Сварка медных труб ацетиленом
Обновлено: 19.05.2024
Медь как металл представляет собой мягкий, достаточно податливый материал. Для него характерен сравнительно простой процесс обработки путем переплавления из руды в металл, который в дальнейшем можно обрабатывать. Это свойство обусловило широкое распространение изделий из меди, однако, существенным образом затрудняет возможности сварки в связи с физико-химическими особенностями свойств.
Особенности сварки меди аргонодуговым способом
Сама медь, так же, как и сплавы на ее основе, являются достаточно высокотеплопроводными материалами, которые, ко всему прочему, обладают также большой электропроводностью, а также высокой коррозионной стойкостью как при воздействии внешних факторов, так и относительно внутрикристаллической коррозии.
Точка плавления меди в ее чистом виде составляет 1083 °С, а в случае добавления различных легирующих химических соединений данный показатель может смещаться в одну или другую сторону.
Особенностью сварки медных изделий и деталей является высокая теплопроводность данного металла, что делает обязательным предварительный подогрев деталей перед началом сварки. Разогрев должен осуществляться до температуры от 350 до 600 °С. Подогрев осуществляется, как правило, с помощью газовой горелки.
Сварка осуществляется чаще всего с помощью аргонодугового способа путем использования неплавящегося электрода с постоянным током. В качестве присадочного материала используется пруток из чистой меди либо из ее сплавов. Это позволяет добиться максимального качества шва, а также его аккуратного внешнего вида.
В случае если материалы подобраны неправильно, медь в сварочной ванне начинает кипеть, что вызывает образование большого количества пор в полученном шве, а само соединение становится хрупким и может разрушиться в процессе эксплуатации.
Режимы сварки меди в аргоне
Как и для других видов свариваемых материалов, режимы сварки следует подбирать исходя из качества деталей. Примерные варианты режимов опираются на толщину свариваемого металла, диаметр электродов, проволоки и выливаются в определенные показатели силы тока, измеряемой в амперах.
Каждый режим тем не менее должен подбираться в соответствии с конкретными условиями сварки и проверяться на деталях, аналогичных по материалу изготовления тем деталям, на которых будет производиться основной процесс сварки.
Выбор присадочных материалов
Присадочные материалы, использующиеся для сварки медных деталей, должны выбираться на основании данных о физико-химических свойствах меди или ее сплавов, из которых изготовлены детали или изделия.
При осуществлении сварки следует обратить внимание на марку самой меди или сплава – она должна быть раскисленной или бескислородной, так как, в противном случае, во время сварочного процесса металл будет кипеть в сварочной ванне, в результате чего сварочный шов получится пористым и непрочным.
В качестве прутка или проволоки следует использовать такие материалы, которые позволят избежать кипения материала в шве: необходимо подобрать проволоку или пруток с содержанием в сплаве химических элементов, позволяющих вытеснить кислород из зоны сварочной ванны.

Примерная стоимость медной проволоки на Яндекс.маркет
Неплавящийся электрод выбирается только вольфрамовый, на конце которого должна быть заточка конической формы с небольшим притуплением. Такая форма позволит обеспечить стабильное горение дуги при осуществлении самого процесса сварки, что даст возможность сохранить температурный уровень сварочной зоны и не допустит быстрого остывания деталей до момента завершения шва.

Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Если говорить о защитном газе, который используется при сварке, то выбор такового зависит от условий сварки, в том числе от пространственного положения соединения. Аргон тяжелее воздуха, в частности, кислорода, и он оседает к земле под действием природных сил притяжения.

Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Если необходимо выполнить потолочные стыки, то потребуется замена аргона гелием, который легче воздуха, но также может выполнять защитные функции при выполнении сварочных работ.
Технология сварки меди аргонодуговым способом
С технологической точки зрения, сварка меди аргонодуговым способом, как и другой вид сварки, делится на три этапа:
- подготовительный. На этом этапе необходимо очистить свариваемые поверхности от окислов, загрязнений, обезжирить. После выполнения данных работ следует проверить их на чистоту и состояние и если потребуется, выполнить зачистку вручную или с помощью электроинструмента, после чего повторить процесс очищения от окислов и обезжиривания;
- собственно этап сварки;
- завершающий этап, на котором происходит проверка качества выполненного сварного соединения после зачистки от застывших капель расплавленного металла, а также визуальный контроль качества шва на предмет видимых пор.
На этапе собственно сварки следует выполнить следующие действия:
- если речь идет о ремонте какого-либо медного изделия, необходимо сделать прорезь вдоль возникшей трещины таким образом, чтобы края такой прорези выходили за пределы трещины. Это даст возможность избежать появления новых трещин за пределами отремонтированного участка;
- дуга зажигается только в разделе кромок, что позволит избежать прижогов металла, из которого изготовлено все изделие, и сократит зачищаемые участки;
- присадочную проволоку или пруток необходимо вести перед горелкой таким образом, чтобы они равномерно подавались в сварочную ванну;
- движения сварочной горелки должны быть максимально плавными и поддерживать постоянное расстояние от вольфрамового электрода до сварочной ванны;
- в зависимости от толщины деталей, подлежащих сварке, горелка может двигаться вдоль создаваемого шва различными способами: по прямой, если толщина деталей небольшая, либо зигзагообразно, если детали толстые. Если совершаются поперечные движения, это чревато увеличением глубины проплавления кромок и изменениями в формировании сварочного шва;
- если происходит сварка тонкостенных деталей, то, чтобы избежать прожогов металла, необходимо швы выполнять короткими, а между ними делать перерывы по времени для остывания металла;
- если детали собраны без зазора, возможно осуществлять сварку без использования проволоки или прутка. Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь;
- в момент окончания сварки необходимо отводить горелку плавно, удлиняя сварочную дугу, что позволит сократить кратер шва;
- если на аппарате имеется функция заваривания кратера шва, то возможно упрощение процесса окончания сварочных работ;
- после завершения сварки необходимо на какое-то время (до тридцати секунд) сохранить подачу защитного газа. Это позволит сохранить остывающий шов в облаке газовой защиты и избежать попадания продуктов окружающего воздуха в расплавленный металл, что сохранит качество шва.
Соединение медных труб: инструкции и сравнение различных монтажных технологий
Трубы из меди применяются при монтаже систем ГВС, ХВС, кондиционирования, отопления, газоснабжения. Они дороги, однако долговечны, пластичны, устойчивы к коррозии. Но чтобы инженерные коммуникации из них прослужили десятилетиями, соединение медных труб должно производиться правильно.
Мы расскажем, каким образом производится устройство медных трубопроводов, обеспечивающих герметичность транспортируемой среде или циркулирующему теплоносителю. В представленной к ознакомлению статье подробно описаны монтажные технологии. С учетом наших советов сооружение систем будет выполнено «на отлично».
Нюансы работы с медными трубами
Для выполнения монтажа внутренних трубопроводов в доме можно выбрать трубу из пластика, металлопластика либо нержавеющей стали. Но только аналог из меди способен прослужить без проблем и капремонта больше полувека.
Правильно смонтированные медные трубопроводные системы на практике исправно работают на протяжении всего срока эксплуатации, что отведен коттеджу или многоквартирному дому.

Используемые при монтаже фитинги и места соединений пайкой по статистике аварий оказываются более надежными, нежели сами медные трубы – если прорыв в системе и происходит, то лишь на стенке трубного изделия
Трубам из меди не страшны длительные тепловые нагрузки, хлор и ультрафиолет. При промерзании они не трескаются, а при изменении температуры внутренней среды (воды, стоков, газа) не меняют своей геометрии.
В отличие от пластиковых аналогов, медные трубопроводы не провисают. Это пластик подвержен расширению при высоких температурах, с медью подобного не происходит по определению.
У трубных медных изделий есть два недостатка – высокая цена и мягкость металла. Однако дороговизна материала окупается долгим сроком эксплуатации.
А чтобы стенки труб не оказались повреждены изнутри эрозией, в системе обязательно должны устанавливаться фильтры. Если в воде не будет загрязнений в виде твердых частиц, то и проблем с разрушением трубопроводов не возникнет.
Требования к обработке и сварке труб
При работе с медными трубами необходимо соблюдать следующие правила:
- Монтируя пайкой водопровод ХВС или ГВС, следует исключить использование свинцового припоя – свинец слишком токсичен.
- Скорость потока воды должна быть не выше 2 м/с, иначе мельчайшие частицы песка или иного твердого вещества постепенно начнут разрушать стенки трубы.
- При использовании флюсов после завершения монтажа трубопроводная система в обязательном порядке подлежит промывке – флюс является агрессивным веществом и будет способствовать коррозии трубных стенок из меди.
- При пайке нельзя допускать перегрева места соединения – это может привести не только к формированию негерметичного стыка, но и потере прочности медного изделия.
- Переходы труб с меди на другие металлы (сталь и алюминий) рекомендуется выполнять посредством латунных либо бронзовых фитингов-переходников – в противном случае стальные и алюминиевые трубы быстро начнут коррозировать.
- Грат (наплывы металла) и заусенцы в местах резки подлежат обязательному удалению – их наличие приводит к образованию в водяном потоке турбулентных завихрений, что способствует эрозии и уменьшению эксплуатационного срока трубопровода из меди.
- При подготовке медных труб к соединению категорически запрещается применять абразивы – их оставшиеся после монтажа внутри частицы приведут к повреждению металла и образованию свища.
Если в системе водопровода либо отопления в доме помимо медных есть также трубы или элементы из иных металлов, то водяной поток должен идти от них к меди, а не наоборот. Ток воды от меди к стали, цинку либо алюминию приведет быстрой электрохимической коррозии участков трубопровода из последних.

Благодаря пластичности и прочности металла медные трубы без проблем подвергаются резке и сгибанию. Поворот трубопровода можно выполнить как путем использования трубогиба, так и с помощью фитингов. А для устройства разветвлений и соединений с различными приборами существует множество деталей из термостойких пластмасс, латуни, нержавейки и бронзы.
О взаимодействии меди с другими металлами
В большинстве частных домов бытовые водопроводы собраны из стальных и алюминиевых труб. В отопительных системах также присутствуют радиаторы из стали или алюминия. Неправильная врезка в подобную разводку труб из меди чревата немалыми проблемами.
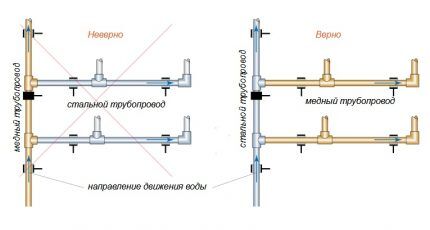
По строительным нормам, чтобы исключить коррозионные процессы в трубопроводе из разных по металлу труб, поток воды должен быть направлен к меди
Самый оптимальный вариант монтажа – это применение труб и приборов исключительно из меди и ее сплавов. Сейчас без проблем можно найти биметаллические алюминиево-медные радиаторы, а также соответствующие фитинги и запорную арматуру. Совмещать разные металлы стоит только в крайних случаях.
Если совмещение неизбежно, то медь должна быть замыкающей в цепочке элементов трубопровода. Избавить ее от способности проводить электроток невозможно.
А при наличии даже слабого тока этот металл создает со сталью, алюминием и цинком гальванические пары, что неизбежно ведет к преждевременной их коррозии. При монтаже водопровода между ними обязательно нужно вставлять переходники из бронзы.
Еще она потенциальная проблема – кислород в воде. Чем больше его содержание, тем быстрее коррозируют трубы. Это касается трубопроводов как из одного металла, так и сделанных из разных.
Нередко владельцы коттеджей допускают серьезную ошибку, часто меняя теплоноситель в отопительной системе. Это только приводит к добавлению совершенно ненужных порций кислорода. Лучше всего воду не менять полностью, а доливать ее, когда возникает необходимость.
Выбор монтажа: разъемный vs неразъемный
Чтобы соединить медные трубы в единую трубопроводную систему, можно воспользоваться несколькими способами их сочленения. Разные сантехники применяют обжимные и пресс фитинги, сварку либо пайку. Но прежде чем самому начинать работы, нужно определиться – неразъемным быть трубопроводу или разъемным.
Существует три монтажных технологии соединения труб из меди:
- электрическая сварка;
- пайка с помощью горелки или электропаяльника;
- прессование.
Все эти технологии могут быть применены при формировании как разъемной, так и неразъемной системы. Здесь больше вопрос использования разнообразных фитингов и переходников либо отказ от них.

Если конструкцию нельзя разобрать без разрушения отдельных ее частей, то она считается неразъемной – выходит она дешевле, но ремонтировать ее сложнее
Если трубопроводная система нужна разъемная, а также более простая в плане ремонта и добавления новых элементов, то соединения необходимо делать разъемными.
Для этого используют фитинги:
- компрессионные;
- резьбовые;
- самофиксирующиеся.
Разъемные соединения проще выполнить самостоятельно, можно обойтись даже без пайки. Они не требуют от мастера излишне высокой квалификации.
Однако подобные узлы нуждаются в постоянном осмотре и подтягивании гаек, чтобы исключить протечки. Перепады давления и температуры в системе ведут к ослаблению креплений. И время от времени их рекомендуется подтягивать.
Если доступ к медным трубам планируется закрыть наглухо отделкой или бетонной стяжкой, то соединять их лучше всего в неразъемную конструкцию пайкой либо сваркой. Такая система более надежна, долговечна и устойчива к порывам.
На изделия из меди запрещается наносить резьбу. Этот металл слишком мягок по своей структуре. При устройстве разъемного трубопровода все резьбовые подсоединения должны делаться посредством фитингов. Последние соединять с медной трубой можно прессованием либо пайкой.
Перед выполнением соединений медные трубы подготавливают особым образом:
Резку медной трубы производят ножовкой по металлу или труборезом. Линия реза должна быть точно под прямым углом
После резки торец трубы обязательно обрабатывается гратоснимателем, чтобы убрать малейшие неровности и заусенцы
Часть трубы, погружаемой в подготовленный для пайки раструб тщательно очищают от грязи и обезжиривают
В обязательном порядке производится очистка и обезжиривание раструба муфты, отвода или тройника, который будет припаиваться к трубе
Особенности сварки медных труб и нюансы осуществления технологических процессов за счет особенностей материалов
Существует немало способов получения неразъемного соединения медных труб: газовая сварка, электродуговая сварка, пайка. Каждый из способов обладает своими плюсами и минусами, выбор будет зависеть от места проведения сварки, вида изделий, способа соединения, степени оснащённости и подготовки к сварке.
Правила подготовки медных труб
Свариваемость меди зависит от наличия примесей в металле. Чистая медь обладает наилучшей свариваемостью. Расплавленная медь очень хорошо окисляется, а при охлаждении образуются пузырьки газов из воздуха. Эти пузырьки создают большое внутреннее давление, что приводит к образованию трещин. В связи с этим необходимо тщательно следить, чтобы на свариваемых торцах не было влаги, а также обеспечивать хорошую защиту расплавленного металла в процессе сварки.
Подготовка к сварке будет аналогичной для различных способов. Перед началом сварочных работ следует подготовить кромки свариваемых труб:
- Произвести осмотр и при необходимости обрезать торцы с дефектами.
- Произвести очистку от загрязнений и окислов не только свариваемых кромок, но и внешних и внутренних поверхностей на небольшом расстоянии от них до металлического блеска.
- При использовании труб большой толщины следует сделать скос кромок. Для этого используют болгарку с абразивным кругом или специальный кромкорезательный станок.
Сборка труб осуществляется с помощью центраторов – приспособлений, позволяющих прочно зафиксировать концы труб в одной оси. При отсутствии центратора или невозможности его использования трубы можно расположить на сварочном приспособлении и закрепить их струбцинами. При сборке необходимо соблюсти небольшой зазор между свариваемыми кромками. При отсутствии зазора есть вероятность несплавления кромок внутри трубы, при большом зазоре расплавленный металл сварочной ванны будет вытекать вовнутрь трубы.
Газовая сварка
При применении газовой сварки следует учитывать высокую теплопроводность меди. Пламя сварочной горелки должно иметь повышенную мощность.
Перед сваркой необходим прогрев свариваемых кромок. Во время сварки пламя должно быть нормальным: избыток ацетилена приведёт к образованию пор и трещин, а окислительное пламя приводит к окислению металла шва.
Нагрев сварочной ванны следует производить восстановительной зоной пламени в месте наибольшей температуры. Для уменьшения охлаждения рекомендуется укрывать трубы пористым негорючим материалом около места сварки. Мундштук горелки располагают под углом 80-90 градусов к поверхности шва. В процессе сварки нагретый конец присадочного прутка окунают во флюс и переносят его в сварочную ванну, тем самым обеспечивая защиту расплавленного металла. Сварка ведётся без перерывов в один проход.
Сварка плавящимися и неплавящимися электродами
При применении сварки плавящимся электродом используют электроды со стержнем из меди и обмазкой, обеспечивающей защиту сварочной ванны от воздействия окружающего воздуха. Сварка выполняется постоянным током обратной полярности на максимально возможной короткой дуге. Сварочный ток подбирают в зависимости от толщины стенки трубы и диаметра электрода.
При применении сварки меди в среде защитных газов неплавящимся электродом больше всего подходит импульсная сварка. Это уменьшает риск прожога металла, обеспечивает стабильный процесс сварки и хорошую структуру сварочного шва.
Сварка ведётся постоянным током прямой полярности. Применяется присадочный пруток из чистой меди. В качестве защитного газа используют в основном аргон, но при необходимости в роли защитного газа могут быть гелий, азот или их смеси.
При применении угольного или графитового электрода в качестве присадочного прутка применяют чистую медь. Сварку производят постоянным током прямой полярности, длина дуги должна составлять около 10 мм. В качестве защиты сварочной ванны используют флюс, нанесённый на кромки, а также на присадочный пруток.
При применении автоматической сварки в качестве защиты расплавленного металла шва используют защитные газы или порошковый флюс. Режимы и скорость сварки выбирают исходя из толщины свариваемых стенок. Ток постоянный прямой полярности. Сварочная проволока изготавливается из чистой меди. При сварке толстостенных труб требуется предварительный подогрев.
Пайка медных труб как способ соединения
При применении пайки чаще всего используют специальное соединение труб: один из концов труб имеет больший диаметр, чем основная труба, этим концом он надевается на соединяемую трубу.
Перед пайкой необходимо особенно тщательно отнестись к очистке соединяемых поверхностей, так как при пайке необходимо обеспечить наилучший контакт поверхности с припоем.
После очистки и обезжиривания труб на соединяемые поверхности наносится паяльная кислота, после чего трубы соединяют между собой. Нагрев осуществляют газопламенными горелками. При достижении необходимой температуры подаётся припой, происходит его плавление за счёт пламени газовой горелки и разогретой поверхности. Под действием капиллярных сил жидкий припой равномерно распределяется по соединяемым поверхностям. Чаще всего для пайки медных труб применяют припои на оловянной основе.
При использовании любого из перечисленных способов сварки и пайки высокое качество шва будет обеспечено за счёт строгого выполнения всех требований, предъявляемых к сварке.
Оборудование для сварки
В зависимости от того, о каком виде сварки труб идёт речь, будет зависеть выбор оборудования.
Для газовой сварки понадобятся:
- баллоны со сварочным газом;
- газовая горелка с механизмом подачи сварочной проволоки;
- шланги для подачи сварочного газа;
- кассета со сварочной проволокой;
- сварочный молоток;
- щетка по металлу.
Если говорить о сварке с плавящимися и неплавящимися электродами, то перечень оборудования выглядит следующим образом:
- источник сварочного тока, подобранный в зависимости от условий сварочного процесса и целей эксплуатации изделия;
- сварочные кабели для подачи тока в сварочную зону, а также направления защитного газа (при использовании технологии сварки в защитном газе);
- держатель для электрода;
- приспособление для создания массы;
- баллон с защитным газом (при использовании соответствующей технологии).
Для соединения труб при осуществлении сварки используется центратор.
Дополнительно необходимо защитное оборудование для сварщика, включающее маску с темным стеклом или самозатемняющуюся маску, краги или защитные перчатки, защитную обувь и одежду.
Газовая сварка для соединения труб: основные принципы, необходимые материалы и особенности технологии
Для соединения металлических труб небольшого диаметра (до 100-150 мм) при монтаже чаще всего используют газовую сварку.
Что собой представляет газовая сварка
Основой газовой сварки является разогрев срезов металла пламенем, образующимся при горении смеси кислорода с горючим газом, и затем заполнение стыка между свариваемыми элементами расплавленным металлом. Прочность сварного шва при газовой сварке ниже, чем в результате других видов сварки (например, электродуговой), но при монтаже труб небольшого диаметра (до 150 мм) или с тонкими стенками (менее 3,5 мм) это единственный возможный способ их соединения.
Особенности применения при работе с трубами
Трубопроводы чаще всего предназначены для транспортировки жидкости или газа. Чтобы на месте стыковых швов внутри не образовывались наплывы, препятствующие продвижению содержимого трубопровода, не допускается проплавление стенок насквозь. По этой причине подготовка деталей при сварке труб будет другой, чем при сварке иных изделий и конструкций.
Газовая сварка труб осуществляется одним слоем и за один проход. Допустимая выпуклость стыкового шва не более 1-3 мм.
Шов должен быть гладким, без пропусков и неровностей, с постепенным переходом к металлу свариваемых частей.
Материалы и оборудование
При газовой сварке применяются материалы:
- Кислород. Обеспечивает процесс горения.
- Горючее вещество (газ). Используются ацетилен (чаще всего), пропан, метан, пары керосина. Для соединения труб из цветных металлов или легированной стали применяют аргон.
- Присадочный материал – сварочная проволока. Ее состав зависит от состава свариваемого материала.
- Флюсы. Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
Оборудование для газосварочных работ:
Технология
Газосварочные работы включают в себя два этапа: подготовку свариваемых деталей и непосредственно сам процесс сварки.
Подготовка труб
Перед работой металл необходимо очистить от загрязнений, ржавчины, технических масел. Очищают кромки и прилегающую к ним поверхность – внутреннюю и внешнюю – на расстояние не менее 20 мм.
Затем следует механическая обработка деталей – при толщине металла более 3,5 мм на кромках делают скосы под углом около 45º. Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
В случаях когда трубопровод не предназначается для транспортировки газа или жидкости под высоким давлением, используются и другие варианты стыковки:
- с подкладным кольцом, без скосов кромок;
- со вставным кольцом и раструбом;
- с выполнением внутренней вытачки в трубах для их центровки.
Перед началом газосварочных работ трубы центруют и прихватывают в разных местах с равным интервалом. Количество прихваток зависит от диаметра.
Материал для прихваток обычно используют тот же, что и для сварки – сварочную проволоку. Поверхность прихватки очищают, а при работе ее переплавляют или удаляют.
Способы газосварки
Сварка труб осуществляется двумя способами:
- Шов выполняется слева направо (правый способ). Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.
- Проложение шва справа налево (левый способ). Таким образом свариваются тонкостенные элементы. При этом пламя горелки направлено вперед – на еще несваренные стыки, сварочная проволока располагается перед горелкой. Сварщик хорошо видит рабочую поверхность. Это более трудоемкий способ, но в результате получается более аккуратный шов, равномерный и красивый.
Если объект в процессе сварки можно повернуть, то работу производят в нижнем положении. Если стык неповоротный, то работу осуществляют поэтапно нижним, вертикальным и потолочным швом. Это наиболее сложный вариант газосварочных работ. Если диаметр не превышает 150 мм, выполняется сначала нижняя половина шва, затем верхняя в обратном направлении. Более широкие трубы (до 300 мм и больше) свариваются по четырем участкам окружности.
Ацетиленовая сварка: особенности и технология

Помните, как в юном возрасте мы собирали на стройках или за гаражами куски карбида, дополняли находку пластиковой бутылкой с водой и играли в подрывников? Весёлое было детство и опасное. Теперь мы выросли и знаем, что такие вещи надо использовать строго по назначению с соблюдением всех мер безопасности.
Вспомним уроки химии: ацетилен – бесцветный горючий газ, с резким запахом. Непредельный углерод класса алкинов с формулой С2Н2. Вещество взрывоопасно и способно к самовоспламенению в определённых условиях. При горении пламя достигает температуры 3150 °С. Этого хватает, чтобы перевести в жидкое состояние даже тугоплавкие металлы. Поэтому газ ацетилен идеально подходит для сварки и резки металлоконструкций.

Ацетиленовая сварка
Для начала небольшой экскурс в историю. Патент на ацетилено-кислородную сварочную горелку датируется 1903 годом. Интересно, что её конструкция принципиально не изменилась и в наше время. В промышленности ацетиленовая сварка начала применяться в 1906 году, после того как появились генераторы ацетилена достаточной надёжности. В то время уже был известен электродуговой способ соединения металлов, но сварка ацетиленом уверенно завоевала свои позиции и активно применяется до сих пор.
Раньше сварщикам приходилось самостоятельно получать ацетилен. Карбид кальция засыпали в бак-генератор, наполненный водой. В результате реакции выделялся газ, который по шлангу поступал в горелку. Сюда же подводился из отдельного баллона кислород, выполняющий функцию катализатора. Процесс подготовки занимал много времени, зато оставшийся карбид можно было использовать повторно. В наше время всё проще. Достаточно купить баллон, уже наполненный ацетиленовым газом.
Применение
Ацетилено-кислородную смесь применяют для сваривания практически всех металлов, включая чёрные, цветные и их сплавы. Но есть исключения, к которым относятся стали:
хромистая и высокохромистая;
Ацетиленовая газовая сварка активно применяется в строительно-монтажных процессах, но особое распространение она получила при прокладке труб. Регулируя мощность пламени, можно соединять, резать или проводить газопламенную чистку металла.
Ацетиленовая сварка: технология работы
Во время сварочного процесса расплавляются и перемешиваются кромки соединяемых деталей. Дополнительно вводится присадочный материал. После застывания образуется прочный шов. Чтобы ацетилен сгорал полностью и не дымил, необходим катализатор – кислород. Оба газа из отдельных баллонов подводятся по шлангам к горелке и смешиваются. Оптимальная пропорция смеси – 45% ацетиленового газа и 55% кислорода. Без кислорода ацетилен сгорает не полностью, пламя будет дымить.
Подготовка к сварке
Прежде всего, очистите своё рабочее пространство от всего лишнего. Уберите на безопасное расстояние или надёжно защитите легковоспламеняющиеся материалы. Свариваемые поверхности должны быть очищены от грязи, ржавчины и окислов. При необходимости заранее проведите их правку, разметку, гибку и сборку.
Качество соединения металлов зависит от трёх основных факторов:
Мощность пламени – подбирают в зависимости от свойств (теплопроводности и температуры плавления) и толщины металла. С увеличением мощности возрастает расход горючего газа. Регулируют режим подбором горелок (от Г1 до Г4) и наконечников к ним разной величины.
Диаметр присадочной проволоки – измеряется в миллиметрах и рассчитывается так: померьте толщину свариваемого металла, поделите на два, к получившемуся значению прибавьте 1 мм.
Угол сварки – зависит от толщины. Чем больше, тем тупее угол и наоборот. Рабочий диапазон наклона горелки относительно детали от 10 до 80 градусов. Прогрев поверхности осуществляют всегда под прямым углом. А завершающий этап, на котором формируется кратер, делают с минимальным углом – это исключает риск прожечь металл.
Работа с горелкой
Оба газовых баллона оснащены редукторами, которыми регулируется давление на выходе. Оптимально выставлять значения до двух атмосфер. Большие показатели осложняют регулировку пламени. Открыв вентили на баллонах, выставите нужное давление, затем можно поджигать горелку. Первым открывают вентиль подачи ацетилена и поджигают вырывающийся из сопла газ. Затем плавно откручивают второй вентиль, пуская кислород, и регулируют пламя.
Виды пламени
Горящий факел состоит из нескольких частей, которые можно различить визуально. Самая короткая и ближайшая к горелке – ядро. Дальше идёт восстановительная (рабочая) зона. Внешняя наибольшая часть – факел, отвечающий за нагрев металла.
В зависимости от соотношения количества ацетилена и кислорода пламя делится на три вида:
Нормальное – пропорции газов 1:1 или 1:1,1. Все три зоны чётко видны, ядро имеет ровный округлый конец. Это самый распространённый вид. Применяется при работе с различными сталями и цветными металлами.
С избытком ацетилена – над ядром появляется зелёный ореол, рабочая зона пламени плохо различима, а сам факел жёлтого цвета. Применимо для работы с чугуном.
Избыток кислорода – все зоны укорачиваются, ядро бледнеет, становится конусообразным. Пламя шумит сильнее обычного и приобретает синевато-фиолетовый оттенок. Применимо для сварки латуни.
Способы ведения горелки и введение присадочной проволоки
Чтобы образовалась сварочная ванна, заготовку необходимо прогреть. Пламя направляется под прямым углом так, чтобы ядро находилось в 1-3 мм от поверхности. Когда металл приобретёт светло-жёлтый цвет – ванна готова, можно приступать к формированию шва.
Технология ацетиленовой сварки подразумевает ведение горелки двумя способами: справа налево (на себя) и слева направо (от себя).
В первом случае пламя направлено вперёд от шва, присадка расположена перед горелкой. Работая таким способом, удобно визуально контролировать шов. Применимо для тонкостенных деталей (до 5 мм).
Второй способ (от себя) используют при работе с металлом толщиной более 5 мм. Пламя горелки направлено в сторону шва. Это позволяет замедлить его остывание и повышает качество. Однако из-за того, что визуальный контроль осложняется, такое соединение будет выглядеть не слишком аккуратным.
Присадку подают либо непосредственно в сварочную ванну, либо ведут над швом. Горелку медленно продвигают вдоль соединения с поперечными дугообразными движениями. Ядро не должно касаться сварочной ванны.
Завершающий этап ацетиленовой сварки: как закрывать горелку и баллоны
Первым на горелке перекрывается ацетилен и только затем – кислород. Далее необходимо удалить из рукавов оставшийся газ. Перекройте баллоны, а вентили на горелке приоткройте. Дождитесь, когда прекратится шипение и стрелка на манометре покажет ноль. Затем обязательно закройте все вентили.
Оборудование и средства защиты
Для сварки ацетиленом потребуется минимум оборудования, которое стоит относительно недорого:
Баллоны с газом. Баллоны с ацетиленовым газом обычно окрашиваются в белый цвет, с кислородом – в голубой.
Редукторы для регулировки давления с обратными клапанами для защиты от обратного удара.
Два рукава для подачи газов в горелку.
Газовая горелка с мундштуком необходимой величины.
Горелки
Ацетиленовые горелки различаются по мощности, которая зависит от сменного наконечника. Размер подбирается в зависимости от толщины свариваемого металла. Минимальный размер – нулевой, максимальный – пятый. Чем больше диаметр сопла, тем больше газовой смеси подаётся в сварочную ванну, а значит сильнее и глубже прогревается металл.
Никогда не покупайте газосварочный инструмент от малоизвестных фирм. От его качества зависит ваша безопасность. Хорошим выбором для ручной ацетиленовой сварки в домашних условиях станет горелка КЕДР Г-2 Малютка с наконечниками размером от 0 до 3 или горелка малой мощности КЕДР Г-2А-02 Малютка. Обе снабжены сменными наконечниками для регулировки мощности и позволяют выполнять все виды газопламенной обработки металла – от нагрева и пайки до сварки и резки.
Средства защиты
Во время сварочного процесса есть риск повредить кожу или глаза. Отлетающие расплавленные частички металла способны привести к серьёзным травмам. Во избежание этого всегда работайте в сварочном костюме из толстой ткани. Большое количество брызг попадает на руки. Их необходимо защитить в первую очередь. Обычные рабочие перчатки здесь не подойдут, они легко прожигаются и не способны противостоять даже мелким искрам.
Сварочные краги должны надёжно защищать руки от температурного и абразивного воздействия, но при этом не сковывать движения и обеспечивать чувствительность. Перчатки сварщика (краги) производства российской компании Кедр максимально соответствуют этим качествам. Они долговечны и удобны.
Во время газовой сварки вспышки отсутствует УФ-излучение. Но варить в обычных сварочных затемнённых очках не рекомендуется. Такая защита становится модной, особенно среди сварщиков-блогеров. Но вам станет плевать на модные тенденции после того как первая капля расплавленного металла попадёт вам на лицо. Присмотритесь к полноценным маскам сварщика от производителя КЕДР. Они удобны и надёжны. Да и те, кому важен дизайн, смогут среди предлагаемого на сайте разнообразия подобрать для себя подходящий вариант. При этом можно заказать доставку не только по Москве, но и во все регионы страны.
Взрывоопасность
Опасная особенность ацетилена – склонность к самовоспламенению. Это может произойти при температуре от 300 °С и давлении 150-200 кПа (1,5-2 атмосферы). При хранении и транспортировке ацетилена соблюдайте технику безопасности:
Храните и используйте баллоны с ацетиленом только в вертикальном положении. Держите их вдали от отопительных приборов и защищайте от прямых солнечных лучей.
Применяйте только специально предназначенные для ацетилена клапаны и регуляторы давления.
Отслеживайте содержание ацетилена в воздухе. Концентрация выше 0,5 % взрывоопасна.
Открывайте баллон только неискрящимся ключом.
Не допускайте долгого контакта с медью или серебром.
Если произошло возгорание, постарайтесь удалить из опасной зоны баллоны с газом, которые ещё не успели нагреться. Оставшиеся охлаждайте, поливая водой. Если загорелся газ, выходящий из баллона, перекройте вентиль и остудите водой. При сильном возгорании находиться рядом с баллонами опасно, тушить огонь лучше с безопасного расстояния.
Плюсы и минусы сварки ацетиленом
Первое и неоспоримое преимущество – это мобильность. Варить можно хоть в чистом поле без привязки к электричеству, причём практически все виды металлов. Нет необходимости в операционных стыках, даже если выполняется поворотный шов с большим расстоянием до стены. Можно сваривать между собой детали из разных металлов. Температура пламени регулируется – это позволяет уменьшить деформацию и точно подобрать режимы. Отсутствует сильное разбрызгивание металла.
К недостаткам можно отнести тот факт, что тепло от пламени распространяется на большую площадь детали и может изменить её свойства. Нельзя варить ацетиленом высокоуглеродистые стали. Детали толщиной более 5 мм тоже лучше доверить электросварке. При варке внахлёст образуется напряжение металла, из-за чего впоследствии возможна деформация. Ну и естественно – взрывоопасность.

Заключение
Сварка ацетилено-кислородной смесью практически незаменима, когда необходимо соединить тонкостенные трубы. С её помощью легко варить изделия из чугуна, цветных металлов и конструкционных сплавов. Сварка ацетиленом с успехом используется для ремонтных работ и пайки, а также для восстановления своими руками изношенных деталей. Например, на выработанную поверхность коленчатого вала можно наплавить новый слой металла, а затем точением и шлифовкой довести его до нужного размера и класса шероховатости.
Однако скорость работы небольшая и напрямую зависит от толщины металла. Так 1-миллиметровую листовую сталь сварщик может варить ацетиленом со скоростью 10-15 метров в час. При увеличении толщины до 5 мм, скорость работы упадёт в 3-4 раза. Это стоит учитывать, при планировании сроков предстоящей работы.
Начинающим сварщикам освоить ацетиленовую сварку не составит труда. Но делать это желательно под руководством опытных мастеров, соблюдая технику безопасности.
Читайте также: