Сварка нержавейки тиг сваркой
Обновлено: 17.05.2024
Сварка нержавейки полуавтоматом – является наиболее популярным способом сваривания в среде защитного газа, к которому прибегают и в авторемонтных мастерских, и на крупных промышленных производствах. Из нашей статьи вы узнаете, в чем заключается технология метода полуавтоматической сварки нержавеющих сталей, какие она имеет особенности, и о чем стоит помнить в процессе сварки, чтобы добиться идеального качества сварного шва.
Содержание
Что представляет из себя метод сварки нержавеющей стали полуавтоматом
- Короткой дугой (для нержавейки толщиной равной или менее 0,8 мм);
- При помощи струйного переносатолщина нержавейки в пределах от 0,8 мм до 3 мм);
- Импульсной сваркой (толщина нержавеющей стали более 3 мм. Но можно применять и для более тонколистовой стали).
Где чаще всего применяется этот метод
Нержавеющая сталь активно используется во многих сферах нашей жизни, и, конечно, в процессе работы с этим металлом, а также в ходе выполнения тех или иных деталей из него приходится обращаться к сварке. Метод MIG по праву считается универсальным. Высокая эффективность способа позволяет применять его и в гаражных условиях, и при изготовлении бытовых приборов, посуды, например, в случае монтажа и сваривания различных оград, металлических баков на даче, и на крупных производствах в автомобильной промышленности при серьезных требованиях к качеству сварочного шва и оперативности свариваемого процесса.
Обязательно ли использовать защитный газ
Возможна сварка нержавейки полуавтоматом без использования газа. Такой способ сваривания характеризуется тем, что в процессе участвует специальная порошковая проволока. Результатом становится качественный шов. Но недостаток такого способа заключается в том, что шовный материал с течением времени будет покрываться ржавчиной. Поэтому для работ с нержавейкой лучше применять проволоку из нержавеющей стали и с подачей защитного газа в сварную ванну.
Какие достоинства и недостатки есть у данного метода в отличие от MMA и TIG сварки
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, ручная сварка нержавейки ММА метод сварки нержавейки полуавтоматом (MIG) (c газом) имеет следующие преимущества:
- Высокая производительность;
- Небольшое количество дыма.
К неудобствам данного метода причисляют:
- Необходимость приобретения газового баллона;
- Ограниченное применение на открытом воздухе.
Для метода MIG без газа при помощи порошковой проволокой выделяют свои плюсы и минусы. Так к достоинствам этого способа относится
- Отсутствие газовых баллонов;
- Идеально для процесса сваривания на открытом воздухе.
А из недочетов выделяют:
- Необходимость удаления шлаков;
- Затраты на порошковую проволоку.
Вывод: Высокая производительность перекрывает неудобство от необходимости использования газового баллона, именно поэтому метод с газом является наиболее популярным, в особенности в помещениях.
Сварочные материалы и оборудование для сварки нержавейки полуавтоматом
Для того чтобы сваривать нержавейку полуавтоматом вам понадобятся:
- ;
- присадочная проволока для сварки нержавейки полуавтоматом (выполняется по ГОСТу 2246-70): BRIMA ER-308L, Lincoln Electric MIG 308 LSi d1,6, БАРС ER-309LSi, ESAB OK Autrod 347 Si d0,8 и др.;
- баллон с газом;
- стальная щетка;
- растворитель.
Хотя можно, как говорилось выше, варить и без газа, тогда необходимым станет приобретение самозащитной порошковой проволоки.
Многие интересуются, какой проволокой варить нержавейку. Электродная проволока выбирается в зависимости от толщины свариваемых деталей (таблица 1). Тонкая проволока обеспечивает устойчивое горение дуги для достижения большей глубины провара. Толстая проволока нуждается в значительных величинах сварочного тока, в среднем по 100 А на каждый дополнительный мм диаметра.
| Толщина листа, мм | Диаметр проволоки, мм | Сила тока, А |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Какие типы металлов (стали) можно сваривать с нержавейкой
Метод MIG-MAG применяется, когда необходимо сварить низко-, так и высоколегированные (нержавеющие) стали, а также алюминий и его сплавы. Достаточно новым использованием метода является пайка полуавтоматом MIG-Brazing в среде защитного газа. Причем возможны различные комбинации свариваемых материалов: медь-медь, сталь-сталь, медь-сталь и пр.
Особенности процесса сварки и рекомендации
К особенностям процесса сваривания методом MIG относится несколько моментов, которые необходимо учитывать с целью достижения наилучшего результата. Приводим рекомендации опытных сварщиков:
- Газовая смесь для сварки должна включать: 30% аргона и 70% специальной сварочной углекислоты (можно применять пищевую).
- Вылет электродной проволоки должен находиться в пределах 6-12 мм. При сварке расстояние от сопла должно равняться 5-15 мм. Рабочий расход газовой сварочной смеси будет составлять 6-12 м³/мин при давлении в 0,05-0,2 атм. При уменьшении количества газа сварочный шов будет низкого качества.
- При работе используется обратная полярность. Прямая полярность возможна лишь при сваривании под флюсами.
- Соблюдать угол сварки надо таким образом, чтобы он смотрел назад, то есть сварщик двигается слева направо. Наклон должен составлять примерно 5-10 градусов. Это дает хорошую глубину проплавления, шов получается более ровным и качественным. При наклоне угла вперед, получается широкий шов, а глубина проплавления уменьшается. Такой вариант является более подходящим для тонких листов металла.
Вывод: Внимательное отношение к деталям сварочного процесса напрямую влияет на его результат, другими словами, на качество сварочного шва.
Обработка нержавейки после сварки полуавтоматом
В процессе сварки нержавейки любым методом, включая и МIG/MAG способ, возникает пористый слой окиси, а хром, содержащийся в стали, послабляет металл, увеличивая его способность ржаветь. Поэтому необходимо тщательно обработать изделие после сварочных работ.
Какие модели полуавтоматов лучше всего подойдут для сварки нержавейки
Сегодня на рынке сварочного оборудования представлен широкий ассортимент полуавтоматических агрегатов российского, так и зарубежного производства,
В зависимости от требуемого напряжения можно выбрать:
- Модели сварочных полуавтоматов (MIG/MAG) под напряжение сети в 220В:
Недорогие модели - Сварог EASY MIG 160 (N219), ФЕБ НОРМА-205МП, Это достаточно компактные сварочники, которые несмотря на демократичную стоимость могут использоваться для сварки MIG как с газом так и без.
Модели премиум класса - EWM Picomig 180 Puls, KEMPPI MinarcMIG EVO 170, KEMPPI MinarcMIG EVO 200, Lincoln Electric Speedtec 200C. Это аппараты последнего поколения сварочной техники, созданные для профессиональной сварки, обеспечивающие решение широкого круга задач. Инверторы сохраняют функциональность даже при падениях и толчках.
- Модели сварочных полуавтоматов (MIG/MAG) под напряжение сети в 380В:
Среди бюджетных вариантов BRIMA MIG 250, TRITON MIG 300, отличающимися высокими производительными характеристиками, несмотря на компактные размеры.
И премиальные модели для профессиональной сварки, характеризующиеся многофункциональностью и высоким качеством солидных европейских производителей EWM Phoenix 351 Puls, KEMPPI FastMig Pulse 450.
Вывод: Выбор конкретной модели сварочника зависит от преследуемой задачи, условий работы и материальных возможностей сварщика. В Тиберис вы с легкостью подберете тот агрегат, который устроит по всем показателям. Здесь же вы сможете получить профессиональную консультацию опытных специалистов по всем вопросам, касающимся метода MIG сварки.
Аргонная сварка нержавейки

Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендуем статьи по металлообработке
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Преимущества аргонной сварки нержавейки

При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.
- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Как настроить аргонную сварку по нержавейке: нюансы подготовки

Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.

Технология аргонной сварки неплавящимся электродом из вольфрама

С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Важным этапом работы является настройка сварочного аппарата. Покажем это на примере соединения деталей толщиной в 1 мм. Используется аппарат постоянного тока с прямой полярностью (на электрод подается «+», а на детали «-»). Выбирается ток от 30 до 50 А с напряжением до 28 В. Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Угол наклона горелки – от 70° до 80°, угол подачи проволоки – от 10° до 15°. Для улучшения качества шва, а также увеличения срока службы вольфрамового электрода, аргон перекрывают спустя 10–15 секунд после остановки работы. При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
Аргонная сварка нержавейки полуавтоматом

Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Применение двух других способов ограничивается толщиной соединяемой нержавейки. Струйный перенос используют для сваривания деталей большой толщины, короткая же дуга применяется к тонким изделиям.
Какое оборудование применяют для аргонной сварки нержавейки

Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки

Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Аргонодуговая сварка нержавейки - руководство и описание
TIG-метод сварки нержавеющих металлов заключается в использовании неплавящегося вольфрамового электрода, подачи защитного газа и присадочного материала в рабочую зону. Процесс TIG сварки нержавейки осуществляется на постоянном токе обратной полярности, в данном режиме достигается высокая стабильность сварочной дуги, более мягкий и качественный провар. По составу присадочные прутки должны иметь более высокий класс легирования, чем обрабатываемое изделие.
Импульсная TIG сварка нержавейки
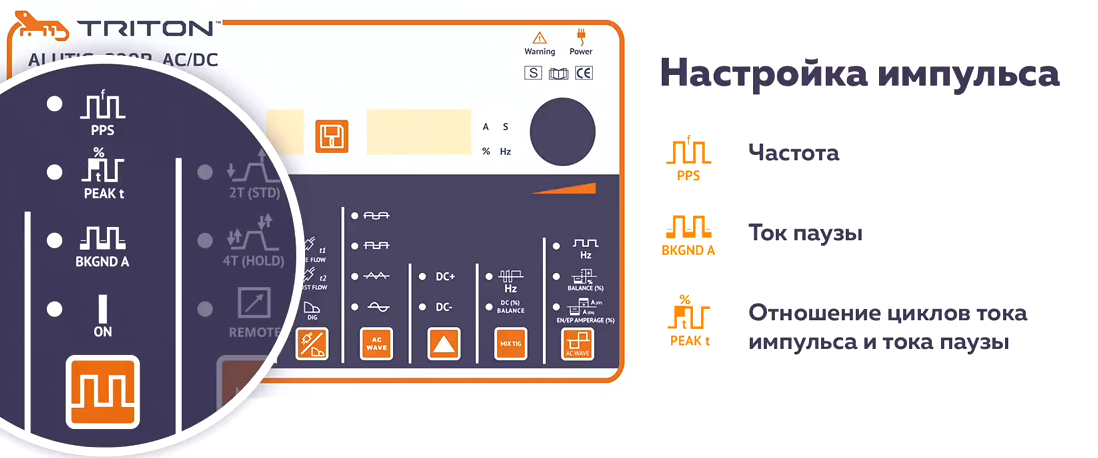
В импульсном режиме TIG сварки достигается качественный провар с контролируемым тепловложением без перегревов и наплывов. Импульсный режим позволяет значительно облегчить работу сварщику и улучшить сварку на малых токах. Есть возможность настроить ток импульса, ток паузы, частоту смены каждого периода. В результате достигается полный контроль над сварочным циклом, с оптимальным тепловложением, снижается коробление, нагрев заготовки, повышается стабильность дуги. В режиме средних частот пульсаций, сварочная дуга приобретает «кинжальную», более концентрированную форму, что позволяет получить глубокое проплавление при том же тепловложении. Кроме того, сварка нержавейки в импульсном режиме обеспечивает повышенную коррозийную стойкость шва, за счет формирования мелкокристаллической структуры.
TIG-сварка нержавейки с другими марками металлов
Аргонодуговая сварка позволяет обеспечить качественное соединение нержавейки с другими металлами и сплавами. Вот некоторые из них: бронза, латунь, медь, никель, титан, алюминий, конструкционные, углеродистые стали и другие.
Есть много особенностей при сварке нержавейки с другими металлами. Ознакомимся с некоторыми из них:
- при соединении с латунью требуется дополнительная защита от воздействия кислорода;
- при сварке с латунью используется присадочный латунный пруток;
- цинк имеет свойство быстро испаряться из сплава латуни, что требует большой скорости сварки при соединении латуни с нержавейкой;
- при сварке нержавейки с черными металлами, в местах сварочного соединения содержится большое количество Сr-Mo стали (миграция углерода), что является причиной образования коррозии, поэтому нужно дополнительно обработать это место после сварки.
Для качественной сварки разных по химическому составу металлов, необходимо более подробно ознакомиться с технологией и условиями сварки.
Выбираем материалы и оборудование для TIG-сварки нержавейки
Для аргонодуговой сварки нержавеющих металлов необходимо подготовить следующее оборудование и материалы:
Особенности
Для получения качественного шва при аргонодуговой сварке нержавейки важно следовать следующим рекомендациям:
- использовать импульсный режим TIG сварки;
- для исключения перегрева заготовки, величину сварочного тока устанавливают на 20% меньше, чем при сварке обычной стали;
- чтобы избежать окисление сварочного шва и вольфрамового электрода, подачу аргона необходимо отключить (Post gas) не сразу после завершения сварки, а минимум через 10–20 секунд;
- горелка должна располагаться противоположно направлению сварки, под углом 75-80° между поверхностью свариваемого металла и осью мундштука;
- сварка выполняется без колебательных движений вольфрамовым электродом, чтобы не нарушить защитную зону сварки;
- присадочные прутки располагаются под углом 90° относительно оси мундштука на горелке, сохраняя угол 15-20° между свариваемой заготовкой и мундштуком;
- для минимизации капельного переноса присадочного металла в сварочный шов пруток необходимо укладывать на поверхность обрабатываемой заготовки;
- присадочный пруток нужно двигать впереди дуги, равномерно вводя в сварочный шов;
- не допускаются поперечные перемещения присадочного прутка, это может привести к нарушению подачи защитного газа через сопло горелки;
- после завершения сварки следует выключать газ через 10-15 секунд для снижения расхода вольфрамового электрода, исключая его окисление.
.jpg)
Обработка нержавеющих металлов перед и после аргонодуговой сварки
Перед началом TIG-сварки нержавейки следует удалить с ее поверхности все следы – пыль, смазку, масла, которые могут стать причиной плохого провара, нестабильной дуги и т.д.
По завершении работ поверхность свариваемого металла покрывают дополнительно оксидной пленкой, что позволяет добиться высокой стойкости к коррозии.
Применение аргонодуговой сварки для соединения нержавеющих сталей
- нефтеперерабатывающая промышленность;
- химическая промышленность;
- автомобилестроение;
- теплоэнергетическая сфера;
- авиационно-космическая промышленность;
- пищевая промышленность;
- другие отрасли.
Метод TIG-сварки является лучшим для соединения нержавеющих труб, которые будут использоваться для транспортировки жидкостей и газообразных веществ под давлением. Аргонодуговая сварка позволяет обеспечить высокое качество и прочность сварочного соединения, что особенно важно для ряда ответственных производственных задач.
Сварка нержавейки электродом
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.
Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- ; ;
- растворитель;
- стальная щетка; : маска, перчатки, костюм.
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки - аустенитных сталей представлены в таблице.
Читайте также: