Сварка неплавящимся электродом в защитных газах
Обновлено: 20.09.2024
Дуговая сварка неплавящимся электродом в среде защитного газа получила название TIG и нашла широкое применение как средство соединения цветных металлов, склонных к оксидированию на открытом воздухе. Тем не менее этот метод может эффективно использоваться и для сварки черных металлов.
Преимущества и недостатки TIG-сварки черных металлов
По сравнению с обычной электродуговой сваркой метод обладает такими достоинствами:
- возможность качественного сваривания разнородных материалов (например, углеродистой стали с нержавеющей);
- малая зона прогрева и, как следствие, снижение вероятности прожига тонкого металла и отсутствие термических деформаций;
- возможность выполнения длинных непрерывных швов при постоянной подаче присадочной проволоки;
- предотвращение попадания воздуха и загрязнений в сварочную ванну;
- низкие требования к качеству присадочного материала;
- отсутствие необходимости в обработке готового шва;
- высокая скорость сваривания;
- аккуратность шва;
- простота обучения работе.
Недостатков у сварки неплавящимся электродом в защитной среде не так уж и много. Прежде всего, это необходимость тщательной обработки стыка перед проведением работ, иначе велик риск образования полостей в шве, чем особенно грешат высокоуглеродистые стали. Также нужно учитывать, что конструкция горелки делает неудобным ведение электрода под острым углом, а после розжига дуги вне стыка остается след, который необходимо удалять механически.
Кроме того, может быть затруднена работа на открытом воздухе – ветер будет выдувать защитный газ, а это приведет к его перерасходу.
Технология TIG-сварки
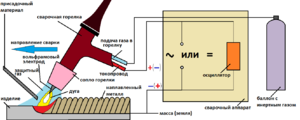
Сварка проводится вольфрамовым или вольфрамсодержащим электродом, который закрепляется в контактной трубке сварочной головки. Помимо электрического контакта со сварочным трансформатором, головка соединяется гибким шлангом с газонагнетательной системой, содержащей инертный газ. Процесс сваривания начинается с подачи газа, за которой следует поджиг дуги и поступление присадочной проволоки в сварочную ванну.
Перед тем как приступать к выбору расходных материалов и расчету параметров сварки, нужно понять, какой металл вы собираетесь варить. Наиболее распространены четыре варианта:
- (до 0,25%) – относятся к хорошо свариваемым материалам. Для предотвращения хрупкости шва рекомендуется предварительный прогрев заготовок в печи до 150-200℃.
- Среднеуглеродистые стали (0,25-0,45%) – трудно свариваемые. Требуют обязательного прогрева до 150-400℃ (зависит от конкретной марки стали), а также последующей термообработки в виде отжига или отпуска.
- Легированные и высокоуглеродистые стали (более 0,45%) – ограниченно свариваемые. Эти металлы относятся к конструкционным, а потому не рекомендуются к сварке. Допускается соединение заготовок, не несущих существенных нагрузок, при условии их защиты от резких перепадов температуры. (более 2,41%) – требуют особого режима сварки с предварительным прогревом, предпочтительна работа плавящимся, а не вольфрамовым электродом. Соединения, выполненные методом TIG, не должны испытывать значительных механических нагрузок.
Для снижения температурного воздействия на околошовные зоны используются охладительные радиаторы из меди или других теплопроводных металлов.
Выбор и подготовка вольфрамовых электродов
Использование вольфрама в качестве основного материала электродов для TIG-сварки оправдано крайне высокой температурой его плавления (около 3380℃). Содержание этого металла в электроде обычно составляет 97,0-99,5%, остальное приходится на долю легирующих материалов. Они же задают классификацию изделий:
- Оксид тория – электроды переменного тока, стойкие к перегрузкам. Важно учитывать, что пыль таких изделий (выделяется при заточке, а иногда и при использовании) опасна для здоровья.
- Оксид церия – электроды переменного тока для сварки тонких и хрупких заготовок, позволяют легко и быстро поджигать дугу.
- Оксид лантана – электроды способны работать как с постоянным, так и с переменным током. Рекомендуются для кратковременных циклов и относительного малого ампеража, очень долговечны.
- Оксид циркония – электроды переменного тока со стабильной дугой, способствуют самоочистке сварочной ванны.
- Оксид иттрия – электроды постоянного тока, крайне долговечны, рекомендуются для ответственных соединений.
Диаметр электрода выбирается в соответствии с толщиной свариваемых заготовок. Условно эту зависимость можно представить в таком виде:
| Толщина заготовки, мм | Диаметр электрода, мм |
| 0,5 | 1,0 |
| 1,0 | 1,6 |
| 2,0 | 2,0 |
| 3,0 | 3,0 |
| 4,0 | 3,0-4,0 |
| 5,0 | 3,0-5,0 |
| более 5 | 3,0-6,0 |
Длина заточки электрода зависит от требуемых величин глубины и ширины шва, обычно она составляет 50-200% диаметра. «Острие» притупляется до 5-10% диаметра – это обеспечивает стабильное горение дуги.

Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Как выбрать присадочный материал
Для аргонодуговой сварки неплавящимся электродом используют присадочные прутки и проволоки без флюсовых оболочек, так как роль защиты сварочной ванны играет инертный газ. При этом материал может включать щелочные, щелочноземельные и цветные металлы для снижения пористости шва, сдерживания разбрызгивания, защиты прутков от коррозии и др. Широкое распространение получили такие модели присадок:
- Св.-08Г2С – стальной пруток с содержанием кремния и марганца, используется для сварки низко- и среднеуглеродистых сталей, в том числе для конструкций, работающих под нагрузкой;
- ER 70S-6 – импортный омедненный пруток для сталей с любым содержанием углерода, не требует зачистки перед подачей в сварочную ванну;
- ER-308 (и его отечественные аналоги: СВ-06Х19Н9Т, СВ-01Х19Н9, СВ-04Х19Н9) – стойкий к химическим средам пруток для сварки нержавеющих сталей, предотвращает развитие межкристалльной коррозии, включает кремний и марганец;
- ER-316 и Св-04Х19Н11М3 – прутки для сварки хром-никель-молибденовых сталей с высоким пределом текучести и низким показателем относительного удлинения.
Толщина присадочного материала зависит от толщины свариваемых заготовок, способа обработки их кромок и выбранной силы тока.

Примерная стоимость проволоки для сварки ER 70S-6 на Яндекс.маркет
Для сваривания листовой стали толщиной менее 1 мм используются 1,0-миллиметровые прутки, заготовкам толщиной 1,0-2,5 мм соответствуют прутки диаметром 1,6 мм, скорость их подачи составляет 0,3 м/мин. Толстолистовые заготовки сваривают с использованием прутков диаметром 2,0-4,0 мм.
Режимы аргонодуговой сварки листовой стали неплавящимся электродом
При сварке методом TIG крайне важно правильно выбрать значение силы тока. Если она будет недостаточной, дуга начнет блуждать, а от чрезмерно высоких значений начнет плавиться электрод. В большинстве случаев верной будет такая зависимость силы сварочного тока от диаметра электрода:
| Диаметр электрода, мм | Сила постоянного тока, А | Сила переменного тока, А |
| 1,0 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2,0 | 65-160 | 50-100 |
| 3,0 | 140-180 | 100-160 |
| 4,0 | 250-340 | 140-220 |
| 5,0 | 300-400 | 200-280 |
| 6,0 | 350-450 | 250-300 |
Напряжение дуги зависит от ее длины. Для получения наиболее равномерных и аккуратных швов необходима низковольтная дуга, то есть стабильная и как можно более короткая. Оптимальная длина – 1,5-3,0 мм, что соответствует напряжению в 11-14 В.
Поджиг дуги может производиться как классическим контактным, так и бесконтактным способом. Последний предполагает генерирование высокочастотного импульса сварочным аппаратом и необходим в том случае, когда короткое замыкание вольфрамового электрода на поверхность заготовки может нарушить ее свойства, например, при сварке коррозионностойких и легированных сталей.
Как происходит процесс сварки
Перед тем как приступать к TIG-сварке листового черного металла, поверхности стыка защищают механическим инструментом и обезжиривают. В случае необходимости проводится разделывание кромок, а также прогрев заготовок до температуры около 200℃. Дальнейший алгоритм включает такие операции:
- Обеспечение подачи защитного газа в зону стыка.
- Поджиг дуги в начале шва контактным или бесконтактным методом.
- Ведение электрода под прямым углом к оси заготовок или лучше с уклоном в 10-15° назад с одновременной подачей присадочного прутка под углом 45° к электроду.
- Одно- или многопроходная проварка шва стабильной непрерывной дугой длиной 1,5-3,0 мм.
- Обрыв дуги и прекращение подачи защитного газа через 15-30 секунд.
В случае необходимости проводится защита шва от быстрого остывания или последующая термообработка сваренных заготовок. С поверхности шва механически удаляются шлаки и другие загрязнения.
Аргонодуговая сварка неплавящимися электродами

Аргонодуговая сварка — это современная технология, которая не только позволяет повысить качество выполняемого соединения металлов, но и существенно упрощает работу с такими тугоплавкими металлами, как титан, медь и алюминий. Поговорим подробнее, что такое аргонная сварка, расскажем о ее преимуществах и недостатках.
Описание технологии

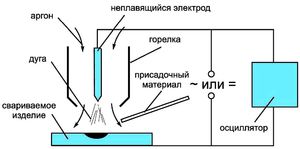
Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона. Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления. Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Если ранее эта технология была доступны лишь профессионалам, то сегодня с появлением относительно простых и универсальных в использовании сварочных аппаратов, выполнять такую работу может каждый.
В зависимости от характеристик соединяемых металлов и оборудования используются два типа электродов: неплавящиеся и плавящиеся.
Из неплавящихся наибольшее распространение получила технология с применением вольфрамовой проволоки, что позволяет получать прочные соединения двух разнородных металлов. А вот плавящиеся электроды могут использоваться при ручной и полуавтоматической сварке, когда соединяются одинаковые или близкие по характеристикам тугоплавкости металлы.
Принцип работы сварочного оборудования
Сварочное оборудование состоит из следующих элементов:

- самого сварочного аппарата, у которого напряжение холостого хода составляет не менее 60 вольт;
- осциллятора, который повышает сетевое напряжение до уровня в 6 000 вольт;
- силового контрактора, отвечающего за подачу напряжения от сварочного аппарата на горелку;
- керамической горелки;
- устройства для обдува сварочной зоны;
- баллона с аргоном или другим инертным газом;
- присадочной проволоки и неплавящихся электродов.
Ручная аргонодуговая сварка не представляет особой сложности. Выполняется очистка и подготовка соединяемых металлов, осуществляется настройка и выбор режима работы. Далее сварщик зажигает горелку, после чего начинается подача газа к непосредственному участку сварки. Газовой горелкой расплавляют соединяемые элементы и аккуратно падают в зону соединения электрод или же сварочную проволоку. Единственный нюанс состоит в том, что отключать подачу защитного газа следует приблизительно через 10−15 секунд после выключения горелки.
Классификация режимов аргонодуговой сварки
Приведенная ниже классификация режимов аргонодуговой сварки позволит правильно подобрать электроды и оборудование.
- Автоматическая, с использованием неплавящихся электродов ААД.
- РАД сварка электродами с маркировкой для ручной работы.
- Дугово-аргоновая автоматическая, с применением плавящихся электродов ААДП.
Как правильно выбрать режим
Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Наибольшей популярностью сегодня пользуются ААД и РАД сварка. А вот профессионалы, которым нужно выполнять большой объем работ, используют мощные полностью автоматические установки.
Рекомендации

При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
Для выполнения глубоких и узких швов следует выдерживать продольное движение горелки и электрода. При этом поперечных движений следует избегать.
Неплавящийся электрод и присадочная проволока должны находиться в зоне сварки и полностью прикрываться аргоном. Это защитит сварной шов от воздействия азота и кислорода.
Подача присадочной проволоки выполняется равномерно и плавно, так как быстрая и резкая подача проволоки приведет к разбрызгиванию металла, отчего пострадает качество шва.
Наличие у сварного шва выпуклой или округлой формы свидетельствует о том, что соединение выполнено не должным образом. Проплавлением поверхности в этом случае не обойтись.
Присадочную проволоку следует подавать перед горелкой, при этом держать ее под небольшим углом, что позволит обеспечить минимальную ширину сварочного шва и отличное проплавление металла.
Прекращать подачу инертного газа сразу же после завершения сварки не рекомендуется, так как может пострадать антикоррозийная защита соединения.
Стыки соединяемых деталей следует перед началом работ обезжирить и зачистить.
Преимущества и недостатки этой технологии
К преимуществам РАД технологии можно отнести следующее:

- Аргон обеспечивает качественную защиту шва от окисления.
- Вся работа выполняется при относительно невысокой температуре, поэтому свариваемые изделия сохраняют свою форму и размеры.
- Тепловая мощность дуги находится на высоком уровне, что позволяет существенно сократить время работы.
- Сама процедура несложная, поэтому обучиться ей может каждый.
- Есть возможность соединения различных по своим характеристикам металлов.
Особенности сварки неплавящимся электродом в среде защитного газа
Сварка (в частности, металлов) — это технологический процесс, в результате которого получают неразъёмное соединение за счет установления атомных связей между свариваемыми частями. Процесс производится при местном или общем нагреве, пластическом деформировании или при одновременном действии этих факторов. В результате взаимодействия детали и электрода между ними образуется электрическая дуга. За счет этого происходит плавление кромок заготовок.
Сварка неплавящимся электродом (также сварка в защитных газах неплавящимся электродом) — это разновидность сварки, в которой источником теплоты выступает дуговой разряд, возникающий между вольфрамовым или графитовым электродом и изделием. Этот тип является разновидностью методов дуговой сварки плавлением. Даная технология используется в основном для обработки алюминия, магния и их сплавов, а также прочих неферромагнитных металлов (например, нержавеющей стали, бронзы, меди, циркония, никеля).
Графитовые (угольные) электроды в настоящие время находят ограниченное применение. Используются обычно при изготовлении изделий, имеющих неответственное назначение. Наиболее часто в качестве неплавящего электрода используют стержни из вольфрама. Поскольку вольфрам при высоких температурах имеет весьма высокую химическую активность к кислороду, то процесс проводят в среде защитных газов: аргон, гелий и азот. Эти газы являются по отношению к вольфраму и вольфрамовым сплавам инертными.
Разновидности сварки
Выделяют 4 виды сварки неплавящимся электродом. Разделение происходит в зависимости от сложности работы и уровня механизации сварочного процесса.
- Ручная;
- Механизированная;
- Автоматизированная;
- Роботизированная.
Во время ручного вида рабочий ход горелки и смещение заготовки происходит ручным способом. При механизированном виде перемещение горелки происходит вручную, а подача присадочного материала — механически.
При автоматизированном варианте и перемещении сварочной горелки, и подача присадочного материала (проволока) полностью механизированы. Технологический процесс контролирует оператор.
В процессе роботизированного вида все технологические процессы автономны. Рабочие процессы происходят без вмешательства оператора, самостоятельно.
Описание процесса
Неплавящиеся электроды
Как уже упоминалось, используют неплавящиеся электроды двух видов: угольные (или графитовые) и вольфрамовые. Первые используются теперь редко и для неответственных конструкций. Вольфрамовые используются намного шире и чаще. Их толщина от 0,5 мм до 10 мм. Сам стержень может быть как из чистого вольфрама, так и иметь в составе различные примеси: лантан, торий, иттрий. Сплавы по сравнению с чистым материалом имеют лучшие показатели эрозивной стойкости, а также лучше держат токовую нагрузку. Диаметр стержня подбирают в зависимости от силы используемого тока и толщины заготовок, которые сваривают.
Параметры технологичного процесса
Наиболее часто при сварке неплавящимся электродом используют постоянный ток прямой полярности, так как в этом режиме происходит максимальная проплавка металла деталей, которые подлежат соединению. Это достигается за счет эффективного использование энергии: до 85% тепловой энергии идет на проплавку деталей, до 7% - на нагрев электрода, остальное — лучевые потери.
При работе с алюминиевыми заготовками пользуются постоянным током обратной полярности. В этом случае потери тепла могут составить до 50% и при сварке стали такой режим нецелесообразен.
При использовании переменного тока оборудование дополнительно укомплектовывается стабилизатором (необходим для стабилизации электрической дуги) и компенсатором тока.
Сварочное оборудование
Для ручного вида сварочное оборудование включает в себя такие компоненты:
- Генератор постоянного/переменного тока;
- Набор горелок для разных токов;
- Прибор первичного возбуждения дуги (и ее стабилизации);
- Газовое оборудование;
- Средства управления сваркой и газовой блокадой.
Автоматическое оборудование также включает в свой состав генератор тока и сварочный агрегат, который характеризуется такими параметрами: значения сварного тока, напряжение, скорость сварки, диаметр неплавящегося электродного прута, диаметр присадочной проволоки, скорость подачи присадки, расход тяжелого газа.
Преимущества и недостатки
Данный технологический процесс получил наибольшее распространение при работе с цветными металлами и легированными сталями. Он обладает рядом как преимуществ, так и недостатков. К основным преимуществам следует отнести:

- Возможности минимального деформирования в свариваемых металлах из-за маленькой зоны прогрева;
- Высокое качество соединения за счет использования защитных газов, которые вытесняют кислород;
- Относительно большая скорость выполнения работ;
- Минимальные трудозатраты на последующую обработку шва;
- Относительно широкий спектр свариваемых материалов.
Основные недостатки таковы:
- При работе на улице создается возможность выдува защитного газа из зоны сварки. Для борьбы с этим явлением используют заграждения или увеличивают подачу газа, что приводит к увеличению его расхода;
- Относительно качественная подготовка металлов перед сваркой;
- Неудобство при работе под острым углом из-за особенностей конструкции горелки;
- Необходимость зачистки места розжига вне зоны сварки.
Сварочные источники для сварки неплавящимся электродом в инертном газе
Требования к источнику питания определяются родом сварочного тока (постоянный, переменный) и характером его модуляции (непрерывный, импульсный униполярный, импульсный разнополярный, высокочастотный), которые в свою очередь зависят от марки и толщины свариваемого металла.
Источник постоянного тока рекомендуется для сварки большинства материалов средних толщин за исключением алюминиевых сплавов. Сварка выполняется, как правило, дугой прямой полярности (минус на электроде). В сравнении с дугой обратной полярности здесь более благоприятное распределение тепла дуги, поскольку большая его часть идет в анод—свариваемое изделие. Это позволяет увеличить токовую нагрузку на электрод и благодаря этому поднять производительность. Обычно источник представляет собой выпрямитель, состоящий из трансформатора и выпрямительного блока на диодах или тиристорах. Возможно использование и инверторного выпрямителя.
Источник переменного тока используют при сварке алюминиевых сплавов. На него распространяются все вышеизложенные требования, относящиеся к источнику постоянного тока. При этом необходимо учитывать различие физических свойств тугоплавкого вольфрамового электрода и сравнительно легкоплавкого основного металла — алюминия.
Импульсный источник для сварки пульсирующей дугой рекомендуют для соединения деталей малой толщины, поскольку при правильном подборе параметров импульса и паузы удается снизить опасность прожога. Программное управление током осуществляется с помощью маломощного генератора импульсов — полупроводникового мультивибратора.
Источник разнополярных импульсов предназначен для сварки алюминиевых сплавов. Обычно он имеет два силовых канала, каждый из которых включает в себя трансформатор и выпрямительный блок. Один канал предназначен для питания дуги прямой полярности, другой — дуги обратной полярности. С помощью силового полупроводникового коммутатора каналы попеременно подключаются к дуге, генерируя прямоугольные импульсы прямой и обратной полярности.
Высокочастотный источник обычно создаётся на базе инверторного.
Вспомогательные оборудование для сварки в инертных газах
Осцилляторы и возбудители используются для начального зажигания дуги без короткого замыкания электрода на изделие. Они представляют собой источники высокого напряжения и высокой частоты, способные вызывать искровой разряд между электродом и деталью. Для пробоя межэлектродного промежутка длиной 1 мм в воздухе требуется напряжение около 1 — 3 кВ, в аргоне напряжение пробоя снижается. Серийные осцилляторы и возбудители изготовляются на напряжение 2 — 20 кВ. Ток разряда достигает 1 — 10 А, а его энергия 0,05 — 1 Дж. Пробой межэлектродного промежутка приводит к его ионизации, благодаря чему возникает дуга от основного источника. Частота разряда у серийных осцилляторов и возбудителей составляет 100 — 1000 кГц. При такой частоте высокое напряжение безопасно для сварщика, поскольку высокочастотный ток протекает по поверхностным участкам тела и поэтому не вызывает электролиза крови и не повреждает жизненно важных органов. Различают поджигающие устройства непрерывного действия (осцилляторы) и импульсные (возбудители). С основным источником они могут включаться последовательно и параллельно.

Рис. 1. Принципиальная схема осцилляторов параллельного и последовательного включения
Достоинством осциллятора является высокая эффективность бесконтактного зажигания дуги. Его недостатки — низкая надежность разрядника и опасность поражения сварщика высоким напряжением низкой частоты. Разрядник нуждается в частой зачистке вольфрамовых электродов и настройке расстояния между ними. Поражение сварщика высоким напряжением (до 6 кВ) низкой частоты (50 Гц) возможно при попадании напряжения со вторичной обмотки трансформатора T1 непосредственно на дугу, от этого защищает конденсатор C6 и предохранитель F2. Также обязательно заземление корпуса осциллятора.
Недостатком осциллятора параллельного включения является еще и необходимость в громоздком дросселе L. У осциллятора последовательного включения, представленного на рис. 1, такого недостатка нет. Хотя катушка связи L4 этого осциллятора соединена последовательно с основным источником, высокочастотный ток замыкается по цепи L4 — С — дуга. В этой цепи высокое напряжение осциллятора почти полностью приложено к дуге, а источник шунтирован конденсатором C, имеющим малое сопротивление для высоких частот. Недостатком такого осциллятора являются большие размеры катушки связи L4, по которой идет сварочный ток. Поэтому осцилляторы последовательного включения изготовляют на ток не более 400 А, в качестве примера можно привести осциллятор.
Главным преимуществом импульсных возбудителей в сравнении с осцилляторами является отсутствие опасного высокого напряжения низкой частоты. Некоторые из них не имеют и разрядников, что повышает их надежность и снижает уровень радиопомех.
Импульсный стабилизатор предназначен для повторного зажигания дуги переменного тока,особенно при переходе к полупериоду обратной полярности. При сварке алюминия неплавящимся электродом стабилизатор должен генерировать пиковый импульс с амплитудой напряжения Uи = 200 — 600 В. Стабилизатор с частотой следования импульсов 50 Гц стимулирует зажигание дуги только обратной полярности, с частотой 100 Гц — дуги и обратной, и прямой полярности.
Устройства подавления постоянной составляющей переменного тока улучшают условия работы с варочного трансформатора, при этом подавление может быть полным или частичным.Простейшее устройство подавления включает в свой состав диод и резистор. Ток обратной полярности идет беспрепятственно через диод. Ток прямой полярности идет через резистор и поэтому снижается. При переходе на новый режим резистор необходимо заново настраивать. Этот способ из-за больших потерь в резисторе рекомендуется только для маломощных источников.
Источники постоянного тока для сварки в инертных газах
Пост аргоно-дуговой сварки на постоянном токе можно собрать на основе источника общепромышленного назначения. Для этих целей пригодны выпрямители для ручной сварки с крутопадающей характеристикой, например, серии ВД, или тиристорные выпрямители серии ВДУ. Кроме того, необходимы осциллятор или возбудитель, дополненные фильтром высокой частоты. Однако более эффективно использование комплектных специализированных источников, описываемых ниже. Подробно рассмотрим конструкцию специализированной инверторной установки УДГ-350 (рис. 72). Она предназначена для аргоно-дуговой сварки как непрерывной, так и пульсирующей дугой. В ее состав входят автоматический выключатель QF, сетевой фильтр C1—С6, L1—L3, сетевой выпрямительный блок VD, сглаживающий дроссель L4 и четыре транзисторных

Рис. 2. Упрощённая схема установки УДГ-350 УХЛ4
инверторных модуля A1—A4. Каждый инверторный модуль в свою очередь собран из 10 транзисторов по ранее описанной однотактной полумостовой схеме. В составе каждого модуля имеются собственный высокочастотный трансформатор и выпрямительный блок с фильтром. Благодаря этому повышается надежность работы источника, поскольку после выхода из строя одного из модулей установка продолжает работать, хотя и при меньшем токе. Частота инвертора достигает 16 кГц. Внешние крутопадающие характеристики сформированы за счет обратной связи по току, установка обеспечивает плавное регулирование тока с высокой кратностью, а также плавное нарастание тока и заварку кратера. Предусмотрена индикация работоспособности отдельных узлов, что облегчает пуско-наладочные работы. Подобное устройство имеют установки УДГ-1601 иУДГ-2504, а также выпрямитель ВДЧИ-252.
Источники переменного тока для сварки в инертных газах
Пост аргоно-дуговой сварки на переменном токе можно собрать из сварочного трансформатора с механическим регулирующим устройством типа ТДМ или СТШ,возбудителя-стабилизатора ВСД-01 или БП-80 и конденсаторной батареи для подавления постоянной составляющей тока. При сварке на малых токах, если допустимо контактное зажигание дуги, используют трансформаторы ТДК-315 или«Разряд», укомплектованные импульсными стабилизаторами дуги на 50 или 100 Гц.Ниже описаны более эффективные комплектные источники.
Подробно рассмотрим конструкцию специализированной установки УДГ-501-1 (рис. 3). В состав установки входят автоматический выключатель QF, пускатель K1, силовой трансформатор T с переключателем S, диодно-тиpистоpное устpойство VD, VS, блок поджига G с фильтром L, C1, а также не показанные на схеме вентилятор, газовый клапан и система
управления. Силовой трансформаторT с подмагничиваемым шунтом имеет крутопадающую характеристику. Для ступенчатого регулирования тока используют переключатель S, в положении II он обеспечивает параллельное соединение катушек первичной и вторичной обмоток, при котором ток в 3 — 4 раза выше, чем при последовательном соединении, получаемом в положении I. Плавное регулирование тока осуществляется с помощью обмотки шунта, которая получает питание от блока A через резистор R2 «Ток». Заварка кратера обеспечивается плавным снижением тока обмотки шунта при разряде конденсатора C2 на переменный резистор R3 «Время заварки».
Универсальные по роду тока источники
Желательно,чтобы один источник годился для сварки алюминиевых сплавов на переменном токе и остальных металлов на постоянном. Такой источник называют универсальным по роду тока.
Установка УДГУ-302 УХЛ4 (рис. 4) имеет в своем составе автоматический выключатель QF, контактор K, силовой трансформатор T1 с увеличенным рассеянием, вентильный блок V1 — V6, блок подпитки V7, V8, R, импульсный

Рис.4. Упрощённая схема (а), осциллограмма переменного (б) и
постоянного (в) тока установки УДГУ-302 УХЛ4
стабилизатор A1 и возбудитель дуги A2. При сварке на переменном токе работают диод V1, нерегулируемый, т.е. полнофазно включаемый тиристор V3 и попеременно включаемые регулируемые тиристоры V5, V6. Так, в полупериоде прямой полярности ток идет по цепи T1—V5—дуга—V1—T1, а в полупериоде обратной полярности по цепи T1—V3— дуга—V6—T1. С помощью тиристоров V5, V6 не только регулируется ток и формируется падающая характеристика, но еще и подавляется постоянная составляющая. При сварке на постоянном токе работают диод V1 и тиристоры V2, V4, V5, образуя несимметричную однофазную мостовую схему выпрямления, в которой поочередно работают то пара вентилей V1, V5, то пара V2, V4. При сварке на постоянном и переменном токе используется блок подпитки. При сварке на постоянном токе подпитка при указанном на схеме положении контакта S образована диодами V7, V8 и балластным реостатом R. При сварке на переменном токе контакт S переключается, поэтому подпитка выполнена прямо от трансформатора T1 через балластный реостат R. Осциллограмма переменного тока показана на рис. 4,б, а постоянного тока — на рис. 4,в.
Источники разнополярных импульсов
Источник с индуктивными накопителями энергии (ИНЭ) И126 предназначен для сварки алюминия разнополярными импульсами (рис. 5). В его состав входят два автономных источника постоянного тока — регулируемые выпрямители G1 и G2, а также индуктивные накопители — дроссели L1 и L2, разделительные диоды VD1 и VD2, тиристорный коммутатор VS1, VS2 и коммутирующий конденсатор C. Как видно, выпрямитель G1 с накопителем L1 питает дугу прямой полярности по цепи G1—L1— дуга—VD2—VS2, а выпрямитель G2 c накопителем L2 питает дугу обратной полярности по цепи G2—L2— дуга—VD1—VS1.

Рис. 5. Силовая часть схемы источника
разнополярных импульсов И-126
При колебаниях напряжения дуги ток импульса благодаря высокой электромагнитной инерции накопителей практически не меняется, следовательно, крутопадающая внешняя характеристика в источнике с ИНЭ формируется параметрически. Для начального зажигания дуги источник комплектуется осциллятором параллельного включения G3 с фильтром высоких частот. Система управления обеспечивает плавное нарастание тока в начале и плавный спад в конце сварки.
Источники сИНЭ могут генерировать и униполярные импульсы для сварки пульсирующей дугой дpугих металлов за исключением алюминия.
Высокочастотные источники для сварки в инертных газах
В качестве примера рассмотрим источник ИПИД-80 (рис. 6). В его состав входят понижающий трансформатор T, неуправляемый выпрямитель VD, транзисторный регулятор мощности VT1, коммутатор высокочастотных импульсов VT2, осциллятор G и система управления. Транзисторный регулятор VT1 осуществляет широтно-импульсное регулирование режима с частотой 1 — 2 кГц. Он состоит из двух транзисторных ключей, работающих со сдвигом по фазе на 180″.

Рис. 6. Блок-схема высокочастотного источника ИПИД-80
Регулятор, используя сигналы обратной связи по току и напряжению, формирует необходимые внешние характеристики. Благодаря высокому быстродействию транзисторного регулятора источник может быстро переходить от одного типа характеристики к другому. Так, при контактном поджиге дуги в течение десятых долей секунды используется крутопадающая характеристика, что предотвращает перегрев вольфрамового электрода. После этого за тысячные доли секунды источник переходит к работе с пологопадающей характеристикой, при которой благодаря своеобразному саморегулированию по плавлению основного металла стабилизируются размеры сварочной ванны.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разновидности и особенности сварки неплавящимся электродом в среде защитного инертного газа
При сваривании неплавящимся электродом дуга возникает между электродом, находящимся в горелке, из которой подается защитный газ, и изделием. Для образования шва при этом в сварочную ванну подается присадочный материал. Если сварка ручная, то присадка подается непосредственно сварщиком, если автоматическая, процесс происходит без его участия.
Данный способ сваривания используется для сваривания неферромагнитных материалов, среди которых: магний, алюминий, цирконий, никель, титан, бронза, медь, нержавеющая сталь и другие. Этот метод сварки позволяет сварщику тонко чувствовать глубину проплавления металлов, что способствует хорошему качеству шва. При ручной сварке специалист сам управляет горелкой и присадочным материалом, что избавляет изделие от непроваров и других дефектов сварочного шва.
Область применения метода
Этот метод применяется в основном для сваривания тонкостенных цветных металлов. Он используется в производстве велосипедов, изготовлении различных заготовок. С его помощью изготавливаются различные предметы интерьера из нержавеющей стали и других материалов. Последующая обработка шва делает его практически незаметным.
Неплавящиеся электроды и их типы
На сегодняшний день при изготовлении металлоконструкций с помощью описываемого способа используются такие виды электродов:
- вольфрамовые. Наиболее распространенный вид, используемый при сварке неплавящимся электродом. Представляет собой стержень диаметром 1-4 мм. Вольфрам имеет очень высокую температуру плавления, что позволяет применять этот материал для изготовления электродов. Делятся на стандартные, иттрированные, лантанированные, торированные;
- угольные. Часто применяются для сварки изделий из цветных металлов и сталей, имеющих малую толщину стенок и для воздушно-дуговой резки металлов. Используются как с присадкой, так и без, могут складываться по линии сварки или подаваться непосредственно в сварочную ванну. Сварочный процесс при использовании этих материалов проводится на токе величиной не больше 580 А;
- графитовые. Особенно активно эти электроды применяются при работе с кабелями из меди. Отлично приспособлены к обработке, устойчивы к температурному воздействию и не подвержены быстрому износу. Благодаря всем этим качествам, весьма распространены на отечественном рынке.
Технология, особенности и оборудование необходимое для сварки
Способ сваривания неплавящимся электродом чаще всего применяют для соединения металлов с толщиной не более 5-6 мм, но это не значит, что его нельзя использовать для сваривания более толстостенных металлов. При сварке без применения присадки шов формируют, оплавляя кромки металла, при использовании присадки она подается в место формирования шва по тому же принципу, что и сварочная проволока при газосварке.
Оборудование, необходимое для сварки неплавящимся электродом, включает в себя:
- источник сварочного тока, на котором расположен регулятор силы тока, и вольтметр с амперметром для контроля процесса регулирования;
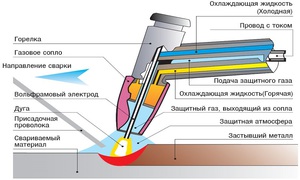
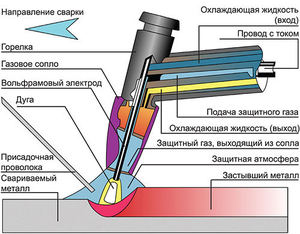
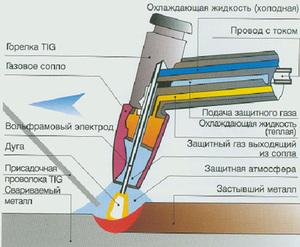
- TIG-горелку и рукав, которые подсоединяются к сварочному источнику. По рукаву на горелку подается защитный газ, в случае с использованием водяного охлаждения подается также охлаждающая жидкость;
- газовый баллон с защитным газом, подсоединенный с помощью рукава к источнику сварочного тока и оборудованный регулятором расхода и расходомером газа;
- обратный кабель для соединения изделия с источником сварочного тока.
При автоматической сварке используются автоматизированные системы для подачи изделий и управления инструментами для сварки.
Аргонная сварка неплавящимся электродом выполнятся переменным (TIG-AC) и постоянным (TIG-DC) токами. При сварке постоянным током может применяться обратная и прямая полярности. Если электрод подключен к плюсовому полюсу источника сварочного тока, то полярность является обратной, и в таком случае для сваривания применяются электроды большего диаметра, чем при прямой. Сваркой на переменном токе пользуются в основном для соединения беррилия, магния и алюминия, имея при этом не такую хорошую стабильность дуги, как на прямом токе, что, впрочем, исправляется наличием режима импульсной сварки на некоторых сварочных аппаратах.
В процессе сваривания длина дуги должна составлять 1,5-3 мм, её напряжение — 22-34 В. Размер вылета неплавящегося электрода не должен быть больше 3-5 мм, а в случае со стыковыми и угловыми швами — не более 5-7 мм.
В роли защитного газа чаще всего используются аргон или смесь аргона с гелием, они немного ухудшают стабильность сварочной дуги, но при этом усиливают её энергию, тем самым увеличивая скорость сварки. Для сваривания изделия толщиной до 10 мм применяют левый тип положения горелки для того, чтобы защитный газ имел прямой доступ к месту формирования шва. Для сварки более толстостенных материалов способ меняют на правый.
Читайте также: