Сварка пластмасс нагретым инструментом
Обновлено: 20.09.2024
Среди всех видов соединений деталей сварка является одним из самых экономичных и надежных методов. Для изделий из пластмасс это утверждение тоже применимо в полной мере. Сварка, как правило, дает изделия хорошего качества, прочные, долговечные. При этом сам процесс может проходить как в промышленных условиях, так и в условиях кустарного производства или частного домохозяйства.
Существует несколько различных типов сварки пластиков, однако все их объединяет общая суть. Тем или иным путем полимер разогревается, его макромолекулы приходят в движение и осуществляется диффузия полимерных компонентов друг в друга с последующим получением общего монолитного изделия.
Не все пластмассы, как и не все другие материалы, подходят для процесса сварки. Главным образом, она подходит для термопластов – полимеров, которые могут перерабатываться многократно путем нагрева, придания формы и охлаждения. Термопластичные материалы, в отличие от термореактивных пластмасс, имеют более подходящие для рассматриваемого процесса свойства. При повышенных температурах термопласты приходят в пластичное состояние и становятся пригодными для рассматриваемой технологии.
Сварка полимеров имеет ряд неоспоримых преимуществ перед прочими методами соединений деталей, например соединения крепежом, клеевые, и т.д. С ее помощью можно получить ровный, без дефектов сварной с ровным распределением внутренних напряжений.

Рис. 1. Контактная сварка встык.
Виды сварки пластмасс
В современной индустрии используются следующие разновидности сварки полимерных материалов:
- сварка нагретым газом, в том числе присадочным материалом (обычно прутком);
- излучением (световым, инфракрасным или лазерным);
- ТВЧ (токи высокой частоты).
Вкратце рассмотрим каждый вид технологии по отдельности.
Сварка нагретым инструментом
Этот тип, который называется еще контактной, или термоконтактной сваркой, она является самым простым из всех видов соединений полимерных деталей. Подача тепла на соединяемые поверхности достигается за счет их контакта с нагретым инструментом. Контактный процесс очень часто применяют в трубопроводной технике, изготовлении сосудов и емкостей, прочих изделий и конструкций из пластика.
Чаще всего используют способ прямого нагрева, при котором проводят следующие этапы сварки:
- зачистка и нагрев свариваемых поверхностей прижатым к ним нагреваемым инструментом;
- удаление инструмента и сжатие поверхностей, выдержка в течение определенного технологией времени в сжатом состоянии.
Бытует мнение, что временной интервал от удаления инструмента до сжатия поверхностей между собой должен быть минимальным. Ибо иначе, прочность сварного соединения снижается ввиду быстрого охлаждения из-за контакта поверхностей со средой. Однако, на самом деле, процесс сварки пластиков гораздо сложнее и технологически правильно выдержать определенную паузу перед соединением деталей. За это время свариваемые области, неравномерно разогретые инструментом, приходят в состояние большей подготовленности к процессу диффузии. Технологическая пауза обычно составляет порядка нескольких секунд.
Помимо прямого нагрева, используют метод косвенного нагрева пластмассы и закладные нагреватели. Последний метод получил распространение для соединения труб, обычно большого диаметра, в полевых условиях. На концы труб помещается специальная муфта, в которую заранее помещается нагревательный элемент. Затем при пропускании электричества от полевого генератора внутренний слой муфты расплавляется и создает неразъемное трубное соединение.

Рис.2. Соединение труб термосварной муфтой
Наиболее распространенные виды термоконтактной сварки полимеров – это сварка «в стык» и «в раструб». Оборудование для процесса «в стык» проще и используется чаще.
Аппараты для спаивания в раструб разогревают у одной детали, например трубы, наружную поверхность, а у другой, например фитинга, внутреннюю. Затем свариваемые детали устанавливаются на нагретую оснастку. А уже после выдержки технологического времени на оснастке (дорне и муфте) детали извлекаются и происходит их соединение. Такая технология очень популярна для спаивания труб для холодного и горячего водоснабжения из рандом сополимера полипропилена.
Сварка горячим воздухом (нагретым газом)
Название процесса «сварка горячим газом» изначально происходит от того, что воздух в первых сварочных устройствах на заре переработки пластмасс грелся газовой горелкой. Однако, такой способ был опасным или нетехнологичным, поэтому позже аппараты для сварки стали изготавливать с электрическим нагревом. Современные устройства также электрические, позволяющие регулировать температуру процесса с высокой точностью, но слова про горячий газ в обозначении процесса остались.
Технология соединения нагретым газом подразделяется на два типа: с применением присадочного прутка и без применения присадочного материала.
Сварка горячим газом – непростой процесс. Он используется для соединения труб, плит из пластмассы, профилей и прочего подобного погонажа, при изготовлении различных изделий. При этом свариваемые детали и сварочная проволока нагреваются горячим воздухом до технологической температуры и соединяются под давлением. Нагретый воздух обычно поступает из фильеры сварочного агрегата.
Для технологии этого типа подходит большинство термопластов, но чаще всего она применяется для соединения полиэтилена, полипропилена, поливилихлорида разной твердости, АБС и ПММА (оргстекла). Как правило, за редкими исключениями, сварка разных полимеров невозможна. Соединение ПВХ и полиметиметакрилата теоретически получается, но сварной шов обычно непрочен.
Прочие виды сварки полимеров
Сварка экструзионная. При этом процессе сварочный материал, желательно тот же самый полимер, что и тот, из которого изготовлены свариваемые детали, подается в область сварки в расплавленном виде из ручного экструдера. В этот небольшой экструдер или обогреваемый пистолет непрерывно поступает из бухты присадочный материал в виде прутка.
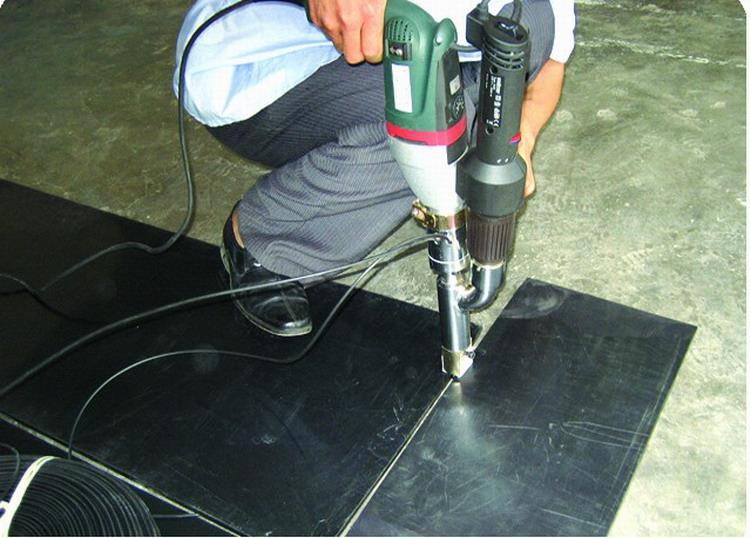
Рис.3. Работа ручным экструдером
Сварка растворителями. Этот метод заключается в ряде технологических операций: смачивание, пауза для ожидания набухания полимера, контакт между поверхностями, выдержка под нагрузкой. Такая сварка применяется для полимеров, нестойких к действию растворителей, как правило аморфных термопластов.
Сварка трением. Метод, который позволяет почти моментально и без особых затрат получить прочное сварное соединение. Отлично подходит для тел вращения при соединении «в раструб». Обычно одно изделие жестко закрепляется, а второе надевается на оправку, которую приводят во вращение от любого привода. Затем второе изделие перемещают в осевом направлении и соединяют с закрепленным изделием в раструб. От возникшей энергии трения обе детали подплавляются, вращение останавливается и желаемое соединение формируется за считанные секунды.
Применение сварки
- Полипропилен: трубопроводы всех типов, уличная мебель, тара.
- Полиэтилен: трубопроводы, резервуары, емкости.
- Поливинилхлорид: облицовка, трубопроводы, водостоки.
- АБС: чемоданы, части бытовой техники.
Также сварка пластмассы применяется для производства рекламных и выставочных конструкций, в строительстве, индустриальной упаковке. В сельском хозяйстве и медицине широкое поле для такого соединения полимерных пленочных материалов. Сварку пластиков можно встретить в самых неожиданных местах и ситуациях.
Сварка пластмасс
Сварка - наиболее экономичный, технологичный, а зачастую и безальтернативный способ соединения деталей из пластмасс. Сварка пластиков не только обеспечивает высокое качество соединений, но и легко реализуется в самых различных условиях - как массового, так и единичного производства, в промышленности и быту.

Сварка пластмасс

Существует большое количество способов сварки пластиков. Все их можно условно разделить на две группы: соединение деталей путем нагрева их поверхностей до вязкотекучего состояния и сварка без использования нагрева или с нагревом, но ниже температуры вязкотекучести - с помощью растворителей.
Наибольшее распространение получила сварка с нагревом до температуры вязкотекучести. В зависимости от вида потребляемой энергии, способа ее преобразования и ввода в контактную зону, существуют следующие виды сварок пластмасс с нагревом:
- нагретым газом;
- расплавленной присадкой;
- нагретым инструментом;
- световым, инфракрасным или лазерным излучением;
- ультразвуком;
- трением;
- токами высокой частоты.
По своему поведению при нагревании и способности к свариваемости с помощью тепла, полимеры подразделяются на термопласты и реактопласты. Первые при нагреве до вязкотекучего состояния не претерпевают сколько-нибудь существенного химического изменения. Их можно многократно нагревать, доводить до размягчения и снова возвращать в исходное состояние без нарушения их структуры и свойств. Большинство полимером относятся к термопластам. Реактопласты, при переработке в изделие, под воздействием нагрева претерпевают необратимые изменения и навсегда теряют способность переходить в вязкотекучее состояние. Их нельзя сваривать нагревом.
Процесс сварки полимеров состоит из нескольких последовательных этапов:
- подвода и преобразования энергии, обеспечивающей активацию свариваемых поверхностей;
- взаимодействия активированных поверхностей при контакте друг с другом;
- формирования структуры материала в зоне контакта.
Стадия взаимодействия свариваемых зон является самой важной для прочности соединения. При вязкотекучем состоянии происходит перемешивание слоев расплава, в результате чего граница раздела исчезает, и обеспечивается более высокая прочность соединения, чем при высокоэластичном состоянии. Соединение образуется быстро, особенно при таких видах сварки, как ультразвуковая и высокочастотная.
Сварка нагретым инструментом
Самым простым способом подвода тепловой энергии является контакт свариваемых поверхностей пластмасс с нагретым инструментом. Благодаря простоте технологического процесса, дешевизне оборудования и оснастки, сварка нагретым инструментом, называемая также контактно-тепловой или термоконтакной сваркой, используется очень широко. Ее применяют для соединения труб, изготовления различных емкостей, деталей машин, конструкций и т.п.
Наибольшее применение нашел способ прямого нагрева. Соединение при нем образуется в два этапа:
- разогрев (оплавление) соединяемых поверхностей плотно прижатым нагретым инструментом для сварки;
- контакт нагретых поверхностей свариваемых деталей с определенным усилием и выдержка под давлением до охлаждения деталей.

Этапы сварки полимерных труб
Разогрев должен обязательно приводить к оплавлению свариваемых торцов на определенную глубину. При этом расплавляются все неровности, и обеспечивается плотный контакт деталей, необходимый для перемешивания слоев материала и образования прочного соединения.
Время между удалением инструмента и сжатием свариваемых деталей должно быть как можно меньше, в противном случае снижается прочность шва из-за быстрого охлаждения свариваемых поверхностей.
К основным технологическим параметрам сварки пластмасс нагретым инструментом относятся:
- температура нагревателя;
- продолжительность нагрева;
- давление оплавления (усилие прижатия инструмента к детали);
- давление осадки (усилие сжатия свариваемых деталей);
- продолжительность выдержки давления после сварки.
В нижеследующей таблице приведены примерные параметры режима сварки полипропиленовых и полиэтиленовых труб нагретым инструментом.

Режим сварки полипропиленовых и полиэтиленовых труб
Перед сваркой контактирующие поверхности деталей необходимо очистить от посторонних веществ и загрязнений, препятствующих соединению - пыли, масла и др. Для обезжиривания могут использоваться ацетон или спирт. При необходимости применяется торцовка (срез неровностей соединяемых кромок) с удалением образовавшейся стружки.
В некоторых случаях рекомендуется путем механической зачистки удалять верхний слой, насыщенный окисленным полимером и другими продуктами окисления, образовавшимися под действием солнечного света и кислорода воздуха.
Кроме способа прямого нагрева, когда нагретый инструмент непосредственно контактирует со свариваемой деталью, применяется и сварка косвенным нагревом (с использованием промежуточного материала, подвергаемого нагреву), а также сварка с закладными нагревателями. В последнем случае в соединяемую часть (электромуфту, например) закладывается нагревательный элемент (специальная металлическая проволока), нагревающийся при пропускании через него электрического тока и расплавляющий окружающий его полимер.
Оборудование для сварки нагретым инструментом. К наиболее простому оборудованию для сварки нагретым инструментом относятся сварочные аппараты для сварки полимеров, предназначенные для сварки труб встык и враструб. Первые используются для оплавления плоских поверхностей, чаще всего торцов труб при стыковой сварке. Однако их можно использовать для сварки любых деталей, имеющих плоскую контактную поверхность.

Аппараты для сварки полимерных труб встык

Аппарат для сварки полимерных труб враструб
Работа со сварочными аппаратами для сварки встык проста. После установки температурного режима и разогрева инструмента, подготовленные кромки соединяемых деталей прижимаются к разогретой поверхности с двух сторон. После разогрева и оплавления поверхностей, детали прижимаются друг к другу с определенным усилием и выдерживаются в таком положении до охлаждения шва (подробнее см. в статье Сварка полиэтиленовых труб).
У аппаратов для сварки враструб происходит разогрев наружной поверхности трубы и внутренней поверхности фитинга или раструба трубы. Диаметры нагревательных втулок (муфт) и штифтов (дорнов) подобраны таким образом, чтобы при соединении трубы с фитингом обеспечивался натяг, необходимый для образования прочного и герметичного соединения. После установки температурного режима и разогрева инструмента, соединяемые детали трубопровода устанавливаются с двух сторон на нагретую оправку - фитинг надевается на штифт (дорн), труба вставляется во втулку (муфту). После выдержки необходимого для нагрева времени, детали снимаются с оправки и соединяются друг с другом (подробнее см. в статье Сварка полипропиленовых труб).
Нередко для сварки пластмасс используют обычные электропаяльники, которые особенно хорошо подходят для разогрева кромок маленьких деталей.
Сварка нагретым газом
При сварке нагретым газом, разогрев соединяемых деталей осуществляется теплом газов, исходящих из сопла горелок или термофенов (строительных фенов) различных конструкций. В качестве газа-теплоносителя могут использоваться воздух, аргон, углекислый газ, азот, продукты горения горючих газов.
Вид используемого газа зависит от свойств свариваемых пластмасс. Наиболее экономичным является воздух. Для пластмасс, сильно подверженных воздействию кислорода, наиболее высокую прочность соединения обеспечивают азот и аргон.
Благодаря дешевизне оборудования, возможности соединять детали любых размеров и конфигураций, простоте и удобству пользования, сварка нагретым газом используется очень широко. С ее помощью сваривают в основном конструкции из материала толщиной от 1,5 мм - трубы, химическую аппаратуру, всевозможные емкости и пр.
Технология сварки пластмасс нагретым газом предусматривает два способа получения соединения: с применением присадочного материала и без использования присадочного материала.
В первом случае в качестве присадки используется пруток диаметром 2-6 мм или полоса. Присадка изготавливается из того же материала, что и соединяемые детали. Иногда для повышения пластичности и текучести в неё добавляют пластификаторы.

Схемы сварки пластмасс присадочным прутком: а - сварка без насадки, б - сварка с насадкой для твердых термопластов, в - сварка с насадкой для мягких термопластов, г - сварка с насадкой для твердых и мягких термопластов. 1а - стандартное сопло, 1б - производительное сопло, 2 - основной материал, 3 - прижимной ролик, 4 - присадочный пруток, 5 - направляющий канал, P - направление давления на присадочный материал, V - направление сварки.
К основным технологическим параметрам сварки нагретым газом с использованием присадочного материала относятся:
- расход и температура газа;
- материал и размеры сечения присадочного прутка;
- угол наклона подаваемого в разделку прутка;
- усилие прижима присадки;
- угол наклона горелки к плоскости детали;
- скорость сварки.
Температура газа на выходе из сопла должна быть на 50-100°C выше температуры вязкотекучести свариваемого материала.
Расстояние между поверхностью сварного шва и соплом наконечника нужно поддерживать постоянным, равным 5-8 мм.
При угле наклона присадочного прутка больше 90° пруток, уложенный в шов, удлиняется (при охлаждении может лопнуть). Так сваривают полипропилен. При угле наклона меньше 90° пруток разогревается быстрее основного материала и на участке большей длины. Расход прутка увеличивается из-за его осадки при укладке в шов. При этом в шве возникают внутренние напряжения из-за продольного сжатия, и пруток изгибается с образованием на его поверхности волны. Прочность сцепления прутка с кромками уменьшается, и его можно легко отделить. Перед сваркой пруток нагревают, отгибают под прямым углом и охлаждают на воздухе.

Наклон присадочного прутка

Сварка нагретым газом
Угол наклона оси горелки к плоскости изделий в начале сварки должен составлять 55-65°, в дальнейшем уменьшаться до 45°.
Струя газа должна быть направлена на основной материал, поскольку его масса больше массы присадочного материала.
Скорость сварки колеблется в широких пределах в зависимости от марки свариваемого материала и его толщины и может составлять от 4 до 15 м/ч.
Стыковые швы материала толщиной менее 4 мм выполняют без разделки кромок. В отношении более толстых материалов применяют одностороннюю или двухстороннюю разделку.
Горелки и термофены. В качестве оборудования для сварки нагретым газом применяются газовые горелки и термофены, в которых газ-теплоноситель нагревается в результате сгорания горючего газа или от нагревательного элемента, по которому пропускается электрический ток. Сварка пластиков феном, благодаря своей простоте, удобству пользования и дешевизне, широко используется в домашних условиях. Термофены бывают двух типов: с подачей газа от внешнего источника (компрессора, баллона или сети) и с вентилятором, вмонтированным в корпус самого фена.

Термофен с вентилятором и термофен с подачей газа от внешнего источника
Для оптимального распределения газа по сварному шву применяются различные насадки.
Сварка экструдером
При сварке термопластов расплавом, для образования шва используется теплота расплавленного присадочного материала, подаваемого в зону сварки из специального аппарата. В качестве последнего используются экструдеры или пистолеты с нагревателем, через которые непрерывно подается присадочный пруток.

Схема работы сварочного экструдера

Сварочный экструдер
Для того чтобы сварка могла осуществляться, температура выходящего расплава должна быть на 40-50°C выше температуры текучести свариваемого материала.
Схема сварки расплавом может быть бесконтактной и контактно-экструзионной. При первой аппарат для сварки не контактирует со свариваемыми деталями, прикатка присадки осуществляется прижимным роликом. При контактно-экструзионной сварке сопло инструмента касается соединяемых деталей. При такой схеме уменьшаются потери тепла, обеспечивается теплопередача от инструмента к свариваемым деталям (в дополнение к теплу присадки) и не требуются дополнительные прижимные устройства.

Схема бесконтактной (а) и контактно-экструзионной (б) сварки расплавом: 1 - мундштук экструдера, 2 - свариваемые детали, 3 - прикатывающий ролик.
Сварка полиэтилена и полипропилена
По разнообразию областей применения и масштабам промышленного производства, полиэтилену и полипропилену принадлежит первое места среди всех остальных термопластов. Это обусловлено целым рядом факторов - ценными техническими свойствами материалов, легкостью их переработки в различные изделия, наличием дешевого сырья. Область применения этих материалов огромна: изготовление труб, пленок, изоляции, строительных деталей, контейнеров, емкостей и множества других изделий.
Для полипропилена и полиэтилена подходят не все способы сварки. В частности, невозможна сварка полиэтилена и полипропилена токами высокой частоты - из-за особенностей поведения их молекул в электрическом высокочастотном поле. Не свариваются они и растворителями - из-за слабого набухания в них.
Для полиэтилена, относящегося к мягким пластмассам, не подходит ультразвуковая сварка из-за малого модуля упругости и высокого значения коэффициента затухания ультразвуковых колебаний.
Наиболее широко для сварки полипропилена и полиэтилена применяется сварка нагретыми инструментами, газами и расплавленной присадкой (экструдерами).
Сварка пластмасс с помощью растворителей
Сварка растворителями представляет собой ряд последовательных операций: смачивание соединяемых поверхностей растворителем, ожидание пока полимер набухнет и станет липким, приведение деталей в контакт и выдержка под давлением до того момента, когда шов затвердеет. Сварка пластмасс с помощью растворителей обычно используется для соединения пластмассовых деталей из аморфных термопластов, так как частично кристаллические термопласты имеют хорошую стойкость к действию растворителей.
Обе пластмассовые детали просто прижимают к губке или войлочной прокладке, предварительно пропитанной растворителем. Количество растворителя должно быть минимальным, чтобы исключить образование потеков и возможно трещин. После нанесения растворителя пластмассовые изделия должны быть немедленно приведены в контакт и выдержаны в таком состоянии короткое время для набухания без чрезмерной потери легколетучего растворителя. Затем детали сжимаются и под давлением находятся в течение требуемого времени, от нескольких секунд до нескольких минут в зависимости от конструкции соединения и выбранного растворителя. После, в течение нескольких часов соединение достигает прочности соединяемых материалов. Для ускорения испарения растворителя может быть использован нагрев деталей.
Подлежащие соединению с помощью растворителя пластиковые изделия должны быть отлиты под давлением с минимальными остаточными напряжениями, и они во многих случаях подвергаются отжигу перед сборкой. Литники должны быть расположены вдали от зон соединения.
Сварка с помощью растворителя - относительно простой и недорогой метод, но из-за вреда растворителей для здоровья он применяется только в тех случаях, когда другие методы сварки непригодны.
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Сварка пластмасс
Сварка пластмасс – это технологический процесс получения неразъемного соединения элементов конструкции посредством диффузионно-реологического или химического взаимодействия макромолекул полимеров, в результате которого между соединяемыми поверхностями исчезает граница раздела и образуется структурный переход от одного полимера к другому.
Классификация способов сварки пластмасс
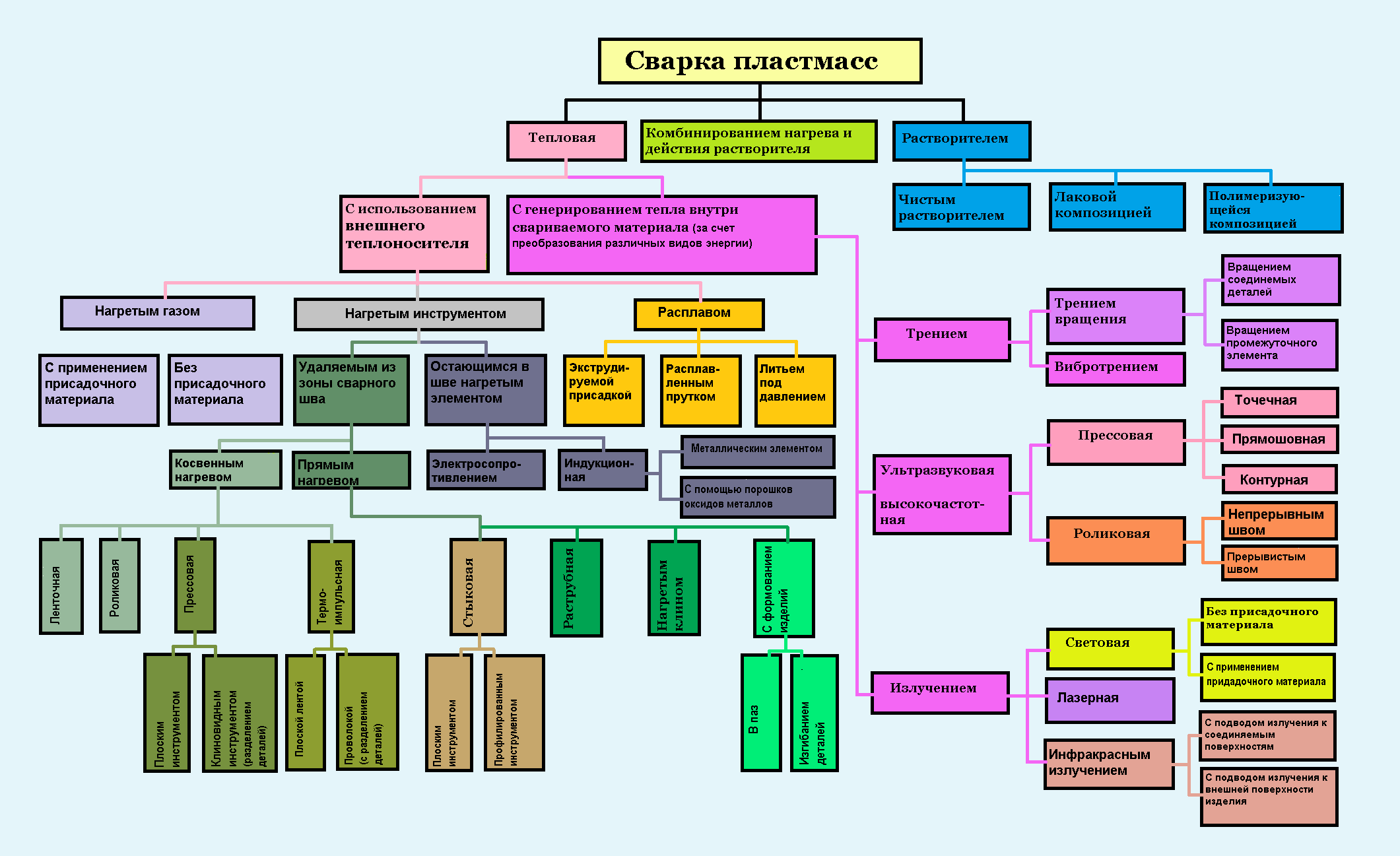
По механизму процесса сварку пластмасс можно разделить на диффузионную и химическую; по методам активирования процесса — на тепловую сварку, сварку растворителями и сварку комбинированием нагрева и действия растворителей (рис. 1).
Сварка пластмасс растворителями
При сварке с растворителями необходимая подвижность молекулярных цепей создается за счет набухания контактирующих поверхностей в растворителе или смеси растворителей. Подразделяется она на сварку чистым растворителем (или смесью растворителей), лаковой композицией (раствором полимера в растворителе) и полимеризующейся композицией (раствором полимера в мономере).
Тепловая сварка пластмасс
Тепловая сварка имеет наибольшее число разновидностей. Классифицировать ее можно по различным критериям:
- способам передачи тепловой энергии;
- степени механизации;
- по области применения;
- в зависимости от источника энергии.
Однако наиболее точно отражает современное состояние технологии сварки пластмасс классификация разновидностей тепловой сварки в зависимости от источника нагрева.
При этом выделяют две группы сварки: с использованием внешнего теплоносителя и с генерированием тепла внутри свариваемого материала за счет преобразования различных видов энергии.
Сварка пластмасс с использованием внешнего теплоносителя
Группа способов сварки пластмасс с использованием внешнего теплоносителя подразделяется на сварку нагретым газом, нагретым инструментом и расплавом.
Сварка нагретым газом
Сварка нагретым газом производится путем одновременного разогрева свариваемых изделий струей горячего газа-теплоносителя, нагреваемого в специальном устройстве. Сварку нагретым газом выполняют с применением присадочного материала и без него, вручную или с использованием специальных приспособлений для механизации процесса сварки. Применяется присадочный материал в виде прутков с различной формой сечения. При сварке по классической схеме нагревательное устройство совершает колебательные движения в плоскости, образованной направлением шва и осью присадочного прутка. Сварочный пруток прижимают и удерживают рукой, если он достаточно жесткий или при помощи ролика, если пруток мягкий. Применяя специальные насадки на нагревательное устройство, обеспечивают одновременный подогрев свариваемых кромок и прутка, при этом пруток втягивается в отверстие насадки при перемещении устройства вручную вдоль шва и прижимается к кромкам выступом на насадке. Сварка без присадочного материала может производиться с подводом тепла непосредственно к свариваемым поверхностям (прямой метод) или с подводом тепла к внешней поверхности деталей (косвенный метод).
Сварка нагретым инструментом
Сварка нагретым инструментом основана на оплавлении поверхностей сварки путем их прямого соприкосновения с нагреваемым инструментом. Подразделяется на сварку инструментом, удаляемым из зоны сварного шва (с подводом тепла как с внешней стороны деталей, так и непосредственно к соединяемым поверхностям), и сварку элементом, остающимся в сварном шве.
При сварке косвенным методом нагретый инструмент соприкасается с внешними поверхностями соединяемых деталей, а тепло передается к перекрывающим друг друга свариваемым поверхностям за счет теплопроводности свариваемого материала. В настоящее время нашли применение ленточная, роликовая, прессовая и термоимпульсная сварка. При ленточной сварке для нагрева свариваемых изделий и создания давления используется нагретый инструмент в виде ленты, а при роликовой – в виде ролика. При прессовой сварке для создания необходимого сварочного давления применяются сварочные прессы, позволяющие осуществить шаговую сварку. При термоимпульсной сварке используют малоинерционный нагреватель (лента или проволока), по которому периодически пропускают электрический ток; после отключения электроэнергии сварной шов быстро охлаждается.
Из применяемых способов сварки с подводом тепла к соединяемым поверхностям известны сварки:
- стыковая;
- раструбная(используется преимущественно для соединения труб);
- сварка нахлесточных соединений (используется для соединения тонкостенных изделий и пленок);
- сварка с одновременным формованием изделий(в паз или с изгибанием деталей).
При стыковой и раструбной сварке после оплавления свариваемых поверхностей изделия разводятся, инструмент убирается, а оплавляемые поверхности соединяются под небольшим давлением и свариваются. При стыковой сварке соединяются торцы изделий, а в качестве нагревательного инструмента применяется плоский или профилированный диск (кольцо).
При раструбной сварке соединяются внутренняя поверхность раструба и наружная поверхность трубы, а нагревательный инструмент имеет два рабочих элемента: гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба.
Сварку нахлесточных соединений можно осуществлять одновременным нагревом соединяемых поверхностей по всея длине, а также, перемещая инструмент или свариваемые изделия. Наибольшее распространение получил способ сварки с механизированной подачей свариваемых изделий и неподвижным нагревательным инструментом.
Из способов сварки элементом, остающимся в сварном шве, практическое применение нашли сварка электросопротивлением и индукционная сварка. Сварка электросопротивлением основана на применении закладных нагревательных элементов с высоким электрическим сопротивлением. Закладные элементы в виде сетки или спирали вводятся между соединяемыми поверхностями. При пропускании по закладному элементу электрического тока соединяемые поверхности оплавляются.
При индукционной сварке нагрев закладного элемента происходит в электромагнитном высокочастотном поле, а в качестве нагревательного элемента используются металлические вкладыши или порошки оксидов металлов.
Сварка пластмасс расплавом
Сварка расплавом основана на использовании тепла расплавленного присадочного материала, подаваемого между соединяемыми поверхностями и передающего часть своего тепла материалу соединяемых изделий, что ведет к его плавлению и получению неразъемного соединения. Подразделяется на сварку экструдируемой присадкой, расплавленным прутком и литьем под давлением, которые могут выполняться как с предварительным подогревом свариваемых поверхностей нагретым газом или теплоотдачей от мундштука сварочного устройства, так и без подогрева.
При сварке экструдируемой присадкой (экструзионной сварке) расплав получается с помощью экструдера, обеспечивающего непрерывную подачу расплава, а в качестве исходного сырья используется гранулированный материал. При сварке расплавленным прутком расплав получается из присадочного прутка путем его нагрева в устройствах прямоточного типа, откуда расплав выдавливается непрерывно поступающим еще не нагретым присадочным прутком, который сматывается с бухты и подается в нагревательный цилиндр с помощью специальных тянущих роликов. При сварке литьем под давлением для получения расплавленного присадочного материала применяются литьевые машины.
Сварка пластмасс с генерированием тепла внутри свариваемого материала
Группа способов сварки пластмасс с генерированием тепла внутри свариваемого материала путем преобразования различных видов энергии подразделяется на сварку трением, сварку ультразвуковую, сварку высокочастотную и сварку излучением.
Сварка пластмасс трением
Сварка трением основана на получении тепловой энергии для оплавления свариваемых поверхностей за счет трения. Очень низкая теплопроводность, характерная для термопластов, способствует сохранению тепла лишь в зоне трущихся поверхностей, в то время как температура всего изделия остается практически неизменной. Разделяется на сварку вращением (вращение соединяемых деталей; вращение промежуточных элементов) и вибротрением.
Ультразвуковая сварка пластмасс
Ультразвуковая сварка основывается на нагреве свариваемых поверхностей до температуры размягчения в результате превращения энергии колебаний ультразвуковой частоты в тепловую энергию, при этом механические колебания ультразвуковой частоты и давление действуют по одной линии, перпендикулярно к соединяемым поверхностям. В зависимости от взаимного перемещения инструмента и деталей подразделяется на прессовую сварку (точечная, прямошовная, контурная) и роликовую сварку (сварка непрерывным и прерывистым швом). Ультразвуковая сварка может классифицироваться также и по другим признакам: в зависимости от способа подведения энергии, наличия присадочного материала, а также в зависимости от способа дозирования энергии.
Высокочастотная сварка пластмасс
Высокочастотная сварка пластмасс основана на диэлектрическом нагреве материала в высокочастотном электромагнитном поле в результате преобразования электрической энергии в тепловую. В зависимости от схемы взаимного перемещения инструмента и свариваемых изделий высокочастотная сварка подразделяется на прессовую и роликовую. Может выполняться в основном поле и в поле рассеивания с нагревом соединяемого материала или материала прокладок, располагаемых как снаружи свариваемых деталей, так и между ними.
Сварка пластмасс излучением
Из разновидностей сварки излучением, отличающихся друг от друга источником и характером излучения, используется световая сварка с применением и без применения присадочного материала, сварка лазерная и сварка инфракрасном излучением с подводом тепла непосредственно к соединяемым поверхностям (прямой метод) или к внешней поверхности соединяемых изделий (косвенный метод). Более широко применяется сварка инфракрасным излучением, которая основывается на свойстве термопластичных материалов поглощать падающие на них инфракрасные лучи и превращать электромагнитную энергию в тепловую.
Список литературы:
Зайцев К.И., Мацюк Л.Н. Сварка пластмасс.- М.: Машиностроение,1978.-222с.
Комаров Г.В. Способы соединения деталей из пластических масс.- М.: Химия,1979.-288с.
Шестопал А.Н., Шишкин В.А., Новиков В.А Способы соединения элементов конструкций из листовых полимерных материалов.- К.: О-во «Знание» УССР,1982.-31с.
Автор: Шестопал А.Н., Васильев Ю.С., Минеев Э.А. и др
Источник: Справочник по сварке и склеиванию пластмасс
Дата в источнике: 1986 год
Сварка пластмасс нагретым клином

Сварка нагретым клином применяется преимущественно для получения нахлесточных соединений пленок из термопластов, а также стыковых соединений с накладкой. При этом способе свариваемые поверхности соединяемых пленок разогреваются до температуры вязкотекучего состояния с помощью клиновидного нагревательного инструмента, входящего в щель между двумя пленками, после чего пленки сжимаются по местам сварки с помощью валиков или роликов, которые одновременно перемещают свариваемые изделия и охлаждают сварной шов (рис.1).
Рисунок 1. Схема сварки нагретым клином нахлесточных соединений пленок:
1 -свариваемые пленки; 2 – клиновидный нагревательный инструмент; 3 – прижимной ролик; 4 – сварной шов; 5 – транспортирующий ролик.
Применение роликов позволяет не только создать требуемое давление сварки, но и в значительной степени уменьшить величину усадочных деформаций шва, что улучшает его внешний вид и повышает работоспособность. Сварка производится непрерывно, инструмент перемещается вручную или с помощью специальных установок для механического перемещения инструмента (свариваемого материала), позволяющих в широком диапазоне регулировать давление и скорость сварки. Наибольшее распространение получил способ сварки с механизированной подачей свариваемого материала и неподвижным нагревательным инструментом.
Толщина свариваемой пленки должна быть не менее 150 мкм. Более тонкие пленки не свариваются, так как при скольжении по нагревателю они размягчаются по всей толщине, теряют форму и прилипают к инструменту или прижимным роликам. Максимальная толщина свариваемых эластичных пленок практически не ограничивается, поскольку скорость нагрева соединяемых поверхностей не зависит от толщины материала.
Скорость сварки и прочность соединения в значительной мере определяются температурой, создаваемой на свариваемых поверхностях соединяемых деталей. Наличие на поверхности инструмента инородных частиц, в том числе продуктов деструкции термопласта, определяет необходимость повышения температуры нагревателя на 60 – 130 С сверх температуры, которая должна быть на свариваемых поверхностях. Применение инструментов, изготовленных из материалов, исключающих налипание на них оплавленного материала свариваемых поверхностей, дает возможность повысить скорость сварки.
Давление сварки на качество соединения большого влияния не оказывает.
Для сварки нагретым клином прямолинейных швов ВНИИСТом разработан специальный станок, состоящий из трех рольгангов и сварной консольной станины с прижимным механизмом и рабочими роликами, приводящимися во вращение электродвигателем через редуктор и коробку скоростей.
Основные параметры для сварки нагретым клином
В качестве нагревательного инструмента применяется медный клин шириной 50 мм, внутри которого находится электроспираль. Свариваемые пленки подаются из рулонов по двум рольгангам, наклоненным друг к другу под углом 20 градусов (один рольтанг расположен горизонтально), и сходятся с перекрытием под рабочими тянущими роликами. В этом месте располагается клиновидный нагреватель. Величина перекрытия пленок регулируется предварительной настройкой станка.
Методы и технология сварки пластика
Сварка пластика — один из самых надежных способов соединения материалов на полимерной основе. Применяя различные способы в домашних условиях, можно добиться надежного скрепления многослойных конструкций, сделать шов на трубчатых деталях. Правда, переходить к практической работе лучше после того, как будут освоены сварочный пистолет и другие инструменты, найден подходящий пруток для пластмасс.


Особенности
Сварка пластика — процесс, при котором края деталей из пластмассы соединяются путем нагрева или в результате химического воздействия. Для этих процессов тоже существуют свои регламенты, в частности ГОСТ Р ИСО 17659-2009. Сварка пластика предусматривает формирование соединений неразъемного типа за счет активации диффузионных процессов. Молекулы соединяемых материалов смешиваются, проникают друг в друга под воздействием химической реакции или нагрева. Граница между материалами становится нераздельной.
Наиболее эффективно сварочные процессы в пластмассах протекают в условиях, когда сам полимер находится в текучем или размягченном состоянии.


Именно на достижение такого результата и направлены все методы воздействия. Если диффузионная сварка невозможна, пластик растворяется и приводится в нужное состояние химическим путем либо для его связывания применяются присадочные материалы с нужными характеристиками.
У пластмасс способность к свариванию не является однородным понятием. Все их виды делятся на основные подгруппы согласно своим характеристикам.
- Хорошо поддающиеся сварке. Сюда входят термопласты и полимеры, соединять которые можно плавлением или другими методами, позволяющими нагревать изделия до жидкого агрегатного состояния или сильно размягчать их.
- Плохо свариваемые. Это термопласты, имеющие узкий температурный коридор плавления (менее 50 градусов) и небольшую вязкость расплава. Чаще всего такими свойствами обладают фторопласты и полуфабрикаты различных материалов с термопластичными свойствами. Для соединения таких пластиков приходится тщательно подбирать оптимальный способ сварки.
- Не плавящиеся. Эта группа термопластов обладает характеристиками, не позволяющими приводить их в состояние вязкости и текучести. Соединение возможно только при помощи химических реагентов на границе раздела материалов. Процесс сваривания таких пластиков требует значительных затрат времени.
- Не поддающиеся диффузионному воздействию. Сюда входят реактопласты и вулканизирующие полимеры. Для них используют методы сварки, при которых сочетается сразу несколько видов воздействия, в том числе с использованием давления или дополнительных агентов, образующих шов на границе материалов.
Именно исходя из особенностей пластика и его принадлежности к конкретной группе веществ определяется метод воздействия.
Способы сварки
В зависимости от того, к какой группе полимеров относятся скрепляемые материалы, их можно соединять разными способами. Существует множество технологий, позволяющих выполнить сварку пластиков в промышленных условиях или на дому. Стоит рассмотреть самые популярные из них более подробно.


Горячая
Метод сварки нагретым воздухом с направленным воздействием на материал. При помощи потока газообразной среды, генерируемого тепловой пушкой, происходит размягчение соединяемых полимеров. Посредством этого способа осуществляется изготовление пластиковых емкостей для воды и химикатов, водопроводной арматуры, теплообменников. Метод подходит для работы с тканями и пленками, поскольку не требует применения присадочных компонентов. Процесс сварки протекает быстро, может быть непрерывным.


Термосваривание
Комбинированный метод сварки, предусматривающий сочетание термического воздействия и давления на материал.
Способ довольно широко распространен, но предъявляет строгие требования к адгезионным свойствам пластиков.
Они должны совпадать по составу не менее чем на 80%. Для проверки на совместимость сверяется маркировка, проводятся специальные тесты.


Экструзионная
Способ, хорошо работающий при создании длинных сварных швов в материале толщиной более 6 мм, используется при соединении слоев линолеума и других плоских покрытий. Сварочный стержень помещается в корпус ручного экструдера, подается в место соединения с одновременным нагревом поверхности строительным феном или другим источником тепла. Все компоненты сплавляются, образуя неразрывный шов.


Высокочастотная
Метод, подходящий для сваривания некоторых полимеров: ацетатов, полиамидов, поливинилхлорида. При воздействии электромагнитных волн в ВЧ-диапазоне происходит локальный нагрев места соединения. Пластмасса размягчается, происходит смешивание слоев материала. Метод известен и используется более 70 лет. Также может встречаться определение «радиочастотная сварка».
Индукционная
Способ, разработанный специально для сварки пластмасс, обладающих низкими показателями электропроводности. Предусматривает создание соединения с использованием дополнительных компонентов — волокон углерода, металлических прокладок. Индукционная катушка в сварочном аппарате взаимодействует с ними, вызывая нагрев и сплавление деталей. Этот метод распространен в авиакосмической отрасли.


Ультразвуковая
Способ сварки, предусматривающий создание колебаний при помощи УЗ-волн на высоких частотах (15-40 кГц) и с низкой амплитудой.
В результате такого воздействия полимерный материал размягчается, происходит его оплавление и спаивание в месте соединения.
Метод хорош тем, что позволяет скреплять практически все существующие полимеры без ограничений.


Лазерная
Метод, при котором одновременно используются давление на область соединительного шва и спаивание при помощи лазерного луча. В результате воздействия происходит нагрев скрепляемых элементов, пластмассы размягчаются и прилипают друг к другу. Технология предусматривает использование лазерных полупроводниковых диодов с различной длиной волны и мощностью, подходящие параметры определяются свойствами конкретного материала.
Трением
Способ, при котором на пластик производится круговое или амплитудное механическое воздействие. Части свариваемых полимеров колеблются с низкой частотой и высокой амплитудой до тех пор, пока не произойдет их достаточный разогрев. По своему действию этот способ похож на ультразвуковой, с той лишь разницей, что источник термической реакции не требует применения волновых источников тепла. При оплавлении контактные зоны провоцируют деформацию слоев, их проникновение друг в друга. После остывания на границе формируется сварной шов.
Растворением
Способ сварки пластиков с применением химических реагентов. Полимерный материал в месте нанесения состава становится податливым для соединения. Все химические реакции протекают без использования специальных тепловых режимов, при комнатной температуре.
Благодаря растворению полимерные частицы равномерно перемешиваются на границе шва, а после отвердения образуют прочную связь, монолитное соединение.
Таким способом скрепляют полотна ПВХ при изготовлении натяжных потолков, пластиковые трубы при сантехнических работах в быту.
Что понадобится?
Для успешной самостоятельной сварки пластиков в домашних условиях необходимо заранее приобрести набор необходимых инструментов и расходных материалов. Самое простое устройство — сварочный аппарат, выпускаемый в модификациях для труб и объемных деталей, стыковки в раструб или внахлест. Оборудование должно иметь регулятор нагрева в диапазоне до 260 градусов по Цельсию.
Сварочный пистолет или строительный фен со специальной подающей пруток насадкой предусматривают работу с присадочными материалами. К ним необходимо дополнительно приобретать стержни из материала, образующего шов. Вариант со строительным феном удобнее и практичнее, поскольку позволяет занимать при работе только одну руку. При выборе прибора важно обратить внимание на мощность — оптимальный диапазон варьируется от 1,5 до 2 кВт.


На таких инструментах тоже имеется терморегулятор.
Экструдер — аппарат, при помощи которого в зону сварки подается расплавленная пластмасса. Такое оборудование не самое дешевое, зато оно надежно, формирует ровный шов. Инструмент может быть контактного типа или бесконтактный, с дополнительным валиком для разравнивания нагретой массы. Первый вариант более безопасный в работе. В качестве соединительного материала чаще всего выступает все тот же присадочный пруток.
Технология
В домашних условиях сварка пластмассовых изделий может производиться несколькими способами. Для листов полимерных материалов с соединением встык применяется нагрев при помощи специальных инструментов. Чаще всего это термопистолет или фен с насадкой, в который вставляются прутки. Таблица разогрева веществ с разной температурой плавления обычно прилагается в инструкции к устройству. Температуру регулируют исходя из типа соединяемых поверхностей. Также можно применять обычный паяльник, если стыковка выполняется внахлест.
Метод экструзии позволяет вести работу бесконтактно — с использованием прижимного ролика, а также контактно – с касанием материала непосредственно наконечником. Таким способом можно соединять различные пластиковые детали, запаивать пустоты между слоями плоских материалов.
Сварочный аппарат может оказывать прямое или косвенное термическое воздействие. Этот инструмент ориентирован на монтаж неразрывных трубопроводов без винтовых соединений, в том числе с разным торцевым сечением деталей.
После разогрева места стыковки до температуры плавления шов остужается.
Не менее популярна для использования в домашних условиях и горячая сварка пластиков. Она подразумевает подачу разогретой газообразной среды на поверхность материала. Чаще всего это делается с применением строительного фена или газовой горелки. В зависимости от условий работы в качестве теплоносителя выступает обычный воздух или азот, аргон. При подборе среды следует учесть характеристики сплавляемых деталей.
При горячей сварке пластиков отсутствуют ограничения по форме и размеру изделий. Можно создавать соединения любой длины. Кроме того, горячим воздухом можно ремонтировать изделия из полимеров с тонкими стенками, различные емкости. Производить воздействие можно напрямую или при помощи специальных присадок (прутков, планок) по диаметру обрабатываемой детали.


Обязательным условием успешного соединения материалов является предварительное обезжиривание места соединения. При наплавлении прутка он может крепиться в зазор или поверх материалов. Излишки впоследствии срезаются. Важно избегать деформации краев изделия, тщательно следить за соблюдением температуры нагрева.
О том, как паять пластик, смотрите далее.
Читайте также: