Сварка плетей машиной прсм
Обновлено: 20.05.2024
ОАО "РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ"
УТВЕРЖДЕНЫ
распоряжением ОАО "РЖД"
от 20 мая 2013 г. N 1133р
РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ ТИПА Р65 ИМПОРТНОГО ПРОИЗВОДСТВА КАТЕГОРИИ ВС250АВ,
СВАРЕННЫЕ ЭЛЕКТРОКОНТАКТНЫМ СПОСОБОМ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТУ 0921-290-01124323-2012
1. Вводная часть
1.1 Настоящие технические условия распространяются на соединение новых железнодорожных рельсов импортного производства типа Р65, категории ВС250Ав из стали марки 350ЛДТ, легированных хромом и кремнием, изготовленных по ТУ 0921-251-01124323-2008 и предназначенные для укладки в железнодорожные пути широкой колеи общего пользования, в том числе и железнодорожные пути для высокоскоростного движения.
1.2 Соединение между собой железнодорожных рельсов должно производиться контактной стыковой сваркой оплавлением в технологических линиях рельсосварочных предприятий (РСП) и в составе путевых рельсосварочных машин (ПРСМ).
1.3 Соединения железнодорожных рельсов, сваренные в соответствии с настоящими техническими условиями, предназначены для эксплуатации во всех климатических районах на суше (общеклиматическое исполнение) - "О".
2. Технические требования
2.1 Сварные соединения железнодорожных рельсов должны соответствовать требованиям настоящих технических условий, СТО РЖД 1.08.002-2009 "Рельсы железнодорожные, сваренные электроконтактным способом. Технические условия", Технологическим процессам сварки рельсов импортного производства в рельсосварочных предприятиях", утв. ОАО "РЖД" 21.10.2009 г., "Технологии термической обработки сварных стыков рельсов в составе ПРСМ для промышленного применения (технологическая инструкция), утв. ОАО "РЖД" 21.11.2007 г., "Технологическим указаниям по восстановлению лопнувших и дефектных рельсовых плетей бесстыкового пути электроконтактной сваркой с натяжением рельсов", утв. ОАО "РЖД" 24.12.2008г., "Типовым технологическим указаниям о восстановлении электроконтактной сваркой лопнувших и дефектных рельсовых плетей бесстыкового пути", утв. ОАО "РЖД" 22.12.2008г. либо документами их замещающими.
2.2 Основные параметры и характеристики.
2.2.1 Нормативная длина рельсовых плетей для бесстыкового пути составляет 800 м.
По согласованию с заказчиком допускается изготовление рельсовых плетей любой длины, но не более 800 м.
2.2.2 С целью получения рельсовых плетей для бесстыкового пути проектной длины разрешается приваривать концевой рельс необходимой длины, но не менее 7 м. Размещение вставок менее 6 м не допускается.
2.2.3 По концам рельсовых плетей для бесстыкового пути и уравнительных рельсов должно быть просверлено по три болтовых отверстия в соответствии с требованиями п. 4.1.6 СТО РЖД 1.08.002-2009.
2.2.4 Сварные рельсовые плети должны быть прямыми. Допускается равномерная кривизна по головке в горизонтальной и вертикальной плоскостях со стрелой прогиба не более 1/2200 (т.е. не более 12 мм на базовой длине 25 м).
2.3 Требования к прокатным рельсам и сварным стыкам.
2.3.1 Рельсы, предназначенные для сварки должны удовлетворять требованиям ГОСТ Р 51685 и техническим условиям на конкретную категорию качества.
Запрещается сварка рельсов, не прошедших приемочного инспекционного контроля уполномоченными представителями ОАО "РЖД".
2.3.2 Рельсы категории ВС250Ав, подлежащие сварке между собой в рельсосварочных предприятиях (РСП) и в составе ПРСМ, должны быть одного типа, одной категории качества, одного завода изготовителя.
В пути передвижными рельсосварочными машинами (ПРСМ) допускается сваривать рельсы типа Р65 категории ВС250Ав с рельсами типа Р65 категорий Т1, ВС250Я и ДТ350.
В РСП сварка рельсов типа Р65 категории ВС250Ав с рельсами типа Р65 категорий Т1, ВС250Я и ДТ350 допускается только в случае вставки методом контактной стыковой сварки оплавлением в плеть из рельсов типа Р65 категории ВС250Ав стыка изолирующих рельсов типа Р65 категории Т1, стыка изолирующих рельсов типа Р65 категории ВС250Я или стыка изолирующих рельсов типа Р65 категории ДТ350.
Стыки изолирующих рельсов типа Р65 должны быть изготовлены на сертифицированном (аккредитованном) предприятии в соответствии с техническими условиями, согласованными ОАО "РЖД" установленным порядком.
2.3.3 Сварные стыки рельсов категории ВС250Ав, сварные стыки из рельсов категории ВС250Ав и категории Т1, сварные стыки из рельсов категории ВС250Ав и категории ВС250Я, сварные стыки из рельсов категории ВС250Ав и категории ДТ350 должны иметь показатели прочности и пластичности не ниже значений, указанных в таблице 1, при положительных температурах окружающего воздуха в процессе их испытаний на статический поперечный трехточечный изгиб.
2.3.4 Твердость металла головки термообработанных сварных стыков рельсов должна соответствовать твердости основного металла. Допускается снижение твердости металла головки сварных стыков рельсов относительно нижней границы прокатных рельсов на 15 %.
2.3.5 Обработанная поверхность сварных стыков рельсов должна быть чистой, без раковин, заусенцев, трещин и расслоений. Поверхность катания и боковые грани головки должны быть прямолинейными. Допуск на прямолинейность на длине 1 м после шлифования должен быть +0,3 мм (+0,2 мм для скоростных и высокоскоростных железнодорожных путей).
Прогибы вниз (седловины) в сварных стыках не допускаются.
Местные неровности на поверхности катания головки после шлифования допускаются +/- 0,2 мм.
Наименьшие приемочные значения показателей прочности и пластичности сварных рельсов типа Р65 при статическом поперечном трехточечном изгибе.
Разрушающая
нагрузка,
кН
Стрела
прогиба,
мм
Подошва в растянутой зоне (погружение на головку-пролет 1м)
Сварное соединение из рельсов категории ВС250Ав
Сварное соединение рельса категории ВС250Ав с рельсом
категории ВС250Я
Сварное соединение рельса категории ВС250Ав с рельсом
категории Т1
Сварное соединение рельса категории ВС250Ав с рельсом
категории ДТ350
Головка в растянутой зоне (нагружение на подошву-пролет 1м)
2.4 Правила подготовки рельсов к сварке.
2.4.1 Перед сваркой должно быть проверено наличие инспекторских приемочных клейм и другой маркировки рельсов.
2.4.2 Поступающие на сварку рельсы по прямолинейности в горизонтальной и вертикальной плоскостях и по концевой кривизне должны отвечать требованиям соответствующих стандартов и технических условий на изготовление прокатных рельсов на металлургических комбинатах.
2.4.3 Торцы готовых рельсов после обрезки должны быть перпендикулярными к продольной оси. Перекос не должен превышать 1 мм при измерении в любом направлении.
Обрезку рельсов под сварку производят отрезными станками.
Отделочную мерную резку рельсов производят только пилами.
2.4.4 Торцы стыкуемых рельсов и контактирующие с зажимами сварочной машины поверхности на длину электродов (зажимных губок) должны быть зачищены до металлического блеска механическим способом. Зачистка должна вестись вдоль рельса. Риски и выхваты на зачищенных поверхностях не допускаются.
2.4.5 Вдавленные клейма на рельсе должны быть расположены на расстоянии не менее 100 мм от сварного шва. При сварке рельсов на машинах с вертикальным зажатием выпуклые маркировочные знаки на шейке рельсов должны быть сошлифованы заподлицо с прокатным профилем на расстоянии не менее 100 мм от торца рельса. При сварке рельсов с боковым зажатием выпуклые маркировочные знаки сошлифовывают на длину электродов сварочной машины.
2.5 Требования к процессам сварки рельсов.
2.5.1 Сварка рельсов в РСП должна выполняться электроконтактным способом с применением сварочных машин типов МСР-63.01, К-1000 и К-1100. Сварка рельсов в составе ПРСМ должна выполняться электроконтактным способом с применением сварочных головок типов МСР-80.01, МСР-120.01 и К-922.
2.5.2 Сварка рельсов категории ВС250Ав между собой и сварка рельсов категории ВС250Ав с рельсами категорий Т1, ВС250Я и ДТ350 в РСП и в составе ПРСМ должна производиться по режимам, разработанным установленным порядком и утвержденным ОАО "РЖД" (приложения 1 - 6).
2.5.3 При установке свариваемых рельсов торцы совмещают по периметру и выравнивают по рабочей грани рельсовых плетей. Поверхности катания рельсов должны быть на одном уровне. Несовпадение торцов стыкуемых рельсов должно быть смещено по высоте на подошву, а по ширине головки - в сторону нерабочей грани. Несовпадение свариваемых торцов рельсов не должно превышать по высоте 1,2 мм и по ширине головки 1,0 мм.
2.6 Требования к процессам механической и термической обработки сварных стыков.
2.6.1 В сварных стыках грат и выдавленный металл должны быть удалены в горячем состоянии (светло-красный цвет) механизированным способом с допуском по профилю в пределах от +0,7 мм до +2,0 мм наплавленными, заточенными и подогнанными по профилю рельсов ножами с образованием ровной срезанной поверхности.
2.6.2 После удаления грата и выдавленного металла производят механическую обработку по контуру, термическую и чистовую механическую обработку сварных стыков до норм, указанных в п. 2.3.5.
2.6.3 Для обеспечения прямолинейности при местном изгибе до 2 мм на длине 1 м допускается производить правку сварных стыков в горячем состоянии (светло-красный цвет) в вертикальной и горизонтальной плоскостях.
Правку сварных стыков рельсов в РСП, прошедших термическую обработку на индукционных установках, требуется производить в холодном состоянии на передвижном гидравлическом прессе для правки в четырех направлениях фирмы "Жейсмар" PHRML 250/200-25, установке УПСХ-01 или аналогичном оборудовании.
Перед холодной правкой допускается охлаждение головки рельсов воздушно-водяной смесью в зоне сварного стыка, температура которого не должна превышает 300 °С.
2.6.4 Механическую обработку сварных стыков по всему контуру заподлицо с основным профилем вдоль рельса выполняют абразивным инструментом с крупной (125-63) зернистостью.
После абразивной обработки стык не должен иметь острых кромок. Размеры и допуски по ГОСТ Р 51685-2000 и ТУ 0921-251-01124323-2008 для рельсов типа Р65.
Цвета побежалости после обработки не являются браком. Окончательное шлифование сварных стыков по поверхности катания и боковым граням головки выполняется абразивными кругами чашечного типа на автоматических машинах с измерительной системой определения прямолинейности сварных стыков рельсов и компьютерной записью на шлифовальной машине фирмы "Жейсмар" или аналогичном оборудовании.
В других случаях шлифование головки по поверхности катания и боковым граням сварных стыков рельсов производится только на станках типа СЧР, МР5 или их аналогов.
2.6.5 При сварке рельсов в РСП и в составе ПРСМ применение операции дифференцированной индукционной термической обработки сварных стыков рельсов является обязательным.
В случае выхода из строя индукционного оборудования, сварка рельсов запрещается.
2.6.6 Дифференцированную термическую обработку рельсов в зоне сварных стыков производят посредством нагрева всего сечения на индукционной установке с последующим ускоренным охлаждением головки потоком воздуха по режимам, разработанным установленным порядком и утвержденным ОАО "РЖД" (приложения 7 и 8). При этом цвета побежалости после термической обработки не являются браком.
2.6.7 Нагрев сварных стыков для термической обработки начинают при температуре стыка не более 600 °С.
В технологических линиях РСП оборудование для термической обработки сварных стыков рельсов должно располагаться на расстоянии не менее чем на 50 м от сварочной машины.
2.7 Комплектность.
2.7.1 Комплектность и документирование процессов изготовления рельсовых плетей определяются требованиями п. 4.7 СТО РЖД 1.08.002-2009
2.7.2 При компьютерной регистрации параметров в сменные рапорта, формируемые системами контроля сварочного и индукционного оборудования заносятся данные о режимах сварки и термической обработке. При чистовой шлифовке сварных стыков на специальном оборудовании фирмы "Жейсмар" или на аналогичном оборудовании производят компьютерную запись продольного профиля головки рельсов в зоне сварных стыков на длине 1,5 м в горизонтальной и вертикальной плоскостях. При этом допускаемые по п. 2.3.5 величины неровностей увеличиваются в 1,5 раза.
2.8 Маркировка.
2.8.1 При сварке рельсов в РСП выполнение маркировки должно соответствовать требованиями п. 4.8 СТО РЖД 1.08.002-2009.
2.8.2 Стыки рельсов, сваренные с применением машины ПРСМ, отмечаются несмываемой белой краской по ГОСТ 10503 с нанесением краской двух пар вертикальных полос шириной 20 мм каждая, на шейке и верхней части подошвы рельса внутри колеи на расстоянии 250 мм с каждой стороны от середины стыка. Расстояние между полосами в паре не должно превышать 20 мм.
Каждый сварной стык должен иметь маркировочный номер, нанесенный белой несмываемой краской по ГОСТ 10503 на расстоянии не более 50 мм с правой стороны от крайней правой полосы.
Маркировочный номер сварного стыка должен состоять из пяти элементов наносимых краской в следующем порядке:
- номер РСП, к которому приписана ПРСМ;
- номер ПРСМ;
- номер сварного стыка по сменному рапорту и книге учета утвержденных форм;
- буква Т, являющаяся отметкой о проведении дифференцированной термической обработки;
- последние две цифры года сварки стыка рельсов.
Между элементами маркировочного номера той же краской наносятся точки.
Схема нанесения краской полос и маркировочного номера на сварной стык представлена на рис. 1.
3. Требования безопасности
3.1 При выполнении комплекса работ по сварке рельсов должны соблюдаться требования п. 5 СТО РЖД 1.08.002-2009.
3.2 Работы по сварке рельсов в пути машинами ПРСМ выполняются на закрытом для движения поездов и маневровой работы участке пути на весь период его ремонта и сварки.
Сварку плетей или восстановление выполняют в соответствии с "Инструкцией по устройству, укладке, содержанию и ремонту бесстыкового пути", утв. распоряжением ОАО "РЖД" от 29.12.2012 г. N 2788р, "Инструкцией по обеспечению безопасности движения поездов при производстве путевых работ", утв. распоряжением ОАО "РЖД" от 29.12.2012 г. N 2790р, "Технологическими указаниями по восстановлению лопнувших и дефектных рельсовых плетей бесстыкового пути электроконтактной сваркой с натяжением рельсов", утв. ОАО "РЖД" 24.12.2008 г., "Типовыми технологическими указаниями о восстановлении электроконтактной сваркой лопнувших и дефектных рельсовых плетей бесстыкового пути", утв. ОАО "РЖД" 22.12.2008г.
4. Правила приемки.
4.1 Правила приемки сварных рельсов должны соответствовать требованиям настоящих технических условий и п. 6 СТО РЖД 1.08.002-2009.
5. Методы контроля.
5.1 Качество сварных стыков рельсов необходимо контролировать в соответствии с требованиями п. 7 СТО РЖД 1.08.002-2009, "Инструкции по контролю качества сварки рельсов в РСП", утв. Распоряжением ОАО "РЖД" от 28.12.2012г. N 2728р или документов их замещающих.
5.2 Для контроля качества сварки рельсов в составе ПРСМ на каждой сварочной головке сваривают по два образца на партию свариваемых рельсов из 50 стыков по режиму, принятому для данного типа машины, типа и категорий рельсов.
В случае неудовлетворительных результатов испытаний контрольных образцов сварка партии стыков из 50 шт. запрещена.
В случае отсутствия на месте работ пресса для испытаний контрольных образцов разрешается выполнять испытания не позднее 10 суток после их сварки.
В случае неудовлетворительных результатов, полученных при испытании контрольных образцов, которое проводилось в течение 10 суток из-за отсутствия на месте работ пресса, необходимо провести вырезку и испытание двух стыков рельсов, сваренных в пути в этот период на данной сварочной машине. В случае неудовлетворительных результатов испытаний данных сварных стыков бракуется вся партия, сваренная в этот период на данной машине.
5.3 В каждом технологическом потоке РСП перед вставкой методом электроконтактной сварки в плеть из рельсов категории ВС250Ав стыка изолирующих рельсов типа Р65 категории Т1, ВС250Я или ДТ350 должно быть проведено испытание на статический изгиб двух контрольных образцов сварных стыков рельсов.
Каждый контрольный образец должен быть сварен из рельса категории ВС250Ав с рельсом, категория которого соответствует категории рельсов изолирующего стыка.
6. Транспортирование и хранение
6.1 Транспортирование и хранение осуществляется в соответствии с требованиями п. 8 СТО РЖД 1.08.002-2009.
7. Гарантии изготовителя
7.1 Гарантийные обязательства изготовителя должны соблюдаться в соответствии с п. 9 СТО РЖД 1.08.002-2009.
Режим сварки пульсирующим оплавлением рельсов типа Р65 категории ВС250Ав между собой, категории ВС250Ав с рельсом категории Т1, категории ВС250Ав с рельсом категории ВС250Я, категории ВС250Ав с рельсом категории ДТ350 на контактных машинах типа МСР-63.01 (МСР-63.01 А)
Значение
браковочного
параметра
Полнофазное напряжение первичной обмотки сварочных
трансформаторов, В
Технологический процесс сварки рельсовых плетей, лежащих в пути на длину блок-участка. Определение экономической эффективности укладки рельсовых плетей длиной в блок-участок , страница 2
При выполнении работ по сварке рельсовых плетей, лежащих в пути,
необходимо соблюдать требования, изложенные в п. 7.1.1.
Рельсовые вставки расчетной длины свариваются в рельсосварочном
предприятии в количестве четырех штук и в соответствии с требованиями,
изложенными в п. 7.1.11.
Рельсовые вставки доставляются к месту работ мотовозом МПТ,
оборудованным специальной траверсой в сцепе 4-х осной платформой и
выгружаются на обочину.
Замена уравнительных рельсов на рельсовые вставки производится с
использованием портальных кранов.
Рельсы уравнительного пролета снимаются с пути со сболченными
накладками и укладываются внутрь колеи, после укладки в путь рельсовых
вставок снятые уравнительные рельсы перекладываются на обочину.
До начала "окна" выполняется подготовка мест для работы сварочной головки машины ПРСМ: балласт в стыковых шпальных ящиках, вырезается.
5.6. Производственный состав
Работы по ликвидации уравнительного пролета со сваркой рельсовых плетей на длину блок-участка выполняются колонкой путевой машинной станции. В состав колонны входят две бригады монтеров пути численностью 22 чел., в том числе:
бригада № 1 -11 чел. бригада №2-11 чел.
Командный и обслуживающий персонал состоит из 8 чел., в том числе:
производитель (руководитель работ) -1 чел.
дорожный мастер -1 чел.
бригадир пути (неосвобожденные бригадиры входят в состав монтеров пути) телефонист сигналист дефектоскопист
Машинисты путевых машин в количестве 8 чел., в том числе:
машины ПРСМ - 6 чел.
в том числе: машинист -1 чел.
шлифовщик - 2 чел.
мотовоза МПТ - 2 чел.
* Для контроля за качеством сварных стыков в день "окна" дистанция пути выделяет дефектоскописта с дефектоскопным аппаратом, который работает с бригадой ПРСМ.
5.7. Организация работ
Работы по сварке рельсовых плетей, лежащих в пути подразделяются на подготовительные и основные.
5.7.1 Подготовительные работы
Работы выполняются на производственной базе, в рельсосварочном предприятии и на перегоне.
На производственной базе производится распиловка деревянных шпал на полушпалки, и погрузка их вместе с ползунами на платформу мотовоза. Рельсовые вставки требуемой длины заготавливаются на рельсосварочном предприятии и отгружаются на платформу мотовоза в сцепе с 4-х осной платформой, доставляют на перегон и выгружают на обочину.
На перегоне в пределах уравнительных пролетов и на плетях в местах последующего изгиба скрепления очищают от грязи, клеммные болты смазывают и опробуют. Полушпалки с металлическими ползунами выгружают и укладывают на месте работ. Концы рельсовых плетей, примыкающие к уравнительным пролетам на протяжении 12,5 м закрепляют.
Рельсосварочная машина ПРСМ производит сварку контрольных образцов рельсовых стыков для определения фактического укорочения рельсов в результате оплавления и осадки металла при сварке. Эти работы на графике не отражены.
Затраты труда на изготовление, транспортировку рельсовых вставок в ведомости затрат труда не учитываются.
5.7.2. Основные работы
Работы выполняются на закрытом для движения поездов перегоне в "окно" продолжительностью 4,0 часа.
После проследования последнего графикового поезда и оформления закрытия перегона установленным порядком к первому уравнительному пролету прибывает рельсосварочная машина ПРСМ К-355 А 1 и две бригады монтеров пути с портальными кранами. 11 монтеров пути (бр. №2) торцовыми ключами откручивают гайки и снимают клеммные болты на уравнительных рельсах и на 45 м рельсовых плетей, оставляя прикрепленными по 8 болтов на каждом звене, разболчивают стыковые болты и снимают накладки. 3 монтера пути (бр. №1) рельсорезным станком производят обрезку концов плетей с болтовыми отверстиями на расстоянии не менее 0,6 м от торцов и зачищают контактные поверхности до металлического блеска рельсошлифовальным станком. 3 монтера пути (бр. №2) подготавливают места для работы сварочной головки: вырезают балласт из шпальных ящиков, снимают клеммные и закладные болты на стыковых шпалах и убирают подкладки. 8 монтеров пути (бр. №1) с помощью портальных кранов снимают с пути рельсы уравнительного пролета и укладывают их внутрь колеи.
Конец рельсовой плети, примыкающей к заднему концу вставки, выводится из подкладок и отводится в сторону.
Рельсовые вставки укладываются на подкладки. Передний конец вставки стыкуется с рельсовой плетью вплотную. Задний конец вставки имеет забег относительно плети на расчетную величину.
После укладки рельсовых вставок на подкладки снятые рельсы уравнительного пролета портальными кранами перекладываются на обочину.
3 монтера пути (бр. №2) устанавливают клеммные болты и наживляют гайки на рельсовых вставках.
Сварочная головка машины ПРСМ поочередно устанавливается в стыки правой и левой нити и производит сварку стыков. После снятия грата и термообработки сварные стыки обрабатываются вначале грубой шлифовкой по всему периметру, а затем выполняется чистовая обработка поверхностей шлифовальным станком СЧР.
Дефектоскопист ультразвуковым аппаратом проверяет качество сварных стыков.
8 монтеров пути (бр. №1) закрепляют гайки клеммных болтов на рельсовых вставках.
Сварочная машина ПРСМ продвигается по вновь уложенной вставке ко второму стыку.
3 монтера пути (бр. №2) засыпают шпальные ящики балластом, устанавливают на место подкладки, клеммные и закладные болты и закрепляют их торцовыми ключами.
11 монтеров пути (бр. №1) поочередно горизонтально изгибают правую и левую нити плетей на длине 45 м до совмещения торцов рельсов. На первых 5 метрах от торцов устанавливаются клеммные болты в гнезда подкладок и наживляются гайки.
Технологический процесс сварки рельсовых плетей, лежащих в пути на длину блок-участка. Определение экономической эффективности укладки рельсовых плетей длиной в блок-участок

Фронт работ 1700 м. Продолжительность «окна» - 4 часа.
5.1. Общие условия и правила производства работ
Сварка рельсовых плетей на длину блок-участка или перегона
является частью технологического процесса усиленного капитального
ремонта бесстыкового пути.
Работы по укладке и закреплению плетей выполняются в
оптимальном температурном интервале.
При нарушении этого условия применяется принудительный ввод рельсовых плетей в оптимальный интервал по отдельным технологическим процессам.
Сварка рельсовых концов производится передвижной машиной
ПРСМ со сварочной головкой К-355-1А.
Сварка рельсовых стыков производится двумя способами: подтягиванием и с предварительным изгибом.
Рельсовые вставки и рубки с клееболтовыми изостыками
доставляются к месту работ без болтовых отверстий; рельсовые плети с
болтовыми отверстиями.
В подготовительный период рельсосварочной машиной, которой будет производиться сварка плетей, необходимо произвести сварку двух контрольных образцов.
При сварке контрольных образцов определяется фактическое укорочение рельсов на каждый сварной стык в результате оплавления и осадки. Укорочение определяют разницей измерений до и после сварки между рисками, нанесенными на головки двух свариваемых кусков рельсов.
Измерение выполняют линейкой с точностью до 0,5 мм. Уменьшение длины рельсов должно быть занесено сварщиком в сменный рапорт.
Испытывать контрольные образцы допускается в рельсосварочном предприятии в течение срока, не превышающего 1-2 дней. В случае неудовлетворительных результатов испытаний контрольных образцов сварные стыки должны быть забракованы.
Сварные стыки должны соответствовать требованиям, изложенным в Технических указаниях "О восстановлении контактной сваркой лопнувших и дефектных рельсовых плетей бесстыкового пути".
При работе машины ПРСМ сварочные головки К-355-1А должны
быть направлены в сторону привариваемой плети.
Переезд по сварному стыку допускается не ранее, чем через 15 мин.
после окончания сварки.
Для обеспечения доступа сварочной головки к свариваемому стыку
и последующей его обработки балласт из стыковых шпальных ящиков
вырезается, клеммные и закладные болты снимают и убирают подкладки.
Продолжительность "окон" для укладки и сварки плетей в каждом
варианте устанавливается конкретными условиями производства работ,
Рельсовая вставка, заменяющая уравнительный пролет,
изготавливается в рельсосварочном предприятии. Длина вставки должна
соответствовать суммарной величине длины рельсов уравнительного пролета,
величине стыковых зазоров, длине обрезаемых концов под сварку и толщине
металла на осадку и оплавление.
При выполнении работ по данным технологическим процессам
необходимо соблюдать требования Правил технической эксплуатации
железных дорог Российской Федерации, Инструкции по сигнализации на
железных дорогах Российской Федерации, Инструкции по движению поездов и
маневровой работе на железных дорогах Российской Федерации, Инструкции
по обеспечению безопасности движения поездов при производстве путевых
работ, Технических указаний по устройству, укладке и содержанию
бесстыкового пути, Инструктивных материалов по сварочно-наплавочным
работам в путевом хозяйстве части 1-3, Технических условий "Стык изолирующий рельсов типа Р65 с комбинированными металлокомпозитными накладками", Технических условий "Рельсы железнодорожные новые сварные", Правил по охране труда при содержании и ремонте железнодорожного пути и сооружений.
5.2. Способы сварки
При длине привариваемой плети более 120 м сварка производится с предварительным изгибом привариваемой плети.
5.2.1. Сварка с предварительным изгибом привариваемой плети
При сварке с предварительным изгибом (рис. 2, ) раскрепляется только часть плети. На участке ВС длиной 5 м гайки отвертывают на несколько оборотов для облегчения продольного перемещения. На участке СД длиной 40 м клеммы полностью удаляют. Раскрепленную часть плети поднимают над ребордами подкладок и изгибают в горизонтальной плоскости на прямых участках в сторону оси пути, а на кривых — в наружную сторону кривой.
Изгиб плети следует заканчивать, когда торец плети совпадает с торцом приваренной ранее рельсовой вставки.
В процессе сварки изогнутая часть плети выпрямляется под действием продольного усилия, создаваемого сварочной машиной. По окончании сварки плеть не должна занимать исходного положения — стрела остаточного изгиба должна оставаться в пределах 15—30 см. Если остаточная стрела (наибольшее расстояние от внутреннего относительно изгиба плети края подошвы до наиболее удаленной от рельса реборды подкладки) выходит за указанные пределы, сварной стык должен быть забракован и вырезан из плети.
Фактическая остаточная стрела изгиба должна быть записана сварщиком в сменный журнал.
После остывания замыкающего стыка (через 2—3 мин после окончания сварки) оставшуюся изогнутую часть рельсовой плети выпрямляют приложением поперечного усилия. Постановку клемм и закручивание гаек нужно выполнять в направлении от замыкающего сварного стыка.
Сдвиг плети СД при ее изгибе перед сваркой и при выправлении после сварки должен происходить по трем скользунам, равномерно распределенным на участке изгиба; должно быть обеспечено свободное, без большого трения перемещение по ним.
Если сварка выполняется при температуре ниже оптимальной температуры закрепления более чем на 5 °С, то перед сваркой необходимо рассчитать удлинение конца плети (в зоне первого свариваемого стыка), необходимое для последующего ввода плети на участке производства работ в оптимальную температуру закрепления.
Рис. 2 . Схема изгиба рельсовой плети при сварке с предварительным
А, В - места сварки; С, Д - начало и конец изгиба плети; 1 - направление движения ПРСМ; 2 - рельсовая плеть не раскрепляется; 3 - вставка; 4 - скрепления ослабляются; 5 - скрепления удаляются.
5.3. Общая характеристика пути
Участок пути двух путный, электрифицированный, оборудован
автоблокировкой. В плане путь имеет 30% прямых и 70% кривых участков.
Верхнее строение пути до ремонта:
- скрепление типа КБ;
-накладки на инвентарных рельсах 4-х дырные, на рельсах уравнительных пролетов 6-ти дырные.
В пределах одного блок-участка уложены три пары рельсовых плетей; на границах блок-участков в уравнительных пролетах расположены изолирующие стыки с металлокомпозитными накладками.
Верхнее строение пути после ремонта:
-конструкция пути не меняется.
Рельсы уравнительных пролетов заменены на рельсовые вставки. Рельсовые плети сварены до длины блок-участка.
П.4.5 Сварка с предварительным изгибом привариваемой плети
При сварке с предварительным изгибом (рисунок П.4.2) раскрепляется только часть плети. На участке ВС длиной 5 м для облегчения перемещения плети гайки болтов скреплений КБ65 отвертывают на несколько оборотов, клеммы скреплений типа ЖБР-65 переворачивают на 180 о и затягивают усилием 100-150 Н·м, а монорегулятор скреплений АРС-4 устанавливается на первую позицию. На участке СD длиной 40 м клеммы скреплений КБ65 и АРС-4 снимаются, а клеммы скреплений типа ЖБР устанавливаются в монтажное положение.
После подготовки рельсовой вставки, длина которой должна соответствовать расстоянию между точками А, В (lА-В), плюс запас на сварку 2-х стыков на косину двух резов (2 мм) и плюс запас на остаточную стрелу изгиба (5÷6 мм), т.е.
lвст = lА-В + 2d + 2 + 5, мм.
Рельсовую вставку сваривают с концами плети в сечении А. После сварки в сечении А забег конца рельсовой плети относительно рельсовой вставки (Dlз) должен соответствовать:
Dlз = d + 1 + 5 = d + 6, мм.
Раскрепленную часть плети вывешивают и изгибают в горизонтальной плоскости на прямых участках в сторону оси пути или наружу, а на кривых – только в наружную сторону кривой. Изгиб плети следует заканчивать, когда торец плети совпадает с торцом приваренной ранее рельсовой вставки.

A, В - места сварки; С, D - начало и конец изгиба плети; 1 - направление движения ПРСМ; 2 - рельсовая плеть не раскрепляется; 3 - вставка; 4 - скрепления ослабляются;
5 –скрепления
Рисунок П.4.2 Схема изгиба рельсовой плети при сварке с предварительным изгибом
В процессе сварки изогнутая часть плети выпрямляется под действием продольного усилия, создаваемого сварочной машиной. По окончании сварки плеть не должна занимать исходного положения - стрела остаточного изгиба должна оставаться в пределах 15-25 см. Если остаточная стрела - наибольшее расстояние от внутреннего относительно изгиба плети края подошвы до наиболее удаленной от рельса реборды подкладки (при подкладочных скреплениях) или опорной скобы (при скреплениях типа ЖБР) выходит за указанные пределы, сварной стык должен быть забракован и вырезан из плети. Фактическая остаточная стрела изгиба должна быть записана сварщиком в сменный журнал.
После остывания замыкающего стыка (через 2-3 мин после окончания сварки) оставшуюся изогнутую часть рельсовой плети выпрямляют приложением поперечного усилия. Закрепление плети на участке изгиба необходимо выполнять в направлении от замыкающего стыка.
Сдвиг плети на участке СD при изгибе ее перед сваркой, в процессе сварки и при выправлении после сварки должен происходить по трем металлическим скользунам, равномерно распределенным на участке изгиба, при этом должно быть обеспечено свободное, без большого трения перемещение плети по ним.
Если восстановление рельсовой плети сваркой выполняется при температуре рельсов выше ее температуры закрепления, но не более чем на 10°С, то на участке, включающем участок производства работ по восстановлению плети плюс по 100 м с обеих его сторон, должна быть выполнена регулировка напряжений, после чего плети должны быть закреплены. В журнале учета службы и температурного режима рельсовых плетей должны быть занесены дата окончательного восстановления плети, температура плети при производстве работ и границы регулировки напряжений.
Если восстановление плети сваркой выполняется при температуре рельсов ниже ее температуры закрепления, то перед сваркой необходимо рассчитать удлинение плети на участке производства работ для восстановления в пределах его температурных сил (температуры закрепления плети).
На рисунке П.4.3 приведена эпюра температурных сил в плети в зоне производства работ до восстановления ее электроконтактной сваркой.
А, В – места сварки
Рисунок П.4.3 Эпюра температурных сил в рельсовой плети в зоне производства работ до сварки и растяжения одного из концов плети для восстановления температуры закрепления плети
На рисунке П.4.3 приведены следующие обозначения:
lвст – длина ввариваемой рельсовой вставки (от 8 до 12,5 м);
lп – участок со свободным проскальзованием рельсовой плети (без прижатия рельса) длиной 5 м;
lи – участок плети, освобожденный от закрепления для образования петли при сварке второго стыка (участок изгиба плети);
lи + lп = lсв – общая длина свободного изменения длины плети;
lд – дышащий участок плети, определяемый из условия:
Nt, - температурная сила, возникающая в плети при перепаде температур относительно температуры ее закрепления;
Dt – перепад температуры рельсовой плети при производстве работ относительно ее температуры закрепления;
r – погонное сопротивление продольному сдвигу пути по одной рельсовой нити, принимаемое для стабилизированного балласта равным 12 кН/м , для нестабилизированного – 7 кН/м.
Длина участка работ по сварке, где необходимо восстановить температурную силу (Nt), в итоге будет равна
Величина необходимого удлинения этого участка определяется из условия:
Удлинение плети на участке производства работ осуществляется путем раскрепления конца плети на участке lр, примыкающем к первому свариваемому стыку (точка А), и растяжения его ГНУ. Чтобы в зоне производства сварочных работ восстановить температуру закрепления плети, т.е. температурную силу, равную Nt , необходимо растянуть конец раскрепленной части плети с усилием Nt + ∆N, где ∆N = Nt (lвст + lсв + lд)/( lр - lд).
Отсюда следует, что для ввода плети на участке работ в температуру закрепления растягивающие усилия ГНУ должны быть не менее:
Длина раскрепляемого участка lр должна быть не менее:
Величина первоначального удлинения плети ∆lобщ определяется с учетом удлинения ее для восстановления Nt на участке lр, участке производства работ по сварке l и «отката» растянутого и закрепленного конца плети ∆lо в точке А.
где 5 мм – удлинение растягиваемого конца плети, необходимое для компенсации сжимающих напряжений, появляющихся при ликвидации остаточной стрелы изгиба при сварке 2-го стыка.
При близких значениях NГНУ и Nобщ величина «отката» определяется из условия:
Можно не учитывать в расчетах величины удлинения раскрепленного конца плети (∆lр), но для этого перед его раскреплением необходимо зафиксировать положение конца плети.
В процессе растяжения необходимо растянуть плеть до совпадения ее конца с фиксированной точкой, а затем на величину (∆l + ∆lо+5) мм.
После закрепления растянутой части плети lр, снятия ГНУ и выполнения сварочных работ, в том числе сварки первого стыка в точке В методом подтягивания, а второго в точке С методом предварительного изгиба, эпюра температурных сил на участке (l + lр) будет иметь вид, представленный на рисунке П.4.4.
Рисунок П.4.4 Эпюра температурных сил перед регулировкой напряжений (сплошная линия) и после регулировки (штриховая линия)
После регулировки температурных сил на участке АЕ значения их на участке проведения работ по восстановлению плети и на подходах к нему должны соответствовать Nt.
В качестве примера рассмотрим восстановление целостности плети сваркой ПРСМ и восстановление ее температуры закрепления на участке производства работ при условии, что температура закрепления плети равна +35 0 С, а работы выполняются при температуре рельсов +15 0 С, т.е. разность между ними ∆t = tз – tр = 20 0 С.
перед началом работ, исходя из условия NГНУ ³ Nt + ∆N, подставляя в него соответствующие значения, определяем NГНУ.
Для определения Nt подставляем значения α, E, F (для рельсов Р65) и ∆t, а для определения ∆N подставляем значения lвст , lсв , lд , и Nt .
Длина рельсовой вставки равна расстоянию между обрезанными концами плети плюс запас металла на сварку двух стыков и остаточную стрелу изгиба (5 мм). Принимаем что длина рельсовой вставки равна 10 м.
lсв = lи + lп = 40 + 5 = 45 м;
Принимая, что NГНУ = 70 т и подставляя известные значения lвст , lсв , lд , Nt определяем lр:
D lр = a lр . Dt = 51,4 мм
При известных значениях Nt, lвст , lсв , lд и lр дополнительные растягивающие усилия ∆N, необходимые для восстановления температуры закрепления плети на участке производства работ, будут равны:
∆N = Nt (lвст + lсв + lд)/( lр - lд) = 40,9(10,0 + 45,0 + 58,5)/ (218,0 – 58,5) = 29,1 т, т.е. в сумме Nt + ∆N = 40,9 + 29,1 = 70 т, что соответствует растягивающим усилиям (NГНУ ) принятого ГНУ.
С учетом того, что раскрепленная на участке lр часть плети при растяжении должна возвратиться в первоначальное положение, зафиксированное до ее раскрепления, определяется необходимое дополнительное удлинение ее для восстановления температуры закрепления плети на участке производства работ
С учетом частичного обратного перемещения конца растянутой плети после его закрепления и снятия ГНУ («отката»), определяемого из условия:
определяем lобщ в сечении В (рисунок П.4.4).
До «отката» ∆lобщ=∆lр+ ∆l +∆lо = 51,4+31,8+20,2=103,4 мм
После «отката» ∆lобщ=∆l = 83,2 мм.
Для контроля за подвижками плети в процессе растяжения на участке А-В и регулировки напряжений на участке А-Е назначаются контрольные сечения через 50 м на участке lр (1, 2, 3) и в сечениях близких к точкам В, С, Д и Е (±0,5м).
При растяжении плети на участке lр + l¢д перемещения конца плети в сечении В должны быть равны 50÷51 м, а сечениях 3, 2 и 1 соответственно 37÷38; 25÷27 и 12÷14 мм.
С учетом запаса на «откат» перемещения конца плети в точке В увеличиваются по 20 мм, а в точках 3, 2 и 1 соответственно на 15, 10 и 5 мм. С учетом растяжения плети для восстановления температуры закрепления ее на участке производства работ В-Е перемещения конца плети в точке В увеличатся на 31÷32 мм, а в точках 3, 2 и 1 соответственно на 23÷24, 15÷16 и 7÷8 мм.
После закрепления плети на участке А-В, снятия ГНУ в результате частичного возвращения («отката») растянутой части плети перемещения в точке В составят 82÷83 мм, а в точках 3, 2 и 1 соответственно 60÷61, 40÷41 и 20÷21 мм. После сварки плети в сечениях В и С, вывешивания ее на участке А-Е на парные пластины и дополнительного воздействия на плеть ударным механизмом в сечении В в направлении точки Е плеть на участке А-Е должна сместиться в направлении линии действия ударного механизма.
Регулировка считается завершенной, если смещения плети в точках 1, 2, 3 и В будут близки их начальным значениям, полученным при растяжении плети для восстановления ее температуры закрепления на участке lр + l¢д, т.е. значения подвижек плети в сечениях 1, 2, 3 и В должны быть близки, т.е. соответствовать 12÷14 , 25÷27, 37÷38 и 50÷52 мм с точностью ±3 мм.
Перемещения в точке D определяются из условия , а в точке С из условия
Восстановление плети электроконтактной сваркой при температурах рельсов ниже температуры закрепления можно выполнять без ГНУ, но с использованием ПРСМ с подтягивающими усилиями до 120 тс, из которых на растяжение плети для восстановления ее температуры закрепления на участке производства работ используется не более 70 тс.
Для выполнения работ, включающих восстановление плети сваркой и восстановление температуры ее закрепления на участке производства работ необходимо определить длину участка производства работ по сварке l , на котором необходимо восстановить температуру закрепления плети, рисунок П.4.5.
Рисунок П.4.5 Эпюра температурных сил на концах плетей, примыкающих с обеих сторон к участку производства работ до выполнения сварки
Длина рельсовой вставки определяется из условия lвст = l ¢ + d,
| где | l ¢ - | расстояние между обрезанными концами плетей; |
| d - | запас рельсового металла на сварку одного стыка. |
При перепадах температуры закрепления плети относительно температуры ее при сварке на величины ∆t = 10; 15; 20 и 25 0 С lд соответственно равны 29,2; 43,8; 58,4 и 70,0. Для дальнейших расчетов принимаем ∆t = 20 0 С и соответственно lд = 58,4 м. Отсюда длина участка производства работ по сварке
l = l вст + lд = 10 + 58,4 = 68,4 м.
Для того чтобы плеть на участке производства сварочных работ ввести в температуру ее закрепления, участок необходимо удлинить на величину . При ∆t = 20 0 С ∆l = 16 мм.
Затем раскрепляем конец плети, примыкающий к месту сварки второго стыка в точке С на длине lр, равной , где = 40,9 тс, NПРСМ = 70 тси получаем = 81,4 + 58,4 = 149,8 м.
После раскрепления плети на участке lр, укладываем рельсовую вставку и свариваем ее с концом плети в точке В.
Определяем общее удлинение раскрепленного конца плети, необходимое для восстановления температуры закрепления на участке производства сварочных работ и на участке раскрепления плети.
∆lр = α lр∆t = 11,8 . 10 -6. 149,8 . 20 = 35,5 мм;
∆lобщ = 16,0 + 35,5 = 49,5 мм.
По результатам контрольной сварки получено, что при сварке одного стыка затраты на сварку и оплавление металла составляют около 40 мм. Разница между необходимым удлинением плети и затратой металла на сварку первого стыка составляет 9,5 мм, поэтому растягиваем конец плети ПРСМ на 9,5 мм, т.е. до торца рельсовой вставки и производим сварку. После завершения сварки выдерживаем стык в течение 6 минут в сжатом состоянии. Затем сварочная головка убирается, сваренный стык обрабатывается. Плеть на всем протяжении АЕ раскрепляется, простукивается, а затем снова закрепляется с нормативной затяжкой болтов (шурупов). По завершении указанных работ сваренные стыки проверяются дефектоскопом и размечаются в соответствии с требованиями п. 2.6.6 настоящей Инструкции; на расстоянии не менее 25,0 см от места сварки каждого стыка записываются их порядковые номера.
Дата сварки, температура рельса при сварке, длина участка раскрепления и величина удлинения плети для восстановления температуры закрепления ее на участке производства работ записываются в Журнал учета службы и температурного режима рельсовых плетей.
Восстановление целостности лопнувшей (или с остродефектным местом) рельсовой плети
Основные положения. При поперечных изломах рельсовой плети или при обнаружении в ней дефекта, требующего вырезки по классификации дефектности рельсов НТД/ЦП-1-93, восстановление плети производят в три этапа, соответствующих:
краткосрочному восстановлению (на период до 4 ч), при котором в месте дефекта устанавливают шестидырные накладки со струбцинами (рис. 3.4) и пропускают поезда со скоростью: 40 км/ч - при зазоре в месте излома до 25 мм; 25 км/ч - при зазоре 26-40 мм с постоянным наблюдением за состоянием рельсов в месте излома;
временному восстановлению (до 6 мес.);
окончательному восстановлению (при переводе плети на постоянный режим работы).
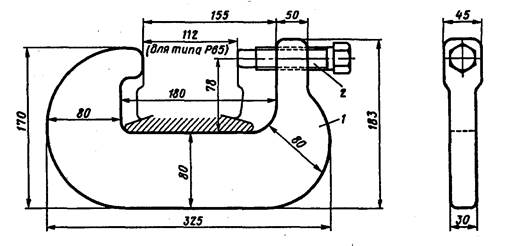 |
| Рис. 3.4. Стыковая струбцина: 1 - скоба струбцины; 2 - зажимной винт |
Разница по высоте и по внутренней грани головки уложенного рельса и плети не должна быть более1 мм; большую разницу устраняют: по высоте - установкой переходных накладок; по горизонтали - шлифовкой боковой грани головки рельса в месте ступеньки.
Перед вырезкой места излома (дефекта) плети тщательно (20-метровой стальной рулеткой) измеряют длину рельса, подлежащего укладке в путь, и соответственно ей устанавливают и фиксируют на головке плети места пропила, если в месте излома имеется зазор. При отсутствии зазора прежде чем выпиливать место излома необходимо на протяжении 20-25 м с обеих сторон от излома закрепить клеммные и закладные болты, затем в месте излома автогеном вырезать кусок рельса длиной 10-15 см с целью снятия внутренних сжимающих усилий в плети для возможности свободного ее обрезания рельсорезным станком. После этого выпиливают и сдвигают в сторону отрезок рельсовой плети в месте дефекта длиной на 4-5мм больше длины подготовленного к укладке рельса с болтовыми отверстиями;
на образовавшихся концах рельсовой плети просверливают отверстия для болтов; в вырезанное место вставляют подготовленный рельс и шестидырными накладками скрепляют с плетью. При этом рекомендуется устанавливать высокопрочные болты с усиленной затяжкой гаек (1000 Н*м).
Полное восстановление изломанной рельсовой плети сваркой с применением рельсосварочной машины ПРСМ. Сварка изломанной рельсовой плети производится в пути рельсосварочной машиной ПРСМ контактным способом.
Работы по сварке плети включают в себя следующие технологические операции:
удаление подкладок на шпалах и частичную вырезку балласта в шпальном ящике, где должна размещаться сварочная головка машины ПРСМ;
вырезание части плети в месте нахождения временно уложенного рельса (вместе с ним); при этом длина вырезаемой части l, мм, определяется из выражения:
l = lвр + 750 + 750,
где lвр - длина уложенного рельса, мм; 750 - длина обрезаемых концов плети, мм;
зачистка обрезанных концов рельсов абразивным инструментом (до металлического блеска);
снятие и ослабление клемм на участке выгибания (или перемещения) плети;
выгибание (или продольное перемещение) плети;
замену вырезанной части рельсовой нити на рельс без болтовых отверстий;
вваривание рельса в плеть;
выравнивание температурных напряжений в рельсовых плетях по обеим рельсовым нитям.
Ввариваемый в плеть рельс без болтовых отверстий должен иметь длину на 80мм больше вырезаемой части и не должен отличаться от плети по высоте и боковому износу головки более допускаемой величины, установленной Инструкцией по текущему содержанию пути. Кроме того, он должен удовлетворять требованиям, предъявляемым к сварке рельсов по условиям термической обработки рельсового металла и иметь наработку тоннажа не выше чем восстанавливаемая плеть.
Технология вварки в плеть рельса может быть двух видов: с частичным раскреплением плети и ее изгибом; с полным раскреплением короткой части плети и ее перемещением.
При вварке рельса с изгибом плети (рис. 3.5) на участке БВ длиной 5 м гайки отвертывают на несколько оборотов, а на участках ЕА и ГД длиной по 50 м клеммные болты, наоборот, закрепляют, чтобы исключить перемещение плети. На участке ВГ длиной 40 м клеммы снимают. Раскрепленную часть плети поднимают над ребордами подкладок и изгибают в горизонтальной плоскости: на прямых участках - в сторону оси пути, а на кривых - в наружную сторону кривой. Изгиб плети заканчивают, когда ее торец совпадает с торцом рельсовой вставки. В процессе сварки изогнутая часть плети постепенно выпрямляется под действием продольного усилия, создаваемого сварочной машиной. При этом по окончании сварки плеть должна оставаться изогнутой; стрела остаточного изгиба, измеряемая в месте наибольшего удаления внутреннего края подошвы изогнутой плети от края реборды подкладки, должна оставаться в пределах 15-30 см; в противном случае сварной стык должен быть забракован и вырезан из плети.
 |
| Рис. 3.5. Схема изгиба рельсовой плети: АБ- вставка; БВ - участок ослабления на три-четыре оборота клеммных болтов; ВГ- участок изгиба плети |
После остывания замыкающего стыка (через 2-3 мин после окончания сварки) оставшуюся изогнутой часть плети выпрямляют приложением поперечного усилия. Постановку клемм и закручивание гаек производят в направлении от замыкающего сварного стыка.
Сдвиг плети на участке ВГ при ее изгибе перед сваркой и при выправлении после сварки должен производиться по металлическим скользунам, равномерно распределенным на участке изгиба; должно быть обеспечено свободное, без большого трения поперечное перемещение плети по ним. Сварные стыки должны быть обозначены несмываемой белой краской на внутренней стороне рельса двумя парами вертикальных полос и взяты на учет в дистанции пути.
Вварка в плеть рельса должна производиться при температуре плети, отличающейся от температуры закрепления не более чем на 5 °С. Если это условие не выполнено, то необходимо перезакрепить плеть при наступлении этой температуры. Вваривают вставки, как правило, при положительных температурах; допускается вварка при температуре не ниже -10 °С.
Работой по окончательному восстановлению плети, лежащей на главном пути, руководит старший дорожный мастер, а на станционном пути - дорожный мастер.
При вварке вставки без изгиба плети перед укладкой в путь рельса без болтовых отверстий (вместо вырезанной дефектной части плети) со стороны короткой части плети в уравнительном пролете заменяют рельс на укороченный; на участке между дефектным местом и уравнительным пролетом ослабляют на три-четыре оборота клеммные болты; с помощью гидравлического натяжного устройства передвигают короткую часть плети в сторону уравнительного пролета на величину, позволяющую уложить в путь подготовленный рельс без болтовых отверстий, имеющий большую длину (с учетом ее уменьшения при сварке) по сравнению с вырезанной дефектной частью плети; после укладки этого рельса в путь производят сварку плети с уложенным рельсом в стыке со стороны длинной части плети. Затем с помощью гидравлического натяжного устройства перемещают короткий конец плети в сторону второго стыка сварки с целью создания необходимого усилия прижатия свариваемых концов рельсов.
Для обеспечения электрического контакта с губками рельсосварочной машины стыкуемые поверхности на концах рельсов должны быть предварительно зачищены до металлического блеска. После сварки грат и выдавленный металл удаляют обрубкой в горячем состоянии по всему периметру сварных стыков и места обрубки шлифуют.
Неровности на поверхности катания в месте сварки рельса не должны превышать 0,3мм на длине 1 м.
Продвижение машины ПРСМ через неостывший сварной стык, имеющий цвет каления, допускается при условии наложения на него специального металлического мостика.
После окончания сварки второго стыка, укороченный рельс в уравнительном пролете заменяют на нормальный.
Читайте также: