Сварка пищевой нержавеющей стали
Обновлено: 05.07.2024
Как происходит сварка нержавейки аргоном? Весь процесс технологии будет освещен в этой публикации!
Нержавейка принадлежит к высоколегированным сталям, устойчивым к ржавчине. По химическому составу бывает на основе хрома и хрома-никеля, а по металлическому составу делится на дисперсионно-твердеющую, аустенитную, мартенситную, аустенитно-ферритную и ферритную.
Любая сталь из перечисленных, содержит в составе хрома не менее 12%, что положительно влияет на прочность и перерабатываемость.
Благодаря прекрасным свойствам, нержавейка широко применяется в быту и промышленности. Поэтому владея навыком сварки такого металла, вы избавите себя от многих домашних неурядиц.
Материал имеет ряд нюансов, которые следует знать:
- низкая теплопроводность повышает риск прожечь тонкий металл насквозь (лечится уменьшением силы тока);
- большая усадка порождает образование трещин (необходим правильный зазор между заготовками);
- потеря антикоррозийных свойств в месте сварки нержавеющей стали (требуется быстрое охлаждение).
Оборудование
Чтобы сварить нержавеющую сталь, необходим источник тока с настройками: бесконтактного поджига и заварки кратера.
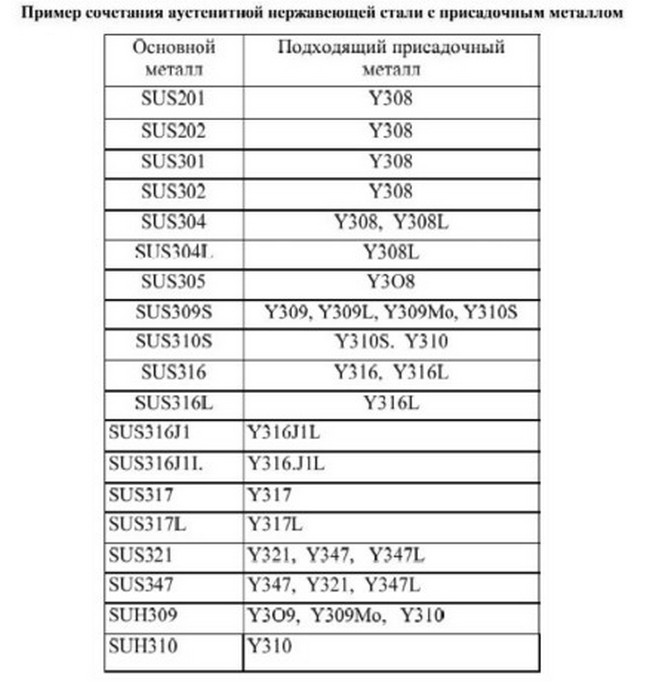
Присадочный пруток должен быть одного состава с свариваемым материалом, чтобы обеспечить шов прочностью и коррозийной стойкостью. Например, широко распространенная нержавейка — это 304, значит проволока должна быть Y308. Более наглядно в таблице:
Для уменьшения расхода газа и лучшей защиты сварочной ванны используйте в горелке — газовую линзу с сеточкой. Для линзы выпускаются сопла с разными диаметрами. Чем больше размер, тем лучше защита.
Для наших целей подойдет №5. Такой диаметр позволяет подбираться к труднодоступным местам.

Благодаря газовой линзе, можно выдвигать электрод до 10 мм.
Вольфрамовые электроды, при сварке нержавейки аргоном можно использовать универсальные. Диаметр зависит от толщины металла. Например, электрод диаметром 1 мм (выдерживает ток до 50 А), применяется для толщины заготовок 0,7-1,6 мм.

При токе свыше 50 А, рекомендуется устанавливать электроды от 1,6 мм.
Подготовка материала
Как вы обрабатываете низкоуглеродистую сталь, так же и кромки нержавейки очищаются и подгоняются перед сварочными работами. Очищаете стальной щеткой материал до блеска и обезжириваете любым растворителем.
Учтите нюанс — для усадки шва, сварочный стык делайте с небольшим зазором.
Знайте, не всё блестящее относится к нержавеющей стали. Проверить металл можно с помощью магнита:
- если притяжения нет, значит перед нами нержавейка;
- если материал прилип к магниту, значит — это обычная сталь.
Соединение тонкого металла
Сварка тонкой нержавейки — нюансы технологии. При таком соединении, рекомендуется под заготовки подкладывать медную пластину.
Которая служит для:
- защиты шва с другой стороны;
- отвода тепла;
- жесткой фиксации гибких пластин.
Правильные настройки аппарата . Сварка аргоном нержавейки толщиной 1 мм выполняется, при режиме 35-37 А и заварке кратера (DOWN SLOPE) 3 секунды. Газ после сварки (POST FLOW), можно поставить 4 секунды — этого достаточно для остывания металла.
Если кромки заготовок хорошо подогнаны друг к дружке и крепко зафиксированные, то аргоновая сварка нержавейки может выполняться без присадочной проволоки.

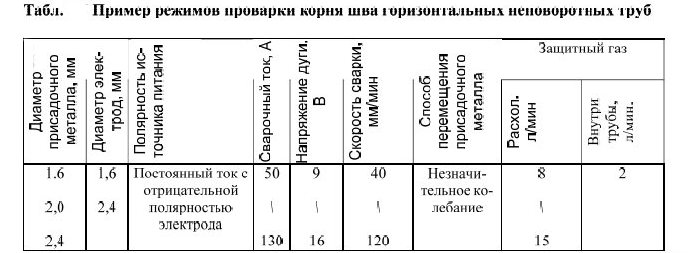
Сварка труб
У нас в быту есть трубопроводы, многие сделаны из нержавеющих сталей. Соединение таких труб тоже имеет свои трудности. Технология требует качество сварных швов, что достигается газовой защитой изнутри.
Как запустить газ аргон внутрь трубы? Все просто: одну сторону трубы необходимо заглушить подручными материалами:
- бумагой;
- тканью;
- резиной;
- поролоном и т.п.
В заглушку вставить трубку для подачи газа, а конструкцию обмотать скотчем или клейкой лентой. Давление аргона на подаче выставляется небольшое (определяется опытным путем), чтобы расплавленный металл не выдувало. Такое приспособление поможет сварить трубы качественно.
Настройка аппарата для толстого металла. Аргоновая сварка нержавейки металла толщиной 3 мм требует установку тока в 65 А, заварку кратера — 3 сек., газ после сварки — 4 сек.
Режим Pulse
Кроме основных настроек используемых в аргонодуговых аппаратах, сейчас появилась ещё одна функция — это Pulse. Настройка позволяет сваривать тонкий и толстый металл в разных пространственных положениях. При сварке нержавейки импульсный режим снижает тепловложение.
Чтобы переключиться в этот режим — на аппарате необходимо включить кнопку Pulse. А другими регулировками выставить нижний и верхний предел тока, скорость импульса (Гц) и баланс тока.
Как правильно варить нержавейку
В начале работ делайте хорошее наложение первого слоя (проварку корня шва). После завершения, простукайте молоточком по шву и очистите мусор щеткой. Далее восстановите антикоррозийные свойства с помощью травления SE пасты. Через 20 минут остатки пасты смываем водой. Всё, ваше сварное соединение защищено от коррозии.
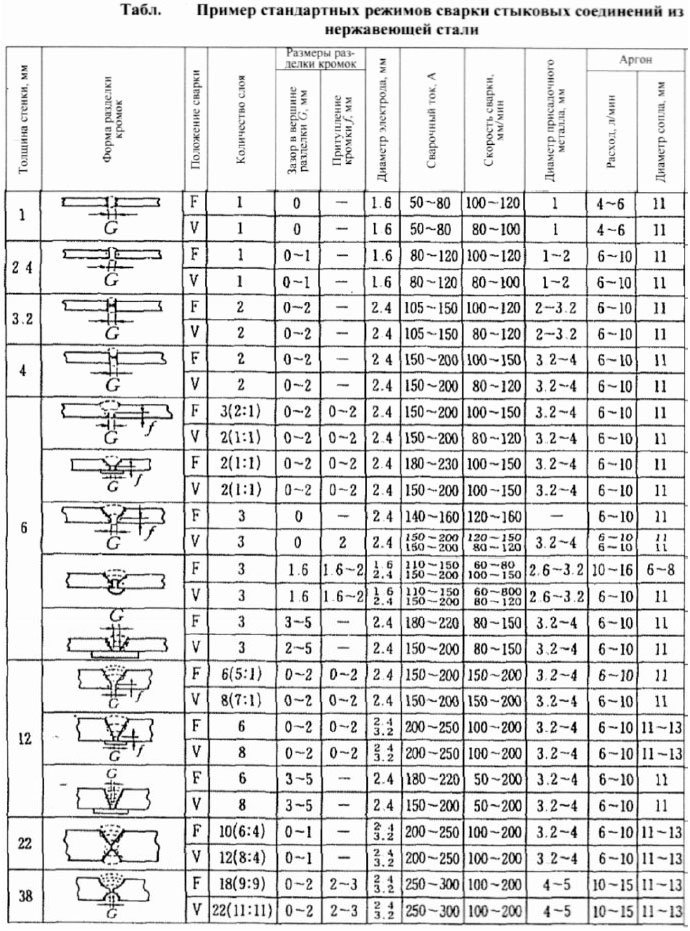
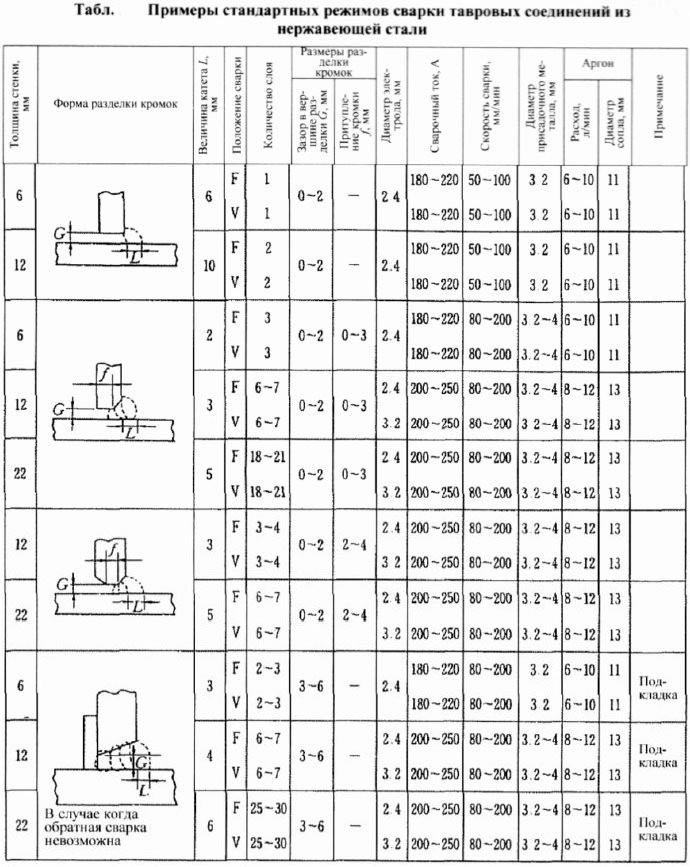
В таблицах ниже, разные режимы соединений, изучаем и берем на заметку:
Устали от текста, просматриваем видеоролик:
Варим нержавейку с инородным металлом
При необходимости сварки нержавеющей стали с другим материалом (мягкая и низколегированная сталь), применяйте присадочный пруток с никелем и хромом. Со следующей маркировкой:
- Y310;
- Y310S;
- Y309;
- Y309L;
- Y309Mo.
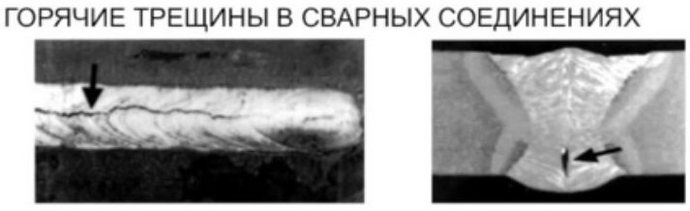
Эти присадочные материалы уберегут от горячих трещин, при выполнении работ.
Стоимость сварки нержавейки аргоном по стране начинается от 10-20 рублей за 1 см. Цены отличаются от региона и прейскуранта фирм выполняющих подобные услуги.
Сварка полуавтоматом (MIG)
Сварка нержавейки полуавтоматом в среде защитного газа нашла широкое распространение во всех отраслях. Процесс происходит так: проволока выполняющая роль присадки и электрода автоматически подается в зону сварки.
На качество соединения влияют правильные настройки: скорости подачи проволоки, расхода газа и ток.
Итак, как варить нержавейку полуавтоматом в среде газов. Существует 3 метода:
- техника короткой дугой;
- струйный перенос;
- импульсное соединение.

Короткая дуга применяется для тонких пластин металла, струйная технология для сварки толстых изделий. Импульсная техника подходит для неопытных сварщиков.
Оборудование и материалы:
- источник тока с устройством подачи проволоки;
- специальная проволока с покрытием;
- горелка в сборе (хорошо иметь запас наконечников);
- клемма земли;
- баллон высокого давления с измерителем расхода;
- маска и перчатки.
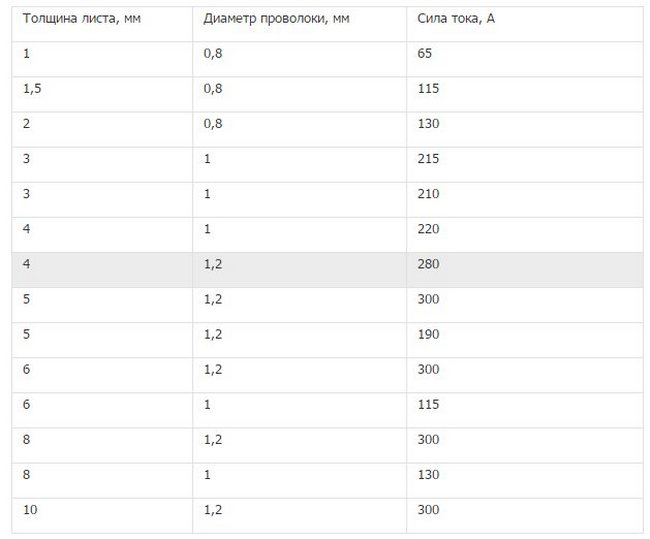
В таблице, приведенны настройки силы тока, диаметр проволоки исходя из толщины листа.
Перед сваркой откусите лишнюю проволоку (отрегулируйте вылет электрода), опустите горелку к металлу удерживая её одной рукой, второй поддерживая, нажмите кнопку.
Вначале сварки горелку держите близко к металлу, при заполнении металлом зазора, отодвиньте горелку. Но, далеко не отодвигайте.
Изменяя настройки аппарата и тренируясь, вы постепенно овладеете сварочной техникой. Изучайте шов, можете даже его поломать, чтобы посмотреть изъяны.
Вы делаете неправильно, если:
- края не приплавленные, а нависают над металлом — малая скорость перемещения;
- шов выпирает, не растекается по сторонам — варите слишком быстро;
- излишнее разбрызгивание — велико напряжение.
Некоторые рекомендации сварщиков по сварке полуавтоматом в среде защитных газов:
- состав газовой смеси должен быть из 70% углекислоты и 30% аргона;
- расстояние от сопла до металла 7-13 мм;
- вылет проволоки 6-9 мм;
- следите за чистотой выхода проволоки;
- расход защитного газа 6-12 куб.м/мин;
- при дефектах сварки, проверяйте клемму земли;
- избегайте большого наклона горелки;
- не делайте слишком толстый шов;
- одновременно меняйте настройки скорости проволоки и напряжения.
Смотрите видео, подробная инструкция по настройке оборудования и сварке полуавтоматом:
P.S. Теперь вы знаете, как выполняется сварка нержавейки аргоном. Многое познается только практикой, методом проб и ошибок. Удачи!
Как варить нержавейку инвертором. Нюансы технологии
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
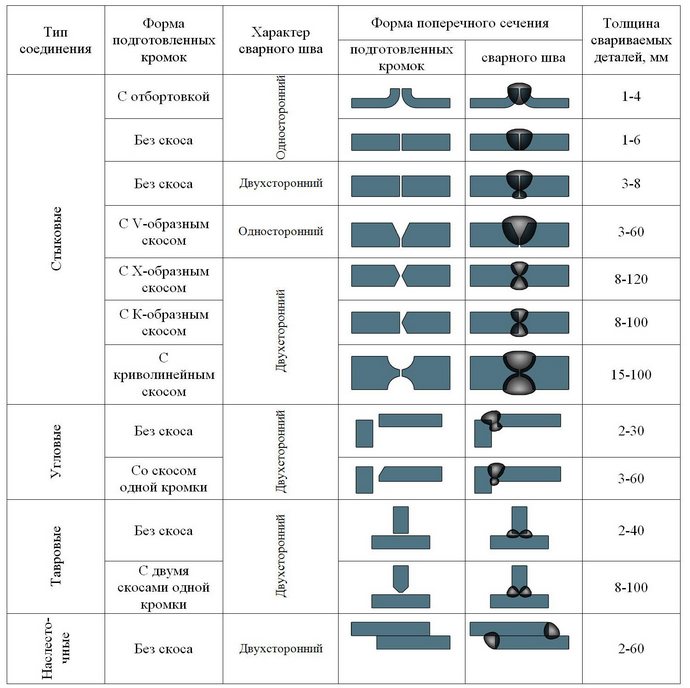
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
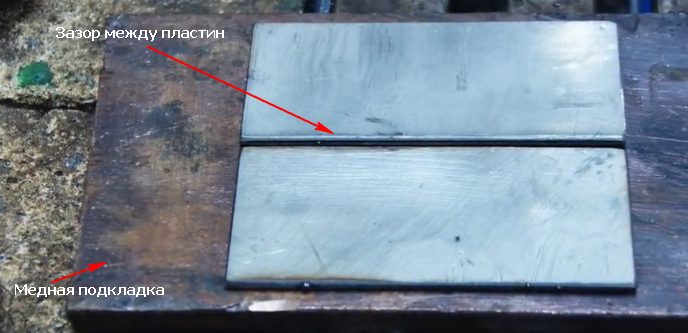
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи :
[lt_alert style="orange"]Сварил своими руками печку в баньку аппаратом Ресанта САИ 190. Металл толщиной 2 и 7 мм. Работал электродами ЦЛ 11, диаметром 3 мм. Ток выставлял 80-90 А. Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.[/lt_alert]
[lt_alert style="blue"]Я варил Ресантой металл толщиной 4 мм, электроды ЦЛ 11. Сварить нержавейку красиво трудно, но можно, надо привыкнуть к плавлению и жидкотекучести хромоникелевых сплавов.[/lt_alert]
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
Технология сварки нержавейки

Особенности сварки нержавейки
Существующая в настоящее время классификация причисляет нержавеющую сталь, отличающуюся высокой устойчивостью к коррозии, к высоколегированным сталям. Хром, как главный легирующий компонент, входит в состав в количестве от 12 до 30 %. Для того, чтобы повысить механические и антикоррозийные параметры такой стали, в ее состав вводят специальные добавки.

Получить эти параметры позволит добавление титана, марганца, никеля, молибдена. Кроме этого, современные технологии позволяют осуществлять закалку стали с большим содержанием хрома с целью повышения многих технических характеристик материала. Прежде чем переходить к рассмотрению технологий сварки нержавейки, применяемых в настоящее время, необходимо изучить некоторые особенности материала, оказывающие непосредственное влияние на его свариваемость. К ним относятся:
- Высокое значение показателя коэффициента линейного расширения. Этим обуславливается существенная литейная усадка металла, что может стать причиной повышенной деформации стали, которая остается и по завершении процесса сварки. При соединении конструкций, имеющих значительную толщину, обязательно нужно оставлять между ними зазор, иначе образование крупных трещин будет неизбежным.
- Пониженный в 1,5–2 раза уровень теплопроводности нержавеющей стали относительно других низкоуглеродистых металлов. Это свойство провоцирует увеличение теплоты и может привести к проплавлению поверхностей в области соединения. Поэтому технология сварки нержавейки требует снижения силы тока минимум на 15–20 % от величины, используемой при обработке обычной стали.
- Несоблюдение рекомендаций по выбору режима при термической обработке нержавеющей стали может привести к снижению антикоррозийных свойств материала. Это обуславливается тем, что при температуре выше +500 °С на краях зерен образовывается карбид хрома и железа и происходит процесс межкристаллитной коррозии.
Такую проблему можно решить несколькими способами, в частности, охлаждением свариваемых поверхностей путем полива их холодной водой. Этот метод эффективен для аустенитной хромоникелевой стали.
Как выбрать оборудование и подготовить нержавейку к сварке
Выбирая оборудование для сварки нержавеющей стали, необходимо ориентироваться на особые характеристики этого материала. Оптимальным выбором будут электроды, выполненные из нержавейки той же марки, что и свариваемые детали. Это обеспечит равномерность процесса расплавления, а, значит, и высококачественный результат.
Технология сварки нержавейки может предусматривать использование проволоки. Ее также подбирают по материалу соединяемых заготовок. Основная сложность в определении конкретной марки нержавеющей стали. Визуально это сделать невозможно, требуется проведение сложного спектрального анализа в специальной лаборатории. Решением этой проблемы может стать поиск информации, которую производитель обычно размещает на своем сайте.

Непосредственно перед процессом сварки детали из нержавейки необходимо подвергнуть специальной обработке. Для этого нужно:
- при помощи стальной щетки очистить поверхность каждой детали от пыли и грязи;
- используя растворитель (уайт-спирит, специальную жидкость или ацетон), обезжирить поверхности, тем самым увеличить устойчивость дуги;
- обработать свариваемые поверхности специальным раствором от налипания брызг. Это исключит необходимость механической обработки деталей после их сварки. Согласно технологиям сварки нержавейки существенным отличием подготовки этого материала считается обязательное наличие зазора между краями свариваемых элементов, за счет которого обеспечивается свободная усадка.
Рекомендуем статьи по металлообработке
По окончании процесса сварки нержавейка также дополнительно обрабатывается. Несоблюдение этого технологического шага приводит к нежелательным последствиям: уменьшается прочность изделия, появляются следы коррозии. Методов обработки изделия после сварки существует несколько, но все они направлены на получение высококачественного сварочного шва. Добиться этого можно:
- При помощи механической зачистки сварочного шва. Цель данной процедуры – улучшить внешний вид изделия. Выполняется жесткой стальной щеткой.
- Применением пескоструйной обработки. Цель процедуры та же. После обработки сварочный шов еще красивее.
- Шлифованием, позволяющим получить идеально ровную поверхность шва. Все эти методы направлены на улучшение лишь внешнего вида сварочного шва и изделия в целом. По технологии сварки нержавейки качественную защиту от разрушения места сварки обеспечивают другими способами, а именно пассивацией и травлением.
Процесс травления заключается в обработке шва химически активным веществом: кислотой или специальной жидкостью. Такие растворы уничтожают окалины, на месте которых может появиться ржавчина.
Процесс пассивации заключается в нанесении на шов специальных средств, образующих на поверхности нержавейки защитную пленку из оксида хрома. Только химическая обработка сварочного шва гарантирует надежное противостояние коррозии.
Технологии сварки нержавейки
Множество технологий сварки нержавейки позволяют проводить процесс не только в заводских, но и в бытовых условиях. Наиболее часто применяются следующие виды сварки:
- ММА, с использованием покрытых электродов;
- DC/AC TIG, аргонодуговая, с использованием вольфрамовых электродов;
- MIG – технология сварки нержавейки полуавтоматом, с применением проволоки из нержавеющей стали:
- контактная сварка, которая может быть точечной или шовной;
- холодная сварка, подразумевающая соединение деталей без их плавления.
Рассмотрим все более подробно.
При отсутствии особых требований, касающихся качества сварочного шва, вполне допустимо выполнение сварки при помощи покрытого электрода. Это наиболее часто встречающийся вид сварки в бытовых условиях. Важно правильно подобрать электрод. Зная марку нержавейки, из которой выполнены свариваемые детали, нужно выяснить ее свойства по ГОСТу, а затем подобрать соответствующий электрод.

Чаще всего для проведения процесса сварки применяется ток обратной полярности.
Следует выбирать электрод с минимально возможным диаметром. Согласно технологии сварки нержавейки величина сварочного тока должна быть понижена для обеспечения небольшой передачи тепловой энергии.
Работу необходимо завершить быстрым охлаждением сварочного шва. Для этого его либо обдувают сжатым воздухом, либо кладут под детали медные подкладки. Некоторые виды нержавейки допускают использование холодной воды.
2. DC/AC TIG.
Технология сварки нержавейки аргоном обеспечивает выполнение повышенных требований, предъявляемых к качеству сварочного шва. Прекрасно подходит для работы с тонкой нержавеющей сталью. Именно этим способом сваривают трубы, работающие под давлением.
Подходит как постоянный, так и переменный ток.
Работы могут выполняться как на постоянном, так и на переменном токе. Присадочную проволоку следует выбирать с более высокой степенью легирования, чем у основного металла.
Движения электрода должны быть плавными, без колебаний, чтобы не нарушать зону сварки и предотвратить окисление стали. Защитить внутреннюю сторону шва можно путем осуществления поддува инертного газа аргона. Следует учитывать, что для нержавейки качество защиты внутренней стороны не так критично, как для титана. Технологии сварки нержавейки предусматривают использование для разжигания дуги бесконтактного метода. Применяется также графитовая или угольная плита. На ней разжигают дугу, а затем переносят на сталь. Так удается избежать попадания вольфрама в сварочную ванну.
При выборе режима сварки нужно учитывать толщину свариваемых элементов. Не менее важными считаются значения полярности и силы тока, диаметров электрода и присадочной проволоки, скорости процесса и количество расходуемого аргона. Добиться значительного снижения расхода вольфрамового электрода можно следующим образом. По окончании сварки, после разрыва дуги, в течение 15 секунд не прекращать подачи аргона, чтобы обдуть им электрод и снизить его окисление.
3. Сварка полуавтоматом MIG.
Суть метода почти ничем не отличается от описанного выше. Единственное отличие – в механизированной подаче нержавеющей проволоки. Благодаря применению этой технологии сварки нержавейки сварочный шов получается высочайшего класса. Сам процесс работы значительно упрощен и ускорен.
Использование различных сварочных техник делает доступным соединение материалов самой разной толщины:
- для тонколистовой стали применяют сварку короткой дугой;
- для деталей значительной толщины применяют сварку методом струйного переноса.
- Импульсную сварку считают самым управляемым методом. Она подразумевает подачу металла серией импульсов, что способствует значительному снижению средней величины сварочного тока, уменьшению теплового воздействия и исключению возможности прожога детали.
4.Метод контактной сварки.
Точечную и роликовую сварку нержавейки можно осуществлять на оборудовании, которое предназначено для соединения различных металлов. Эта технология прекрасно подходит для работы с тонкими (до 2 мм) листами металла. Различие лишь в выбираемых режимах.
Из-за повышенного сопротивления нержавейки в процессе работы происходит увеличенное выделение тепла, поэтому точечную сварку необходимо осуществлять с уменьшенной силой тока и увеличенным давлением сжатия. Соблюдение этих правил позволяет уменьшить время цикла, предохранить детали от прожигания, а также повысить антикоррозийные свойства шва за счет снижения возможности образования карбидов.
Благодаря роликовой технологии сварки нержавейки шов получается более надежным. Точечную технологию применяют чаще всего для менее ответственных соединений.
5. Метод холодной сварки.
Данный способ сварки применяется в промышленном масштабе. В бытовых условиях он не используется. Метод не подразумевает нагревания соединяемых деталей, основную роль в нем играет приложенное давление. Детали соединяются на уровне кристаллических решеток стальных заготовок.
Соединение деталей делается либо внахлест, либо в тавр. Размер нахлеста определяется толщиной металла, из которого изготовлены элементы. Может применяться односторонняя или двухсторонняя схема. При односторонней сварке давление прилагается только к верхнему листу нержавейки, который и подвергается пластической деформации. Это никак не влияет на качество соединения. Во втором случае давление оказывается на обе свариваемые детали.
Хотелось бы отметить лазерные и плазменные технологии сварки нержавейки, которые считаются крайне перспективными. Однако, как и холодная сварка, они не применимы в бытовых условиях. Для таких целей подходят первые три способа. Стоит подчеркнуть, что независимо от выбранного метода, качество сварочного шва определяет квалификация исполнителя.
При соединении нержавейки с другими металлами основная опасность таится в их совмещении. Разнородность материалов может значительно ухудшить свойства шва, сделать его хрупким и твердым, спровоцировать образование трещин. Чтобы подобное не случилось, нужно придерживаться следующих правил:
- при выборе присадки отдавать предпочтение высоколегированным или созданным на основе никеля сплавам;
- в обязательном порядке проводить тщательную обработку поверхностей перед сваркой и прокаливать электроды;
- не нагревать область сварки до начала работ;
- использовать электроды, которые предназначены для работы с высоколегированной сталью.
Сварной шов должен содержать как можно меньше основного металла (количество в общей массе не более 40 %). Основную часть должны составлять электроды или присадочная проволока, в зависимости от выбранной технологий сварки нержавейки.
Видео о способах сварки нержавейки
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технология сварки пищевой нержавеющей стали
Пищевая сталь отличается по своим свойствам от многих марок технической нержавейки. По этой причине отличаться будет и сварка пищевой нержавеющей стали.
Ключевым отличием пищевой стали от технической нержавейки является наличие в пищевой нержавеющей стали пониженного содержания углерода. Дополнительно пищевая сталь имеет в своем составе никель и хром.

Сварка пищевой стали позволяет получить прочный и долговечный шов. В данном случае шовное соединение не будет подвергаться коррозии.
Популярные марки пищевой стали:
- 08Х18Н10 (аналог AISI 304)
- 03Х18Н11 (аналог AISI 304L)
- 03Х17Н14М3 (аналог AISI 316L)
- 12Х18Н10Т (аналог AISI 321)
- 12Х13 (аналог AISI 410)
Пищевая сталь ценится за абсолютную химическую нейтральность к большей части кислот и прочим агрессивным средам. Пищевую нержавеющую сталь можно определить по отсутствию в металле магнитных свойств.
В обзоре будет рассказано как сварить пищевую нержавеющую сталь.
Методы сварки пищевой нержавеющей стали
Пищевую сталь сваривают различными способами. Наиболее широкое распространение получили 2 метода сварки нержавейки:
- Ручная электродуговая сварка
- Сварка в среде защитных газов
Обе технологии сварки пищевой стали обладают своими преимуществами и недостатками.

Ручная электродуговая сварка пищевой стали
Данный метод сварки хорошо подходит при соединении металлопроката с толщиной стенки от среднего и выше. Электродуговая сварка дает возможность соединять даже толстостенные металлические заготовки.
Режимы сварки пищевой стали электрической дугой:
- Невысокая сила тока, около 80 – 100 (А)
- Короткая дуга, без поперечных колебаний
- Высокая скорость прохода
В качестве электродов следует использовать специальные стержневые припои. В таких электродах используется высоколегированный металл, что позволяет предотвратить появление межкристаллической коррозии на шовных соединения. Дополнительно возрастет прочность швов.
Электроды для сварки пищевой стали могут легироваться следующими компонентами:
При использовании электродов для электродуговой сварки следует помнить, что на поверхности шва появится шлам, который нужно будет впоследствии убирать.
После зачистки шовных соединения швы следует обязательно обработать специальной пастой для восстановления антикоррозионных свойств.
Как сварить пищевую нержавеющую сталь при помощи аргона.
Сварка пищевой стали в среде защитных газов
Одной из лучших альтернатив электродуговой сварке является сварка в среде защитных газов. Для этого потребуется полуавтомат с режимом сваривания TIG.
Для защиты ванны с расплавом металла хорошо подходят инертные газы. Широкое распространение получила сварка в среде аргона. Аргон легко вытесняет кислород из зоны сваривания, что защищает металл от окисления и появления различных дефектов.
В среде специалистов по сварки пищевой стали бытует мнение, что сварка TIG применима лишь к прокату с небольшой толщиной стенки. Оптимальной толщиной заготовок является 1-3 (мм). Хотя при правильном подборе электрода можно добиться качественного шовного соединения проката толщиной до 5 (мм).
Сварка TIG предусматривает использование неплавящегося вольфрамового электрода. Ток может быть как переменным, так и постоянным, но обязательно с прямой полярностью.

Распространенные марки электродов для сварки пищевой стали с среде защитных газов:
Помимо аргона и многоразового вольфрамового электрода для соединения металлических компонентов потребуется специальный присадочный пруток.
Обычно для сварки пищевой стали используется пруток, диаметр которого соответствует толщине металлопроката.
Принято использовать пруток той марки стали, которая подвергается свариванию. Если такого припоя не найдется, то допустимо применять прутки из высоколегированной стали.
Сварка пищевой нержавеющей стали при помощи TIG производится без появления шлама. В данном случае шов получается чистым. Сварщик сможет сэкономить время и силы, которые в случае с электродуговой сваркой направляются на зачистку и обработку шовных соединений.
Следует отдельно заметить, что аргоновая сварка заметно уступает по производительность электродуговому методу. На сварку пищевой стали в среде аргона требуется больше времени. Но при этом заметно возрастает качество шовного соединения.
Аргон и вольфрамовый электрод обычно используются в тех случаях, когда производится сборка ответственной металлоконструкции. Аргоновая сварка позволяет добиться шовного соединения эталонного качества.
Что еще нужно знать о технологии сварки пищевой стали.

Подготовительные работы
Прим сварке пищевой стали особое внимание следует уделять подготовительным работам. Правильность подготовки стальных заготовок оказывает заметное влияние на качество конечного результата.
- Фаска на соединяемых кромках. Если сваривается достаточно толстый прокат, от 5 (мм), то на стыкуемых поверхностях нужно обязательно снять фаску.
Благодаря фаскам у сварщика появится свободный доступ к корню шва, что позволит сделать качественное и надежное соединение.
Разумеется, фаски следует делать не всегда. Если сваривается нержавеющая пищевая сталь небольшой толщины, до 3-5 (мм), то электрод сможет добраться до корня шва без помощи дополнительного зазора.
- Обезжиривание соединяемых поверхностей. Данная процедура важна при использовании аргоновой сварки, с применением вольфрамового неплавящегося электрода.
При обезжиривании улучшится контакт электрода с металлическими поверхностями, которые соединяются. Это повысит как производительность, так и качество шовного соединения.
Касательно непосредственно процесса сварки пищевой стали, если соединяются заготовки большой толщины, то сварочный шов создается послойно. В этом случае делается многократный проход электродом.
Послойное создание шва даст возможность снизить деформацию изделия.

Где используется сварка пищевой стали
Сварка нержавеющей стали пищевых марок востребована в следующих сферах:
При помощи сварки осуществляется сборка металлоконструкций. Данное производство предполагает изготовление:
Из нержавеющей стали изготавливаются всевозможные приборы, приспособления, инструменты и инвентарь. Широкое распространение получила посуда из нержавеющей пищевой стали.
Сварка пищевой стали применяется и при создании мебели, а также изготовлении различного оборудования.
Если говорить о сварке технической нержавеющей стали, то она нашла широчайшее применение в ремонтном деле. Ни одна более-менее серьезная мастерская не может обойтись без аппарата для сварки нержавеющей стали и алюминиевых сплавов.

Особенности пищевой стали
Нержавеющая пищевая сталь имеет надежную защиту от окисления и коррозии. Нержавейка пищевых марок не изменяет состав жидкостей и продуктов. Она абсолютно нейтральна, что делает этот материал безвредным для человеческого организма.
Хорошую защиту от коррозии обеспечивает наличие в составе нержавейки хрома. Молекулы хрома создают на поверхности проката устойчивую защитную оболочку.
Касательно никеля, данный компонент делает нержавеющую сталь более пластичной и жаростойкой.
Пищевая сталь обладает ярко выраженными бактерицидными свойствами. Нержавейка замедляет бактериальное обсеменение.

Распространенные марки пищевой стали
- 08Х18Н10 – жаропрочная и коррозионно стойкая нержавеющая сталь. Эта разновидность пищевой стали отличается улучшенным сопротивлением воздействию кислот и солевых растворов.
Металлоизделия из данной марки стали могут эксплуатироваться в широком диапазоне температур, от -196 до +600 С.
- 03Х18Н11 – данная марка нержавейки относится к классу жаропрочных и жаростойких, с улучшенным сопротивлением коррозии. Этот материал не образует окалину даже при длительном воздействии мощных окислителей.
Эта нержавеющая пищевая сталь часто используется для хранения криогенных веществ, таких как жидкий азот.
- 03Х17Н14М3 – В отличи от других марок пищевой нержавеющей стали данный сорт нержавейки имеет в своем составе помимо никеля и хроме еще и молибден.
Наличие в стали молибдена делает эту нержавейку высоколегированной. Такая сталь превосходно сопротивляется негативному воздействию пониженных и повышенных температур.
Эта марка нержавейки относится к классу легко свариваемых пищевых сталей.
- 12Х18Н10Т – одна из самых распространенных видов пищевой нержавеющей стали. В состав этой нержавейки введен титан, в виде карбида титана.
Наличие в составе пищевой нержавеющей стали титана улучшает сопротивление нержавейки перед лицом межкристаллической коррозии.
Аргонная сварка нержавейки

Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Преимущества аргонной сварки нержавейки

При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.
- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Как настроить аргонную сварку по нержавейке: нюансы подготовки

Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.

Технология аргонной сварки неплавящимся электродом из вольфрама

С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Важным этапом работы является настройка сварочного аппарата. Покажем это на примере соединения деталей толщиной в 1 мм. Используется аппарат постоянного тока с прямой полярностью (на электрод подается «+», а на детали «-»). Выбирается ток от 30 до 50 А с напряжением до 28 В. Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Угол наклона горелки – от 70° до 80°, угол подачи проволоки – от 10° до 15°. Для улучшения качества шва, а также увеличения срока службы вольфрамового электрода, аргон перекрывают спустя 10–15 секунд после остановки работы. При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
Аргонная сварка нержавейки полуавтоматом

Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Применение двух других способов ограничивается толщиной соединяемой нержавейки. Струйный перенос используют для сваривания деталей большой толщины, короткая же дуга применяется к тонким изделиям.
Какое оборудование применяют для аргонной сварки нержавейки

Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки

Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Почему следует обращаться именно к нам
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Читайте также: