Сварка пнд труб феном
Обновлено: 16.05.2024
Классическое название метода сварки феном – сварка нагретым газом. Нагретым газом чаще всего является воздух. В связи с этим более распространенное наименование сварки с помощью фена – сварка горячим воздухом.
Сварка нагретым газом применяется к изделиям из любых термопластов 1-й и 2-й группы, т.е. к материалам, которые при нагреве способны перейти в вязко-текучее состояние, а после последующего остывания – в существенной мере сохранить свои первоначальные свойства. Если материал подвержен быстрому окислению при нагреве, в качестве нагретого газа рекомендуется применять азот.
Как и при любом другом способе сварки пластмасс, при сварке феном требуется нагрев свариваемых поверхностей (и, возможно, присадочного материала) и создание сварочного давления.
Нагрев в данном случае осуществляется горячим газом, который имеет низкую теплопроводность. Для обеспечения приемлемо быстрого нагрева материала температуру газа (воздуха) подбирают значительно выше температуры пластификации соответствующего термопласта. Оптимальная температура нагретого газа зависит от формы и размеров свариваемых изделий (например, от толщины пленки), от времени нагрева (от формы потока газа и скорости продвижения фена) и пр. Для примера, рекомендованная температура сварки ПВХ ткани около 500°C (см.4.2), что как минимум на 300°C выше температуры начала термодеструкции ПВХ. А что если ПВХ ткань не гладкая, а рифленая? Таким образом, риск частичной термодеструкции материала при сварке феном выше, чем при других технологиях сварки.
Способ создания сварочного давления при сварке феном зависит от формы свариваемых изделий и применяемого сопла. Фактически, сварка горячим воздухом – это 4 различные технологии:
- Т.н. сварка присадочным прутком, отдельным от горелки (определение из DVS 2207-3). Сварка выполняется феном с простым круглым соплом, которое не имеет контакта со сварочным прутком. Если сварочный пруток (и, соответственно, свариваемые изделия) из жесткого материала, то сварочное давление можно обеспечить нажимом относительно холодной части прутка в направлении, перпендикулярном сварному шву (см.п.3.2). Такой метод применяется для сварки феном профилей, труб и листов из непластифицированного ПВХ, изотактического ПП, ПЭ высокой плотности и т.п.
- Сварка присадочным прутком, отдельным от горелки, но применительно к мягким материалам. Это технология сварки линолеума. Обеспечить сварочное давление при этой технологии можно только вдавливая нагретый сварочный пруток в подготовленную канавку специальным профильным роликом (см.п.3.3).
- Т.н. сварка нагретым газом ленточным швом. В русской интерпретации – прутковая сварка соплом быстрой сварки (см.п.3.4). Сварочный пруток подается в специальное входное отверстие сопла и успевает глубоко прогреться внутри него на пути к свариваемым деталям. Сварочное давление создается за счет прижима нагретого сварочного прутка носиком сопла.
- Технология сварки геомембран (определение из DVS 2225-1). Технология применима как для сварки гидроизоляционных мембран, так и для сварки ткани или пленки. Листы мембраны, ткани или пленки укладывают внахлест на жесткое основание, между слоями помещают плоское сопло фена. Сварочное давление создают, прикатывая верхний слой к нижнему мягким термостойким валиком (см.п.4.1).
Ни одна из технологий прутковой сварки не может обеспечить стабильное и точно нормированное сварочное давление. Следует добавить высокий риск перегрева материала при сварке феном, а также большую зависимости результата от человеческого фактора. Если сравнивать сварное соединение двух расположенных встык труб или листов, выполненное двумя разными технологиями – сваркой встык нагретым инструментом и сваркой нагретым газом, то нужно еще вспомнить, что фен обеспечивает только локальный нагрев; а это значит, что передняя часть шва всегда горячее задней, и это приводит к дополнительным напряжениям в готовом сварном соединении.
В связи с вышесказанным при стыковом расположении труб или листов прочность соединения, выполненного нагретым газом с присадочным прутком, оценивается не более чем в 60% прочности исходных изделий. По этой причине сварка труб феном допускается только если это не напорный трубопровод.
В случае сварки полиэтиленовой пленки, ПВХ ткани и т.п. материалов внахлест прочность соединения можно регулировать увеличением ширины шва. Однако здесь другая опасность: нагреву и частичной термодеструкции подвергаются не только непосредственно свариваемые поверхности, но и околошовные зоны – они и являются «слабым звеном». Это «звено» тем слабее, чем больше материал подвержен термодеструкции. Тем не менее, сварка нагретым газом с помощью строительного фена остается самой популярной технологией сварки ПВХ тканей и пленок при изготовлении или ремонте тентов, баннеров и пр.
2. Оборудование для сварки нагретым газом
Требования к сварочным фенам прописаны в Приложении 2 к DVS 2207-3 (Германия), а также в EN 13705:2004 (ЕС). В нашей стране ввод в действие ГОСТа на оборудование для сварки нагретым газом и экструзионной сварки запланирован на 2016г. Документ в первом приближении уже готов, на основании идентичного перевода EN 13705.
Самые существенные требования нормативов:
- Плавная регулировка мощности нагрева;
- Рукоятка из материала, стойкого к ударным и температурным нагрузкам;
- При установке сварочного сопла, которое создает серьезное сопротивление воздуху, поток воздуха должен оставаться достаточным для технологии сварки нагретым газом;
- В случае перегрева выше порогового значения (например, при перекрытии потока воздуха) система защиты должна отключать нагрев;
- Нагрев должен включаться только если включена подача воздуха. Нагрев должен отключаться без отключения подачи воздуха.
Эти формальные требования проводят границу между сварочными фенами и термопистолетами, которые еще называют термовоздуходувками.
 |
| Термопистолеты/Термовоздуходувки |
Сварка нагретым газом применяется для строительных, технических и промышленных целей. Кроме сварки, мощные сварочные фены имеют широкое применение: отжиг старой краски, термоусадка, пайка и распайка и пр. Чтобы подчеркнуть отличие сварочного фена от термопистолета, термовоздуходувки или фена для волос, сварочный фен называют строительным феном, техническим или промышленным феном. Это неофициальная терминология, не закрепленная нормативными документами.
Поскольку строительные и технические фены рассчитаны на большие объемы профессиональной работы, кроме перечисленных нормативных требований, они имеют еще следующие отличия от термопистолетов и термовоздуходувок:
Производители предлагают строительные, технические и промышленные фены в виде трех групп оборудования:
- Ручные фены;
- Автоматизированные сварочные аппараты;
- Стационарные промышленные нагреватели газа.
2.1. Ручные строительные и технические фены
EN 13705:2004 и прототип ГОСТ разделяют ручное оборудование для сварки нагретым газом на 2 отдельных группы – оборудование с внешней подачей воздуха (газа) и оборудование со встроенным нагнетателем воздуха. Схема строительного фена с внешней подачей воздуха формально включает рукоятку, нагревательный элемент и корпус нагревателя, шланг подачи воздуха и кабель электропитания. Схема фена строительного со встроенным нагнетателем отличается тем, что не включает шланг, зато включает собственно нагнетатель.
 |
| Схемы строительного фена |
При любой схеме строительные фены, как правило, рассчитаны на нагрев воздуха до температуры в пределах 700°C. На этот пороговый уровень настроено устройство защиты, отключающее нагрев.
Основные технические характеристики встроенного нагнетателя воздуха – максимальное создаваемое давление и максимальный поток. А фактический поток воздуха зависит от совокупного сопротивления потоку, прежде всего в нагревателе и в установленном сопле. Производитель рассчитывает таким образом, что если никакое сопло на фен не установлено, поток будет максимальным, тогда даже при настройке мощности нагрева на максимум пороговая температура воздуха никогда не будет достигнута. А если установлено самое маленькое для этого фена сопло, поток снизится, и при максимальной мощности нагрева пороговая температура достигается легко. Тут уже нужно крутить ручку настройки нагрева, чтобы достичь требуемой температуры воздуха.
Существуют фены с обратной связью по температуре и с автоматическим регулятором температуры воздуха, а не мощности нагрева. Однако следует понимать, что такой регулятор способен поддерживать стабильной только температуру воздуха в месте установки датчика. А не температуру воздуха на выходе из сопла, которая сильно зависит от установленного сопла.
Так или иначе, первое, что нужно точно понять перед покупкой – для чего нужен строительный фен. В зависимости от целевого применения строительного фена радикально отличаются его основные параметры – максимальная мощность нагрева (т.е. мощность нагревательного элемента), поток воздуха (сопротивление потоку в нагревателе) и посадочный диаметр для сопел.
- Небольшой поток и мощность нагрева (около 1,5 кВт) – для прутковой сварки (сварка ПВХ профиля, сварка труб или листов, сварка линолеума). Технология сварки тента или баннера внахлест – очень ограниченно, небольшим плоским соплом, для ремонта тента своими руками. Сменные сопла для таких технологий сварки имеют посадку Ø32 мм.
- Посадка для сопел Ø32 мм, но поток больше и, соответственно, мощность нагрева выше (в районе 3 кВт) – идеально для технологии сварки ПВХ ткани или полиэтиленовой пленки своими руками. Оговорка «своими руками» означает, что для профессиональной сварки тентов или баннеров лучше все-таки использовать автоматизированные аппараты сварки нагретым газом.
- Самый большой поток воздуха, широкий выход из нагревателя с посадкой Ø50 мм для сопел, высокая мощность нагрева – это вообще, как правило, не для сварки. Широкий пучок горячего воздуха используют для быстрого и равномерного прогрева больших поверхностей: для снятия напряжений после прутковой сварки, для отжига краски и т.п. Тем не менее, широкие плоские сопла для сварки ПВХ пленки и ткани внахлест для таких фенов тоже предусмотрены.
Специфическое применение строительного фена может формировать предпочтения к конструкции нагнетателя воздуха. На примере фенов FORSTHOFF:
Коллекторный двигатель по определению имеет меньший ресурс, чем асинхронный, поскольку графитовые щетки постоянно трутся о контактный коллектор, стираются сами и изнашивают коллектор. За счет высокоточной сборки коллектора и тщательной балансировки ротора производителям удается довести ресурс щеток до более чем полутора тысяч часов работы, а ресурс коллектора (а значит, ротора целиком) – до 2-3 комплектов щеток.
У асинхронного мотора другая проблема – его удельная мощность на единицу объема и массы мотора несколько меньше, чем у коллекторного. Т.е. при одинаковой мощности асинхронный мотор обычно чуть крупнее. Для ручного оборудования это серьезный недостаток. Для устранения этого недостатка производители используют улучшенную (и более дорогую) схему расположения обмоток, снижающую рассеивание магнитного потока.
Если с помощью строительного фена предполагается выполнять прутковую сварку, т.е. мощность нагревателя 1,5 кВт оптимальна, то потребитель может выбирать между двумя схемами построения строительного фена – нагреватель со встроенным нагнетателем воздуха или легкий компактный нагреватель с внешней подачей воздуха через шланг.
 |  |
| Встроенный нагнетатель воздуха | Внешняя подача воздуха |
Аппарат со встроенным нагнетателем представляет собой вполне законченную функциональную единицу и удобен для работы в полевых условиях.
Аппарат без нагнетателя воздуха рассчитан на подачу газа от внешнего источника – баллона со сжатым азотом или др. газом, мобильного нагнетателя воздуха, переносного компрессора или заводской сети сжатого воздуха.
Достоинства:
- Незаменимость для сварки азотом или др. газом;
- Возможность тщательной фильтрации и осушения газа перед нагревом;
- Малый вес и габариты;
- Полное отсутствие вибрации.
- Если работа строительным феном затрагивает большую площадь (например, сварка линолеума), таскать за собой шланг с нагнетателем может оказаться неудобно;
- Минимальный работоспособный комплект (аппарат без нагнетателя плюс мобильный нагнетатель воздуха) обходится заметно дороже, чем аппарат со встроенным нагнетателем.
2.2. Автоматизированные аппараты для сварки нагретым газом
EN 13705:2004 и прототип ГОСТ называют автоматизированные аппараты «Оборудованием для непрерывной сварки рулонных материалов», таким образом конкретизируя их область применения. Схема такого оборудования включает тележку с электрическим приводом, строительный фен с нагнетателем воздуха, кабель электропитания, при необходимости комплектуется катушкой для присадочного материала. Упоминание о катушке сделано в связи с тем, что к рулонным материалам относят не только пленки и ткани, свариваемые нахлесточным швом, но и линолеум, который сваривается встык мягким шнуром.
Автоматизированные аппараты реализуют ту же технологию сварки линолеума, ПВХ ткани или полиэтиленовой пленки, что и ручные строительные фены. Но позволяют выжать из технологии весь ее потенциал за счет того, что выдерживают на постоянном уровне не только температуру воздуха, но и сварочное давление и скорость движения (т.е. время нагрева каждой точки материала).
 |  |
К недостаткам автоматизированного оборудования для сварки нагретым газом можно отнести:
- неудобство или невозможность выполнения мелких нестандартных работ, например, ремонт тентов путем приварки заплат;
- узкую специализацию аппаратов; специализацию можно расширить сменным навесным оборудованием, но ведь с другим обвесом – это по сути другой автоматизированный аппарат.
2.3. Стационарные промышленные нагреватели газа
Промышленные нагреватели газа предназначены для использования в технологических линиях. В связи с этим схема промышленных нагревателей газа чаще всего предельно проста – нагревательный элемент с крепежом. Нагнетатель воздуха не предусмотрен, предполагается подача газа или воздуха от внешнего источника. Даже шнур питания оборудован не вилкой, а контактами для стационарной коммутации.
 | 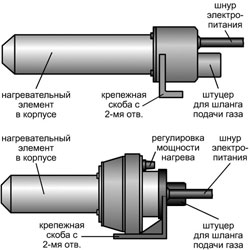 |
| Промышленные нагреватели | Схема пром. нагревателей |
Некоторые модели нагревателей снабжены регулятором мощности нагрева. Иногда – еще и защитным экраном нагревателя.
На нагреватель можно устанавливать любые сопла и таким образом использовать горячий воздух (газ) для самых разных целей, в т.ч. не связанных со сваркой.
Все о пайке пластика феном
Строительный фен (или термофен) является востребованным инструментом при осуществлении различных ремонтных работ. В круг его возможностей входят сушка, пайка, сваривание, нарезка и изгиб материала. Но потенциалы его применения значительно обширнее. Находчивый человек способен придумать массу возможностей применения данного инструмента, поскольку современный термофен для сварки пластика даёт возможность производить работы различной сложности за короткий промежуток времени. Даже недорогие образцы способны помочь произвести простой ремонт ПВХ труб в жилище, не говоря уже о специализированных строительных (технических, промышленных) устройствах, предназначенных для выполнения крупномасштабных работ.
Особенности
Процедура пайки строительным феном сопряжена с большой затратой энергоресурсов, потому как мощность нагревателя порою достигает 2,5 кВт. Это способствует высокой производительности – 300-400 л/мин. Поток разогретых воздушных масс оказывает воздействие на большую площадь, что порой неудобно при необходимости воздействия на определённую точку. В связи с этим сварку пластика посредством фена осуществляют с использованием насадок для быстрой пайки, которые дают возможность подать присадочный материал прямиком в область соединения.
Виды фенов и насадок
Ручные термофены для пайки полимеров бывают 2-х видов:
Конструкция у них одинаковая, различия лишь в возможностях и вспомогательных функциях.
Промышленные устройства имеют большую мощность и высокую температуру разогрева воздуха. Посредством их, к примеру, выполняют сборку крупных трубопроводов. Более того, подобные устройства практикуются в связке со специализированной паяльной установкой.
В домашних условиях вы едва ли станете использовать подобное оснащение, к тому же оно очень дорогое.
Бытовые сварочные фены функционируют от простой розетки и разогревают воздух до 600° C. Таким образом, с их помощью можно сделать следующее:
- отремонтировать ПВХ трубы на дачном участке;
- восстановить лопнувший пластмассовый бампер на собственном автомобиле и т. д.
Бытовые приборы малогабаритные и лёгкие, не отнимают много пространства и довольно экономны в вопросе потребления электрической энергии.
При реализации фена он комплектуется разными насадками. Их другое наименование – сопла либо форсунки. Зачастую для работы комплекта не хватает, но приспособления можно докупить отдельно. Большой выбор увеличивает возможности применения термофена посредством изменения мощи и формы потока воздуха.
Рассмотрим особенно используемые насадки:
- Круглая фокусирующая требуется для неконтактной пайки медных трубок. Присадочный материал (прутки, изготовленные из полиэтилена либо пропилена) для пластика дают возможность запаивать щели во всевозможных конструкциях, наклеивать мебельный шпон.


- Плоская – посредством её убирают старую шпатлёвку либо лакокрасочное покрытие, остатки облицовочных материалов.


- Рефлекторная прогревает пластиковые трубы перед их загибом.


- Шлицевая (щелевая) требуется для пайки изделий из поливинилхлорида.
- Режущая (резная) требуется для вырезки разнообразных фигур из пластмассы.


- Сварное зеркало практикуется при стыковом способе пайки полимеров.
- Сварная насадка предназначена для соединения сварных кабелей.
Насадка подбирается исходя из планируемой работы с термофеном.
Сопло для пайки пластмассы
Выполнить ремонт изделий из пластика значительно проще, нежели из металла. Для этого не требуется большая температура, использование трансформаторов. Достаточно задействовать промышленный термофен и верно подобрать вспомогательные компоненты.
Для пайки предметов из пластика сгодится специализированное плоское V-образное сопло. Оно оснащается сварочным прутком, который является припоем. Структура прутка должна быть такой же, что и соединяемый материал.


Насадка – сварочный наконечник
Он состоит из 2 трубок, соединённых под углом. По одной трубке идёт разогретый воздушный поток в рабочую область, по другой – размягчённый сварочный пруток. Его структура полностью совпадает с материалом свариваемого предмета.


Сопло для фена
Сопло являет собой трубку с разным сечением, становящуюся к выходу уже. Благодаря этому возрастает скорость и давление выходящего разогретого воздушного потока.
Можно практиковать для разогрева труб из поливинилхлорида перед загибом, наклеивания предохранительной и клеящей ленты либо шпона, сваривания деталей.


Насадка для оформления швов промеж полотен
Для пайки линолеума практикуют насадку, оснащённую держателем для ленты из полимерных материалов, посредством которой и осуществляется сварка.
Сферы применения
В настоящее время термофен с насадками практикуется как в домашних условиях, так и на больших предприятиях для решения различных задач. Один инструмент не в силах исполнять большинство функций, однако с комплектом насадок устройство становится многофункциональным и применяется:
- для соединения и обработки швов;
- заделки трещин, деформаций, неровностей;
- спаивания предметов из плёнки на базе полимеров, пластика с иными материалами;
- работ по устройству кровель;
- монтажных, демонтажных, восстановительных работ в автомобильной сфере.
Помимо указанных выше мероприятий, термофен с насадками может выполнить массу иных работ, где практикуются мягкие полимерные материалы и необходимо термическое воздействие.



Как паять своими руками
Надо сказать, что термофеном для пайки пластика не так легко работать, как может выглядеть со стороны, поскольку у полимеров температура плавления различается. У поливинилхлорида она составляет 150-220° C, у полипропилена – 160° C.
Отступление в какую-либо из сторон повлечёт непровар стыкового соединения либо перегрев, что равным образом неудовлетворительно скажется на качестве окончательного результата.
Новичкам желательно попробовать спаять какой-нибудь черновой материал.
Для осуществления пайки термопластичного полимера понадобятся:
- сам термофен;
- ряд сопел к нему;
- сварочный пруток (лента).
От верно подобранного сопла на фен находится в зависимости надёжность выполненного соединения. Для пайки толстых предметов желательно применять насадку диаметром 5-8 миллиметров.
Имейте в виду, что не все термофены комплектуются нужным количеством сопел, поэтому потребуется их докупать.
Припой представляет собой специальные прутки полимера, которые при нагревании плавятся и заполняют собой пространство промеж соединяемых заготовок.
Наряду с этим края деталей также плавятся, что ведёт к спаиванию элементов в одно целое. Стык выходит крепким благодаря молекулярным связям припоя с пластмассовыми заготовками. Под любой тип пластика потребуется искать свой тип прутка.


Следует приготовить определённый вспомогательный инструментарий и материалы для пайки. Понадобится напильник либо наждачка, растворитель, ножик для обрезки лишнего припоя после его затвердевания.
Процесс пайки:
- Первым делом, как говорилось ранее, подбирают прутки пластика под материал спаиваемых деталей, дополнительно настраивается режим температуры пайки. Для этого требуется точно знать разновидность пластика. Обозначение, как правило, находится с оборотной стороны изделия.
- Выполняют зачистку сопрягаемых областей наждачкой либо напильником, а при необходимости используют растворитель.
- Затем в область пайки вставляют пруток. Вся область разогревается феном, принимая во внимание температуру плавления. Следует выдержать нужное время, чтобы припой и края деталей как следует прогрелись. При этом необходимо одинаково греть оба изделия.
- После того как пластик под воздействием термофена станет плавиться, пруток вдавливают в область соединения. При применении промышленных термофенов практикуется специализированная машинка, посредством которой осуществляется уплотнение расплавленного прутка промеж пластиковых деталей. Под давлением машинки совершается уплотнение. Это укрепляет стык.
- После завершения работ, как только пластик охладится и будет прочным, необходимо срезать весь лишний материал до поверхности сопрягаемых деталей. Для этой цели, как правило, применяется специализированный серпообразный нож.
Если выполнить это трудно, в таком случае надо немножко разогреть место сопряжения тем же термофеном.
Только не перестарайтесь! Излишний нагрев пластика способен спровоцировать расслаивание.
Наглядный обзор пайки пластика термофеном на примере бака от стиральной машины представлен в следующем видео.
Оборудование для сварки пластмасс
Сварка пластика – надежный способ монтажа труб или листов на молекулярном уровне. Шов однородной структуры получается с помощью разогревающего оборудования – сварочных аппаратов. Работа с ними не требует особых навыков. Научиться самостоятельно сваривать пластик несложно. Труднее выбрать инструмент, который годится для работы в домашних условиях. При выборе учитываются плюсы и минусы каждого. Советы специалистов бывают полезны. Горячему соединению поддаются не все виды пластмасс, а только не дающие усадку при нагреве.

Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).


Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Технология сварки пластмасс феном или термопистолетом
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
Присадочные материалы используются при температуре окружающей среды выше +15°C. На холоде они теряют пластичность, становятся хрупкими.
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности. Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм.
Заключение
Для сварки пластмасс применяется бытовое оборудование. Оно рассчитано на 200 вольт и частоту 50 Гц. Промышленные устройства лучше не приобретать. Самым простым в применении устройством считается экструдер. Для сборки домашних водоводов пользуются паяльником со специальными насадками.
Инструкция по технологии стыковой сварки полиэтиленовых труб
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками , так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
 |
|---|
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
| Рис. 1 Сварка труб встык |
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
- Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
- ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
4 Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307; – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла.
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб.
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Читайте также: