Сварка пнд что это
Обновлено: 21.09.2024
Полиэтилен низкого давления в рейтинге популярности среди материалов, применяемых для создания сантехнического оборудования, занимает первенствующие позиции. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Но, как и при работе с любым другим полимером, качественный монтаж труб ПНД своими руками можно выполнить лишь при условии строгого соблюдения технологии. Какие нюансы учитывать, выполняя состыковку элементов и как правильно выполнять их сгибание и распрямление, рассмотрим в статье.
- С использованием фитингов из ПНД
- Обзор способов разгибания трубы
Стыковая сварка
Стыковая сварка ПНД труб, трубопроводов под воду, канализации, футляров, кабелей и т.д (кроме газовых трубопроводов).
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Сварка газопроводов ПНД
Сварка полиэтиленовых газопроводов аппаратами с высокой степенью автоматизации. В стоимость работ входит полный комплект документов на стык (аттестат на станок, удостоверение сварщика, аттестованная технология сварки, протокол сварки и т.д.), гарантия на ультразвуковую дефектоскопию сварного шва.
| Ø, мм | SDR | Цена монтажа за стык | Минимальный заказ* | Стыков в день | Необходимая эл. мощность и Стоимость аренды электро- генератора | ||
| Москва и до 30 км от МКАД. | От 30 км до 60 км от МКАД | более 60 км от МКАД | |||||
| 90 | 11 (PN16) | 1200 р. | 18000 р. | 22000 р. | по договоренности | до 20 | Мощность 7 кВт 220V 4000 р./смена |
| 110 | 1400 р. | ||||||
| 160 | 1600 р. | ||||||
| 180 | 11 (PN16) | 2200 р. | 24000 р. | 28000 р. | по договоренности | до 15 | |
| 200 | 2400 р. | ||||||
| 225 | 2600 р. | ||||||
| 250 | 3200 р. | до 10 | |||||
| 280 | 3800 р. | ||||||
| 315 | 4200 р. | ||||||
| 400 | 11 (PN16) | 6200 р. | 30000 р. | 35000 р. | по договоренности | до 8 | Мощность 12 кВт 400V 5000 р./смена |
| 500 | 8800 р. | ||||||
Механическая обработка торцов свариваемых поверхностей труб
Концы полиэтиленовых труб должны быть сухими, чистыми и иметь ровный перпендикулярный срез.
Отрезание трубы производится труборезами или ножницами в диапазоне диаметров от 20 до 160 мм.
| Ножницы | Телескопический труборез |
Для труб диаметром до 225 мм или до 315 мм применяется гильотина.
| Гильотина |
Для труб диаметром от 160 до 355 мм применяется электрическая дисковая пила.
| Дисковая пила UKS 160/355 |
Для труб диаметром от 400 мм и более применяется цепная электрическая дисковая пила.
К данной подготовительной операции необходимо отнестись очень внимательно, т.к. сварка труб с чрезмерным скосом может привести к смещению и замыканию витков спирали и попаданию расплавленного материала между торцами труб. В таком случае есть вероятность того, что не будет создано сварочное давление, и это отразится на качестве сварочного шва.
| Пример с косым срезом трубы | Пример с межвитковым замыканием |
Еще одним фактором, влияющим на качество сварки, является точность сопряжения поверхностей полиэтиленовой трубы и электрофитинга. Поэтому после очистки и резки труб проводится их механическая обработка (зачистка). Цель этой зачистки – удаление наружного слоя с загрязнениями и оксидной пленки. Для этой работы применяются механические зачистные устройства, которые обеспечивают быстрое и равномерное снятие оксидного слоя с поверхности труб. Не снятие оксидного слоя оказывает отрицательное воздействие на качество сварного соединения и приводит к непровару.
| На трубе не снят оксидный слой |
При воздействии ультрафиолетового излучения (окружающей среды) на поверхности трубы быстро появляется окисленный слой. Поэтому зачистку трубы необходимо проводить непосредственно перед сварочным процессом.
Механическую зачистку труб с помощью зачистного устройства производят на длину, равную не менее 0,5 длины фитинга с закладным нагревателем. Толщина снимаемого слоя с полиэтиленовой трубы составляет 0,1–0,2 мм. Для труб диаметром до 63 мм применяется ручной скребок (цикля). Перед использованием механической зачистки необходимо промерить диаметр зачищаемой трубы, если труба не имеет плюсовых допусков по диаметру, тогда целесообразно применить циклю, которая позволяет снимать стружку толщиной до 0,1 мм. Если с поверхности полиэтиленовой трубы удален слишком толстый слой стружки, то это отрицательно отразится на качестве сварного шва.
| Зачистное устройство | Диаметр обрабатываемых труб, мм |
| 63–225 | |
| 110–500 | |
| 450–1200 |
Согласно СП 42-103-2003:
«кольцевой зазор между трубой и соединительной деталью не должен, как правило, превышать 0,3 мм, и после сборки на трубе должны быть видны следы механической обработки поверхности».
Для седловых отводов зачищается место на трубе с припуском от 5 до 10 мм с каждой стороны седла.
Сами электрофитинги механической обработке не подвергаются из-за возможности повредить спираль.
Технология сварки полиэтиленовых труб
Режимы стыковой сварки (PIPEFUSE)
Рекомендуемая толщина стенки трубы при стыковой сварке должна быть не менее 4,5 мм. Стыковую сварку разрешено проводить при температуре воздуха от -15°С до +45°С. Цена за стык на сварку ПНД труб устанавливается каждой компанией по-разному. Мы рекомендуем заказать стыковую сварку полиэтиленовых труб в Москве у нас. Цены на монтаж ПНД труб вы можете посмотреть в таблице выше.
Сварка встык достаточно сложный технологический процесс, требующий высокой квалификации персонала и высококачественного оборудования. Поэтому цена на стыковую сварку полиэтиленовых труб может показаться вам дорогой. Но помните, что вы платите за высокое качество, чтобы в дальнейшем не тратиться на решение проблем, которые возникают в случае с заказом услуги по низкой цене. Чаще всего цена за стык сварки ПЭ труб устанавливается индивидуально. Мы сможем осуществить монтаж полиэтиленовых труб 160 мм, 200 мм, 100 мм и так далее. Заканчивая трубами в 1400 мм.
В месте с тем, данный способ обладает рядом несомненных преимуществ:
- Сварка полиэтиленовых труб не требует тяжелой техники;
- Сваривать полиэтиленовые трубы может бригада из 1 — 2 человек.
- Значительно ниже потребление электроэнергии (либо топлива) по сравнению со сваркой стальных труб.
При применении так называемых “длинномерных труб” (на катушках или в бухтах) снижается количество сварных соединений в 50 — 100 раз. Все это значительно ускоряет строительство трубопровода и влияет на понижение стоимости монтажа.
Сварочный цикл можно разделить на следующие этапы:
- Оплавление торцов трубы;
- Нагрев;
- Удаление нагревателя из зоны сварки;
- Сварка;
- Охлаждение.

Сварка полиэтилена с помощью нагревательного элемента (Butt Welding)
В некоторых случаях используют нагревательный элемент, чтобы соединить встык детали полиэтиленовые – сварку таким методом используют, чтобы состыковать плиты, блоки и прочие разновидности профилей. Особенной популярностью технология пользуется при работе с трубами на основе термопластов. В отличие от перечисленных ранее методов, встык изделия сваривают без присадочного материала.
При сварке с применением нагревательного элемента используют специальные станки для стыкового соединения. Принцип работы такого оборудования заключается в разогреве материала за счет встроенного нагревательного элемента соответствующей формы. Станки могут управляться вручную, иметь механический, пневматический и другие варианты привода. Привод в установках необходим для оказания сдвижного усилия на элементы соединения.
Помимо привода, оборудование также различается по своей комплектации и функциональности. Например, в промышленности используют сварочные станки для соединения листов под углом или сворачивания заготовок. Разные стыковые машины позволяют обрабатывать полиэтилен высокой плотности и другие разновидности материала, включая ВМПЭ и СВМПЭ.
Подведение тепла при стыковом соединении осуществляется напрямую от нагревательного элемента на участок соединения поверхностей. Таким образом обеспечивается оптимальное распределение тепловой энергии без перегрузки любой из зон. Учитывая минимальное внутреннее напряжение шва, есть возможность нагрузки готового изделия, практически равной максимальной нагрузке для исходного сырья.
Краткая инструкция по процессу стыковой сварки ПЭ труб
Российский ГОСТ Р 55276 (в основе – европейский стандарт ISO 21307) допускает выбор из трех вариантов процедур сварки встык: сварку при при единственном низком давлении, сварку при двойном низком давлении и сварку при единственном высоком давлении. Однако на сегодняшний день (2020 г.) наиболее употребимым на практике вариантом остается процедура сварки при единственном низком давлении (близкая к традиционно использовавшимся немецким нормам DVS 2207-1).
Диаграмма процедуры сварки труб ПНД встык

Время t, сек: tw – подготовка (крепление заготовок, определение давления перемещения и т.д.); tf – торцовка; t1 – выравнивание (длится, пока не образуется валик, высотой соответствующий табличному значению); t2 – прогрев; t3 – технологическая пауза (для снятия нагретого инструмента с центратора); t4 – подъем давления; t5 – охлаждение под давлением РО.
Давление p, бар: p1 – перемещение; pf – торцовка; PI – выравнивание; PII – прогрев; p2 – табличное значение давления для свариваемой трубы*; Pо = PI – охлаждение под давлением.
* Табличные значения давления в гидросистеме сварочного аппарата приводятся производителем аппарата. Для каждой модели оборудования они будут отличаться, т.к. разные аппараты при одном и том же значении давления на манометре будут создавать разное усилие прижима.
Этапы процесса сварки нагретым инструментом встык
Очистка торцов труб, поверхностей торцевателя и нагревателя
Перед тем, как закрепить свариваемые элементы в центраторе, необходимо очистить их внутренние и наружные поверхности – протереть чистой безворсной тканью. Удалите все загрязнения из зоны сварки. Также очистите поверхности торцевателя и нагревателя. Для обезжиривания поверхности нагревателя используйте соответствующее средство, например, пропитанные этанолом салфетки. Если монтируются трубы в защитной оболочке, предварительно необходимо снять внешний слой так, чтобы трубу можно было правильно зафиксировать в центраторе (если иное не предусмотрено изготовителем трубы).
Фиксация свариваемых элементов
После крепления труб в центраторе устраните смещение кромок, если оно присутствует. Чтобы правильно отцентрировать трубы используйте роликовые опоры или подставки. Это также уменьшит трение труб о грунт и снизит давление перемещения.

Торцевание труб
Процесс торцовки свариваемых элементов (срезание стружки с торцов труб с помощью специального инструмента) выполняется для создания параллельных поверхностей при выполнении сварки. Процедуру необходимо выполнять, пока не будет получена непрерывная стружка шириной в толщину стенки свариваемых элементов.

Давление прижима не должно существенно превышать давления перемещения – необходимо только создать достаточное усилие для врезания ножей в трубы. Дальнейшее увеличение давления не ускоряет процесс, но при этом ведет к быстрому износу оборудования. Выполняйте торцовку труб непосредственно перед сваркой, после чего не трогайте их руками.
Оценка качества подготовки труб
Удалите стружку из зоны сварки. Осмотрите свариваемые элементы на наличие следов неправильно выполненной торцовки – пустот либо других дефектов. При необходимости протрите торцы заготовок чистящим и обезжиривающим составом.

Определение давления перемещения
Перед началом сварки необходимо определить, какое давление в гидравлической системе сварочного аппарата позволит преодолеть силы трения, действующих на трубы и подвижные элементы центратора. В каждом конкретном случае давление будет разным из-за различной массы труб, сопротивления грунта, углов наклона и т.д. Значение давления, которое отобразится на манометре в момент, когда зажим с подвижным участком трубы начнет перемещаться, нужно будет далее добавлять ко всем табличным значениям давления на последующих этапах процесса сварки.

Оплавление торцов свариваемых элементов
Чтобы процесс прогрева торцов труб прошел правильно, поверхности нагревателя и свариваемых элементов должны идеально прилегать друг другу. Даже после правильно выполненной торцовки на трубах остаются некоторые неровности, также они присутствуют и на поверхности нагревателя.
Чтобы убрать все воздушные прослойки, необходимо сначала прижать трубы к нагревателю со значительным усилием – тогда оплавленный материал заполнит все пустоты.

При этом некоторая часть материала будет выдавлена наружу и внутрь в виде валиков (грата). После формирования грата высотой, соответствующей табличному значению, давление должно быть уменьшено до давления прогрева. При этом важно, чтобы контакт между нагретым инструментом и торцами труб не прерывался. Температура поверхности нагревателя должна выбираться в соответствии с материалом свариваемых труб.
Технологическая пауза для извлечения нагревателя
После окончания времени прогрева торцов труб следует отвести свариваемые элементы от нагревателя, снять нагреватель и максимально быстро свести трубы обратно. Время технологической паузы не должно превышать табличного значения: если оно будет больше, то на концах труб образуется слой охлажденного материала, что негативно скажется на прочности готового соединения.

Если сварка выполняется при низких температурах (особенно ниже 0°C), охлаждение поверхностей происходит быстрее, чем в нормальных условиях. Это сокращает допустимое время технологической паузы: увеличивающийся слой охлажденного материала на торцах может сделать качество шва неудовлетворительным. К этому эффекту также может привести отсутствие укрытия зоны сварки от ветра. Другим фактором, который может отрицательно повлиять на качество сварки, является влага, которая также ускоряет охлаждение поверхностей труб. Кроме того, при значительной влажности частицы пара могут попасть внутрь соединения и создать пустые пузырьки, влияющие на прочность шва. Таким образом, необходимо защищать зону сварки от неблагоприятных погодных условий (например, с помощью защитной палатки с установленным внутри обогревателем).
Зона сварки также должна быть защищена от пыли. Прилипающая к поверхности нагретого материала во время технологической паузы пыль не будет полностью удалена при сведении труб, что также негативно повлияет на прочность полученного соединения.
Охлаждение сварного соединения
Расплавленные торцы труб должны сжиматься в сварочном аппарате под давлением в течение заданного процедурой сварки времени.
Сварка полиэтиленовых труб: сравнение способов + инструкция по монтажу
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Технология сварки ПНД труб. Выбираем правильное оборудование
Сегодня при проведении строительных и ремонтных работ широко применяются полиэтиленовые трубы (ПНД). Они являются основой для строительства трубопроводов напорного и безнапорного типа. Преимущество ПНД – в их эксплуатационных свойствах: отличной эластичности, небольшом весе и простоте монтажа.

Процесс монтажа трубопровода из полиэтиленовых труб довольно прост, необходимо только соответствующее оборудование. Как вариант, Вы можете арендовать необходимое оборудование, пройти обучение в центре Группы «ПОЛИПЛАСТИК» и провести работы своими силами на профессиональном уровне.
Отметим, что трубы ПНД широко применяются как при строительстве жилых зданий, так и при возведении промышленных объектов. Материал отличается высокой устойчивостью к воздействию внешней агрессивной среды, в связи с этим ПНД трубы применяются при монтаже систем различного назначения.
О технологии сварки ПНД труб
Остановимся на том, как осуществляется сварка труб ПНД. Всего существует два способа монтажа трубопровода – разъемное и неразъемное соединение. Неразъемное, или сварное соединение, отличается повышенной надежностью и применяется в магистралях, где среда транспортируется под давлением. Неразъемное соединение можно получить методом стыковой сварки, либо электромуфтовой сваркой. Отметим, что в зависимости от выбранной технологии, нужно иметь соответствующий сварочный аппарат.

Стыковая сварка
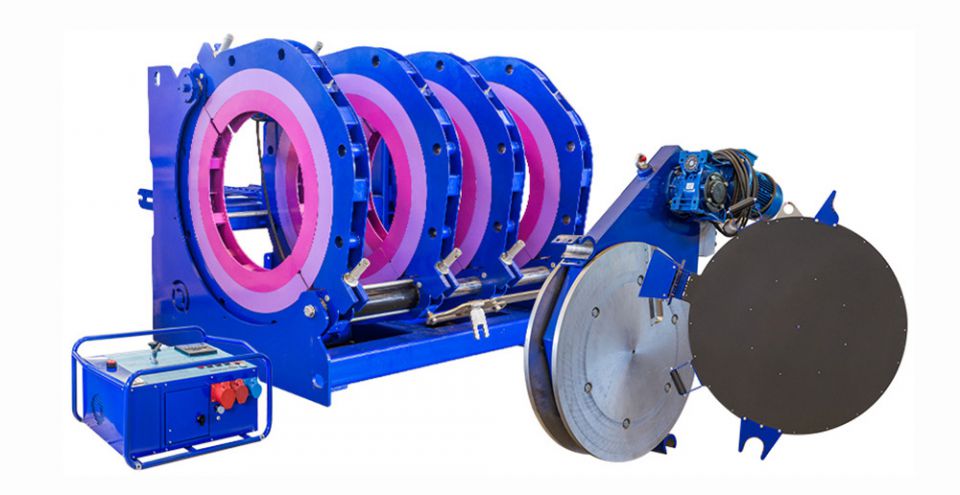
Стыковая сварка ПНД труб является одним из наиболее надежных способов монтажа водопроводов или канализационных систем. Для выполнения работ нужно специальное оборудование – стыковая сварочная машина. установки эти достаточно дорогостоящие, отличаются большими габаритами и весом. Подчеркнем, что в зависимости от типоразмера трубы нужен и соответствующий аппарат.
Для монтажа методом стыковой сварки применяются аппараты с механическим или гидравлическим приводом центратора. Первые отличаются ручным управлением и рекомендованы для соединения труб диаметром до 250 мм.
Сварочный аппарат ССПТ-1600Э
Сварка встык применяется при монтаже труб диаметром более 50 мм. Чтобы создать прочное соединение, торцы труб нагреваются и соединяются под давлением. Предварительно расплавленный пластик создает соединение, которое по показателям прочности не уступает цельному участку трубы.
Чтобы получить такой результат, концы труб надежно фиксируются в сварочном аппарате, после чего к торцам подводят нагревающую плиту. После разогрева пластика до температуры плавления нагревательная плита убирается, а концы трубы прижимаются под нужным давлением. Труба извлекается из аппарата после того, как шов остынет.
- Данный метод позволяет осуществить соединение труб и фитингов одинакового диаметра;
- Стенка деталей не может быть тоньше 5 мм;
- Стыковая сварка осуществляется только при температурах окружающей среды в диапазоне от +15 до +45 градусов.
Электромуфтовая сварка
Электромуфтовая сварка – более дорогостоящий в сравнении со стыковой сваркой метод монтажа.. Соединение данным методом требует наличия не только специального оборудования – сварочного аппарата (стоимость которого существенно ниже стоимости стыкового аппарата), устройств для зачистки трубы, позиционера, – но и специальных соединительных деталей с закладными электронагревателями.

Сварочный аппарат ТРАССА-М ПЛЮС
Технологический процесс сварки:
- Сначала зачищаются концы свариваемых деталей.
- На стыки надевают муфту с электронагревателем, предназначенным для нагрева пластика.
- После того, как муфта закрепляется на месте соединения, к ней подают напряжение. Торцы трубы и муфты плавятся, после остывания образуя прочное монолитное соединение.
ВАЖНО: на период остывания стыка необходимо обеспечить его неподвижность.
Несмотря на более высокую стоимость соединения, муфтовая сварка часто не имеет альтернативы: при проведении ремонтных работ, врезках в существующие магистрали, при сварке в стесненных условиях (колодцах и т.п.) и в ряде других ситуаций. Поэтому при проведении большого объема работ целесообразно иметь оба типа сварочного оборудования и использовать оба метода сварки.
Поскольку стоимость сварочных аппаратов для монтажа ПНД труб достаточно высока, все большей популярностью пользуется услуга аренды данного типа оборудования. Аренда сварочного оборудования – лучший и экономически оправданный способ получения необходимой для монтажа трубопровода дорогостоящей установки на короткое время. Компания предлагает широкий выбор сварочного и сопутствующего оборудования, необходимого для обеспечения процесса монтажа полимерных труб.
Преимущества аренды сварочного оборудования
Если Вашей компании не нужно оборудование данного типа на постоянной основе, то лучший вариант – арендовать его на время проведения монтажных работ.
Технологический процесс сварки встык ПНД, ПЭ труб.
Полиэтиленовые трубы в производстве и бытовом назначении используются все чаще: они отличаются легким весом и низкой ценой, не ржавеют, а главное, их легко монтировать. Самым надежным видом крепления остается сварка полиэтиленовых труб. Это более трудоемкий метод, чем механическое соединение, однако и его качество выше. Главное, чтобы была соблюдена технология сварки полиэтиленовых труб. Все квалифицированные сварщики обязательно проходят аттестацию.
Чаще всего используются три вида сварки: враструб, встык и при помощи электромуфты. В статье речь пойдет о стыковой сварке.
Сварка труб пнд: технология и применение.
В случае если система будет находиться по давлением обычно используют сварку пнд труб своими руками.
Применятся сварка полиэтиленовых труб различных видов:
- стыковая сварка;
- электромуфтовая сварка;
Электромуфтовая сварка пнд труб

Сварка пнд труб встык
Перед тем как будет проведена сварка пнд труб своими руками, нужно все приготовить:



Способы сварки
Технология сварки полиэтиленовых труб проводится несколькими методами. Каждый из них имеет определенные особенности, требует применения разных видов инструментов, расходных материалов.
Раструбный
Для сварки ПЭ труб раструбным методом необходимо использовать специальные фитинги. Дополнительно понадобятся следующие инструменты:
- калибратор;
- труборез;
- сварочный аппарат для полимерных материалов;
- инструмент для снятия фаски;
- набор насадок для нагревания.
Пошаговая инструкция по проведению работ:
- Разрезать трубы по нужным размерам.
- Инструментом для снятия фаски обработать соединяемый край.
- Откалибровать отверстие, чтобы получилась идеальная окружность.
- Протереть стыкуемые поверхности от пыли, обезжирить.
- Выставить температуру нагрева сварочного аппарата на 210 градусов по Цельсию. После нагрева до этой температуры, на аппарате загорится индикатор.
- На две насадки, закрепленных на сварочном аппарате, установить подготовленную трубу, муфту.
- После нагрева, снять две детали, соединить их вместе.
Дождаться остывания шва.
Встык
Метод применяется для сваривания изделий, толщина стенок которых превышает 5 мм. Требуемое оборудование, инструменты:
- Механизм для обработки срезов — торцеватель.
- Приспособление для соосного выставления двух деталей относительно друг друга — центратор.
- Система управления для автоматизированных процессов.
- Сварочный аппарат, применяемый для торцевого соединения.
- Привод для соединения отдельных элементов.
- Редукционные вкладыши.
Стыковая сварка пнд
Сварка пнд труб встык своими руками тяжелее производится, чем электромуфтовая. Беритесь за процесс если вы уверенны в своих силах и у вас есть квалификация сварщика, а также опыт. Отметим что сварка является экономически процессом потребляющим мало электроенергии.
Аппарат стыковой сварки пнд формирует монолитный шов, равный по качеству и свойствам основному материалу. Осуществляется таким образом соединение полиэтиленовых труб, фитингов и.т.д. Этот способ применим только для одинаковых марок и диаметра, с толщиной стенок не более 4.5 мм и диаметром более 50мм. Температура сварки пнд трубопровода также имеет значение, выполнять соединение следует в диапазоне температур от- 14С до +47С.
Температура сварки пнд труб в среднем составляет 130-140 градусов.
Способ предполагает наличие спец. оборудования.

сварка пнд аппарат
- Штангенциркуль- для измерения размеров материала;
- Центратор –для фиксациии сдавливания труб восевом направлении;\
- Торцеватель-для мех.. обработки;
- Гидравлический привод –для постоянного давления на трубы с точной регулировкой.
Стыковая сварка полиэтиленового провода: процедура и план действий
- проверяют овальность полиэтиленового изделия, соответствуют ли размеры, удаляют возможные неровности электроторцевателем;
- устанавливают трубы в центратор, соблюдая 4см растояния между торцами;
- далее следует расплавление торцов аппаратом для сварки , начинается процес плавления;
- Следует нагевать трубку в течении определенного времени, в соответствии, которое поможет выбрать таблица сварки пнд тркбопровода.
- Сразу после нагрева производиться соединение пнд встык нагретыми концами труб.
- далее аппарат стыковой сварки труб производт необходимое давление, после чего создается финальный грат.
После остывания полиэтилена создается бурт-герметичный шов. Следует не допускать сдигов стенки труб более чем на 9-10% от их толщины.



Основные требования к процессу сварки.
Стыковая сварка должна производиться с соблюдением следующих условий:
- Прежде всего, температура окружающей среды в зоне сварки должна составлять от 0 C до +40 C. При высокой влажности воздуха, ветреной или дождливой погоде, а также при низких или высоких температурах необходимо накрыть места сварки с помощью палатки (тента);
- Концы свариваемых элементов (торцы труб), должны быть закупорены защитными пробками, чтобы предотвратить быстрое охлаждение нагреваемых поверхностей потоками воздуха, а также избежать возможного попадания загрязнений в зону сварки;
- Положение труб следует выровнять с помощью роликовых упоров, которые облегчают перемещение труб;
- Торцы свариваемых труб следует обработать перед процессом сварки. После чего не трогать их руками;
- Перед каждой сваркой поверхность нагревательной плиты следует очистить и промыть соответствующим чистящим средством для тефлоновой ткани PTFE (например этанолом);
- Температура нагревательной плиты должна контролироваться. Температура, установленная на регулировщике, должна иметь параметры, рекомендованные для данного свариваемого материала трубы. Информацию, касающуюся температуры сварки, должен предоставить поставщик трубы. В общем случае, для ПНД труб следует брать значение T = 210 C ± 10 C, как оптимальное для осуществления сварки встык.
- Необходимо произвести оценку каждого выполненного шва, которая заключается в контроле над геометрией полученного грата по следующим критериям:
- Общая ширина грата (B);
- Впадина между валиками грата (k>0);
- Смещение (несовпадение) кромок свариваемых элементов (a <0,1s).

Этапы сварки
Составление протокола.
- Тип и фабричный номер сварочного аппарата;
- Номер сварочного аппарата. Фамилия, Имя, Отчество исполнителя работ или код сварщика;
- Дату выполнения сварки;
- Атмосферные условия (например: температура окружающей среды, осадки и так далее);
- Параметры свариваемых труб: диаметр и толщина стенки, тип материала;
- Значения основных параметров цикла сварки таких как: давление, температура нагревательной плиты, продолжительность отдельных этапов;
- Оценку выполненной сварки – ширину полученного шва.
Так же сварочный аппарат должен содержаться в технической исправности и чистоте. Более того, устройство должно иметь действующую оценку технического состояния, выданную сервисным отделом производителя. Срок годности нового изделия составляет один год с момента продажи. После годовой эксплуатации сварочный аппарат подлежит процедуре “калибровка изделия”, после проведения которой выдается соответствующий документ.
Краткая инструкция по эксплуатации к сварочным аппаратам типа ZHCB КРАТКАЯ ИНСТРУКЦИЯ.
Соблюдение этих условий и требований, обеспечит получение таких соединений, прочность которых отвечает критериям и требованиям стандартов качества.
Таблицы сварки полиэтиленовых труб
Рекомендуем воспользоваться специальной таблицей параметров сварки полиэтиленовых труб . В ней перечислены рекомендуемые параметры при стыковой сварке трубопровода.

сварка пнд трубы таблица

Таблицы времени сварки пнд труб

сварка встык полиэтиленовых труб таблица
Покупка продукции на выгодных условиях
реализует оборудование для стыковой сварки. В ассортименте центраторы, гидравлические агрегаты, сварочные машины. Продукция соответствует международным стандартам, сопровождается паспортами качества и сертификатами соответствия.

- Широкий спектр изделий. Подобрать подходящее решение сможет опытный и начинающий мастер. Ассортимент товаров периодически расширяется. Регулярно появляются новые продукты.
- Доступные цены. Товар реализуется без дополнительных наценок. При оформлении оптового заказа покупатель получает скидку.
- Квалифицированная помощь. Заказать подходящее оборудование помогут консультанты компании. Они расскажут о специфике продукции, предоставят необходимые рекомендации.
Изделия отгружаются со склада предприятия, отправляются в любую точку РФ.
Сварка муфт пнд

Сварка электромуфтой полиэлиестрой трубы
Электромуфта является фасонной деталью различных размеров из пнд материала внутри которой находятся электрические спирали. Существуют различные ее формы для различных видов соединения.
Создание сварочного шва:
- удаление загрязнения труб от жира и других нежелательных веществ;
- на сприраль муфты подается электрический ток что повышает температуру поэтилена и плавит его.
- далее нагреваються торцы под. муфтой
- трубопровод расширяется создавая тем самым необходимое для сварки давление.
- электричество отключается и свариваемая пнд труба остывает, тем самым образовывается надежное герметичное соединение. После остывания, ее извлекают и делают печать документа- протокол электросварки.
Электромуфтовая сварка
Соединения, сделанные электромуфтовой сваркой труб, переносят 16 атмосфер силы давления. В данном случае используются муфты, оснащенные электронагревательными компонентами. Такой вид сварки еще более экономный в сравнении со стыковой, он предоставляет возможность осуществлять работы в наиболее труднодоступных участках трубопроводных систем, на которых нет возможности для расположения крупногабаритного инструмента.
Перед муфтовой сваркой сначала производится подготовка отдельных труб: они в первую очередь очищаются от различного рода загрязнений.
Принцип работы: муфта, присоединенная к трубам, нагревается сварочным агрегатом, концы труб при этом расплавляются. В результате внутреннее давление увеличивается и получается прочная запайка. После полного охлаждения трубопроводную систему можно эксплуатировать.
Чаще всего электромуфта используется:
- при прокладке газовых систем;
- в случае выполнения ремонтных работ;
- при врезке в трубопроводную систему добавочных компонентов.
Электромуфтовая сварка не является сложной процедурой, единственный нюанс – это при работе с изделиями крупных размеров необходим дополнительный разогрев.
Особенности проведения работ
- При сваривании полиэтиленовых образцов достаточно важно контролировать силу давления. Оно не должно превышать допустимое значение по сварочной технологии, иначе соединение может получиться недостаточного качества, в результате чего значительно ухудшатся эксплуатационные свойства трубопровода.
- Также важно, чтобы не была сила давления и слишком малой, так как соединение будет занимать большое количество времени.
- Запрещается в момент сцепления сдвигать с места изделия, так как это может привести к плохой герметичности соединения.
Сварка пнд: цена, аренда
Многие фирмы в крупных городах предлагают услугу-аренду аппарата для сварки пнд труб. Пользователь избегает необходимости купить аппарат для сварки, и получить его во временное пользование, сэкономив средства.
Преимущества аренды аппарата для сварки.
- спец. оборудование довольно дорогое, аренда позволяет экономить;
- есть большой выбор техники в соответствии с вашими меняющимися запросами.
Стоимость аренды колеблется от 2 до 4 тысяч рублей в сутки.
Читайте также: