Сварка пластиковых емкостей под воду
Обновлено: 17.05.2024
Трещина в пластиковой бочке — явление распространенное. Она может появиться вследствие самых разных факторов, но чаще всего возникает из-за сильного удара острым предметом, продавливания, падения с высоты и по другим причинам. Можно ли заделать трещину собственными силами? Можно, и на это не уйдет много времени.
Кто-то может спросить: зачем заделывать треснувшую пластиковую бочку, если можно купить новую? Действительно, можно приобрести новую бочку, благо цена на них невысока и доступна для каждого. Однако есть несколько факторов, способных переубедить скептиков:
- ремонт пластиковой бочки не занимает много времени и не требует больших усилий, к тому же любому мужчине будет приятно овладеть новым навыком, который пригодится в мастерской;
- способ, о котором пойдет речь, универсален и применим ко всем пластиковым емкостям, начиная от канистр с толщиной стенок от 10 мм и заканчивая подземными септиками.
Овладев этим полезным навыком, можно чинить практически любые пластиковые тары, что обеспечит хорошую экономию средств. Многие мастера настолько набили руку на данной технике, что практикуют платный ремонт бочек и имеют дополнительный заработок с этого. Настало время поделиться ценным секретом.
Способ первый
Для начала рассмотрим проверенный метод, для которого потребуются следующие инструменты:
- профессиональный термопистолет (можно воспользоваться практически любой моделью, главное, чтобы инструмент поддерживал регулировку температуры и обладал небольшим зауженным соплом для сварки пластика, около 9 мм);
- обыкновенная электродрель;
- набор сверл, главное из которых — шарошка;
- пассатижи;
- кусачки;
- острый нож (рекомендуется воспользоваться канцелярским);
- пластиковые пруты разной толщины (можно нарезать из корпуса старой бочки).

Суть данного способа сводится к следующему: с обратной (внутренней) стороны бочки необходимо сделать конусообразную канавку, идущую ровно по трещине, которая в дальнейшем заполняется пластиковыми прутами и плавится, свариваясь со стенками бочки. После этого делается вторая канавка, поменьше, с внешней стороны, и так же заполняется пластиковыми прутами и заваривается. В результате трещина исчезает полностью.
Как это сделать
Зачистим и обезжирим края трещины, после чего аккуратно просверлим сверлом небольшие углубления. Погружать сверло нужно на глубину, равную примерно 2/3 толщины стенки. Лунки должны идти с равным шагом, причем следует сделать по 1-2 дополнительных с каждого края, чтобы углубление было длиннее трещины.
Далее, сменив сверло на шарошку, необходимо высверлить перемычки и аккуратно сформировать ровное конусообразное углубление. Торопиться не следует, поскольку можно лишь расширить трещину или пробить ее насквозь, и тогда на ремонт потребуется гораздо больше времени и сил.

Шарожка для разделки трещины
Завершив этот этап, необходимо уложить в канавку пластиковые прутки, сначала тонкие, затем толстые. Чтобы эффект ремонта получился наилучшим, рекомендуется придать пруткам сечение, соответствующее форме канавки. Так соприкосновение со стенками будет максимальным, что улучшит сварку. К тому же обработка пластика повышает адгезию. Кончик прутка можно заострить для более удобной работы.
Свариваем
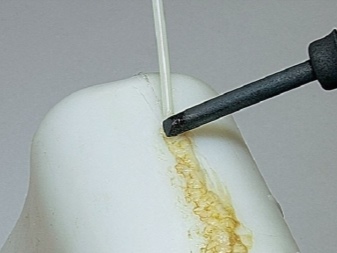
Рекомендуется уложить бочку так, чтобы стенка с трещиной располагалась под пологим углом. Устанавливаем температуру на термопистолете в диапазоне 290-330 градусов Цельсия. Прогреваем кончик прутка, пока тот не станет полупрозрачным (плавку можно определить по заметному изменению формы). До аналогичного эластичного состояния необходимо прогреть глубину полученной канавки, то есть края трещины, изнутри.
Постоянно работая термопистолетом, прикладываем разогретый кончик прутка повыше начала трещины, и затем, не переставая прогревать горячим воздухом, плавно ведем по всей длине разрыва. На пруток необходимо немного надавливать, чтобы он ложился точно по центру канавки, не уходя в сторону.

Уже после первых минут работы в зоне нагрева образуется капелька расплавленного пластика, которая будет стекать по краям трещины, сращивая их. Поверх постепенно накладывается сам пруток, закрывая полость.
Торопиться не следует, материал должен прогреваться равномерно. Этот процесс занимает определенное количество времени. На сварку одного прутка уходит около 5 минут. После первого прохода необходимо откусить пруток кусачками и затем по тому же принципу переходить к следующему прутку. Далее необходимо повторить все процедуры, начиная со сварки, с обратной стороны, после чего трещина будет полностью устранена.
Рекомендуется наплавить на 1-3 прутка больше, даже когда канавка будет полностью заполнена. Полученный шов будет выпирать над поверхностью стенок, но зато гарантированно удержит края пробоины, не позволяя им расходиться. При желании можно отшлифовать шов шарошкой, но только после полного застывания пластика. В завершении процесса можно наварить с внешней стороны несколько поперечных швов, которые обеспечат дополнительное сопротивление на разрыв при наполнении бочки жидкостью.
Второй способ
Большие трещины в пластиковых тарах можно устранить при помощи:
Данный способ занимает гораздо меньше времени, но подходит не во всех случаях. Его можно применять при образовании Г-образных пробоин в пластиковой таре.
Для заделывания пробоины/трещины необходимо:
- нарезать нержавеющую сетку на тонкие ленты, шириной примерно несколько сантиметров;
- приложить ленту к краю трещины;
- прижечь сетку паяльником, надавливая на жало (лента должна погрузиться в пластик на свою толщину);
- прижать расплавленный участок острием ножа, не протыкая поверхность.
Работать следует по несколько сантиметров за раз, ожидая, когда сетка и пластик срастутся друг с другом, после чего переходить далее. Лента идет по направлению трещины. Закончив с одной стороной, можно переходить на следующую.
Нож выступает в качестве теплообменника, прижимая и остужая поверхность сетки для лучшего, качественного сращивания с пластиком. Теплообменник должен идти вслед за жалом паяльника, обеспечивая глубокое проникновение нержавеющей сетки в пластик.
Для закрепления результата рекомендуется разгладить края образовавшегося шва паяльником. Это обеспечит плотное сращивание по всей поверхность. Сетка играет роль дополнительного армирования, стягивая края пробоины. Даже при больших нагрузках и вероятных последующих повреждениях трещина в данном месте не образуется.
Повторив данную процедуру с внутренней стороны тары, можно закрепить результат, исключая малейшую вероятность протечки. Пластик будет сварен настолько плотно, что вода не сможет просочиться сквозь него. Эти методы были проверены на практике, поэтому можно смело применять их в работе.
Методы и технология сварки пластика
Сварка пластика — один из самых надежных способов соединения материалов на полимерной основе. Применяя различные способы в домашних условиях, можно добиться надежного скрепления многослойных конструкций, сделать шов на трубчатых деталях. Правда, переходить к практической работе лучше после того, как будут освоены сварочный пистолет и другие инструменты, найден подходящий пруток для пластмасс.


Особенности
Сварка пластика — процесс, при котором края деталей из пластмассы соединяются путем нагрева или в результате химического воздействия. Для этих процессов тоже существуют свои регламенты, в частности ГОСТ Р ИСО 17659-2009. Сварка пластика предусматривает формирование соединений неразъемного типа за счет активации диффузионных процессов. Молекулы соединяемых материалов смешиваются, проникают друг в друга под воздействием химической реакции или нагрева. Граница между материалами становится нераздельной.
Наиболее эффективно сварочные процессы в пластмассах протекают в условиях, когда сам полимер находится в текучем или размягченном состоянии.


Именно на достижение такого результата и направлены все методы воздействия. Если диффузионная сварка невозможна, пластик растворяется и приводится в нужное состояние химическим путем либо для его связывания применяются присадочные материалы с нужными характеристиками.
У пластмасс способность к свариванию не является однородным понятием. Все их виды делятся на основные подгруппы согласно своим характеристикам.
- Хорошо поддающиеся сварке. Сюда входят термопласты и полимеры, соединять которые можно плавлением или другими методами, позволяющими нагревать изделия до жидкого агрегатного состояния или сильно размягчать их.
- Плохо свариваемые. Это термопласты, имеющие узкий температурный коридор плавления (менее 50 градусов) и небольшую вязкость расплава. Чаще всего такими свойствами обладают фторопласты и полуфабрикаты различных материалов с термопластичными свойствами. Для соединения таких пластиков приходится тщательно подбирать оптимальный способ сварки.
- Не плавящиеся. Эта группа термопластов обладает характеристиками, не позволяющими приводить их в состояние вязкости и текучести. Соединение возможно только при помощи химических реагентов на границе раздела материалов. Процесс сваривания таких пластиков требует значительных затрат времени.
- Не поддающиеся диффузионному воздействию. Сюда входят реактопласты и вулканизирующие полимеры. Для них используют методы сварки, при которых сочетается сразу несколько видов воздействия, в том числе с использованием давления или дополнительных агентов, образующих шов на границе материалов.
Именно исходя из особенностей пластика и его принадлежности к конкретной группе веществ определяется метод воздействия.
Способы сварки
В зависимости от того, к какой группе полимеров относятся скрепляемые материалы, их можно соединять разными способами. Существует множество технологий, позволяющих выполнить сварку пластиков в промышленных условиях или на дому. Стоит рассмотреть самые популярные из них более подробно.


Горячая
Метод сварки нагретым воздухом с направленным воздействием на материал. При помощи потока газообразной среды, генерируемого тепловой пушкой, происходит размягчение соединяемых полимеров. Посредством этого способа осуществляется изготовление пластиковых емкостей для воды и химикатов, водопроводной арматуры, теплообменников. Метод подходит для работы с тканями и пленками, поскольку не требует применения присадочных компонентов. Процесс сварки протекает быстро, может быть непрерывным.


Термосваривание
Комбинированный метод сварки, предусматривающий сочетание термического воздействия и давления на материал.
Способ довольно широко распространен, но предъявляет строгие требования к адгезионным свойствам пластиков.
Они должны совпадать по составу не менее чем на 80%. Для проверки на совместимость сверяется маркировка, проводятся специальные тесты.


Экструзионная
Способ, хорошо работающий при создании длинных сварных швов в материале толщиной более 6 мм, используется при соединении слоев линолеума и других плоских покрытий. Сварочный стержень помещается в корпус ручного экструдера, подается в место соединения с одновременным нагревом поверхности строительным феном или другим источником тепла. Все компоненты сплавляются, образуя неразрывный шов.


Высокочастотная
Метод, подходящий для сваривания некоторых полимеров: ацетатов, полиамидов, поливинилхлорида. При воздействии электромагнитных волн в ВЧ-диапазоне происходит локальный нагрев места соединения. Пластмасса размягчается, происходит смешивание слоев материала. Метод известен и используется более 70 лет. Также может встречаться определение «радиочастотная сварка».
Индукционная
Способ, разработанный специально для сварки пластмасс, обладающих низкими показателями электропроводности. Предусматривает создание соединения с использованием дополнительных компонентов — волокон углерода, металлических прокладок. Индукционная катушка в сварочном аппарате взаимодействует с ними, вызывая нагрев и сплавление деталей. Этот метод распространен в авиакосмической отрасли.


Ультразвуковая
Способ сварки, предусматривающий создание колебаний при помощи УЗ-волн на высоких частотах (15-40 кГц) и с низкой амплитудой.
В результате такого воздействия полимерный материал размягчается, происходит его оплавление и спаивание в месте соединения.
Метод хорош тем, что позволяет скреплять практически все существующие полимеры без ограничений.


Лазерная
Метод, при котором одновременно используются давление на область соединительного шва и спаивание при помощи лазерного луча. В результате воздействия происходит нагрев скрепляемых элементов, пластмассы размягчаются и прилипают друг к другу. Технология предусматривает использование лазерных полупроводниковых диодов с различной длиной волны и мощностью, подходящие параметры определяются свойствами конкретного материала.
Трением
Способ, при котором на пластик производится круговое или амплитудное механическое воздействие. Части свариваемых полимеров колеблются с низкой частотой и высокой амплитудой до тех пор, пока не произойдет их достаточный разогрев. По своему действию этот способ похож на ультразвуковой, с той лишь разницей, что источник термической реакции не требует применения волновых источников тепла. При оплавлении контактные зоны провоцируют деформацию слоев, их проникновение друг в друга. После остывания на границе формируется сварной шов.
Растворением
Способ сварки пластиков с применением химических реагентов. Полимерный материал в месте нанесения состава становится податливым для соединения. Все химические реакции протекают без использования специальных тепловых режимов, при комнатной температуре.
Благодаря растворению полимерные частицы равномерно перемешиваются на границе шва, а после отвердения образуют прочную связь, монолитное соединение.
Таким способом скрепляют полотна ПВХ при изготовлении натяжных потолков, пластиковые трубы при сантехнических работах в быту.
Что понадобится?
Для успешной самостоятельной сварки пластиков в домашних условиях необходимо заранее приобрести набор необходимых инструментов и расходных материалов. Самое простое устройство — сварочный аппарат, выпускаемый в модификациях для труб и объемных деталей, стыковки в раструб или внахлест. Оборудование должно иметь регулятор нагрева в диапазоне до 260 градусов по Цельсию.
Сварочный пистолет или строительный фен со специальной подающей пруток насадкой предусматривают работу с присадочными материалами. К ним необходимо дополнительно приобретать стержни из материала, образующего шов. Вариант со строительным феном удобнее и практичнее, поскольку позволяет занимать при работе только одну руку. При выборе прибора важно обратить внимание на мощность — оптимальный диапазон варьируется от 1,5 до 2 кВт.


На таких инструментах тоже имеется терморегулятор.
Экструдер — аппарат, при помощи которого в зону сварки подается расплавленная пластмасса. Такое оборудование не самое дешевое, зато оно надежно, формирует ровный шов. Инструмент может быть контактного типа или бесконтактный, с дополнительным валиком для разравнивания нагретой массы. Первый вариант более безопасный в работе. В качестве соединительного материала чаще всего выступает все тот же присадочный пруток.
Технология
В домашних условиях сварка пластмассовых изделий может производиться несколькими способами. Для листов полимерных материалов с соединением встык применяется нагрев при помощи специальных инструментов. Чаще всего это термопистолет или фен с насадкой, в который вставляются прутки. Таблица разогрева веществ с разной температурой плавления обычно прилагается в инструкции к устройству. Температуру регулируют исходя из типа соединяемых поверхностей. Также можно применять обычный паяльник, если стыковка выполняется внахлест.
Метод экструзии позволяет вести работу бесконтактно — с использованием прижимного ролика, а также контактно – с касанием материала непосредственно наконечником. Таким способом можно соединять различные пластиковые детали, запаивать пустоты между слоями плоских материалов.
Сварочный аппарат может оказывать прямое или косвенное термическое воздействие. Этот инструмент ориентирован на монтаж неразрывных трубопроводов без винтовых соединений, в том числе с разным торцевым сечением деталей.
После разогрева места стыковки до температуры плавления шов остужается.
Не менее популярна для использования в домашних условиях и горячая сварка пластиков. Она подразумевает подачу разогретой газообразной среды на поверхность материала. Чаще всего это делается с применением строительного фена или газовой горелки. В зависимости от условий работы в качестве теплоносителя выступает обычный воздух или азот, аргон. При подборе среды следует учесть характеристики сплавляемых деталей.
При горячей сварке пластиков отсутствуют ограничения по форме и размеру изделий. Можно создавать соединения любой длины. Кроме того, горячим воздухом можно ремонтировать изделия из полимеров с тонкими стенками, различные емкости. Производить воздействие можно напрямую или при помощи специальных присадок (прутков, планок) по диаметру обрабатываемой детали.


Обязательным условием успешного соединения материалов является предварительное обезжиривание места соединения. При наплавлении прутка он может крепиться в зазор или поверх материалов. Излишки впоследствии срезаются. Важно избегать деформации краев изделия, тщательно следить за соблюдением температуры нагрева.
О том, как паять пластик, смотрите далее.
Чем и как заклеить пластиковую канистру?
Пластмассовые баки очень удобны для использования, в них можно хранить жидкость, сыпучие и твёрдые материалы. Они не ржавеют, не поддаются коррозии, их можно использовать довольно долго. Но если ваша пластиковая канистра повредилась, то не спешите её выбрасывать, так как есть шанс починить резервуар.
Особенности ремонта
Пластик довольно хрупкий элемент и часто повреждается при неаккуратном использовании. Чаще всего канистры ломаются ещё при установке. Если в ёмкость положить острые предметы, то это приведёт к появлению трещин и дыр. Деформироваться тара может и в процессе эксплуатации, когда бак падает с высоты, или в него заливают неподходящие материалы, которые вызывают нарушение плотности конструкции.
Если бросить в открытую канистру тяжёлые предметы, то это создаст гидродинамический удар, вследствие которого появятся трещины в резервуаре.

При больших повреждениях мало шансов эффективно склеить бак, но если повреждения не очень значительные, то можно попробовать.
Реконструкцию канистры нужно начинать с того, что необходимо определить, из какого материала состоит ёмкость, так как каждый вид пластика имеет свои особенности.
- PET – полиэтилен или полиэтилентерефталат. Этот вид материала чаще всего используют для изготовления тары для посуды, а также делают различные плёнки.
- HDPE – это плотный полиэтилен. Применяется в производстве термоусадочной плёнки и разнообразных пакетов.
- LDPE – полиэтилен, который используется для создания бутылок для жидких веществ и труб.
- PP – самый термостойкий вид полипропилена. Выдерживает очень высокие температуры. Применяется при изготовлении труб, игрушек, медицинских товаров.


Пластиковые резервуары могут быть полиэтиленовые (HDPE), полипропиленовые (PP-H), поливинилхлоридные (PVC-U).
Полиэтилен имеет вязкую и одновременно плотную структуру. Он устойчив к различным воздействиям внешней среды. Его свойства сохраняются при температуре от -50 до +80°C.
Полипропилен имеет большую прочность и является более твёрдым материалом. Поливинилхлорид также обладает высокой прочностью. Материал не изменяет свои свойства при температуре от 0 до +60°C. Он довольно устойчив к различным химическим веществам.
Заклеивать пластиковую канистру нужно по специальной методике. Так как полимеры плохо склеиваются, то для замазывания трещин используют составы, которые подходят именно для этих материалов.
Чем можно склеить?
Заклеить пластмассовую канистру можно с помощью клея. Например, специальный клей Loctite 406 поможет в этом. Очень сильным веществом является также дихлорэтан, который может склеивать пластик и оргстекло. Клеи бывают разными по качеству и свойствам: жидкие, контактные, реакционные, термоклеи.
Жидкий клейстер применяют для пористого пластика. Контактный клей, такой как «Момент», скрепляет поверхности, которые должны быть с силой прижаты друг к другу.


У него ядовитый запах, поэтому нужно проветривать помещение. Эмульсии «БФ-2» и «БФ-4» также подойдут для полиэтиленовых канистр.
Реакционный клей очень быстро схватывает материал и скрепляет его. К такому клею относятся «Суперклей», «Секунда» и другие. Термоклей проявляет свою эффективность только при нагреве до 120°С. Поэтому для работы лучше использовать строительный пистолет, который умеет разогревать вещество.


Небольшие повреждения на канистре можно убрать гидроизоляционными битумными лентами. Этот вид материала умеет воссоздавать адгезию с металлами и растворять внешние материи пластмасс. Полипропиленовые резервуары для воды хорошо поддаются склейке расплавленным полимером. Можно также сделать самодельный клей из бензина и пенопласта. Для этого нужно растворить кусок пенопласта в бензине.
Сварка очень хорошо справляется с повреждениями пластмассовых резервуаров. Канистры под бензин также можно запаять легко и быстро. Во время сварки пластик переходит в жидкое состояние, что помогает эффективно заполнить пустые участки материалом или специальными жгутами.
Как правильно отремонтировать?
Необходимо хорошо очистить и зашлифовать участки, где планируется провести реконструкцию. Шлифовку лучше делать наждачной бумагой. Очистить повреждённую поверхность следует качественно, чтобы не было остатков жира или грязи, тогда клей хорошо прикрепится. Заплатки можно изготовить из кусочков пластика или стеклоткани.
Чтобы правильно прикрепить заплатки, нужно верно рассчитать количество необходимых материалов, а также уровень давления в самой бочке. Для этого следует определить размер щели, которую необходимо заклеить, отрезать материал с запасом для каждой стороны. Трещину следует хорошо промазать клеем с обеих сторон и наложить латку.
Заплатку также необходимо промазать клеем. Далее следует плотно прижать материал к баку, и дать ёмкости высохнуть.
Если выбор пал на сварку, то нужно иметь в виду, что полиэтиленовую канистру нежелательно ремонтировать таким способом, так как материал является очень хрупким, и спайка не решит проблему надолго. Если повреждения в баке большие, то следует взять присадочный материал в виде полиэтиленового пакета или куска пластмассы. Во время сварки запаивают трещину, используя нужный материал.
О том, как спаять лопнувшую пластиковую канистру или бак, смотрите далее.
Как заклеить пластиковый бак?
Баки из пластика широко востребованы и в быту, и в промышленности: они обеспечивают набор и сохранение жидкости, а также поддержание её основных параметров на протяжении продолжительного времени. Под действием влаги пластмасса не разрушается, материал не склонен к образованию коррозии и сохраняет стойкость под УФ-лучами. Однако под действием некоторых внешних факторов пластмасса деформируется. В статье пойдет речь о том, как отремонтировать бак из пластика.


Пластмасса – довольно прочный материал. Тем не менее под действием неблагоприятных внешних факторов пластиковый бак может деформироваться. Целостность его нарушается при неосторожных ударах, контакте с острыми предметами, падении тяжеловесных грузов в открытый резервуар. Повреждения могут быть точечными, наподобие укола острым предметом, или обширными – в этом случае появляются трещины. И в том и в другом случае появляется течь, и со временем конструкция может развалиться. Маленькие бачки чаще всего просто меняют на исправные, большие резервуары приходится ремонтировать – стоят они дорого, а доставка новых обычно составляет несколько дней и даже недель.
Существует множество возможностей для быстрого и практичного восстановления поверхности пластиковых бачков с полным возвратом их первичной функциональности.


Методы реставрации пластмассы зависят от особенностей полимеров и структуры исходного сырья, из которого изготавливают баки.
Полиэтилен
Для такого материала характерно сочетание текучести и твердости. Это существенно упрощает процесс обработки пластмассы при склеивании. Однако необходимо иметь в виду, что полиэтилен низкого давления характеризуется стойкостью к действию органических и неорганических сред. Кроме того, он сохраняет свои физико-технические параметры в широком температурном диапазоне от –50 до +80 градусов Цельсия.


Полипропилен
Характеризуется высокой прочностью на разрыв, твердостью и химической инертностью.


Поливинилхлорид
Способен сохранять свою форму и структуру в температурном диапазоне от 0 до +60 градусов Цельсия. Он не вступает в реакцию с агрессивными химическими компонентами, отличается исключительной твердостью, прочностью и плотностью.
Характеристики полимера оказывают непосредственное воздействие на выбор техники, при помощи которой устраняются протечки. Для каждого типа пластика существует определенная технология его восстановления: в некоторых случаях бочку можно просто заклеить, в других – требуется сварка, а в третьих – единственным эффективным решением станет применение экструзии.


Чем можно склеить трещины и дыры?
При ремонте баков из полиэтилена восстановление целостности баков осложняется пониженными параметрами адгезии этого материала. Из-за слабой сцепляемости поверхность отторгает клеи, герметики, составы для холодной сварки, а также эпоксидную смолу.
Если трещина небольшая, то избавиться от неё можно при помощи битумной ленты. Если лопнуло дно, то устранить повреждение можно при помощи заплатки из куска пластика и специального клеящего состава для моделирования – это рабочая технология, которая создает надежную фиксацию и позволяет продлить срок использования емкости на год и более.


Если треснул полипропиленовый бак на 200 и более литров, его можно залатать стекловолокном и зафиксировать расплавленным полимером. Чтобы починить емкость, необходимо выполнить несколько простых действий:
поврежденный участок тщательно зачищают и обезжиривают;
поверхность нагревают строительным феном;
из специального пистолета на зону деформации наплавляют пластик и быстро накладывают кусок стеклоткани оптимального размера;
отремонтированный участок ёмкости ещё раз подогревают феном, чтобы обеспечить максимальную прочность фиксации.


Если площадь повреждения полипропиленовой емкости невелика, то хороший результат даст эпоксидный клей на двухкомпонентной основе. Такой состав отличается инертностью, стойкостью к воздействию химических компонентов, он не разрушается при контакте с влагой. Клей негорючий, на полимеризацию уходит всего 50-60 минут. Чтобы выполнить реставрационные работы, необходимо отрезать небольшое количество клея, размять его в руках до получения однородной субстанции, затем вылепить конус и зафиксировать в отверстии бачка. Клей-пластилин фиксируют на несколько минут и оставляют на пару-тройку часов. После этого контейнер готов к эксплуатации.


Особой эффективностью обладает эпоксидный клей «Контакт». В отличие от других составов для работы вовсе не обязательно опустошать резервуар – выполнять ремонт можно даже под водой и другими жидкостями. К преимуществам клея «Контакт» относят:
способность быстро восстанавливать форму изделий;
герметичность заполнения пустот;
инертность к действию масел и растворителей;
возможность использования в широком температурном диапазоне от –40 до +150 градусов Цельсия;
сохранение пластичности в течение 3-5 минут;
продажа в готовом к использованию виде.


На застывание пластилина уходит около часа, после этого его можно затачивать, зачищать и подвергать любым другим механическим воздействиям.
Как запаять бачок?
Одним из наиболее эффективных способов устранения протечки емкости считается сварка. Ее действие базируется на способности полимерных материалов под воздействием повышенных температур переходить из твердого состояния в жидкое. В домашних условиях для ремонта пластмассовых бачков используют паяльник или строительный фен. Мощность фена должна составлять не менее 1600 Вт, паяльников – не менее 100 ватт. При выборе инструмента следует принимать во внимание комфортность работы с оборудованием. Опытные мастера отдают предпочтение паяльникам с деревянной ручкой, поскольку полимерная из-за высокой температуры быстро расплавляется, а металлическая раскаляется. Если используется фен, желательно, чтобы он имел опцию плавной регулировки температуры, а также набор из нескольких насадок. Это позволит задать оптимальный режим при работе с пластмассами разных типов.


При выполнении сварки понадобится пруток из полимеров, его используют для армирования трещины. Диаметр и количество прутков подбирают в зависимости от параметров поврежденного участка.
Пайка проводится в несколько этапов:
сперва поверхность деформированного участка тщательно очищают и обезжиривают;
затем пластмассу на поврежденном участке оплавляют на определенную глубину;
трещину заполняют куском нагретого жгута;
шов охлаждают – чтобы ускорить процесс охлаждения, можно увлажнить отремонтированный участок прохладной водой из опрыскивателя;
на завершающем этапе останется только зачистить и обточить пластик для создания ровного полотна.
Полученный результат прямо зависит от соблюдения температурного режима и опыта работы с паяльным оборудованием.


Применение герметизирующей ленты для герметизации
Заделать небольшую дыру в бочках можно при помощи герметизирующей ленты. Она представляет собой клейкое полотно, пропитанное специализированными компонентами. Чаще всего герметизирующая лента используется для заделки соединительных элементов и мест стыка нескольких плоскостей. Впрочем, прямые участки также подлежат ремонту таким способом.
Ленту производят в трех основных цветовых решениях — белом, черном и синем. Это позволит сделать заплатку максимально незаметной на поверхности резервуара.


При применении герметизирующего полотна следует соблюдать определенную последовательность действий.
Участок повреждения следует вычистить и хорошенько высушить.
Небольшой кусок ленты растягивается, а затем производится его обмотка вокруг места повреждения. Важно, чтобы эти манипуляции сопровождались напряжением в ленте, в противном случае появятся складки.
В процессе наматывания каждый новый виток должен ложиться на половину предыдущего. Лучше всего упаковать резервуар двумя слоями герметизирующей ленты.
Такой способ оптимален для узких емкостей. В случае если требуется починка широкого резервуара, расход ленты будет велик, и это существенно увеличит общую себестоимость ремонтных работ. Недостатком такой техники является низкая устойчивость ленты к ультрафиолетовым лучам, для обеспечения продолжительности эксплуатации намотанное полотно дополнительно покрывают специальными пропитками.


Другие способы ремонта
Большая часть строительной техники, автотранспортных средств и тракторов в наши дни оснащаются топливными бачками из пластика. Они часто пробиваются, эксплуатация оборудования в этом случае невозможна. Учитывая, что стоимость бензобаков довольно высока, самым практичным вариантом является их ремонт. К сожалению, восстановление топливных баков в домашних условиях невозможно. Использование клея и герметика не даст 100% герметичности – рано или поздно появляется течь, и это может привести к возгоранию.
Восстановление таких резервуаров возможно только в промышленных условиях. Обычно, чтобы устранить дырку, прибегают к экструзионной сварке. В этом случае детали соединяются при помощи нагрева и специальных присадок, закрепляющихся на сварном шве. Производительность такого способа намного выше, чем при соединении пластика при помощи горячего газа.


Техника отличается высокой эффективностью при работе с толстостенными баками.
Как заклеить пластиковый бак, смотрите в видео ниже.
Чем заклеить пластиковый бак для воды
Прохудившийся пластиковый бак для воды может неожиданно стать большой проблемой - поскольку вода нужна постоянно, бак превращается в важнейший элемент системы водоснабжения. Если бак прохудился - не спешите заказывать новый. Место повреждения практически всегда можно заклеить. Для этого даже не всегда потребуется специальный инструмент - разве что строительный фен.
Пластиковый бак — удобный резервуар для воды, который обеспечивает сохранение параметров жидкости в течение длительного времени. Он не разрушается от влаги и не склонен к образованию ржавчины, но может деформироваться под воздействием внешних факторов. Чем заклеить пластиковый бак для воды? Выбор способа зависит от характера повреждения и вида полимера.

Причины деформации и нюансы ремонта
Одна из причин повреждения пластиковых емкостей для воды — нарушения при установке. Неровная площадка и наличие острых предметов могут привести к изменению геометрии резервуаров, появлению трещин и протечек. Деформацию могут вызвать и механические воздействия, в том числе удары в процессе эксплуатации.
- Полиэтилен (PE-HD). Для него характерно сочетание твердости и тягучести, которое упрощает процесс обработки пластика. Полиэтилен низкого давления устойчив к воздействию различных органических и неорганических сред и сохраняет свои параметры при температуре от -50..+80 °C.
- Полипропилен (PP-H). Отличается повышенной твердостью, прочностью на разрыв и химической стойкостью.
- Поливинилхлорид (PVC-U). Выдерживает температуру в диапазоне от 0…+60 °C, а также воздействие окисляющих сред и химически агрессивных веществ. Кроме того, он имеет высокие показатели прочности и твердости.

Варианты устранения повреждений
- От небольшой трещины можно избавиться, заклеив ее гидроизоляционной битумной лентой.
- Еще одним вариантом является устранение повреждений с помощью заплатки из куска пластика и специального клея для моделирования. Главное — тщательно зачистить и обезжирить поверхность.
Чем заклеить пластиковый бак для воды из полипропилена
Можно использовать заплаты из стеклоткани, которую закрепляют расплавленным полимером. Для этого поверхность емкости в месте повреждения очищают и прогревают строительным феном.
Затем из пистолета наливают жидкий пластик и накладывают кусок стеклоткани нужного размера.
Чтобы обеспечить прочную фиксацию, ремонтируемый участок резервуара снова прогревают феном.
Выбирая способ восстановления полимерных емкостей, следует учитывать давление воды во время их эксплуатации. Оно оказывает значительное воздействие на деформированное место и может увеличить размер повреждений.
Восстановление баков с помощью сварки
Одним из эффективных способов устранения деформаций резервуаров из пластика является сварка. Ее действие основано на способности материалов переходить из твердого состояния в вязкое под влиянием высоких температур.
Чтобы выполнить ремонт пластиковых баков, воды в них быть не должно.
Читайте также: