Сварка пнд инвертором электромуфты
Обновлено: 12.05.2024
Монтаж канализационной системы выполняется с использованием специальных трубопроводов, которые могут быть выполнены из пластика, керамики или металла. Как и у многих пластмассовых отводов, сварка ПНД труб может выполняться при помощи термических инструментов или муфт для прессованного холодного крепления.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».

Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.

Фото — фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.

Фото — стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки. Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов.
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
- Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
- После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты. После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления;
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.

Фото — фланец пнд
Сварка экструдером
Ручным феном или паяльником немного сложнее работать, т. к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.

Фото — профессиональный инвертор
Пошаговая инструкция сварки при помощи инвертора:
- Нужно обрезать коммуникацию до определенного размера, обязательно зачистить торец;
- Температура для сварки ПНД – 260 градусов, на этот уровень устанавливается паяльник, одновременно устанавливаются и прогреваются сварочные насадки;
- Перед началом работы обязательно измеряется и отмечается нужная глубина установки, она должна составлять не менее 2 мм;
Очень важно не передержать крепление, если слишком затянуть сварку, то ПНД станет очень тонким или произойдёт наплыв полиэтилена на внутренний диаметр. Чтобы контролировать этот момент используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео:Электромуфтовая сварка труб ПНД
Обзор цен
Купить аппарат для сварки труб ПНД можно в любом городе, если цена не подходит, то сейчас многими компаниями предоставляется аренда оборудования. Рассмотрим стоимость модели V-Weld R063:
Электромуфтовая сварка
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
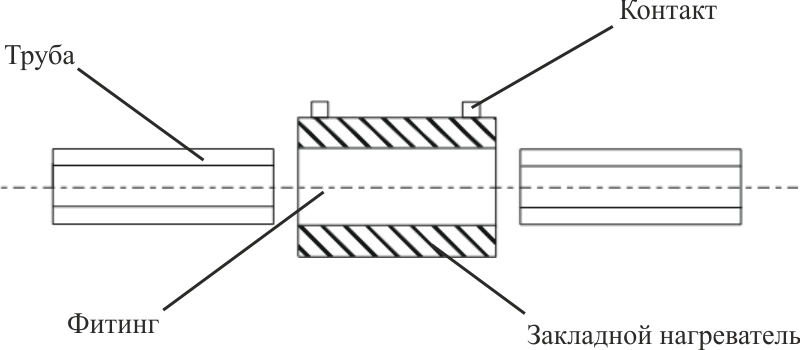
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Сварка пнд инвертором электромуфты

Кто написал ответ П.2- отправлять в школу, физику учить. Не ответивших, а кто сформулировал этот вопрос после "Нельзя".

Антон, регулируется напряжение и время. Время корректируется по температуре окружающей среды. Ток остаётся неизменным. Сопротивление разное и напряжение сварки у муфт разное (по сериям и производителям).
Инвертор сварочный, итальяшка, к сожалению- 61.4В. По стикеру- 25 секунд. По факту ставил 28 секунд, минимальный ток (не принципиально вовсе, минимум ставил с точки зрения максимальной скорости включения аппарата с момента активации тумблера). Результат отличный.
Avis, я к сожалению не могу оценить ваши опыты. Я вижу монтаж со стороны строителя и эксплуатирующей организации и работал в обоих сферах. На столе это одно дело, в яме другое. Как регулировать время при минусовой температуре наружнего воздуха? Как увидеть ошибку при перепадах напряжения? Что делать если вода попала в трубе на стык, инвертор что показывает? Так очень интересно все выглядит, опытным путем.
Антон, вода (в моем случае- этиленгликоль)- на стык не попадает, применение узконаправленное, подготовку можно сделать качественно и тщательно. Опыты такие проведены и опробованы многолетней практикой, на спец.форумах много примеров установок муфт сварочными аппаратами и иными регулируемыми источниками ток (лабораторные ЛАТРы обычно). Все ок. Минусы такой установки- коррекция по температуре производится вычислением по формуле, не у всех производителей муфт эта информация есть в свободном доступе. Это первое. Но у меня температура одинаковая. Перепады напряжения контролируются по мультиметру, и на тех объектах, где требуется такая установка- у меня всегда стабильное напряжение (такая специфика). В ямах мы не работаем, к счастью.
Второе- нету лога установленных муфт. Но, как я понимаю, в дешёвых аппаратах и так его нет.
Претензия была к вашей ерунде по поводу тока, и относительно разумности сварочного аппарата для этих муфт. Нет, достаточно регулируемого источника тока, таймера, калькулятора и понимания принципа работы нагревательного прибора (муфты). Плюс изопропанол и внимательность.
Avis, так можно и паяльником за 500 р паять через муфту китайскую пнд - 50 р., зачем сложные манипуляции проводить ? Эта дискуссия не закончится, потому что я как понимаю - вы геотремалку людям закапываете в 32 трубе технической из лучевой скважины , где из одного колодца 3 луча? Я не занимаюсь физикой или химией, мы не опытным путем товары продвигаем, мы стараемся дать человеку решение, которое за границей 30-50 лет как проверено и в России будет 30-50 лет работать. Можно и пнд к полипропилену припаять и к пвх попытаться.
Антон, короче- п.2 написан неграмотным человеком. Можно-нельзя- вопрос второй. Мне не сложно купить спец.аппарат, если в этом будет необходимость. Если бы я ставил более 10-20 штук в день, я бы уже шел в магазин.

Сварочный трансформатор для электросварных ПНД муфт.
wal-er
Привет! Столкнулся с необходимостью работы с ПНД трубами и выяснилось что на ряду с резьбовыми ПНД соединительными муфтами (отличающимися условной надежностью) есть сварные электромуфты для ПНД трубы. Их отличие высокая надежность и сравнительно не высокая стоимость. Единственная проблема в том что трансформатор для сварки электромуфт стоит весьма дорого. Соответственно счастливые обладатели данного девайса монополизируют цены и в зависимости от настроения обозначают ценник.
Сама муфта устроена до обидного просто - в ПНД ластик определенной формы внутри намотана нихромовая нить. На муфте указано время прогрева в секундахи и напряжение необходимое для прогрева. Ниже указано время остывания. И ВСЁ. Речь идет о тубах диаметром D25 и D32 по сути малые диаметры. Сам сварочный трансформатор по сути понижающий блок с таймером. Силу тока не знаю. все здесь -
mechanic
@wal-er, у китайцев от 30 тыс стоят. Я не думаю что там шибко дешевле будет самому сделать. Но репу почесать можно.
Евегний
Вижу что тема не развилась. Мне тоже интересен такой аппарат. Нужен трансформатор на 40 вольт и как то организовать что бы можно было выставлять силу тока и время.
Эдуард Анисимов
Автомобильный аккумулятор. Импульсный повышающий блок питания.
Простейший таймер.
Мощность блока питания рассчитывается исходя из нагрузки. Не зная параметров нагрузки не известно какой БП нужен.
Практик
Эта тема не для профи,у них есть дорогущее оборудование и все мануалы к нему.Эта тема для тех, кому надо сварить пару стыков небольших ПЭ труб.
Можно конечно взять оборудование в аренду(2-3 Кр в сутки) но Жаба и тут.
Поэтому разбираемся со штртхкодами.
.
Наклеенными Непосредственно на муфту.Некоторые фирмы прямо в лоб
На наклейке печатают Напругу сварки,время сварки,время остывания.Его ( (остывание)кстати мало кто скрывает,его можно превышать ,важно до этого времени не шевелить готовую сварку.А вот остальные параметры в штрихкоде-
Иногда только в нем-это чтобы читала только машина.
Покапавшись в И-нете нашел-таки нужные картинки.
На муфте 2 штрихкода-верхний визуально более длинный в нем 24 символа нам нужен и нижний , чуть короче(иногда на желтом фоне) хотя в нем 28 символов- не нужен.Первые 8 символов верхнего кода слева направо-код производителя,9-11 это dy муфты, 13-14 знаки - это Напруга сварки, 15-17 - сопротивление спирали в Ом,
19-21 - время сварки в сек.Если на 20 месте стоит 9 то время сварки в мин.
Время остывания обычно пишут текстом с буквами СТ=.
Иногда параметры сварки отлиты прямо в пластике муфты.
Прочитав параметры сварки, у меня это 16 в, 0,4 Ом получаем ток
16/0,4=40 А и мощность 16×40=640 Вт и подавать это надо
21 сек.Охлаждать не менее 5 мин. Все.
Такую мощность и ток способен дать любой трансформаторный сварочник,
Но ошибиться с током чревато потерей муфты..
..
Здесь я привожу ВАХ свартранса А1, А ,А2 и нашей муфты ОВ.
При правильно установленном токе эти кривые пересекутся в точке С,
Что будет давать 16 Вольт при 40 А.При повышенном токе кривые пересекутся в точке С1 и муфта сгорит , при пониженном- в точке С2-будет
Непровар,т.е. свищ.Т. образом задача сводится к быстрому подбору напряжения на муфте ( 16 В ) при предварительно установленном токе 40 А. Я буду пробовать быстрыми включениями ( 1 сек вкл , 1 мин - откл на охлаждение ) измеряя тестером напряжение на муфте пока не попаду в рабочую точку.После этого буду варить весь
Цикл=21 сек.Кстати фирмачи рекомендуют добавлять на 8 % время сварки при понижении на 10 градусов температуры в месте работ и убавлять пр и жаре.Это все теория-в ближайшее время проверю на практике.
Да и не забываем про электробезопасность.
.
Сегодня заварил.Напряжение выставил 115 в с ЛАТРА на сварочник время дал 22 сек.Ток был 37 А, напрянажение на выходе сварочного транса было 19 в.Заварилось все на 5 +++. Выкладываю фотку распила сварки.Походу все ОК.(На заднем фоне в кадр случайно комп попал).

Вот теперь я думаю тема реально закрыта.Промышленное качество сварки за копейки.
.
Читайте также: