Сварка на тороидальном трансформаторе
Обновлено: 21.05.2024
Почти четверть века являюсь подписчиком журнала «Моделист-конструктор». Примерно столько же лет занимаюсь и электросварочными аппаратами (ЭСА).
Убедился: самый подходящий по массе и мощности «сварочник» - с тороидальным магнитопроводом (например, от сгоревшего электродвигателя мощностью 3-5 кВт). Технология изготовления таких аппаратов неоднократно излагалась на страницах «Моделиста-конструктора» (см., в частности, публикации в № 8'92, 11'92, 3'94, 9'94, 1'96, 3'96, 8'97, 11'99).
Исходя из собственного опыта и практики других самодельных конструкторов, считаю также уместным подчеркнуть, что ток холостого хода у добротного сварочного трансформатора, рассчитанного на подключение к бытовой 220-вольтной сети, должен быть порядка 0,5-1 А. При меньшем значении данного параметра падает мощность, при большем - греется магнитопровод, а вместе с ним и весь ЭСА.
Не могу также не отметить: если подключение «сварочника» планируется к сети с напряжением 220-380 В, то поверх первичной обмотки крайне желательно иметь дополнительную, 160-вольтную (требуемое число витков уточняется по вольтметру), после которой идет уже вторичная, сварочная.
Корпус такого самодельного ЭСА можно выполнить, например, из перфорированного металлического листа толщиной 1-1,5 мм. В основании его устанавливается на изоляционных подставках сам тороидальный трансформатор, фиксируемый сверху прижимной планкой-изолятором с двумя шпильками М10. Перфорационные отверстия диаметром 20 мм - для создания естественной приточной вентиляции, необходимой нашему «сварочнику».
Самодельный «сварочник» в сборе:
1 - опора-амортизатор (4 шт.); 2 - кронштейн-шпилька М10 с двумя шайбами и парой гаек (4 компл.); 3 - облицовка с прорезями для вентиляции: 4 - шпилька М8 с двумя шайбами и парой гаек (2 компл); 5 - основание с вентиляционными отверстиями; 6 - изолирующая подкладка (текстолит гетинакс или деревянная дощечка s10-15, 4 шт.); 7 - магнитопровод (от электродвигателя мощностью 3-5 кВт); 8 - изоляционная подложка (стеклоткань, 2-3 слоя); 9 - первичная сетевая обмотка (220-380 В, ток холостого хода 0,5-1 А); 10 - дополнительная обмотка, рассчитанная на 160 В; 11 - вторичная сварочная обмотка; 12 - защитная оболочка сварочного трансформатора (стеклоткань, 2-3 слоя); 13 - косынка (4 шт.); 14 - ручка для переноски (металлическая труба 20x3, 2 шт.) 15 - прижимная планка (текстолит, гетинакс или деревянная дощечка s10-15); 16 - клеммная панель (13-мм стеклотекстолит или другой термостойкий изолятор); 17 - светоиндикатор (тиратрон МТХ-90 с 60-килоомным МЛТ-0,25 или «неонка» ТН-02 с последовательно соединенным резистором порядка 120 кОм); 18 - клемма 220 В (2 шт.): 19 - сварочная клемма (болт М10 с двумя гайками, парой шайб и гайкой «барашек», латунь или медь, 2 компл.); 20 - «концевик» сварочной обмотки (медь или латунь, лист s1,5, 2 шт.);
материал дет. поз. 3,5 и 13 - металлический лист s1-1,5; тип и количество деталей крепежа для облицовки и клеммной панели не показаны
К основанию крепится (например, на винтах и кронштейнах-уголках) облицовка: тоже из металлического листа, но уже с «прорезной» перфорацией. Расстояние между стенками и трансформатором должно быть, как свидетельствует практика, не менее 30 мм - опять-таки для облегчения условий воздушного охлаждения.
Сверху корпус ужестчается косынками, к которым крепятся скобы-ручки. Основу каждой из таких ручек составляет труба 20x2 мм с боковыми отверстиями диаметром 10,3 мм у концов, в которые вставляются шпильки М10 и привариваются через торцевое окно.
На завершающей стадии сборки устанавливается панель из 10-мм стеклотекстолита (или другого столь же термостойкого изолятора) с располагающимися на ней сетевыми и более мощными сварочными клеммами, а также светоиндикатором «Вкл». В качестве последнего может использоваться тиратрон МТХ-90 с 60-килоомным резистором или «неонка» МН3 (ТН-0,2) с последовательно соединенным МЛТ-0,25 сопротивлением 120 кОм.
Для регулировки тока при сварке рекомендуется применять самодельный реостат. Основа - 100-мм отрезок асбоцементной трубы диаметром 200-250 мм. В качестве резистентной обмотки используется пружина (стальная хромо ванадиевая проволока диаметром 3-4 мм, навивка - на цилиндрической болванке диаметром 40 мм), например, от сеялки.
1 - основание-изолятор (асбоцементная труба); 2 - резистентная обмотка (цилиндрическая пружина от сеялки, стальная хромованадиевая проволока диаметром 3-4, навивка диаметром 40, концы отожжены и после установки по месту загнуты под болт М8); 3 - клемма (болт М8 с гайкой и двумя шайбами, 2 компл.); 4 - сварочный кабель с «концевиком»; 5 - ручка для переноски (стальная полоса 40x2); 6 - сварочный кабель с двумя «концевиками»; 7 - обжимка-изолятор (резиновый шланг 20x3, L50); 8 - ножевой контакт (медная полоса 25x5, L110)
Концы пружины-заготовки нагреваются докрасна, пропускаются в просверленные для них отверстия внутрь асбоцементной трубы-основания и плоскогубцами выгибаются под болт М8. Начало получившейся резистентной обмотки соединяется со сварочным 1-м кабелем при помощи самодельной клеммы, состоящей из болта М8, гайки и двух шайб. Ну а регулируемый токосъём осуществляется при помощи медного ножа-регулятора, вставляемого между витками пружины реостата.
Конечно же, нелишне оснастить ЭСА и достаточно мощным выпрямителем, что позволит выполнять качественную сварку на постоянном токе. Как свидетельствует практика, самыми приемлемыми оказываются технические решения, в основе которых - так называемый выпрямительный мост на диодах, способных отдавать в нагрузку прямой ток не менее 100 А. С целью лучшего охлаждения каждый из полупроводниковых вентилей желательно снабжать радиатором, имеющим площадь теплоотдачи порядка 200 см2.
Довольно хорошие эксплуатационные характеристики, например, у выпрямительного моста, состоящего из двух групп мощных разнополярных диодов В200 и ВЛ200, конструктивное исполнение которых (с «анодным» либо, наоборот, «катодным» отводом тепла и имеющим отличительные корпуса, соответственно, зеленого или малинового цвета) позволяет легко объединять их в суперкомпактный блок с «плюсо-минусовой» и «минусо-плюсовой» контактно-радиаторными группами, между которыми устанавливается резиновая прокладка (см. «Моделист-конструктор» № 5'97 и № 9'02).
Для надежного поджигания дуги обычно используют конденсатор или дроссель. Однако последний предпочтительнее в силу свойственных ему высоких энергоемкостных и эксплуатационных качеств. Сама же конструкция зависит от используемого магнитопровода.
Наиболее доступным для многих является «железо» сгоревших трансформаторов. Точнее - пакеты типовых конфигураций из электротехнической стали.
Схема выпрямительно-дроссельного блока, а также возможные варианты сварочного дросселя на стержневом магнитопроводе (а) и на броневом (б), составлением из двух типовых стержневых сердечников:
1 - магнитопровод (пакет, набранный из наиболее доступных пластин трансформаторной стали); 2 - изолирующая прокладка (2-3 слоя стеклоизоляционной ленты); 3 - обмотка (35-40 витков кабеля с общим сечением медных жил 25 мм2 или алюминиевых 35-40 мм2); 4 - стяжной кронштейн (металлический уголок 15x15 или 25x25, 4 шт.); 5 - стяжка (шпилька с двумя гайками и шайбами Гровера, 4 или 8 компл.)
Неплохие дроссели получаются, в частности, когда в качестве магнитопровода для них - стержневой сердечник шириной 30 мм и толщиной пакета 150-250 мм (от старого блока электропитания) или два спаренных, приспособленных как своеобразный броневой с пакетом толщиной 100-150 мм. Обмотка содержит от 35 до 40 витков хорошо изолированного провода (токопроводящей шины, кабеля) сечением 35-40 (алюминий) или 25 (медь) мм2. Достоинство: можно использовать любой электрод.
Именно такие дроссели легко встраивать в выпрямители или оформлять в виде отдельных блоков. Если приходится заниматься сваркой помногу да к тому же использовать 4-мм электроды, то не обойтись без принудительного воздушного охлаждения. При этом сам вентилятор желательно устанавливать непосредственно на выпрямителе ЭСА.
В последнем авторском варианте пришлось пойти на установку более мощных радиаторов от 500-амперных диодов. В результате получился самодельный ЭСА, который по своим технико-эксплуатационным параметрам способен быть, что называется, на равных со сварочными аппаратами промышленного изготовления.
А.ПЕВНЕВ, г.Димитровград, Ульяновская обл. Моделист-конструктор №11 2002.
Делаем тороидальный сварочный трансформатор
По всем характеристикам тороидальные трансформаторы превосходят П и Ш образные трансформаторы примерно в 1.5.. 2 раза. Также по весу торы в намного легче.
В связи с этим лучше делать тороидальный трансформатор для сварочных аппаратов.
Об изготовлении тороидального трансформатора в домашних условиях пойдет речь в нашей статье.
В наличии имелось железо от какого то трансформатора размерами 7 см х 65 см.

Берем пластины и обкатываем их круглым предметом, например бутылкой.


Берем одну пластину сворачиваем ее в кольцо и закрепляем саморезами. Это будет оправка для набора пластин.

Начинаем укладывать пластины начиная от края во внутрь. Так как внутренний диаметр самом начале большой, то сначала укладываем ровные пластины, не обкатанные бутылкой.

Набрав небольшое количество пластин, обязательно поджимаем их.

Примерно вот что должно получится. Так как внутренний диаметр кольца уменьшается, то далее применяем пластины, которые обкатывали бутылкой.

Первое кольцо магнитопровода тороидального трансформатора готово. Выглядит оно вот так.
Далее подготавливаем вторую оправку для второго кольца магнитопровода нашего трансформатора.

Продолжаем укладывать пластины от края во внутрь. Процесс повторяется, делать нужно то же самое, что и для первого кольца.

Стремитесь укладывать пластины без зазорно, то есть стык в стык. Конечно в начале будет получаться хорошо, но в конце все равно не получится.

Не забываем обжимать пластины. Делаем это постоянно. От этого зависит качество сборки тора. Лишние зазоры нам ни к чему.

Вот собственно оба кольца. Фотка получилась не резкой.

Далее обстукиваем торцы получившихся колец молотком.
Берем эпоксидный клей, разводим его растворителем.

Пропитываем клеем оба кольца магнитопровода. Клей не жалеем.

Затем склеиваем оба кольца.

Вот такой вот сердечник тороидального трансформатора у нас получился. Высота сердечника получилась 14 см и набор пластин 4 см. Площадь сердечника 56 см.кв. Учитывая небольшие зазоры, которые образовались при сборке, принимаем площадь сердечника 50 см.кв.
Теперь необходимо за изолировать сердечник. Для этого вырезаем из картона куги и накладываем на сердечник.

Далее берем тряпочную черную изоляционную ленту и обматываем сердечник.

Вот что получилось.

Обматываем еще раз сердечник молярным скотчем.


Все готово для намотки обмоток трансформатора. Провод для первичной обмотки наматываем на самодельный челнок, сделанный из куска ДСП.

Обматываем конец провода филенкой.

Начинаем мотать. Просовываем челнок через отверстие в торе и аккуратно прижимаем каждый виток, равномерно распределяя по поверхности сердечника.

Намотав первый ряд обмотки, обматываем обмотку изоляционной лентой.

Далее мотаем второй ряд первичной обмотки, делая отводы для регулирования тока по первичной обмотке.
После того как первичная обмотка намотана, проверяем ток холостого тока трансформатора. Он должен быть в пределах от 0,2 А до 1,2 А.
На изображениях показаны замеры тока в в нормальном и форсированном режиме работы трансформатора. Цифровым мультиметром производился замер напряжения вторичной обмотки (для дальнейшего точного расчета количества витков вторичной обмотки), в качестве которой был намотан кусок провода из 4 витков.


Обматываем второй конец первичной обмотки филенкой и изолируем первичную обмотку.

Далее мотаем вторичную обмотку точно так же как первичную, только без применения челнока.

После намотки изолируем ее.

Далее вырезаем из текстолита или подобного материала два круга, сверлим отверстия под крепление обмоток.

В результате мы получаем вот такой вот сварочный трансформатор.

Данный тороидальный трансформатор был установлен в сварочный полуавтомат. При интенсивном использовании сварочного полуавтомата, температура трансформатора не повышалась выше 60 градусов. Трансформатор работает тихо без потрескиваний и гула.
Вес данного экземпляра в собранном виде равен 16 кг.
Ответы на комментарии:

Пропитка сердечника эпоксидным клеем.

Расчет площади сердечника.

Площадь сердечника равна S=А*Б
Шпильки для тора
Если возникнут вопросы, задавайте их в комментариях.
Похожие записи

Вы молодец .я тоже по холоду трансы мотаю в квартире.схемы и технология толковые.
Геннадий спасибо за отзыв.
Цель данной статьи - показать, что сделать сварочный трансформатор не сложно, было бы желание.
У меня трансформаторное железо было покрыто местами ржавчиной. Ржавчину я удалил мет.щеткой, понятное дело до голого металла. Местами снялась пленка лака.
Подскажите есть необходимость покрывать каждую пластину лаком или другим изолирующим материалом. Я читал что замыкание пластин НЕЖЕЛАТЕЛЬНО.
Конечно замыкание пластин не желательно. Но если посмотреть на это с другой стороны, если взять железо для трансформатора от электродвигателя, то в нем пластины вообще ни как не за изолированы между собой. Мало того они еще и сварены сплошными швами для прочности. И такие трансформаторы как ни странно работают.
Собирайте трансформатор, потом после сборки пропитайте железо лаком или эпоксидной смолой, разбавленной растворителем. Не стоит покрывать каждую пластину.
При сборке просто нужно стараться укладывать пластины так, что бы они контачили открытыми участками меньшей площадью между собой.
P.S. Был у нас такой трансформатор (ржавый).. собрали и. работает.
Спасибо, будем пробовать.
Статья очень полезная. Спасибо. Я сейчас делаю такой же сварочный из пластин
трансформатора 8,5см х 65см х 0,35мм Если можно, мне нужны данные по размеру тора: внутренний диаметр, колличество слоев первичной обмотки , колличество слоев вторичной обмотки , сечение провода, как мотались обмотки с жесткой или крутопадающей характеристикой? Какое осталось окно внутри тора после его намотки и намотки изоляции? Я не могу определить минимальный внутренний размер тора достаточный для того чтобы уложить обмотки. Размер намотанного мной пробного тора 21см х 15см х 8,5см его вес чистого железа около 12кг. Не могу решить делать в два тора один на один или мотать ширину тора 6см вес добавиться многократно, поэто-му мне нужно знать минимальное внутренее окно тора чтобы потом поместить обмотки.
Александр
Внутренний диаметр тора 12 см, наружный 20 см, высота (общая) 14 см.
Первичная обмотка была намотана в 2 слоя, проводом из меди диаметр = 2.7 мм.= 5.7 мм.кв. и имела 220 витков.
Вторичная обмотка была намотана в 2 слоя, проводом из меди диаметр = 6 мм.= 28 мм.кв. и имела 30 витков.
Моталась сначала первичная обмотка, распределенная равномерно по тору, по верх неё вторичная, тоже равномерно распределенная.
В принципе, тороидальные трансформаторы имеют жесткую характеристику, при условии, что обмотки распределены равномерно. Но так как вторичная обмотка моталась по верх первичной, то соответственно ее активное сопротивление увеличено, что ведет к уменьшению тока КЗ, тем самым говорит нам, что трансформатор имеет падающую характеристику.
Трансформатор мотался как говорится на скорую руку (не старались укладывать), внутренний диаметр после сборки был равен примерно 3. 5 см.
Имея в наличии провод для первичной и вторичной обмоток и зная расчетное количество витков, в принципе не трудно подсчитать, какой необходим внутренний диаметр сердечника для конкретного случая.
Спасибо за ответ. У меня уже все готово. Завтра приступаю к изготовлению. Еще раз спасибо за предоставленную информацию.
когда-то на работе тоже мотал торы. железо брал с ТСВП. далее две обоймы от подшипников. одна достаточно большая, другая маленькая. между ними укладывал железо. как набрал, потом нарезал небольшие куски из железа по высоте тора и по ширине 5-10 см. и забивал пробелы в торе, тем самым уплотняя его.
постепенно сдвигая верхнюю обойму а потом и внутреннюю, фиксировал внешнее а потом и внутреннее кольца железа фосфористой медью (с понижающего транса брал 5-15 вольт(уже не помню) и через графитовые стержни плавил медь прямо на железе). потом полностью снимал обоймы. тор готов.
далее заливал тем , что было. в основном нитрокраской и изолировал картоном и киперной лентой достаточно толстым слоем. иначе при транспортировке готового транса может повредиться первичка.
далее мотал первичку проводом 2,5-3мм. (больше нельзя- сопртивление обмотки упадет и на расчитаное число витков будет греться обмотка), равномерно располагая витки. слои изолировал лакотканью. готовую первичку изолировал опять лакотканью и сверху киперкой с заливкой все той-же краской. вторичку мотал шинкой. вторичку изолировать нежелательно иначе транс постоянно будет горячий.
теперь о расчетах.
обычно для расчета кол-ва витков для ш-образного транса применима формула:
W=50/S, где 50- частота сети, S- сечение магнитопровода в квадратных сантиметрах.
но у нас тор, и мы можем для повышения его характеристик, снижения расходных материалов и еще чего-то там применить ту же формулу, но с числом 47 вместо 50.
почему такое, ну не знаю. вывел по опыту и по давним расчетам (давно это было, в юности еще).
все. транс расчитан и намотан.
ага, одна неточность. по формуле получаем число витков на один вольт. потом полученное число умножаем на напряжение в сети.
Сергей
ага, одна неточность. по формуле получаем число витков на один вольт. потом полученное число умножаем на напряжение в сети.
все.
А где именно в этой статье вы видите неточность?
Сергей
.
W=50/S, где 50- частота сети, S- сечение магнитопровода в квадратных сантиметрах.
но у нас тор, и мы можем для повышения его характеристик, снижения расходных материалов и еще чего-то там применить ту же формулу, но с числом 47 вместо 50.
.
Можно конечно взять и 47, но так как мы расчитывали трансформатор с форсированным режимом работы, мы остановились всё таки на 50.
неточность у меня в 9 пункте про количество витков.
в 10 пункте я поправил.
сердечник можно уполовинить ))
внутренний диаметр беру 11-12см ,склепываю
первую полосу в кольцо и последующие наращиваю снаружи
главное хорошо закрутить полосы,для этого использую приспособление
из вальцов для отжима белья от советской стиралки с закрепленным
и еще острые грани получившегося сердечника закругляю болгаркой с R=3 мм
на внутреннем и внешнем диаметрах
и напоследок--не стоит на формулах заморачиваться,так как конечный результат
очень зависит от используемого железа и качества стяжки бублика
с уважением king1972
king1972
Можно делать и так как вы написали. У каждого своя технология сборки трансформаторов. В нашем случае мы пошли в сторону увеличения площади сердечника и тем самым повысили надежность трансформатора.
Спасибо за комментарий.
Вопрос: какой ток максимальный можно получить с сварочного трансформатора
на реальных экземплярах выходной ток достигал 140-145 (при токе короткого замыкания 180-200) при электроде четверке
(брать от бытовой сети больше 150-160 ампер не стоит)
но я обмотки располагаю не одна поверх другой,а разнесенно: 2/3 кольца--первичка,
1/3--вторичка,чтобы получить падающую ВАХ
А тора от двигателя в 28 кв.см хватит для полуавтомата с проволокой 0.8 мм.
Для полуавтомата не хватит.. Можно конечно выжать из этого сердечника всё, что можно, но будет варить листовой металл толщиной 1 мм максимум и то не качественно.
Во всяком случае можно попробовать.. Вы как замеряли площадь сердечника.. с зазорами для обмоток или без них?
Просто я видел железо от двигателя площадью 28 см.кв. Во первых весит около 22 кг. и размер внушительный.. во вторых это уже не полуавтомат получится.. вес большой будет.. размер, расход провода и т.д.
Спасибо большое. Трансформаторов не мотаю,но очень познавательная статья!Приятно,что есть еще люди ,которым не жалко поделиться знаниями. Удачи и здоровья автору.
Иван
Спасибо большое. Трансформаторов не мотаю,но очень познавательная статья!Приятно,что есть еще люди ,которым не жалко поделиться знаниями. Удачи и здоровья автору.
И вам спасибо за комментарий
я вообще в шоке от увиденного. В магазинах готовых сколь хочешь и всяких-и по деньгам но такое в наше время- Страничку я сохраню-может пригодится-а Вам спасибо.
Расчет трансформатора для сварочного полуавтомата, сварочного аппарата.
На самом деле ни чего сложного здесь нет. Этот расчет относится как к простым (П и Ш образным) так и к тороидальным трансформаторам.
Для начала определим габаритную мощность будущего сварочного трансформатора:

Подставляя нужные значения упрощаем формулу, она будет иметь вид:
P габаритн = 1.9*Sc*So для торов (ОЛ).
P габаритн = 1.7*Sc*So для ПЛ,ШЛ.
P габаритн = 1.5*Sc*So для П,Ш.
Например у нас ОЛ сердечник (тор).
Площадь сердечника Sс = 45 см.кв.
Площадь окна сердечника So = 80 см.кв.
Формула для тора (ОЛ):
P габаритн = 1.9*Sc*So
P = 1.9*45*80 = 6840 ватт.
Далее нужно рассчитать количество витков для первичной и вторичной обмотки. Для этого сначала рассчитаем необходимое количество витков на 1 вольт.
Для этого используем формулу:
K = 50/S
Так как у нас ОЛ сердечник (тор), примем коэффициент равный 35.
К = 35/45 = 0.77 витка на 1 вольт.
Далее рассчитываем сколько нужно витков для первичной и вторичной обмоток.
Здесь у нас два пути расчета:
- если нам нужен трансформатор с единой первичной обмоткой, то есть мы не собираемся регулировать ток по первичной обмотке ступенями.
- если мы собираемся регулировать ток по первичной обмотке и нам нужно рассчитать ступени регулирования.
Регулировка ступенями по вторичной обмотке трансформатора экономически не выгодна, требует дорогостоящих коммутирующих элементов, также требует увеличение длины провода вторичной обмотки, тем самым утяжеляя конструкцию и поэтому здесь не рассматривается.
1. Рассчитаем количество витков для первичной и вторичной обмотки в варианте без регулирования по первичной обмотке ступенями.
Рассчитаем количество витков первичной обмотки по формуле:
W1 = U1*K
W1 = 220*0.77 = 170 витков.
Примем максимальное напряжение вторичной обмотки равным U2 = 35 вольт
Рассчитаем количество витков вторичной обмотки по формуле:
W2 = U2*K
W2=35*0.77=27 витков
Далее рассчитываем площадь сечения провода первичной и вторичной обмоток. Для этого нам нужно знать, какой максимальный ток течет в данной обмотке.
Для этого мы воспользуемся формулой:
Для первичной обмотки.
I первич_max = P габаритн/U первич
I первич_max = 6840/220 = 31 А
Для вторичной обмотки:
Сразу хочу сказать, что я не теоретик, но попытаюсь объяснить формирование величины сварочного тока в трансформаторе, как понимаю это я.
Напряжение дуги для сварки проволокой в среде углекислого газа равно:
Uд = 14+0.05*Iсв
Выводим формулу тока вторички при конкретном напряжении дуги:
Iсв = (Uд - 14)/0.05
Далее рассчитаем для полуавтомата.
1. Принимаем напряжение дуги 25 вольт, получаем требуемую мощность трансформатора:
Iвторич = (25-14)/0.05 = 220 ампер
220*25 = 5500 вт.. Но у нас габаритная мощность трансформатора больше.
2. Принимаем напряжение дуги равным 26 вольт, получаем требуемую мощность трансформатора:
Iвторич = (26-14)/0.05 = 240 ампер
240*26 = 6240 вт. Почти рядом.
3. Принимаем напряжение дуги равным 27 вольт, получаем требуемую мощность трансформатора:
Iвторич = (27-14)/0.05 = 260 ампер.
260*27 = 7020вт. Требуемая габаритная мощность выше чем имеющаяся, это говорит о том, что при данном напряжении дуги не будет тока 260 ампер, так как не хватает габаритной мощности трансформатора.
Из выше перечислительных расчетов, можно сделать вывод, что при напряжении дуги в 26 вольт обеспечивается максимальный ток в 240 ампер при данной габаритной мощности трансформатора и именно этот ток вторички мы примем за максимальный:
Iвторич max = 240 ампер.
Для расчета максимального сварочного тока для сварки электродом, рассчитываем так же, только по другой формуле..
Uд = 20+0.04*Iсв
Iсв = (Uд - 20)/0.04 (считать не будем, я думаю понятно).
Из справочных материалов нам известно, что плотность тока в меди равна 5 ампер на мм.кв, в алюминии 2 ампера на мм.кв.
Исходя из этих данных можно рассчитать площадь сечения обмоток трансформатора.
Сечения проводов для продолжительной работы трансформатора ПН = 80% и выше:
Для меди:
S первич медь = 31/5 = 6.2 мм.кв
S вторичн медь = 250/5 = 50 мм.кв.
Для алюминия:
S первич алюмин = 31/2 = 16 мм.кв.
S вторичн алюмин = 250/2 = 125 мм.кв.
Итак мы имеем трансформатор с габаритной мощностью 6840 ватт. Сетевое напряжение 220 вольт. Напряжение вторичной обмотки 35 вольт.
Первичная обмотка содержит 170 витков провода площадью 6.2 мм.кв из меди или 16 мм.кв. из алюминия.
Вторичная обмотка содержит 27 витков провода площадью 50 мм.кв. из меди или 125 мм.кв. из алюминия.
Для ПН = 40% сечения первички и вторички можно уменьшить в 2 раза.
Для ПН = 20% сечения первички и вторички можно уменьшить в 3 раза.
Например ПН = 20% - это значит, что если взять за 100% 1 час работы трансформатора под нагрузкой, то 12 минут варим 48 минут отдыхаем, иначе трансформатор перегреется и перегорит (этот режим больше всего годится для не больших домашних дел). Я думаю тут понятно.
ПН - продолжительность нагрузки.
ПВ - продолжительность включения.
ПР - продолжительность работы.
Все эти термины одно и тоже, измеряются в процентах.
2. Рассчитаем количество витков для первичной и вторичной обмотки в варианте с регулированием ступенями по первичной обмотке.
Например, нам нужен трансформатор с регулированием сварочного тока 16 ступенями например используемого в этой схеме сварочного полуавтомата.
Выбираем номинальное напряжение вторичной обмотки.
Uномин = Uмакс - Uмакс*10/100
Рассчитываем, Uмакс = 35 вольт
Uномин = 35 - 35*10/100 = 32 вольт.
Рассчитаем количество витков для вторичной обмотки номинальным напряжением 32 вольт, тип сердечника ОЛ (тор).
K = 35/S
W2 =U2*K = 32*0.77 = 25 витков
Теперь рассчитаем ступени первичной обмотки.
W1_ст = (220*W2)/Uст2
Как мы рассчитали ранее количество витков обмотки W2 = 25 витков.
Мотаем первичную обмотку трансформатора до 157 витка, делаем отвод, он будет соответствовать 35 вольтам на вторичке.
Далее мотаем 4 витка до 161 витка и делаем отвод, он будет соответствовать напряжению на вторичке 34 вольт.
Далее мотаем 5 витков и делаем отвод на 166 витке, он будет соответствовать напряжению на вторичке 33 вольт и т.д. согласно выше приведенному расчету.
Заканчиваем намотку первичной обмотки на 275 витке, он будет соответствовать напряжению на вторичке 20 вольт.
В итоге у нас получился трансформатор габаритной мощностью в 6840 ватт, первичной обмоткой с 16 ступенями регулирования.
Сечение обмоток такие же, как в первом варианте расчета.
На данном этапе мы заканчиваем расчет трансформатора.
Таким образом было рассчитано много трансформаторов и они прекрасно работают в сварочных полуавтоматах и сварочных аппаратах.
Не нужно бояться форсированного режима работы трансформатора (это такой режим, когда к обмотке трансформатора рассчитанного например на 190 вольт приложено напряжение 220 вольт), трансформатор прекрасно работает в таком режиме. Имея маломощный трансформатор, можно вытянуть из него все возможности используя форсированный режим для комфортного процесса сварки с помощью сварочного полуавтомата.
Ответ на комментарий.
Как наматывать на П-образный сердечник:
Первичная обмотка.
Вариант 1. Мотаем две одинаковые обмотки (клоны) в одну сторону и соединяем их начала. Концы этих обмоток используем для подключения к сети 220 вольт.
Вариант 2. Мотаем две одинаковые обмотки (клоны) в одну сторону, делаем отводы. Замыкая эти отводы, регулируем сварочный ток. Начало этих обмоток используем для подключения к сети 220 вольт.
Вторичная обмотка.
Мотаем две одинаковые обмотки в одну сторону и соединяем их концы. Начала этих обмоток используем для сварки.
Расчет площади сердечника и площади окна сердечника Sc и So.
По этим формулам, можно рассчитать требуемые величины.
Спасибо Вам большое за такое подробное описание.Все очень понятно и что немаловажно, все видно как это на практике происходит.Спасибо.
Добрый вечер, скажите как повлияет увеличение сечения провода обмоток, имеется алюминиевая шинка 8.13мм2 и 50мм2. нужно ли производить перерасчет или же увеличение сечения даст запас прочности?
Владимир
В вашем случае шинка 8.13 мм.кв будет выдерживать ток 8.13*2=16.26 ампер.
Шинка 50 мм.кв будет выдерживать ток 50*2=100 ампер.
Хотя на практике эти значения гораздо больше, то есть выдержат и токи 20 и 130 ампер соответственно. Сила тока, выдаваемая трансформатором, зависит от напряжения вторичной обмотки. Если вы будете использовать трансформатор для сварочного полуавтомата, то мощность трансформатора будет:
Р тр = 130*30 = 4000 вт. 30 - максимальное напряжение для вторичной обмотки сварочного полуавтомата и соответственно для этого нужно будет использовать сердечник площадью:
Если используется сердечник меньшего сечения, сварочный ток будет меньше , придется рассчитать по новой количество витков обоих обмоток. Увеличенные сечения проводов повлияют только на увеличение размера самих обмоток, и на массу трансформатора. Увеличенное сечение обмоток даст только запас по прочности.
Олег
Спасибо за комментарий. Мы рады, что статья является полезной.
Спасибо большое за ответ, хочу сделать полуавтомат, нашол Ваш сайт- очень всё грамотно и доходчиво написано, 5+ правда розмеры тора у меня у меня другие, но по расщетам получается все ок, были неясности с сечением, теперь всё понятно, спасибо!
что такое трансформатор сварочный
kak zdelono sto v mekrovolnofki 1.2kw a secenije sterznia transformatora tolko 21 kvadratnyj cm a okno dlia obmotok 9.6 kvadratnyj cm. chotelosby etu technologiju ispolzavat v drugich transformatorach dlia kontaknoi svarki
Здравствуйте
как сделано что в микроволновке 1.2 кВ а сечение стержня трансформатора только 21 квадратный см, а окно для обмоток 9.6 квадратный см. хотелось бы эту технологию использовать в других трансформаторах для контактной сварки.
Трансформаторы в микроволновке работают в режиме полного насыщения, это означает, что ток холостого тока трансформатора будет от 4 ампер и выше. Трансформатор в таком режиме будет очень сильно греется даже на холостом ходу, не говоря уже про режим сварки. Если попытаться сделать такой трансформатор для сварки, то скорей всего он у вас быстро перегорит.
P.S. Пишите пожалуйста кириллицей.
Спасибо! Очень полезная информация.
Здравствуйте, всегда с удовольствием читаю Ваши статьи. Спасибо Вам большое за все объяснения. Хочу спросить у Вас совет. Имею возможность собрать сварочный аппарат, из трансформаторной стали набрал уже сердечник, получилось 35 кв. см. железа. Хотелось бы ,чтоб ,,тянула ,,тройку,и четверку (по необходимости) Подскажите,какое напряжение лучше рассчитать для вторичной обмотки в моем случае (50,или 40 вольт) или может какая-то другая цифра. И еще такой вопрос,как рассчитать правильно кол-во витков, чтобы знать на каком этапе сделать отводы для работы с (тройкой, и четверкой) Хочется сделать один раз, и чтоб наверняка. очень не хочется доделывать и тем более разбирать потом. Буду очень признателен за Вашу помощь. Заранее Спасибо.
Возник еще один вопрос,подскажите в моем случае коэффициент К,как правильно рассчитать,чему должен равняться коэффициент для трансформаторов 50,или 40,ведь у меня мощность получается менее 1.5 Вт.Еще раз спасибо.
Олег
Возник еще один вопрос,подскажите в моем случае коэффициент К,как правильно рассчитать,чему должен равняться коэффициент для трансформаторов 50,или 40,ведь у меня мощность получается менее 1.5 Вт.Еще раз спасибо.
Олег
Здравствуйте, всегда с удовольствием читаю Ваши статьи. Спасибо Вам большое за все объяснения. Хочу спросить у Вас совет. Имею возможность собрать сварочный аппарат, из трансформаторной стали набрал уже сердечник, получилось 35 кв. см. железа. Хотелось бы ,чтоб ,,тянула ,,тройку,и четверку (по необходимости) Подскажите,какое напряжение лучше рассчитать для вторичной обмотки в моем случае (50,или 40 вольт) или может какая-то другая цифра……. И еще такой вопрос,как рассчитать правильно кол-во витков, чтобы знать на каком этапе сделать отводы для работы с (тройкой, и четверкой) Хочется сделать один раз, и чтоб наверняка…… очень не хочется доделывать и тем более разбирать потом….. Буду очень признателен за Вашу помощь. Заранее Спасибо.
При площади 35 см.кв. номинальное количество витков (220 вольт) равно 282 витка.
Вторичную обмотку рассчитывайте на 50 вольт (номинальная) равна 64 витка.
Сделайте 5 ступеней регулирования. две форсированных , одна номинальная и две пассивного режима.
Первый отвод делайте от 225 витка. напряжение на вторичной будет 60 вольт.
Второй от 253 витка. напряжение на вторичной будет 55 вольт.
Третий от 282 витка напряжение 50 вольт.
Четвертый от 310 витка, напряжение 45 вольт.
Пятый (последний, дальше не мотаем) 338 виток. напряжение на вторичке 40 вольт.
Хочу заметить, что нормальная работа трансформатора будет зависеть от многих факторов, например от напряжения сети.. если будет 220 вольт, то нормально. а вот если пониженное.. например 190-200 вольт или еще меньше (такое напряжение обычно бывает в гаражных массивах или в часы повышенной нагрузки на сеть.. вечером и т.д.), то ни о какой сварке на повышенных токах не может идти речи.
P.S. При намотке трансформатора придерживайтесь правила.. ток холостого хода трансформатора должен быть в пределах от 0.2 ампер (пассивный режим) до 1.5 ампер максимум (форсированный режим).
Проверяйте ток холостого хода при намотке трансформатора, если вы попадете в эти значения тока, то считайте, что намотали правильно. Всё остальное - ток сварки, качество шва и т.п. будет зависеть только от вашего сердечника.
И еще.. варить четверкой при данной площади трансформатора, занятие сомнительное.. Варить будет (плохо), и трансформатор будет греться и греться очень сильно.. так что учтите этот момент.
Расчет и намотка трансформатора сварочного полуавтомата
В этой статье я расскажу вам как собрать, рассчитать и намотать трансформатор для сварочного полуавтомата.
Расчет тороидального трансформатора
Сначала нужно определиться с количеством с имеющегося у вас железа. Исходя из этого определиться с наружным и внутренним диаметром тора. Внутренний диаметр нужно принимать от 12 см и выше, иначе если нет опыта в намотке, у вас не уместится вторичка.
Также нужно стремится сделать такие размеры, что бы площадь сердечника была от 30 см.кв. и выше.
В итоге расчетные размеры тора получились такие.. D=25см, d=14см, h=6,2 см.
После сборки и замеров итоговая (реальная) площадь сердечника данного тора равна:
Sс =33,4 см.кв.
Посчитаем количество витков на вольт. Так как это тор, то примем коэффициент равным 35.
35/33,4 =1,047 витка на вольт.
Далее определимся с диапазоном напряжений. Принимаем от 18 до 32 вольт.
Далее расчитаем количество витков вторички. Для этого берем максимальное напряжение, то есть 32 вольта.
W2 = 32*1,047 = 33 витка.
Далее рассчитаем ступени первичной обмотки для регулирования сварочного тока. Принимаем количество ступеней равным 8.
Для расчета количества витков используем формулу:
Далее расчет:
Примем шаг ступени на вторичке 2 вольта.
Намотка трансформатора сварочного полуавтомата
Мотаем первичку равномерно по всему тору до 230 витка, делаем отвод. Это будет первая ступень первички. Мотаем далее до 242 витка, делаем отвод. Это будет вторая ступень первички. И так далее, завершаем намотку на 403 витке (8 ступень первички).
Вторичку мотаем по верх первички равномерно по всему тору. Вторичка имеет 33 витка.
Намотка тороидального трансформатора
Далее процесс сборки сердечника, намотки первичной и вторичной обмотки, представлен в виде фото галереи.
Наведя мышкой на изображение вы увидите комментарий к нему. Также можно кликнуть мышкой по изображению, чтобы увидеть его в большем разрешении.
Поехали:
Как видите ни чего сложного при расчете и сборке сварочного трансформатора нет. Хотел еще заметить, что при проверке напряжения вторички (когда наматывал пробную обмотку 33 витка), в сети было 245 вольт. Поэтому на минимальной ступени было 20 вольт вместо расчетных 18 вольт, а на максимальной 35 вольт, вместо 33 вольт.
При подключении в нормальную сеть 220 вольт, напряжение на вторичке соответствовала расчетным, то есть от 18 до 32 вольт. Ток холостого хода на 230 витке составлял 1,4 ампера (у вас будет отличаться, так как качество железа, качество стяжки сердечника у всех разное). На 403 витке ток холостого хода 0,15 ампер.
Это чудо весит 24,5 кг. Со своими обязанностями справляется на пятерку.
Ну в общем расписывать больше нечего, все должно быть понятно. Если возникнут вопросы, задавайте их в комментариях.
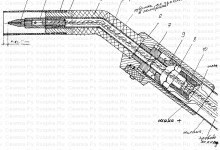
Универсальный сварочный аппарат с тороидальным сердечником
Почему «мультисварочный»? Потому что у этого сварочного трансформатора (СТ) много важных дополнительных функций. Если в традиционном «сварочнике», который имеет магнитопровод, собранный из П- и Ш-образных пластин, подчас некуда втиснуть хотя бы один-два вспомогательных витка, то в предлагаемой бубликообразной конструкции свободного места оказалось предостаточно.
В итоге он способен и на переменном/постоянном токе варить «пятеркой», и аккумуляторы заряжать, и металл плавить, питать безопасным напряжением электровыжигатели в кружках «Умелые руки», а также выполнять массу других дел. Впору даже вопрос ставить по-другому: а какую еще обмотку и для каких целей желает дополнительно иметь пользователь такого СТ?!
Действительно, за сердечником «сварочника», который имеет вид «бублика», называемого в математике и технике тором, большое будущее. Понимая это, но не имея в своем распоряжении специальных тороидальных магнитопроводов промышленного изготовления, предназначенных исключительно для трансформаторов, самодельщики вынуждены приспосабливать для своих СТ цилиндрические эрзацы от статоров старых электродвигателей мощностью 1-1,5 кВт. Для этого корпуса электромоторов обычно просто разбивают, уложенные в пазах обмотки за ненадобностью выбрасывают, выступы полюсов вырубают И все лишь для того, чтобы на получающиеся заготовки (скорее, напоминающие не бублики, а излишне тяжелые кособокие, бездонные бочки) наматывать толщу меди для достижения «суперцели» - варить сталь «пятеркой»!
Убежден: не надо корежить электродвигатели, даже если они пришли в негодность - рачительный хозяин всегда сможет и сгоревшие обмотки заново перемотать, и подизносившиеся подшипники заменить. Восстановленный двигатель способен еще на многое.
А для предлагаемого мной тороидального магнитопровода достаточно 5 - 6 кг лома трансформаторной стали. Более того, в качестве исходного материала здесь можно довольствоваться даже таким же количеством кровельного железа (отожженного).
Технология изготовления магнитопровода из такого сырья довольно проста (рис. 1). Весь лом плоской трансформаторной стали разрезается ножницами на полосы примерно одинаковой ширины.
Рис. 1. Формирование тороидального магннтопровода:
1 - основание формы; 2 - внешний цилиндр-опалубка («венчик» шестерни для запуска стартером автомобиля ГАЗ-53); 3 - внутренний цилиндр-опалубка (60-мм отрезок стальной трубы 100x6, слегка проточенный, обёрнутый двумя-тремя слоями бумаги); 4 - исходная масса (пластинки шириной 60-70 мм, нарезанные из лома от Ш- и П-образных пластин трансформаторной стали, покрытые быстросохнущим клеем типа конторского, гуммиарабиком или масляной краской и уложенные вперекрышку, с последующей забивкой пустот кровельными отходами)
Практика показывает, что чаще всего приходится иметь дело с прямоугольниками шириной 60-70 мм или чуть меньшими аналогами, нарезаемыми из П- и Ш-образных пластин. В дело идут и все «железотрансформаторные», а также кровельные отходы. После смазывания с обеих сторон каким-нибудь быстросохнущим клеем типа канцелярского («жидкое» стекло), гуммиарабика или даже дешевой масляной краской их плотно укладывают с небольшим перекрытием в опалубку (как при заливке полой бетонной колонны) из подручных материалов.
В авторской технологии внутренним цилиндром опалубки (рис.1) служит 60-мм отрезок стальной трубы 100x6 мм. Внутри его необходимо проточить слегка на конус и обернуть (чтобы впоследствии легче вынимать из «отлитого» магнитопровода) двумя-тремя слоями бумажной полосы. А в качестве внешнего используется съёмный «венчик» шестерни (внутренний диаметр порядка 250 мм) - от системы запуска стартером автомобиля ГАЗ-53.
Разумеется, можно применять для опалубки и другие подходящие заготовки, способные выдерживать механические напряжения, возникающие при «отливке» тороидального магнитопровода. А они - немалые, особенно когда во все щелевые отверстия приходится молотком забивать мелкие пластины (желательно, чтобы те соответствовали ширине набора).
Как только клей высохнет, тороидальный сердечник можно считать практически готовым. Правда, на него еще необходимо сделать односторонне закругленные полукольца-«полубублики» из изоляционного материала. Хотя бы из фанеры - для лучшей укладки будущих обмоток и исключения замыканий на острые ребра магнитопровода.
Этому же станет способствовать и предварительное обертывание тора двумя-тремя слоями киперной ленты, стеклоткани или тканевой полосы, пропитанной олифой.
Теперь об обмотках «сварочника». Наука утверждает, а практика со всей очевидностью доказывает, что трансформатор работает в наивыгоднейшем для него режиме, если в его обмотках через 1 мм2 поперечного сечения медного провода проходит ток, равный 5 А. При экстремальных условиях этот показатель может увеличиваться до 13 А, но при этом провода сильно нагреваются и перегорают.
Для сварки даже 3-мм электродом требуется ток не менее 80 А. Значит, и сечение жил медного кабеля или силовой (сварочной) шины должно ему соответствовать. Взятое с солидным запасом, оно для добротного самодельного сварочного трансформатора обычно находится в пределах от 25 до 35 мм2.
Отталкиваясь от уже упомянутых «минимальных сварочных» 80 А и учитывая широко практикуемое соотношение витков сетевой и силовой обмотки примерно 5:1, находим: ток сетевой обмотки должен быть не менее 16 А. Отсюда следует, что для монтажа сетевой обмотки надо брать медный провод сечением не менее 3,2 мм2. Однако наилучший, пожалуй, вариант - ПЭВ2 диаметром 2-2,5 мм.
Принято считать (и это подтверждается практикой), что при «литом» магнитопроводе, имеющем площадь сечения по трансформаторной стали, равную 40 см2, каждый виток обмотки будет соответствовать напряжению в 1 В. Учитывая возможную нестабильность электропитания, сетевую обмотку следует сделать с запасом.
Ориентир - 250 витков. При этом после 190-го желательно предусмотреть (не разрезая провода!) через каждые десять витков отводы. Конечно же, переключатель для них должен быть достаточно надёжным, с обеспечением хорошего электрического контакта во избежание больших потерь энергии и сильного нагрева во время работы СТ.
Вообще-то намотка сетевой обмотки - операция довольно трудная. Выполнять её приходится с помощью длинных деревянных челноков (рис. 2). Все делать аккуратно, не допуская перехлестывания витков, образования узелков и повреждения слоя изоляционного лака на проводе.
В противном случае можно ожидать появления межвитковых замыканий и перегрева трансформатора.
Рис. 2. Укладка витков сетевой обмотки «сварочника» (междуслойные изолирующие прокладки условно не показаны):
1 - тороидальный магнитопровод; 2 - односторонне закруглённое полукольц-«полубублик» из изоляционного материала (2 шт.); 3 - крепёжная изолирующая прокладка (2-3 слоя киперной ленты, стеклоткани или тканевой полосы, пропитанной олифой); 4 - провод сетевой обмотки (ПЭВ2, диаметром 2-2,5); 5 - деревянный челнок
Если расположить сердечник на двух опорах с мягким покрытием (подкладкой), исключающим повреждения изоляции провода при намотке СТ, то вся работа займет около двух часов. Закончить ее желательно «за один проход», чтобы обмотка не ослаблялась и получалась максимально плотной, с изолирующими прокладками между слоями.
После того, как сетевая будет намотана, неплохо проверить ее на холостом ходу. Если даже за продолжительное время работы магнитопровод с обмоткой станет лишь едва теплым, то все в порядке. Значительное нагревание - свидетельство того, что либо витков мало, либо имеет место межвитковое замыкание (а то и пробой обмотки на корпус!).
На двух-трёхслойную изоляцию сетевой обмотки должна быть уложена вторичная - сварочная, или силовая. А это - от 40 до 80 витков медной шины или многожильного кабеля. Последний предпочтительней по следующим причинам: из него можно сразу сделать сварочные рукава; существенно облегчается намотка; увеличивается срок службы сварочной обмотки с одновременным упрощением условий эксплуатации, что особенно важно при экспериментировании с таким СТ Кроме того, упрощается подсоединение выпрямителя и появляется возможность эффективного регулирования сварочного тока и напряжения путём выполнения элементарной операции - подмотки или отматывания витков кабеля.
Для самодельных не слишком мощных сварочных аппаратов желателен следующий график работы: минута - на сварку, две - на технологический перерыв для охлаждения СТ. Хороший результат дает применение небольших вентиляторов. Вероятно, еще большего можно достичь при использовании для охлаждения «сварочника» простейших теплоизлучающих радиаторов, а также минеральных масел, способных улучшить и изоляцию обмоток СТ.
Добротный сварочный трансформатор должен иметь крутопадающую характеристику. Добиться этого можно, разделив обмотку на две равные части. На одной стороне сердечника наматываются половина сетевой и половина силовой обмотки, а на другой - остальное (и чтобы впоследствии не путаться - в той же последовательности).
Нелишне, видимо, напомнить, что трансформатор - аппарат взаимообратимый: если к любой обмотке подключить переменное напряжение, на которое она рассчитана, то на других появляются те для которых они и предназначены. Кстати, аналогично поступают многие радиолюбители при определении обмоток в неизвестном трансформаторе.
Учитывая вышесказанное, совсем не обязательно сетевую (первичную) обмотку ТС наматывать первой, а уже поверх нее - сварочную (вторичную). Очередность намотки, как и их порядковые номера, лишь условие для более быстрой и привычной ориентации в принципиальной электрической схеме «сварочника». Поэтому если, скажем, надо намотать одну из обмоток достаточно жёсткой шиной, при укладывании которой придется прибегать к киянке, то, конечно же, такую «медь» удобнее располагать первой на сердечнике, дабы не повредить более податливые и уязвимые провода остальных обмоток.
И еще. Если на какую-то обмотку имеется достаточно провода, а для другой обмотки его очень мало, то сначала приступайте к той, где ваши возможности ограничены. Потому что при явной нехватке кабеля или шины на силовую (сварочную) обмотку, но при наличии мощных диодов- полупроводниковых вентилей становится выгодным отказаться от сварки на переменном токе в пользу постоянного (рис.
3). В этом случае напряжение от СТ, а следовательно, и число витков в сварочной обмотке достаточно иметь минимальные. Если шина - с поврежденной изоляцией, то рекомендуется ее сперва отжечь с охлаждением в воде (медь станет мягкой), заизолировать шеллаком и стеклотканью и лишь после этого приступать к наматыванию на магнитопровод.
Рис 3. Схемное решение сварочного выпрямителя с регулятором тока для самодельного мультисварочного трансформатора (R1 - спираль из нихромовой проволоки диаметром 3—5 мм с передвигаемым ножеобразным контактом)
Нередко у самодельщиков возникают затруднения с подключением силового кабеля к свариваемому изделию: то контакт плохой, то «прихватиться» не к чему. Помочь в таких ситуациях могут два варианта приспособлений (рис.4): магнитный контакт и зажим типа «крокодил». Обе самоделки предельно просты в изготовлении, быстро и удобно крепятся.
При отсутствии должного контакта достаточно их немного потереть о деталь.
Рис. 4. Варианты приспособлений для контакта «земля» - магнитный (а) и зажим типа «крокодил» (б):
1 - сварочный кабель; 2 - ручка; 3 - стальная накладка; 4 - кольцевой магнит-«прилипала»; 5- винт (количество и расположение - по месту установки); 6 - половина самодельной «зубастой челюсти» прищепки (из отрезка стальной трубы подходящего типоразмера, 2 шт.); 7 - стальная ось, расклёпанная с двух сторон; 8 - пружина.
Неплохо также оснастить сетевую обмотку СТ стандартным автоматом АП, рассчитанным не менее чем на 30 А, - с его помощью удобно отключать трансформатор в паузах между сваркой. Это значительно сэкономит электричество, создаст благоприятные условия для своевременного охлаждения аппарата, сделает работу более безопасной.
Ну а наличие мощного выпрямителя (рис.3) позволит, как уже отмечалось, использовать получившийся агрегат при зарядке аккумуляторов или организации многопостового питания, например, низковольтных паяльников и электровыжигателей в школьных кружках «Умелые руки». Более того, такой агрегат поистине незаменим, например, при производстве гальванических работ на дому или запуске автомобиля в холодных условиях.
Очень интересным и перспективным является оснащение СТ дополнительной обмоткой, содержащей всего лишь один полный виток из отожжённой медной шины 5x50 мм или толстого многожильного медного кабеля диаметром около 20 мм (с концевиками из отрезков толстостенной медной трубы). Как показала практика, с помощью такой обмотки можно выполнять горячую свободную ковку, закалку и воронение, пайку и наплавку; гибку металлической полосы, трубы, толстого стального прута, «кругляка», хрупкой проволоки; литьё олова, цинка, свинца; отвинчивание «прикипевших» болтов, шпилек и гаек; точечную сварку, горячую посадку и ряд других операций.
Как же производить плавную регулировку тока? Да хотя бы упоминавшимся выше способом - корректировкой силовой (кабельной) обмотки. При сматывании части её с магнитопровода уменьшается напряжение с одновременным увеличением тока от СТ, зато ухудшаются, в частности, условия зажигания дуги.
И наоборот: домотка кабеля приводит к возрастанию трансформируемого напряжения с одновременным снижением силы тока, отдаваемого в нагрузку. Электродуга при этом лучше зажигается.
Или другой вариант, когда сварочный кабель подключают к изделию не напрямую, а через несколько витков провода с высоким сопротивлением (например, нихромовым). Сколько резистентных витков - столько и ступеней регулировки сварочного тока. Дуга зажигается во всех случаях почти одинаково.
Регулировку тока СТ можно осуществить с помощью комбинированной задвижки, выполненной из трансформаторной стали и цветного металла. В этом случае на магнитопроводе выполняется поперечный пропил.
Сантехники, автомобилисты, ремонтники и просто любители мастерить все своими руками, этот «сварочник» со столь универсальными свойствами - для вас.
Читайте также: