А. Дугу направляют преимущественно на блюмс или на бортовую шину.
Рис. 27. Приварка перемычек между бортовой шиной к блюмсом.
а - отрезок шины 10x100 мм. приваренный к бортовой шине 30X500 мы: б брусок для формовки шва; в — отрезок шины 10X100 мм. приваренный к блюмсу 92x92 мм; г — отрезок шины 10X100 мм, приваренный к блюмсу, но загнутый под углом 45°; д — перемычка, приваренная к бортовой шине и блюмсу; 1 — бортовая шина; 2 — блюмс; 3 — формующий брусок: 4 — отрезок шины 10X100 мм; 5 — перемычка.
При монтаже блюмсы устанавливают на ребро, но так как приварка отпаек, расположенных под углом 135° к блюмсу, вызывает значительные трудности, приварку выполняют под прямым углом (рис. 27,в) и сразу после сварки легкими ударами молотка отгибают ее на требуемый угол.
Иногда необходимо произвести сварку отрезков блюмсов размером 40X40; 60X60 или 92 X92 мм. В этом случае на свариваемых блюмсах производят разделку кромок и устанавливают их в специальном приспособлении. Основным условием сварки является предварительный разогрев блюмсов до 650—700°С. Ток при сварке равен 1100—1200 А. Сварку выполняют так же, как сварку шин толщиной 30 мм и более. Во время сварки поддерживают интенсивное плавление свариваемых кромок и присадки. После сварки шов охлаждают водой. Если сварной шов имеет недопустимые дефекты, его разрезают и шины заваривают вновь.
Резку медных шин или блюмсов можно также произвести угольной дугой. Резка достаточно эффективна, она может быть использована и при подготовке кромок блюмсов. Перед резкой шины или блюмсы предварительно нагревают до температуры не менее 800сС. Ток при этом поддерживают около 1000 А. Время резки блюмса 92 X92 мм не превышает 3—4 мин. Однако качество реза, выполненного таким методом, значительно хуже, чем при механической резке.
СВАРКА МЕДНЫХ ШИН
Для медных шин, так же как и для алюминиевых, имеется достаточно большой выбор способов сварки, практически обеспечивающий все потребности электромонтажного производства. Сюда относятся: сварка угольным электродом, аргонодуговая сварка вольфрамовым электродом и полуавтоматическая, полуавтоматическая и автоматическая сварка под слоем флюса, плазменная и газовая сварка.
Сварка меди более сложна, чем сварка алюминия, что обусловлено особенностями меди как материала. Одно из главных осложнений, связанных со сваркой меди, —необходимость предварительного или сопутствующего подогрева шин при толщине металла уже более 10—12 мм. Это обусловлено большой теплопроводностью меди. Кроме того, вследствие жидкотекучести меди выполнение вертикальных и горизонтальных швов затруднено, а потолочных — практически невозможно.
Правда, следует оговориться, что некоторые сварщики весьма высокой квалификации добиваются и потолочной сварки, в частности сварки неповоротных стыков трубчатых шин, что является большим искусством. Требуется в буквальном смысле «чувствовать» металл и регулировать процесс сварки таким образом, чтобы сварочная ванна была минимальных размеров и отдельные капли металла затвердевали, не успев скатиться. При этом необходим дополнительный разогрев околошовных участков шин до красного каления посторонними источниками теплоты. Весьма
желательно также использовать полуавтоматическую импульсную аргонодуговую сварку.
При выборе тех или иных способов сварки шин для конкретных условий полезно учитывать следующие их особенности.
Наилучшее качество соединений в отношении пластичности,, плотности и внешнего вида швов дает полуавтоматическая аргонодуговая сварка. Она применяется при толщине металла до 12 мм и облегчает при использовании импульсной приставки выполнение вертикальных, горизонтальных и потолочных швов.
Ручная аргонодуговая сварка вольфрамовым электродом также обеспечивает получение хороших соединений, но ее применение возможно только в нижнем положении.
Примерно равноценной аргонодуговой сварке по качеству швов является полуавтоматическая сварка под флюсом, которая применяется в нижнем положении при толщине шин до 14 мм. Она менее удобна в монтажных условиях вследствие несколько большей громоздкости оборудования (флюсопитатели), необходимости наличия на месте работ сжатого воздуха для подачи флюса, и отсутствия визуального контроля за формированием шва (шов- закрыт слоем флюса).
Автоматическая сварка под слоем флюса целесообразна только, для выполнения протяженных швов при больших объемах работ. Такие швы встречаются при заготовке тяжелой ошиновки в электролизных установках. Выполнение с помощью автоматической1 сварки коротких швов, какие бывают при соединении шин встык, не оправданно, так как относительно велико время на установку автомата в начале шва и на заключительные операции.
Наибольшее распространение в электромонтажной практике получила сварка угольным электродом на постоянном токе,, допускающая соединение медных шин толщиной 30 мм и более при вполне удовлетворительном качестве швов. Независимость., от наличия аргона на месте работ делает ее наиболее доступной. Возможность пропускать через электроды большие токи, чем при сварке другими способами, и благодаря этому получать, большую погонную энергию сварки позволяет отказаться от дополнительного подогрева шин при толщине металла до 20—25 мм. Это является большим преимуществом сварки угольным электродом, так как упрощает технологию и организацию сварочных работ.
Стремление вообще отказаться от дополнительного подогрева - при сварке медных шин привело к попыткам использовать для этой цели плазменную сварку, при которой достигается большая концентрация тепловой энергии.
В результате проведенных ЛенПЭО ВНИИПЭМ разработок удается применить плазменную сварку для соединения медных шин толщиной пока только до 10—12 мм. К ее достоинствам наряду с возможностью отказаться от дополнительного подогрева относятся также экономия присадочного материала, так
8 Р. Е. Евсеев, В. Р. Евсеев 22£>-
как сварка производится без зазора между кромками; более красивый внешний вид швов (малое усиление шва) и некоторое уменьшение времени, необходимого для сварки. К недостаткам же следует причислить необходимость водяного охлаждения горелки (плазмотрона), относительную сложность плазмотрона и большую его массу (около 2 кг). Последнее приводит к повышенной утомляемости сварщика при^длительной работе. Кроме того, для сварки требуются два баллона с аргоном, что усложняет и утяжеляет установку.
Оценивая указанные особенности плазменной сварки, авторы полагают, что этот способ окажется более целесообразным в электромонтажной практике после разработки и освоения технологии соединения шин большой толщины. В настоящее же время он может применяться в мастерских электромонтажных заготовок и должен рассматриваться как находящийся в стадии производственного опробования.
Газовая сварка медных шин является вспомогательным способом вследствие меньшей производительности по сравнению с электрической и малой распространенности газосварочного оборудования в электромонтажных организациях. С помощью газовой сварки могут выполняться соединения шин толщиной до 30 мм, хотя в практике электромонтажных работ известны случаи газовой сварки шин и большей толщины. Наиболее целесообразно использовать газовую сварку для соединения трубчатых водоохлаждаемых шин, а также для приварки к таким шинам деталей для оконцевания и штуцеров водоохлаждающей системы.
Для сварки меди ввиду ее большой теплопроводности используется только ацетилен, так как заменители ацетилена (пропанбутан и др.) не обеспечивают достаточно высокой мощности пламени.
Конструкции сварных узлов токопроводов и ошиновок
В настоящее время в большинстве обычных электротехнических установок сильного тока применяются токопроводящие шины из алюминия. Медные шины устанавливаются главным образом в тех местах, где возможна коррозия алюминия, а также в движущихся установках, на механизмах, подвергающихся вибрациям, в электропечных и аккумуляторных установках и в других специальных случаях.
Применяются также шины из алюминиевого сплава АД31Т1 имеющего большую механическую прочность, чем алюминий. Это важно в связи с возрастающими мощностями энергосистем и быстро растущими в связи с этим токами коротких замыканий в электросетях.
Шины из сплава АД31Т1 выпускаются в термоупрочненном состоянии (закалка и искусственное старение), чем обеспечивается предел прочности при растяжении 200 МПа (20 кгс/мм2) при пределе прочности алюминиевых шин 100—120 МПа (10—12 кгс/мм2). Термоупрочненные шины обозначаются индексом Т1, добавляемым к марке сплава АД31.
Преимуществом шин из сплава АД31Т1 является также то, что они, имея большую твердость, чем алюминий, допускают непосредственное присоединение к медным выводам электрооборудования без специальных средств стабилизации давления, обеспечивая при этом надежный и устойчивый контакт.
Однако сплав АД31Т1 обладает большим электрическим сопротивлением, чем алюминий, что обусловливает необходимость из условий равной электропроводности применять шины большего сечения, чем алюминиевые.
Получили распространение шины прямоугольного сечения, а также коробчатые профили, профили «двойное Т» и «труба круглая» (рис. 2-3).
Шины коробчатого профиля обычно изготовляются сваркой из двух корытных профилей.
В ряде случаев прямоугольные шины собираются в пакеты по две или несколько штук для получения необходимого сечения.
Контактные соединения шин являются наиболее ответственными узлами ошиновок и шинопроводов. Они должны отвечать по ГОСТ 17441—72 следующим основным требованиям: электрическое сопротивление контактного соединения не должно превышать сопротивления участка целой шины такой же длины, как и контакт-
1 Состав; магний 0,4—0,9%, кремний 0,3—0,7%, остальное — алюминий.
ное соединение, и не должно заметно меняться о течением времени; контактные соединения должны быть устойчивы против динамических и термических действий токов короткого замыкания.
От качества контактных соединений зависят надежность электроустановок и их экономичность. Особенно это относится к установкам с большим числом контактов при больших токах, протекающих по шинам.
Рис. 2-3. Алюминиевые электротехнические шины и профили: а — плоская шина> б, в — коробчатые шины, составленные из швеллерных и корытных профилей> г — профиль «двойное Т»; д — профиль «труба круглая»
Болтовые и сжимные соединения о монтажной точки зрения и в отношении качества контактов имеют ряд недостатков:
1) значительная трудоемкость выполнения соединений;
2) необходимость расходования большого числа болтов или сжимных плит;
3) потери электроэнергии в контактах;
4) старение контактов (возрастание со временем переходного электрического сопротивления, приводящее к увеличению потерь электроэнергии), что вызывает необходимость периодической ревизии соединений, подтяжки болтов, а часто переборки и чистки их;
5) перерасход металла за счет участков шин, приходящихея на контактные соединения, выполняемые внахлестку;
6) необходимость применения при соединении алюминиевых шин средств стабилизации давления (шайбы увеличенных размеров под болты и специальные тарельчатые пружинные шайбы или болты из сплава, имеющего линейное тепловое расширение, одинаковое g алюминием).
Болтовые или сжимные соединения алюминиевых и, в особенности, алюминиевых с медными шин повышают свое переходное сопротивление с течением времени. Причинами этого являются ползучесть алюминия вследствие низкого предела текучести и наличие на поверхности металла неэлектропроводящей пленки окиси. Под действием длительных сжимающих нагрузок алюминий медленно и непрерывно деформируется, что приводит к ослаблению контакта и к окислению его контактирующих-поверхностей.
Сопротивление контактов может увеличиваться и вследствие коррозии, особенно заметной при соединении шин из разнородных металлоз.
Рост сопротивления болтовых контактных соединений алюминиевых и алюминиевых с медными шин при длительной (850 суток) нагрузке их током иллюстрируется кривыми рис. 2-4, полученными на основании исследований ЛенПЭО ВНИИПЭМ при относительной влажности среды 70—90%.
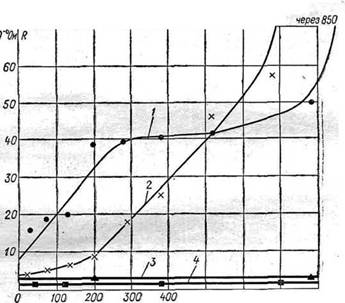
19310 Ом через850 суток
500 600 700 сутки
Рис. 2-4, Изменение электрического сопротивления контактных соединений шин сечением 60X6 мм при долговременных испытаниях ПОД нагрузкой током
Сварные соединения не имеют недостатков, присущих болтовым контактам. Сварка обладает значительными монтажными преимуществами: повышается производительность труда при соединении шин; экономятся крепежные материалы; имеется возможность полностью использовать поставляемые шины за счет утилизации обрезков; экономятся цветные металлы вследствие устранения «нахлестки», требующейся для болтовых соединений.
Важным преимуществом сварных соединений шин является возможность значительной экономии электроэнергии за счет устранения потерь в контактах. Потери в сварных соединениях не превышают неизбежных потерь на нагревание самих шин, так как электрическое сопротивление участков со сваркой не превышает сопротивления равновеликих участков шин без сварки. Электри-,
2 Р. Е. Евсеев* В. Р. Евсеев 33
1 г - болтовые соединения алюминиевых шин с алюминиевыми; 2 « болтовые соединения алюминиевых шин с медными; 3 — сварные соединения алюминиевых шин с алюминиевыми; 4 —. болтовые соединения медных шин о медными
ческое сопротивление сварных соединений устойчиво во времени, так как при сварке исчезают соединения и участки шин со сваркой представляют собой сплошную цельнометаллическую цепь (см. кривые на рис. 2-4). Сварные соединения не требуют контроля за нагреванием в эксплуатации, периодической подтяжки болтов,
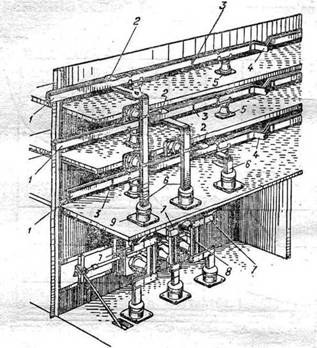
Рис. 2-5. Ошиновка высоковольтного распределительного устройства со сварными контактами / — сборные шины; 2 — приварка ответвления к сборной шине; 3 — соединение полос сборных шин встык; 4 — сварной температурный компенсатор, приваренный к шинам; 5 — опорные изоляторы; 6 — шины ответвления;
7 — приварка косынок; 8 — разъединитель; 9 — проходной изолятор
переборки и чистки, обычных для разъемных контактов, что также является преимуществом, особенно в установках с большим числом контактов.
Рассмотрим конструкции сварных контактных соединений, характерных для таких распространенных в электромонтажной практике случаев, как высоковольтные распределительные устройства и шинопроводы. Эти соединения в большинстве случаев можно рассматривать как типовые и для других электроустановок сильного тока. Кроме того, познакомимся со сварными узлами тяжелых ошиновок в установках электролиза алюминия, где технико-экономический эффект от применения сварки особенно
СВАРКА ШИН ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ
Сварка меди с алюминием. Применение цельнометаллических сварных соединений меди с алюминием, как уже отмечалось, весьма целесообразно вследствие известных недостатков болтовых или сжимных соединений.
Однако обычные соединения встык или внахлестку медных шин с алюминиевыми, выполняемые ручной электрической или газо - еой сваркой, несмотря на свои удовлетворительные электрические характеристики, не могут применяться, так как обладают большой хрупкостью. Механические свойства сварных швов при этом определяются свойствами медно-алюминиевых сплавов, весьма хрупких при содержании алюминия или меди больше 12%. Дозировка алюминия и меди в сварном шве, необходимая для получения пластичного шва, при ручной сварке невозможна. Поэтому и попытки применить непосредственную приварку встык или внахлестку медных шин к алюминиевым обычно не приводили к цели.
Рис. 11-1. Микроструктура контактной стыковой сварки меди с алюминием: а — нормальный режим; б — неправильный режим; в — структура капли, выдав* ленной из стыка при сварке в нормальном режиме
У «= алюминий; 2 ^ зона диффузии меди в алюминий; 3 — прослойка хрупкого состава;
Достаточно прочные и пластичные сварные соединения меди с алюминием можно получить только при помощи стыковой контактной электросварки, методом оплавления или холодной сваркой.
Стыковая сварка оплавлением. На стыковых машинах с ручным приводом нельзя достигнуть точного повторения установленных режимов оплавления и осадки, что ведет к большому браку. Например, при сварке медных шин с алюминиевыми сечением 50 X X 50 мм число достаточно пластичных швов (угол загиба не менее 90°) составляет всего 20—30%. Автоматизацией же сварочного процесса обеспечивается соблюдение необходимых условий сварки и получение во всех случаях качественных соединений. Одним из основных условий для этого является быстрота передачи осадочного давления после оплавления и выключение тока в момент начала осадки. Важно также осуществить непрерывное оплавление при определенном графике изменения скоростей подвижной плиты машины. При этом удается достигнуть резко концентрированного тепловыделения на торцах свариваемых шин, необходимого для их оплавления. При создании быстрой (ударной) осадки из зоны шва выдавливается значительная часть образующегося хрупкого сплава и происходит в весьма тонких слоях взаимная диффузия алюминия и меди (рис. 11-1, а), чем обусловливается получение пластичных швов.
Наоборот, при сварке, выполненной с несоблюдением требуемого режима (например, слабая осадка, несвоевременное выключение тока и т. п.), швы получаются хрупкими, ломающимися от легкого удара. Такая сварка характеризуется наличием между медью и алюминием, кроме зон взаимной диффузии, достаточно широкой зоны (рис. 11-1, б) невыдавленного хрупкого сплава с содержанием меди около 33%.
Характерно, что капли металла, выдавленного из зоны шва при нормальной сварке, имеют ту же микроструктуру (рис. 11-1, в), что и зона хрупкого сплава, получающегося при отклонении от заданных режимов. Это еще раз подтверждает, что удаление хрупкого сплава из зоны шва является основным условием получения качественной сварки.
Следует отметить, что непосредственные соединения медных шин с алюминиевыми крайне редки. Поэтому практически стыковая сварка используется только при изготовлении переходных медно-алюминиевых пластин для присоединения алюминиевых шии к медным выводам электрооборудования. В связи с этим в дальнейшем мы будем рассматривать только изготовление пластин, понимая под этим сварку коротких участков шин соответствующего сечения.
При правильно определенных режимах автоматическая стыковая сварка меди с алюминием дает соединения, удовлетворяющие требованиям, предъявляемым к шинным контактам. Такие соединения механически достаточно прочны, пластичны и устойчивы к динамическим и термическим действиям токов короткого замыкания. Соединения выдерживают загиб на угол 180° без каких - либо нарушений целости швов. При обратном разгибании образцов на 180° разрушение происходит не по шву, а по соседнему с ним слою алюминия. Разрушение образцов при испытании на растяжение также происходит не по сварному шву, а в зоне отжига алюминиевой части пластины. Таким образом, прочность образцов определяется прочностью алюминиевой части и составляет 95% от прочности участков основного металла, не подвергавшихся нагреванию.
Зона отжига при сварке мала вследствие весьма концентрированного тепловыделения, малой продолжительности нагревания и охлаждающего действия зажимных контактных колодок. Так, уже на расстоянии 5 мм от шва твердость алюминиевой и медной частей пластин имеет такое же значение, что и участков, удаленных от сварки.
Существенное значение для обеспечения надежной эксплуатации имеет вибрационная прочность швов медь—алюминий у пластин, так как эти пластины присоединяются в ряде случаев к аппаратам (например, к масляным выключателям), испытывающим значительные вибрации при отключении и включении. Соответствующие испытания знакопеременной изгибающей нагрузкой медно-алюминиевых пластин (при 20-10е перемен нагрузки) показывают следующие пределы выносливости в мегапаскалях (кгс/мм2):
Медио-алюминиевые пластины 45 (4,5)
Целые алюминиевые шины. . 45 (4,5)
Целые медные шины. 67 (6,7)
При испытании все образцы обычно разрушаются по алюминию вне зоны сварного шва. Таким образом, соединения меди с алюминием, выполненные контактно-стыковой сваркой, имеют вибрационную прочность, одинаковую с алюминиевыми шинами.
Высокая надежность стыковой контактной сварки меди с алюминием подтверждена многолетней практикой эксплуатации на многочисленных объектах электроснабжения, промышленных установках и в энергосистемах, во время которой не отмечалось выхода из строя медно-алюминиевых пластин.
Отклонение от установленного режима сварки ведет к значительному снижению пластичности швов.
Наиболее важными факторами, определяющими режим сварки, являются: характер перемещения подвижной плиты в процессе оплавления, скорость и давление при осадке, сила сварочного тока (ступень трансформатора), момент отключения тока, установочная длина — вылет свариваемых пластин из контактных колодок.
В качестве примера приведем некоторые данные, характеризующие режим сварки медных пластин с алюминиевыми сечением 100 X 10 мм на машине типа МСМ-150, дооборудованной специальным пневматическим приводом для осадки.-Перемещение подвижной плиты в период оплавления происходит с нарастающей по определенному закону скоростью, составляющей 8 мм/с в начале оплавления и достигающей 35 мм/с перед осадкой. Весь процесс оплавления продолжается 4,2 с. Скорость движения подвижной плиты при осадке 160 мм/с. Осадочное давление 3700—4000 даН и нарастает в сотые доли секунды. Сила тока в сварочной цепи при оплавлении составляет около 20 кА, достигая 50 кА перед осадкой.
Весьма важным условием является включение тока в конце процесса оплавления, что соответствует и моменту начала осадки. Запаздывание и, особенно, упреждение выключения тока по отношению к моменту начала осадки хотя бы на несколько периодов переменного тока ведут к резкому снижению пластичности швов. Это видно из графика на рис. 11-2, полученного экспериментальным путем.
Длина частей свариваемых пластин, выступающих из зажимов машины, — установочная длина — должна выдерживаться с точностью 1,5—2 мм. Большее отклонение от заданной длины ведет к снижению пластичности шва.
При сварке по методу непрерывного оплавления происходит укорочение как алюминиевой, так и медной шины (пластины) за счет самого процесса оплавления и осадки (так называемый угар). Величины укорочения приведены в табл. 11-1 и должны учитываться при заготовке пластин.
Медные и алюминиевые пластины нарезают на прессах или на механических ножницах и с целью повышения мягкости (пластич-
Таблица 11-1 Величины укорочения пластин при стыковой сварке меди с алюминием на машине МСМ-150
Приложение 10 Перечень опрессовка аппаратных и ответвительных зажимов пороховым прессом в инструкции.
Приложение 11 Термоиндикаторы и термокраска
Приложение 12 Перечень нормативных документов, используемых в инструкции
РАЗРАБОТАНА: OOP «Инженерный электротехнический центр - Контакт»
РАЗРАБОТЧИКИ: В.А. Книгель, Г.Ю. Авраменко, М.В. Пономарев, О.В. Пономарева
ВЗАМЕН: ВСН 164-82
Настоящая инструкция разработана в развитие основных положений ГОСТ 10434, ГОСТ 17441, Правил устройства электроустановок ( ПУЭ) и строительных норм и правил.
Инструкция распространяется на разборные и неразборные контактные соединения шин толщиной до 15 мм, гибких шин и профилей (швеллерного, корветного, двутаврового и др.) из алюминия, твердого алюминиевого сплава АД31Т и меди, а также на соединение шин с выводами электротехнических устройств.
Для контактных соединений стальных проводников требования Инструкции являются рекомендуемыми.
Инструкция предназначена для научно-исследовательских, проектных и монтажных организаций.
Утверждена
Президент Ассоциации
«РОСЭЛЕКТРОМОНТАЖ»
Е.Ф. Хомицкий 2007 г.
Дата введения 01.01.2008 г.
1. ОБЛАСТЬ И ПОРЯДОК ПРИМЕНЕНИЯ ИНСТРУКЦИИ
1.1. Требования Инструкция распространяется на разборные и неразборные контактные соединения шин толщиной до 15 мм, гибких шин и профилей (швеллерного, корветного, двутаврового и др.) из алюминия, твердого алюминиевого сплава АД31Т и меди, а также на соединение шин с выводами электротехнических устройств.
Инструкция устанавливает требования к персоналу, выполняющему проектирование и монтажные работы, определяют организационные и технические мероприятия, обеспечивающие качество электромонтажных работ и их безопасность.
1.2. Настоящая инструкция вводится приказом организации и является обязательной к применению в организациях Ассоциации «Росэлектромонтаж».
2. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Термины, упомянутые в Инструкции
Документ, устанавливающий термин
Способ лужения с одновременным удалением с поверхности металла окисной пленки при трении твердыми металлическими или неметаллическими частицами
Проводник, соединяющий заземляемые части с заземлителем
Контактный узел, образующий неразмыкаемый контакт
Линейное контактное соединение
Контактное соединение двух и более проводников токопроводов, кабелей, воздушных линий электропередачи, внешних цепей управления, сигнализации, защиты и др.
Лужение погружением в расплавленный припой
Начальное электрическое сопротивление контактного соединения
Сопротивление контактного соединения, измеренное непосредственно после сборки (до испытаний)
Неразборное контактное соединение
Контактное соединение, которое не может быть разомкнуто без его разрушения. Например, сварное, паяное, клепаное и др.
Нулевой защитный проводник
Проводник, соединяющий зануляемые части с нейтралью электроустановки
Материалы, номинальные электрохимические потенциалы которых близки по значению
Токоведущая деталь, предназначенная для соединения токоведущих шин из разнородных материалов и присоединения токоведущих шин из одного материала к выводам электротехнических устройств из другого материала
Пластина из алюминиевого сплава
Переходная пластина из твердого алюминиевого сплава
Переходная пластина, состоящая из медной и алюминиевой частей
Разборное контактное соединение
Контактное соединение, которое может быть разомкнуто без его разрушения. Например, винтовое, болтовое и др.
Твердый алюминиевый сплав
Алюминиевый сплав с временным сопротивлением разрыву не менее 130 МПа (13 кГс/мм 2 )
Штучный электрод (электрод покрытый)
Электрод, покрытый смесью веществ, нанесенных на электрод, для усиления ионизации, защиты от вредного воздействия среды и металлургической обработки сварочной ванны
Устройство, в котором при работе его в соответствии с назначением производится, преобразуется, передается, распределяется или потребляется электрическая энергия.
3. ОБЩИЕ ТРЕБОВАНИЯ
3.1. Виды контактных соединений
3.1. 1. Соединение между собой шин из однородных металлов, ответвления от этих шин и соединения алюминиевых шин и шин из алюминиевого сплава с выводами из алюминия и из алюминиевых сплавов выполняются разборными или неразборными. Соединения шин из разнородных материалов и в тех случаях, когда по условиям эксплуатации необходима периодическая разборка соединений, должны выполняться, как правило, разборными.
3.1.2. Контактные соединения в зависимости от технических требований, предъявляемых к ним ГОСТ 10434 , подразделяются на классы 1, 2 и 3.
Класс контактных соединений в зависимости от области их применения приведен в табл. 3.1.
Класс контактных соединений в зависимости от области применения
Рекомендуемый класс контактного соединения
1. Контактные соединения цепей, сечения проводников которых выбраны по допустимым длительным токовым нагрузкам (силовые электрические цепи, линии электропередачи и т.п.)
2. Контактные соединения цепей, сечения проводников которых выбраны по стойкости к сквозным токам, потере и отклонению напряжения, механической прочности, защите от перегрузки. Контактные соединения в цепях заземляющих защитных проводников из стали.
3. Контактные соединения цепей с электротехническими устройствами, работа которых связана с выделением большого количества тепла (нагревательные элементы, резисторы)
Линейные контактные соединения силовых цепей следует относить к первому классу.
3.1.3. В зависимости от климатического исполнения и категории размещения электротехнических устройств по ГОСТ 15150 контактные соединения в соответствии с ГОСТ 10434 подразделяются на группы А и Б:
Климатическое исполнение и категория размещения электротехнического устройства
Группа контактного соединения
l . Все климатические исполнения для категории размещения 4.1 при атмосфере типов II и I .
Климатические исполнения У, УХЛ, ТС для категории размещения УХЛ, ТС для категории размещения 4 при атмосфере типов II и I
2. Любые сочетания климатического исполнения и категории размещения, кроме указанных выше при атмосфере типов II и I . Любые сочетания климатического исполнения и категории размещения при атмосфере типов III и IV
Примечание: в таблице приведены категории размещений изделий
I - для эксплуатации на открытом воздухе;
II - для эксплуатации под навесом или в помещениях, где отсутствует прямое воздействие солнечного излучения и атмосферных осадков;
III - для эксплуатации в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий;
IV - для эксплуатации в помещениях с искусственно регулируемыми климатическими условиями.
3.1.4. Контактные соединения должны выполняться в соответствии с требованиями ГОСТ 10434, ГОСТ 17441, стандартов, технических условий на конкретные виды электротехнических устройств, СНиП 3.05.06-85, настоящей инструкции по рабочим чертежам, утвержденным в установленном порядке.
3.2. Требования к неразборным контактным соединениям
3.2.1. Неразборные контактные соединения выполняются сваркой, пайкой, опрессовкой 1 или другими методами, указанными в действующих НТД.
1 Неразборные соединения, выполненные методами опрессовки или обжатия, описаны в главе 7.
3.2.2. Конструктивные элементы и размеры сварных контактных соединений шин следует выбирать в соответствии с рекомендациями ГОСТ 23792.
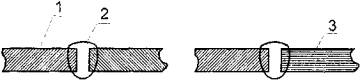
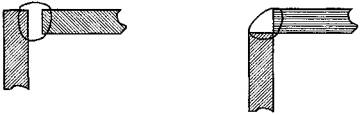
3.2.3. Основными типами сварных соединений ошиновок являются: стыковые, угловые, нахлесточные, тавровые и торцовые (табл. 3.2). Определение типов сварных соединений - по ГОСТ 2601.
Основные типы сварных соединений и шин


Способы сварки шин из различных материалов указаны в табл. 3.3.
Способы сварки шин
алюминиевый сплав АД31
штучным стальным электродом
неплавящимся вольфрамовым электродом в среде аргона
Полуавтоматическая и автоматическая плавящимся электродом в среде аргона
1) Сварка сплава АД31 угольным электродом не рекомендуется
2) В качестве защитного газа применяются: CO 2 или его смеси
При выборе способа сварки следует иметь в виду:
1) Для сварки угольным электродом не требуется специального сварочного оборудования, в то время как для сварки в среде защитного газа (аргона) плавящимся электродом необходимо приобретение специального сварочного полуавтомата, либо установка для ручной аргонодуговой сварки. В силу своих особенностей сварка угольным электродом возможна только в нижнем положении; сварка в аргоне (ручная, и полуавтоматическая) может выполняться во всех пространственных положениях. При сварке угольным электродом основными факторами, оказывающими вредное воздействие на организм сварщика и окружающую среду, являются ультрафиолетовое излучение и выделение большого количества сварочного аэрозоля и пыли, состоящей из паров металла, его окислов и продуктов сгорания флюса. Эти выделения необходимо удалять непосредственно от места сварки и отфильтровывать перед выбросом в окружающую среду.
2) Ручная аргонодуговая сварка вольфрамовым электродом эффективна при толщине шин до 6 мм. При больших толщинах производительность этого способа резко снижается, особенно при низкой температуре воздуха, что приводит к резкому увеличению энергозатрат на сварку. Сварка в аргоне (ручная дуговая неплавящимся и плавящимся электродом) обеспечивает более высокое качество сварных соединений по сравнению со сваркой угольным электродом. При сварке в аргоне основу вредных выделений составляет озон, который также необходимо удалять от места выполнения сварки.
3) Этот вид сварки рекомендуется для шин толщиной от 3 до 6 мм и следует применять для соединения шин из алюминия и его сплавов толщиной 6 мм и более. Основным преимуществом полуавтоматической сварки плавящимся электродом в инертном газе - аргоне является хорошее качество, высокая производительность и возможность выполнения сварки в любом пространственном положении.
4) Ручная дуговая сварка покрытыми электродами допускается к применению для соединения шин из алюминия при нижнем положении шва после согласования с Заказчиком или разработчиком проекта.
Примечание: более подробно о выборе процесса сварки, техники сварки, оборудования можно узнать из «Инструкции по сварке цветных металлов в электромонтажном производстве».
3.2.4. Поверхность швов сварных соединений должна быть равномерно-чешуйчатой без наплывов. Швы не должны иметь трещин, прожогов, непроваров длиной более 10 % длины шва (но не более 30 мм), незаплавленных кратеров и подрезов глубиной 0,1 толщины шины (но не более 3 мм). Сварные соединения компенсаторов не должны иметь подрезов и непроваров на лентах основного пакета.
3.2.5. Соединения, выполненные опрессовкой, не должны иметь трещин хвостовика наконечника, гильзы, зажимов в месте опрессовки; лунки должны быть расположены симметрично и соосно, геометрические размеры спрессованной части соединения должны соответствовать требованиям стандартов, ТУ, технологических документов.
3.2.6. Сварные и опрессованные соединения, не работающие на растяжение, должны выдерживать напряжения, возникающие от воздействия статических осевых нагрузок, не менее 30 % временного сопротивления разрыву целой гибкой шины; работающие на растяжение - не менее 90 % временного сопротивления разрыву целой гибкой шины.
3.2.7. Отношение начального (после сварки) сопротивления контактных соединений к сопротивлению контрольного участка шины длиной, равной длине контактного соединения, должно быть: для класса 1 - не более 1 (если иное не указано в стандартах и ТУ на конкретные виды электротехнических устройств); для класса 2 - не более 2; для класса 3 - не более 6.
В контактных соединениях шин различной проводимости сравнение следует производить с шиной меньшей проводимости.
3.2.8. Электрическое сопротивление сварных соединений, прошедших испытания или находящихся в эксплуатации, должно оставаться неизменным; для соединений, выполненных опрессовкой, электрическое сопротивление после испытаний не должно превышать начальное значение более, чем в 1,5 раза.
3.2.9. При протекании номинального тока температура нагрева неразборных контактных соединений (классов 1 и 2) не должна превышать значений, указанных в табл. 3.4. Температура нагрева контактных соединений класса 3 устанавливается стандартами и ТУ на конкретные виды электротехнических устройств.
Читайте также: