Сварка неповоротного шва газом
Обновлено: 02.05.2024
Сварка – это процесс установления связей между атомами частей труб при их пластическом деформировании или нагревании. Иногда нагревание и пластическое деформирование применяются одновременно (ГОСТ 2601-84).
Правильная сварка различных труб встречается в двух вариантах: сварка труб плавлением и сварка давлением. Металл по кромкам свариваемых элементов плавится от источника нагревания – этот процесс именуют плавлением. Если металл деформируется пластически по краям свариваемых частей путем их сжатия под давлением, то это сварка давлением. В последнем случае температура ниже, чем температура плавления.
К сварке плавлением также относят сварку газом. В данной технологии применяется пламя газов, сжигаемых в горелке. Сварка при помощи газа или их смеси начала использоваться с развитием массового производства таких газов, как водород, кислород и ацетилен.
Эти виды сварки применяются при соединении конструкций из меди и иных цветных металлов. Сварка газом в современном мире широко используется при строительстве. Выбор технологии зависит от марки труб, диаметра, толщины металла и иных факторов.
Сварка труб методом плавления подразделяется на:
- Электродуговую. В таком случае источником нагрева является электрическая дуга;
- Электрическую простую, при которой источник нагрева является расплавленный шпак с током, протекающим через него;
- Электронно-лучевую. Металлы расплавляются потоком электронов;
- Лазером. Металл плавится мощным пучком фотонов;
- Газом. Металл плавится с использованием газовой горелки. Эта технология наиболее оптимально подойдет для сварки труб для газопровода. Шов от газовой горелки получается плотным и аккуратным, что очень важно для этой системы.
Техника безопасности
Различные типы сварки (электричеством, газом и тому подобные) должны осуществляться на подготовленных площадках с установленным специализированным оборудованием. К нему можно отнести щиты для защиты от влияния электрической дуги и специальные ширмы. Подобные устройства защиты должны находиться в таком положении, чтобы люди, присутствующие при работе, но не участвующие в процессе, были также защищены от воздействия сварки.
Если производится процесс сварки трубы с большим сечением и массой свыше 20 килограммов, то в наличии должны быть транспортно-подъемные машины. Ширина подхода к месту должна быть не менее одного метра. Температура в здании, где производится сварка труб, должна составлять не менее +16 градусов Цельсия. К тому же, в помещении нужна вентиляция и достаточный уровень освещения на месте для работ по сварке.
Рабочие должна быть оснащены специальной защитной формой. Процесс сварки требует заземления частей устройства из металла, корпус и рабочий стол также обязаны быть заземлены. На всех проводах и кабелях изоляционный материал должен быть защищен от температурных и механических повреждений, не иметь дефектов.
Все элементы оборудования должны быть произведены из материала, устойчивого к высоким температурам. В случае неисправности в электрической цепи ремонтные работы может проводить исключительно электрик-профессионал при отключенном рубильнике.

Теперь приведем данные, как можно рассчитать массу и объем наплавленного металла.
Если брать в расчет общую длину электрода 47 сантиметров и площадь поперечного сечения шва, равное половине сантиметра, а также удельные объем наплавленного материала за 7,8 граммов на сантиметр, то объем вещества равен произведению удельного объема на сечение и на длину.
Если сечение обозначить буквой S, длину буквой L, а удельный объем Vуд, тогда общий объем наплавленного вещества равен произведению S, L и Vуд и равен 1880 граммам.
Масса наплавленного вещества равна произведению коэффициента наплавленного металла на объем и равен 1,88 кг/м3, если при работе применяются электроды вида ВСП-1 с коэффициентом 10.
Подготовка к проведению работ
Технология подготовки к началу работ по свариванию включает в себя следующие этапы: изначально необходимо подготовить металл, то есть провести на нем разметку, сборку и резку труб. Для этого необходимо установить части труб в изначальном положении и очистить каждое место стыка от ржавчины, шпака, грязи, слоя краски и иных наслоений. Затем нужно провести разметку с использованием угольника, рулетки и чертилки перенести размеры конструкции на металл с чертежа. Для этой цели можно применять использовать шаблон из металла. Стоит помнить, что части труб во время сваривания немного укорачиваются, поэтому при работах нужно оставлять припуск, исходя из погрешности 1 миллиметр на поперечный стык, а 0,1-0,2 на 1 миллиметр продольного шва.
В связи с тем, что большинство труб обладают сечением круглой формы, при заготовках частей труб чаще всего применяют термическую резку.
Примерно 30 % от общей количество времени процесса занимает сборка деталей под сварку. Во время сборки необходимо учитывать изготовителя изделий, диаметр труб, серию продукции и другие факторы. Для сборки применяют сварочные прихватки. Они представляют собой легкие швы с поперечным сечением до 1/3 полноценного шва. Размер прихватки зависит от диаметра трубы и толщины стенок и составляет от 20 до 120 миллиметров. Сварочные прихватки применяют для снижения вероятности смещения участков конструкции, что может вызвать трещины при охлаждении. При сварке электричеством или газом трубы с большим диметром и толщиной или сварке в неудобном расположении во время сборки используют механическое оборудование.

Если вам необходимо произвести зажигание дуги, то нужно произвести короткое замыкание трубы с концом электрода и оторвать электрод от поверхности конструкции. Расстояние примерно равняется величине диаметра покрытого электрода. Это необходимо для нагревания металла до определенной температуры в катодном пятне. При нагревании происходит выброс первичных электронов.
Для зажигания дуги используют технологию скольжения или впритык.
Во время зажигания впритык металл нагревается в месте короткого замыкания. При зажигании дуги по технологии скольжения металл прогревается сразу в нескольких местах на поверхности сварки изделия. Чаще применяется первый способ, второй, как правило, используется при сварке небольших труб с трудным расположением.
Технология сварки
После зажигания дуги сразу начинается процесс плавления металлов – электродного и основного. В зависимости от длины дуги определяется производительность работы и качество шва, поэтому очень важно выбрать правильную длину дуги. Подавать электроды в дугу необходимо со скоростью плавления электрода. Чем больше опыта у специалиста, тем лучше он справляется с удержанием длины дуги.
Дуга размером от 0,5 до 1,1 диаметра электрода является нормальной. Для того, чтобы точнее рассчитать точную длину дуги, нужно узнать, какой марки и типа электроды применяются. Также немалое значение имеет положение и значение места сваривание. Если дуга длиннее нормальных размером, то устойчивость горения понижается, потери на угар увеличиваются, глубина проплавления становится неравномерной, а шов неровным.
Для того, чтобы качественно выполнить шов, стоит обратить внимание на угол наклона электрода. Для работы в положении снизу угол наклона электрода обычно составляет от 10 до 30 градусов назад. Зачастую дуга направлена в ту сторону, куда направлены электроды. Правильный наклон, помимо надежного шва, дает еще и меньшую скорость остывания вещества.
Чтобы получить валик из металла необходимого размера, нужно производить колебательные действия электрода в перпендикулярном направлении. С использованием колебательных движений швы с размером валика от 1,5 до 4 диаметров электрода. Такие швы используются чаще всего.

Получение надежно проваренного корня достигается при помощи движения треугольников. Это движение производится с выполнением угловым швов с катетами шва свыше 6 миллиметров и стыковых кромок со скосом.
Швы можно разделить по способу их заполнения на многослойные, однослойные, многопроходные, однопроходные.
Многослойный шов является таким, если количество слоев соответствует числу проходов дугой. Подобные швы зачастую применяют на проблемных участках и местах стыков.
Многопроходные швы используются в тавровых соединения и в углах.
Для увеличения показателя прочности используются выполнения шва секциями, каскадом или блоками. Все данные швы производятся по технологии обратноступенчатой сварки.
Специфика сваривания поворотных стыков
При строительстве трубопроводных конструкций необходимо знать о том, что технологии сварки горизонтальных, поворотных и неповоротных стыков различаются между собой.
Сварка поворотных стыков осуществляется в три слоя. Изначально необходимо разделить стык на четыре условных части. Первые два свариваются, затем труба поворачивается на 180 градусов, затем трубу нужно повернуть еще на 90 градусов и заварить второй слой. Завершается этот процесс еще одним поворотом на 180 градусов, оставшиеся два отрезка повторно свариваются.
Во время сварки поворотных газовых труб из металла с диаметром не выше 200 миллиметров стык не делится на условные части, а сваривается с использованием сплошного шва при вращении труб во время сваривания. Второй и третий слой при сварке труб для газа осуществляются в противоположном направлении. Каждый новый слой должен перекрывать следующий примерно на 15 миллиметров.
Технология сварки неповоротных труб
Для неповоротных стыков тоже применяют технологию сварки в три слоя. При сварке неповоротных труб с толщиной 12 миллиметров каждый слой должен быть не выше 4 миллиметров в выше, а валик должен быть равен тремя диаметрам электрода в ширину. Каждый неповоротный стык сваривается поступательно-возвратным методом. Дуга не должна быть длинной (не больше 2 миллиметров). Каждый новый слой перекрывает предыдущий примерно на 25 миллиметров.

Специфика сварки стыков горизонтально
Во время сваривания горизонтальных стыков применяют электроды размером 4 миллиметра. Для создания шва электроды перемещаются возвратно-поступательным способом, создавая ниточный валик не выше 1,5 миллиметров. Второй валик закрывает новый. Изначально сила тока составляет менее 160 Ампер. Во время сваривания последний валиков используют 5-миллиметровые электроды и силу тока до 300 Ампер.
Правильный способ сваривания корня шва
При правильном сваривании корня газом и электричеством необходимо зачистить конец и начало под нож после варки, чтобы скрыть след от перехода на следующий электрод. Сварки корня вторым электродом нужно начать с уже защищенных и проваренных мест, покрывая их следующим слоем. Сварка корня, произведенная по этой технологии, позволяет создать очень надежный шов.
Во время сварки нередко можно обнаружить внутренние и наружные дефекты различного вида. К наружным дефектам относят брызги, пары микротрещины, вогнутый корень и тому подобные.
Технология сварки неповоротных стыков труб

Сварка Труб
Один из самых сложных видов сварочных работ — сварка неповоротных стыков трубопроводов различного назначения.
Основная сложность заключается в необходимости выполнения сварки в различных положениях (нижний, вертикальный, потолочный шов).
Подготовка к сварке
Существующая технология сварки неповоротных стыков требует тщательного подхода при выполнении подготовительных работ.
Этот этап по своей трудоемкости может занимать до трети рабочего времени:
- Соединяемые детали должны быть очищены от старой краски, ржавчины, выполняется этот этап чаще всего при помощи механической обработки.
- Выполняя разметку, стоит обращать внимание на то, чтобы рез был перпендикулярен оси трубы. При этом необходимо оставлять припуск (для поперечного стыка 1 мм, а для продольного до 0,2 мм на каждый мм шва), это связано с тем, что в процессе сварки длина заготовок уменьшится.
- Резка заготовки может выполняться абразивным электроинструментом (болгаркой) или термическим способом (кислородная резка), выбор зависит в основном от диаметра трубы.
- Заготовки должны быть совмещены между собой, при этом необходимо контролировать их соосность.
- Для первоначальной фиксации накладывают несколько прихваток. Они представляют собой легкие сварные швы, параметры которых зависят от размеров соединяемых труб, но одна прихватка не должна быть больше 20-120 мм по длине и более трети от сечения шва.
Технология работы с неповоротными стыками

Чаще всего применяется трехслойная технология наложения шва (коренной, заполнение кромок и лицевой шов). При этом все смежные сварные швы должны перекрываться минимум на 15-20 мм. Для труб, диаметр которых 9 мм, применяется налаживание 3 слоев (каждый по 3 мм), при этом необходимо выбирать режим работы с дугой минимальной длины (до 25 мм).
Сварка неповоротных стыков труб может выполняться по нескольким технологиям, большую роль играет пространственное положение заготовок.
Вертикальное расположение трубы
В этом случае технология практически не отличается от наложения горизонтального шва, единственная разница заключается в том, что по перемещению по окружности трубы необходимо менять угол наклона электрода.
- Корневой шов варится за два прохода, при этом, при налаживании второго валика необходимо проплавлять первый слой, это даст гарантию качества корня шва. Режим работы (величина сварочного тока и скорость выполнения работ) определяется исходя из толщины стенки трубы и величины зазора между соединяемыми элементами.
- Заполнение кромок может осуществляться на достаточно высокой скорости, при этом используется положение электрода углом назад или под прямым углом.
- Замки смежных слоев должны выполняться со смещением минимум на 5-10 мм.
- Лицевой слой наплавляется узкими валиками, от скорости сварки во многом будет зависеть плоскость получаемой поверхности.
Сварка горизонтально расположенных труб
Такие стыки варить самостоятельно стоит только в том случае, если уже есть существенный опыт выполнения других типов сварочных работ, например уже осуществлялась сварка поворотных стыков труб.
Как уже говорилось, основная сложность заключается в необходимости выполнения сварки в трех положениях — нижнее, вертикальное, потолочное.

Это требует постоянной регулировки силы сварочного тока, угла наклона электрода, изменения скорости выполнения работ:
- На каждом этапе процесс необходимо выполнять непрерывно.
- Для каждого из них необходимо выбирать определенную силу сварочного тока. При выполнении потолочного шва она должна быть увеличена (на 10-20%).
Трубы под углом 45 градусов
В данном случае сварной шов расположен под определенным углом к горизонту. В связи с этим исполнитель должен обладать универсальными навыками, позволяющими выполнять сварку в горизонтальном и вертикальном положении. Сварочный шов может быть сформирован только при выполнении многих манипуляций с электродом (смена направления сварки, изменение угла наклона).
Стоит в нескольких словах остановиться и на этой технологии, ведь сварка поворотных стыков труб должна быть освоена в совершенстве перед выполнением работ с неповоротными соединениями.
Выбор технологии в данном случае зависит только от диаметра свариваемых труб:
- При соединении газовых труб, (диаметром до 200 мм), сварка выполняется в несколько слоев без остановок. Для этого труба постепенно проворачивается по мере заполнения сварочного шва. Сварка поворотных стыков металлических газовых труб имеет свои особенности. Так 2 и 3 слои шва должны накладываться в противоположном первому слою направлении, замок (перекрытие предыдущего слоя) при этом не должно быть меньшим 10-15 мм.
- При сварке других труб небольшого и среднего диаметра их окружность делится на четыре сектора и выполняется их поэтапная проварка. После наплавления металла на первые два сектора труба поворачивается на пол оборота, после чего продолжается выполнение работ.
- При сварке труб значительного диаметра (более 50 см) окружность трубы делят на большее количество секторов (по 150-300 мм). Заполнение шва выполняется так же посегментно, сплошным наплавляется только лицевой (3 слой).
Выполнение неповоротных стыков требует существенного опыта выполнения сварочных работ, поэтому их выполнение стоит доверить профессионалам.
Особенно, если речь идет о трубопроводах с повышенными требованиями по герметичности сварных соединений.
Сварка неповоротных стыков труб
Применение автоматов для орбитальной сварки связано с широким использованием трубных конструкций в современной промышленности. Орбитальные сварочные головки необходимы в тех случаях, когда возникает необходимость избежать поворота самого свариваемого изделия (трубы) во время сварки: при сварке неповоротных стыков трубопроводов, приварке фланцев и отводов к трубам и вварке труб, штуцеров и патрубков в трубные доски.

Рисунок – Сварочный автомат ПРОТЕУС для сварки для сварки неповоротных кольцевых швов в защитных газах
Оборудование предназначено для выполнения заполняющих и облицовочных слоев при автоматической орбитальной сварке неповоротных стыков трубопроводов в защитных газах порошковыми проволоками. Комплект включает в себя: две головки для сварки, направляющий пояс, пульт дистанционного управления, программатор, блок питания, комплект сварочных кабелей, два сварочных источника ВД-506ДК. Стандартный механизм подачи проволоки установлен на головке.
Автомат сварочный ПРОТЕУС предназначен для автоматической орбитальной сварки неповоротных стыков трубопроводов диаметром от 426 до 2540 мм и толщиной стенки до 32 мм порошковыми проволоками.
Управление сварочным автоматом осуществляется программным методом. С помощью программатора задается 12 различных программ сварки. После этого программатор отключается от головки и хранится у технолога по сварке. Кроме того, посредством программатора может быть загружен набор параметров от головки, используемой для разработки требуемой технологии, на все головки ПРОТЕУС, используемых для сварки. Программатор защищен паролем, имеет индивидуальный номер, считываемый блоком управления ПРОТЕУС.
На блоке управления головки стоит переключатель программ с 1 по 12, чтобы сварщик мог переключать номера программ. Например, для сварки горячего прохода №1, для сварки первого заполнения №2, для сварки второго заполнения №3, для сварки облицовки №4 и т.д.
Корректировка режима при сварки производится с помощью пульта ДУ.


Рисунок – Орбитальная сварка труб
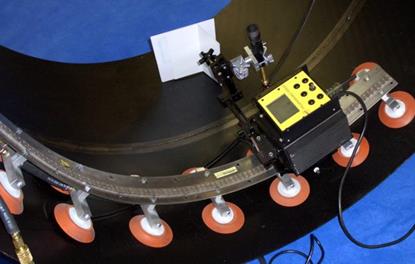
Рисунок – Оборудование для автоматической сварки внутри труб
Использование комплекса ПРОТЕУС для автоматической сварки в защитных газах неповоротных стыков позволяет обеспечить
1. Высокое качество сварных соединений при высокой производительности сварки (максимальная скорость подачи проволоки 15,2 м/мин).
2. Малый вес (12,5 кг) и размеры головки, что позволяет производить сварку в стесненных условиях, например, при 30см просвете между землей и нижней поверхностью трубы при минимальной физической нагрузке на оператора.
3. Удобное управление головками через пульт дистанционного управления, что исключает вдыхание операторами сварочных аэрозолей, улучшенная обзорность сварочной ванны в любых пространственных положениях, включая потолочное.
4. Модульная конструкция головки, которая позволяет минимизировать повреждения головки при ее случайном падении, повышает ремонтопригодность из-за поузловой замены блоков. Имеется возможность фиксированного ограничения вмешательства оператора в режимные параметры при сварке.
5. Единое универсальное исполнение как правой, так и левой конфигурации головки, быстрое снятие головки и направляющего пояса.
6. Усовершенствованная система управления головкой (неизменное количество колебаний горелки на каждый см пройденного пути, независимо от изменения скорости движения головки), возможность дистанционного управления напряжением на дуге при сварке от пульта дистанционного управления, соединенного со сварочным источником, наличие русифицированного программатора на 12 режимов сварки.
7. Зубчатый пояс, исключающий проскальзывание головки и исключающий появление брака при сварке.
8. Возможность проведения сварки на уклонах до 15 градусов.
На головке ПРОТЕУС нельзя несанкционированно изменить режим сварки, т.к. программатор хранится у руководителя работ. С помощью принтера можно определить с какого программатора вводился режим сварки.
Головки ПРОТЕУС имеют пульт ДУ с помощью которого можно корректировать режим сварки в пределах заданных руководителем работ.
Головки ПРОТЕУС не различаются на "правую" и "левую", а являются универсальными.
Горелка на головках ПРОТЕУС имеет возможность наклона во всех плоскостях, что актуально при сварке труб на наклонных участках.
Головки ПРОТЕУС не имеют общего корпуса, состоят из отдельных частей, закрепленных на раме.
Направляющие пояса на головках ПРОТЕУС рассчитаны на конкретный диаметр трубы. Не могут применяться на смежные диаметры труб.
Технология сварки газовых труб

Сварка газовых труб – это особая операция, выполнить которую может только опытный сварщик (котельщик), получивший допуск к работе с системами под давлением. Ведь даже в бытовых газопроводах транспортируемая среда давит на стенки труб и стыковочные швы с силой в 3-4 атмосферы.
В этой статье мы расскажем нашим читателям, как варят бытовые газопроводы низкого давления, коснувшись различных технологий монтажа труб сваркой. Разобравшись в этом вопросе, вы сможете выбрать оптимальную технологию стыковки, подходящую и для конкретных условий последующей эксплуатации трубы, и для конкретного бюджета, выделяемого на установку газопровода.
Сварка газовой трубы: обзор технологий
Технология сварки элементов газового трубопровода зависит от конструкционного материала, применяемого в процессе изготовления трубы. А поскольку в газовом хозяйстве используют только два типа труб: металлические и полимерные то сварка таких трубопроводов может быть, соответственно – электродуговой, плазменной (газовой), аргонодуговой или диффузионной.
Причем каждая технология используется в конкретных условиях – в зависимости от толщины стенок трубы, сорта стали или пластика, внешнего диаметра трубопровода и так далее. Поэтому далее по тексту мы рассмотрим аспекты применения технологий стыковки стальных и полимерных изделий.
Сварка стальных труб

Стыковку компонентов стального трубопровода производят с помощью газовой, электродуговой или аргонодуговой технологий.
Технология газовой сварки труб применяется в случае монтажа элементов стального трубопровода, с толщиной стенки трубы до четырех миллиметров. Ведь, по сути, эта технология напоминает не классическую сварку, а пайку, когда расплавленный присадочный материал стекает в разогретый стык и, остывая, заваривает щель между трубами. Такой шов не обладает прочностью основного материала, но выглядит очень аккуратно.
Электродуговой способ сварки практикуют при значительной толщине трубы – от пяти миллиметров и более. Хотя при должном старании и умении подобрать режимы сварки дугой можно соединить и очень тонкие трубы. Эта технология гарантирует высокопрочное соединение. Ведь присадочный металл соединяется с основным на уровне межкристаллических связей. То есть, сварочный шов по прочности не уступает основному металлу.
Аргонодуговым способом можно стыковать трубы с толщиной стенки от десятых долей миллиметра до шести сантиметров. Толщина присадочной проволоки изменяется от 0,3 до 10 миллиметров в диаметре, а газовый флюс позволяет заполнять довольно широкие разделы с большой аккуратностью.
То есть, TIG (аргонодуговая с ручной подачей присадочной проволоки) и MIG (аргонодуговая с автоматической подачей сварочной проволоки) технологии гарантируют качество «газового» шва при прочности «электродугового» варианта.
Как это делается?
Сварка аргонодуговым и газовым способом происходит почти одинаково: трубы соединяются встык, кольцевым швом, формируемым в процессе нагревания основного металла и плавления присадочного материала. В качестве присадки используют стальную проволоку того же сорта, что и сталь в трубах.
Проволока вводится за точкой нагрева основного металла (сварочным пятном, образуемым электрической дугой или плазмой) и распределяется по шву возвратно-поступательными движениями (вдоль шва).
Электродуговая сварка ведется плавкими электродами. Причем ось прутка располагается перпендикулярно к плоскости трубы. Электрод заполняет разделку за один проход или за несколько проходов, двигаясь по кольцу без поперечных колебаний.
Сварка полимерных труб

Конструкционные полимеры, используемые в производстве труб, относятся к разряду термопластичных пластиков. Поэтому в процессе монтажа таких трубопроводов используется диффузионная сварка газовых труб под давлением – торцы труб нагревают и сдавливают, формируя соединение материала труб на уровне молекулярной решетки (полимерных цепочек).
Термомеханическая сварка полиэтиленовых газовых труб — это самая простая технология, освоить которую может любой сварщик. С помощью этой технологии соединяют термопластичные полимеры, используя для стыковки особые аппараты. В итоге получается высококачественный и высокопрочный шов, способный выдержать внутреннее давление до 4,5 МПа (около 40 атмосфер).
Диффузионная сварка встык осуществляется на особых станках, которые разогревают идеально подогнанные кромки труб с толстыми стенками и сдавливают прогретые кромки.
Тонкие трубы соединяют на электрические муфты. То есть, трубы вводятся в муфту, внутренний диаметр которой совпадает внешним диаметров трубопровода, после чего к клеммам муфты подают «сварочный» ток. В свою очередь клеммы соединены с легкоплавким металлом, встроенным в стенку муфты. Разогреваясь от электричества, этот металл плавит внутренние стенки муфты и наружную поверхность трубы.
Причем разогрев предполагает повышение температуры в зоне контакта лишь до 270 градусов Цельсия. То есть, диффузионная сварка газовых труб в квартире не угрожает ни владельцам жилища, ни их имуществу.
После остывания разогретый полимер образует новую цепочку, в состав которой входят молекулы муфты и трубы. В итоге получается высокопрочное соединение.
ТЕХНОЛОГИЯ ПРОВЕДЕНИЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ

Производится сварка неповоротных стыков труб в зависимости от их положения при сварке и угла наклона. Существует несколько направлений, предусматривающих различные технологии сварки. Выделяется 3 вида сварки, определяемой расположением трубы:
- Вертикальная.
- Горизонтальная.
- Под 45-градусным углом.
Поскольку размер толщины стенки трубы представляет собой определяющий момент при выборе способа сварки, то при толщине 12 мм потребуется осуществить сварку методом в 3 слоя. Каждый из них должен составлять не больше 4 мм. Знание особенностей проведения сварки неповоротных стыковых труб, определяемых углом наклона, является важным.
ТЕХНИКА БЕЗОПАСНОСТИ
Сварка стыков труб с использованием газа, электричества и т.д. производится на подготовленных заранее площадках, которые оснащены соответствующим оборудованием. Сюда можно отнести различные ширмы, щиты, которые позволяют создать защиту от электрической дуги. Их необходимо располагать в соответствующем положении, позволяющем присутствующим в помещении людям, которые не принимают участия в сварке, быть полностью защищенными.
Осуществляется сварка труб с большим диаметром, масса которых более 20 кг, с использованием подъемно-транспортных механизмов. Проход к площадке для сварочных работ должен составлять не меньше метра. Уровень температуры в помещении должен быть не ниже +16°С. Обязательно должна предусматриваться вентиляционная система, а места должно быть достаточно.
Технологией проведения сварочных работ предусматривается обязательное заземление всех частей устройства, которые сделаны из металла. Корпус трансформатора и стол тоже должны быть заземлены. Провода и кабели сварочного устройства должны иметь изоляционное покрытие.
КАК ВЫПОЛНИТЬ СВАРКУ ДЛЯ РАСПОЛОЖЕНИЯ ТРУБЫ ПО ВЕРТИКАЛИ
Если труба располагается по вертикали, то весь процесс сварки протекает по аналогии с формированием горизонтального соединения. Основное отличие связано с присутствием регулярной смены угла наклона электрода, если его рассматривать с учетом периметра шва.
Основными стадиями проведения сварки являются:
- Процесс создания стыка путем сварки трубы, относящейся к корневому валику.
- Формирование трех валиков, которые позволяют заполнять разделку.
- Создание замка за счет начала и конца валиков.
- Сварочные работы на лицевом слое.
На первом этапе требуется создать стык, чтобы сформировать основу всей конструкции. Поэтому этот этап является наиболее важным. Подбор сварочного тока осуществляется в зависимости от толщины металла и размера расстояния зазора между концами трубы. Этот этап связан с созданием двух валиков, которые являются основными.
Чтобы создать стык на трубе, следует осуществить захват каждого основания стыка, используя второй корневой слой, сделав поправку в первом слое. Наклон работающего электрода функционирует в отношении уровня поверхности при положении “угол назад”.
Обратный валик можно сформировать при качественной сварке деталей, которую выполняют электродами диаметром в 3 мм. Выбор тока для сварки осуществляют в минимальном или среднем диапазоне. При этом учитывается:
- Размер толщины материала из металла.
- Зазор между всеми кромками.
- Толщина притупления.
Электрод должен обладать наклоном относительно направления проведений сварки, зависящим от степени проплавления корня шва. Длина дуги выдерживается следующим образом, если проплавление:
•недостаточное – длина короткая;
•нормальное – длина средняя.
Определение скорости сварочного процесса происходит с учетом объема самой сварочной ванны. Наибольшая полнота корневого валика соединения из металла способствует нахождению его в жидком виде долгое время. Следовательно, будет наблюдаться наличие дефектов. Подбор скорости сварки должен осуществляться, чтобы создать качественный сплав каждой кромки, что позволит обеспечить валику нормальное состояние.
Для обработки металла соответствующей толщины при выборке и подварке, которые заложены, применение электрода (4 мм) является наиболее приемлемым. Если наклон электрода идет под аналогичным углом, как и при работе с корневым валиком, используется метод “угол назад”. При этом скорость выбирают такую, которая позволяет оставить валик в нормальном состоянии.
КАК ПРАВИЛЬНО ЗАПОЛНИТЬ ЗАДЕЛКУ
Началом для заполнения заделки служит низ кромки, являющейся площадкой. Это связано с применением способов сварки, которые являются более подходящими. Выполнение валика горизонтального соединения должно производиться при повышенном режиме. Расположение шлака влияет на метод сварки, то есть «угол назад» либо «под прямой угол».
Получают валик с наличием усиления, то есть «горбинки», что соответствует сварке в положении снизу для создания полочки, позволяющей осуществить сварку следующего валика при повышенных режимах. Второй корневой каталог обрабатывают, продвигаясь аккуратно, обрабатывая его с нижнего края электродом.
Начиная сваривать валик, который является третьим, выбирают уровень его полноты. Важно, чтобы размер ширины разделки, которая является незаполненной между швом соединения и кромкой разделки сверху, не был слишком большим для четвертого валика либо слишком узким для двух валиков. Верхний край третьего валика должен иметь минимальную ширину до начала кромки сверху. Она может быть аналогичной диаметру электрода.
Чтобы заполнить разделку, необходимо сформировать еще 3 слоя-валика, что связано с заполнением основы сварочного шва и укреплением стыка. Проведение работ осуществляется с учетом прямого угла, а заполнение разделки происходит при высоком уровне скорости сварки. Это связано с более прочным скреплением слоев друг с другом.
КАК ПРАВИЛЬНО ВЫПОЛНИТЬ ЗАМКИ
На этапе выполнения замков производят завершение сварочных работ по созданию отдельных валиков. Сварку каждого из слоев-валиков завершают заступом на шов, который является основным. Расстояние должно составлять около 2 см. Выполненный замок представляет собой начальную точку любого валика, смещаемого от предыдущего на 0,5 см.
Завершающая стадия связана с лицевой сваркой. Образование узких слоев должно выполняться в результате наплавки на уровне горизонтального расположения, последний из которых позволяет получать наиболее плоскую поверхность. При выполнении сварки необходим режим высокой скорости.
При выполнении стыка каждый валик должен быть выполнен полностью с учетом всего периметра без обрыва. Смещение каждого замка, то есть начала слоя, должно осуществляться не меньше чем на 50 мм друг от друга.
Ведение многопроходного вида сварки труб с большой толщиной обычно выполняется спиралеобразно. Происходит уменьшение дефектности в результате сокращения числа замков, то есть начала и конца сварки. Осуществляя подход к началу валиков, сварку останавливают с учетом расстояния, которое составляет не меньше 20 мм, считая от начала валика. Если оно является слишком высоким, то его подрубают или стачивают.
Можно воспользоваться для подрубания валика способом, уменьшающим число замков, что даст возможность для выполнения качественного соединения по шлаку. Этот производительный способ начинают с начала валика. Для этого делается задержка дуги, чтобы подплавить начало валика, зайдя на него с действующей электродугой, переходят на работы с последующим валиком с учетом предыдущего и т.д. оканчивая каждый слой и переходя на новый.
КАК ПРОИЗВОДЯТ ГОРИЗОНТАЛЬНУЮ НАПЛАВКУ
Если производят сварку неповоротных стыков труб в горизонтальном расположении, то использование данной технологии затруднительно, что связано с наличием настоящего навыка профессионала. Особую трудность представляет необходимость регулирования электрода и постоянного изменения угла его положения. Производится сварка труб в соответствии с тремя последовательными позициями:
- Потолочной.
- Вертикальной.
- Нижней.
Для каждого конкретного шва подбирают свою величину сварочного тока. Для потолочного направления должен быть предусмотрен высокий уровень мощности. Процесс сварки на любом из этапов должен быть непрерывным, его правильно начинать с метода “углом назад”, а заканчивать “углом вперед”.
СВАРКА СТЫКОВ ТРУБ, РАСПОЛОЖЕННЫХ ПОД УГЛОМ В 45°
Особенность данного вида сварки труб связывают с пространственным положением шва с учетом определенного угла, для чего необходима универсальность, связанная с умением производить сварку. Создание первичного валика осуществляется с помощью электрода под углом в 90°.
Формирование шва связано с непрерывным заполнением второго валика. Заполнив основу, начинают проплавку первого валика. Трубу требуется зафиксировать, проведя сварку, постоянно применяя электрод, чтобы создать горизонтальные и вертикальные соединения. Лицевая сторона сварочного слоя не является плоской, если ее сравнивать с остальными.
Дуговую ручную сварку труб из металла в вертикальном соединении можно проводить по аналогии со сваркой в горизонтальном направлении. Основным отличием является метод, связанный с применением поступательного движения электрода. Это требует изменения угла наклона самого электрода ко шву, проходящему через всю длину периметра свариваемой трубы.
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Читайте также: