Сварка под флюсом 09г2с
Обновлено: 09.05.2024
Низколегированные низкоуглеродистые конструкционные стали, как правило, используют для изготовления ответственных сварных конструкций.
По реакции на термический цикл низколегированная низкоуглеродистая сталь мало отличается от обычной низкоуглеродистой. Различия состоят в основном в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. До недавнего времени считали, что металл шва низкоуглеродистых низколегированных сталей, например 17Г1С, 14ХГС и др., имеет только феррито-перлитную структуру. Поэтому предполагали, что структурные изменения в шве при разных режимах сварки сводятся в основном к изменению соотношения между ферритной и перлитной составляющими, а также изменению степени дисперсности структуры.
Более углубленные исследования показали, что при повышенных скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах мартенсит — бесструктурный, а бейнит представляет собой феррито-карбидную смесь высокой дисперсности.
В данной работе рассмотрим автоматическую дуговую сварку под слоем флюса.
Сварка под флюсом представляет собой метод сварки электрической дугой, при котором сама дуга, горящая между бесконечным электродом и деталью, не видна. Дуга и ванна расплава укрыты слоем зернистого флюса. От влияния атмосферы зону сварки защищает образующийся из флюса шлак. Процесс автоматической дуговой сварки под флюсом показан на рисунке 2.

1 – токопровод, 2 – механизм перемещения проволоки, 3 – проволока, 4 – жидкий шлак, 5 – флюс, 6 – шлаковая корка, 7 – сварной шов, 8 – основной металл заготовки, 9 – жидкий металл, 10 – электрическая дуга.
Рисунок 2– Схема автоматической дуговой сварки под флюсом.
В результате укрытия флюсом значительно повышается тепловой КПД, что обусловливает высокую производительность расплавления по сравнению с другими методами сварки. Поэтому сварка под флюсом считается высокопроизводительным методом сварки.
Применение сварки под флюсом является экономичным и эффективным начиная с толщины листа 6 мм. Области применения сварки под флюсом весьма разнообразны, однако в качестве наиболее характерных можно назвать судостроение, мостостроение, возведение металлоконструкций и производство резервуаров. Этот метод применяется как для соединительной сварки, так и для наплавки слоев для защиты от износа и коррозии. Можно сваривать нелегированные, легированные и хромоникелевые стали.
Так как сварка под флюсом является высокопроизводительным методом сварки, она применяется, прежде всего, в механизированных или автоматизированных системах. Благодаря более короткому времени сварки в сочетании с более высокой относительной длительностью включения источников питания можно беспрерывно сваривать длинные швы. В результате сокращается вспомогательное время и, в итоге, снижается стоимость сварки.
Выбор способа сварки
Способы, режимы и техника сварки резервуарных конструкций должны обеспечивать:
· требуемый уровень механических свойств сварных соединений, предусмотренный проектом;
· необходимую однородность и сплошность металла сварных соединений;
· оптимальную скорость охлаждения выполняемых сварных соединений, которая зависит от марки стали, углеродного эквивалента, толщины металла, режима сварки (погонной энергии), конструкции сварного соединения, а также температуры окружающей среды;
· минимальный коэффициент концентрации напряжений;
· минимальную величину сварочных деформаций и перемещений свариваемых элементов;
· коэффициент формы каждого наплавленного шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием шва).
При сварке резервуарных конструкций в зимнее время необходимо систематически контролировать температуру металла и, если расчетная скорость осаждения металла шва превышает допускаемое значение для данной марки стали, необходимо организовать предварительный, сопутствующий или послесварочный подогрев свариваемых кромок. Рабочие диапазоны скоростей охлаждения сталей, а также минимальные температуры, не требующие подогрева кромок при сварке, которые зависят от углеродного эквивалента, толщины металла, способа сварки и погонной энергии, также должны указываться в технологических проектах. Как правило, при осуществлении подогрева кромок следует нагревать металл на всю толщину в обе стороны от стыка на ширину 100 мм.
При сварке в зимнее время, независимо от температуры воздуха и марки стали, свариваемые кромки необходимо просушивать от влаги.
При использовании способов сварки с открытой дугой в зоне производства сварочных работ следует систематически контролировать скорость ветра. Допускаемая скорость ветра в зоне сварки должна указываться в проекте резервуара в зависимости от применяемых способов сварки и марок сварочных материалов. При превышении допускаемой скорости ветра сварка должна быть прекращена или должны быть устроены соответствующие защитные укрытия.
Сварка должна производиться при стабильном режиме. Колебания величины сварочного тока и напряжения в сети, к которой подключается сварочное оборудование, не должны превышать ± 5 %.
Последовательность выполнения всех сварных соединений резервуара и схема выполнения каждого сварного шва в отдельности должны соблюдаться в соответствии с указаниями в проекте резервуара исходя из условий обеспечения минимальных сварочных деформаций и перемещений элементов конструкций. При выполнении монтажных стыков стенки первыми, как правило, должны выполняться швы изнутри резервуара.
Не допускается выполнение сварочных работ на резервуаре при дожде, снеге, если кромки элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
Все сварные соединения на днище и стенке резервуаров при ручной или механизированной сварке должны выполняться, как правило, не менее чем в два слоя. Каждый слой сварных швов должен проходить визуальный контроль, а обнаруженные дефекты должны устраняться.
Удаление дефектных участков сварных швов производится механическим методом (шлифмашинками или пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой поверхности реза.
Заварку дефектных участков сварных швов следует выполнять способами и материалами, предусмотренными технологией. Исправленные участки сварного шва должны быть подвергнуты повторному контролю физическими методами. Если в исправленном участке вновь будут обнаружены дефекты, ремонт сварного шва должен выполняться при обязательном контроле всех технологических операций руководителем сварочных работ.
Информация о выполненных ремонтных работах сварных соединений должна быть занесена в журнал контроля качества монтажно-сварочных работ.
Выполнение троекратного ремонта сварных соединений в одной и той же зоне должно согласовываться с разработчиком технологического проекта.
Удаление технологических приспособлений, закрепленных сваркой к корпусу резервуара, должно производиться, как правило, механическим способом или кислородной резкой с последующей зачисткой мест их приварки заподлицо с основным металлом и контролем качества поверхности в этих зонах. Вырывы основного металла или подрезы в указанных местах недопустимы.
После сварки швы и прилегающие зоны должны быть очищены от шлака и брызг металла
Сварка конструкционных низколегированных сталей
Данная курсовая работа содержит 24 машинописные страницы, 9 рисунков, 5 таблиц и один чертеж на листе форматом А1.
Ключевые слова: сварная конструкция, стрела трубоукладчика, 09Г2С, сварка, свариваемость, дуговая сварка покрытым электродом, дуговая сварка под флюсом, электрошлаковая сварка, дуговая сварка в среде защитных газов, углекислый газ, режимы сварки, сварочные дефекты, контроль качества.
Содержание
1. Сварная конструкция «Стрела трубоукладчика ТЛГ-10»………….4
3. Сварка конструкционных низколегированных сталей…………..…5
Состав и свойства сталей…………………………………………. 5
Общие сведения о свариваемости……………………………….…..5
Физическая и технологическая свариваемость………………. 8
4. Способы сварки стали 09Г2С………………………………….….….9
Технология сварки покрытыми электродами ……………..….…9
Технология сварки под флюсом ……………………..…….10
Технология сварки в защитных газах……………..…….…..11
Технология электрошлаковой сварки…………………………12
5. Выбор способа, оборудования и режимов сварки………………. 14
6. Дефекты и контроль качества сварных соединений……………. …16
Сварная конструкция «Стрела трубоукладчика ТЛГ-10»
Стрела трубоукладчика ТЛГ-10 сварная, А-образной формы, неповоротная; стойки коробчатого сечения, сварные, составленные из двух угольников. В головной части стрелы на одной оси насажены четыре ролика для канатов подъема груза и стрелы.
Стрела служит для удержания и укладки в траншеи труб, а также для подъема и перемещения груза с одного места на другое.
Выбор материала
От правильного выбора металла для сварных конструкций в значительной мере зависят их эксплуатационная надежность и экономичность. В настоящее время сварные конструкции в основном изготовляют из углеродистых и низколегированных сталей, а также из алюминиевых и титановых сплавов.
С учетом требований, предъявляемых к конструкции, выбрана конструкционная низколегированная сталь повышенной прочности 09Г2С (по ГОСТ 19281-89) .
Низколегированные стали содержат углерода до 0,25% и легирующих примесей до 3 %. Они относятся к категории удовлетворительно свариваемых сталей. Следует учитывать, что при содержании в стали углерода более 0,25% возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.Сталь является спокойной, а значит затвердевает без кипения, что обусловлено введением в их состав элементов-раскислителей.
2.1. Свойства материала
Таблица 1
Химический состав в % материала 09Г2С
| C | Si | Mn | Ni | S | P | Cr | N | Cu | As |
| до 0.12 | 0.5 - 0.8 | 1.3 - 1.7 | до 0.3 | до 0.04 | до 0.035 | до 0.3 | до 0.008 | до 0.3 | до 0.08 |
Таблица 2
Температура критических точек материала 09Г2С.
| Ac1 = 725 , Ac3(Acm) = 860 , Ar3(Arcm) = 780 , Ar1 = 625 |
Таблица 3
Механические свойства при Т=20 o С материала 09Г2С.
| Сортамент | Размер | Напр. | в | T | 5 | | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж / м 2 | - |
| Лист |
Рис.1 Диаграмма Шеффлера
Сталь марки 09Г2С перлитного класс.
Таблица 4
Технологические свойства материала 09Г2С.
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
2.2. Назначение 09Г2С
Листы по ГОСТ 19281-89 категории 15 –– несущие элементы сварных конструкций, различные детали и элементы сварных металлоконструкций работающих при переменных нагрузках, при температуре от —70 до +425°С с повышенной прочностью.
Сварка конструкционных низколегированных сталей
3.1 Состав и свойства сталей
Углерод является основным легирующим элементом в углеродистых конструкционных сталях и определяет механические свойства сталей этой группы. Повышение его содержания усложняет технологию сварки и затрудняет возможности получения равнопрочного сварного соединения без дефектов. Стали с содержанием углерода до 0,25% относятся к низкоуглеродистым. По качественному признаку углеродистые стали разделяют на две группы: обыкновенного качества и качественные. По степени раскисления стали обыкновенного качества обозначают: кипящую — кп, полуспокойную — пс и спокойную — сп. Кипящая сталь, содержащая не более 0,07% Si, получается при неполном раскислении металла марганцем. Сталь характеризуется резко выраженной неравномерностью распределения серы и фосфора по толщине проката. Местная повышенная концентрация серы может привести к образованию кристаллизационных трещин в шве и околошовной зоне. Кипящая сталь склонна к старению в околошовной зоне и переходу в хрупкое состояние при отрицательных температурах. Спокойные стали получаются при раскислении марганцем, алюминием и кремнием и содержат не менее 0,12% Si; сера и фосфор распределены в них более равномерно, чем в кипящих сталях. Эти стали менее склонны к старению и отличаются меньшей реакцией на сварочный нагрев. Полуспокойная сталь по склонности к старению занимает промежуточное положение между кипящей и спокойной сталью. Сталь обыкновенного качества поставляют без термической обработки в горячекатаном состоянии. Изготовленные из нее конструкции также не подвергают последующей термической обработке.
3.2Общие сведения о свариваемости
Совокупность технологических характеристик основного металла, определяющих его реакцию на изменения, происходящие при сварке, и способность при принятом технологическом процессе обеспечивать надежное в эксплуатации и экономичное сварное соединение, объединяют в понятие «свариваемость». Свариваемость не является неотъемлемым свойством металла или сплава, подобным физическим свойствам. Кроме технологических характеристик основного металла свариваемость определяется способом и режимом сварки, составом дополнительного металла, флюса, покрытия или защитного газа, конструкцией сварного узла и условиями эксплуатации изделия.
В зависимости от марки основного металла и условий эксплуатации конструкции изменяется и совокупность показателей, определяющих понятие свариваемости. Так, под хорошей свариваемостью низкоуглеродистой стали, предназначенной для изготовления конструкций, понимают возможность при обычной технологии получить сварное соединение, равнопрочное с основным металлом, без трещин в металле шва и без снижения пластичности в околошовной зоне. Металл шва и околошовной зоны в рассматриваемом случае должен быть стойким против перехода в хрупкое состояние при температуре эксплуатации конструкций и при концентрации напряжений, обусловленной формой узла.
Технология их сварки должна обеспечивать определенный комплекс требований, основными из которых являются равнопрочность сварного соединения с основным металлом и отсутствие дефектов в сварном шве. Для этого механические свойства металла шва и околошовной зоны должны быть не ниже нижнего предела механических свойств основного металла. В некоторых случаях конкретные условия работы конструкций допускают снижение отдельных показателей механических свойств сварного соединения. Однако в большинстве случаев, особенно при сварке ответственных конструкций, швы не должны иметь трещин, непроваров, пор, подрезов. Геометрические размеры и форма швов должны соответствовать требуемым. Сварное соединение должно быть стойким против перехода в хрупкое состояние. В отдельных случаях к сварному соединению предъявляют дополнительные требования. Однако во всех случаях технология должна обеспечивать максимальную производительность и экономичность процесса сварки при требуемой надежности и долговечности конструкции.
Механические свойства металла шва и сварного соединения зависят от его структуры, которая определяется химическим составом, режимом сварки и предыдущей и последующей термической обработкой. Химический состав металла шва зависит от доли участия основного и электродного металлов в образовании шва и взаимодействий между металлом и шлаком и газовой фазой. При сварке рассматриваемых сталей состав металла шва незначительно отличается от состава основного металла. В металле шва меньше углерода для предупреждения образования структур закалочного характера при повышенных скоростях охлаждения. Возможное снижение прочности металла шва, вызванное уменьшением содержания углерода, компенсируется легированием металла через проволоку, покрытие или флюс марганцем и кремнием.
Повышенные скорости охлаждения металла шва способствуют увеличению его прочности, однако при этом снижаются пластические свойства и ударная вязкость. Это объясняется изменением количества и строения перлитной фазы. Скорость охлаждения металла шва определяется толщиной свариваемого металла, конструкцией сварного соединения, режимом сварки и начальной температурой изделия. Влияние скорости охлаждения в наибольшей степени проявляется при дуговой сварке однослойных угловых швов и последнего слоя многослойных угловых и стыковых швов при наложении их на холодные, предварительно сваренные швы. Металл многослойных швов, кроме последних слоев, подвергающийся действию повторного термического цикла сварки, имеет более благоприятную мелкозернистую структуру. Поэтому он обладает более низкой критической температурой перехода в хрупкое состояние.
Основным фактором, определяющим после окончания сварки конечную структуру металла в отдельных участках зоны термического влияния, является термический цикл, которому подвергался металл в этом участке при сварке. Решающими факторами термического цикла сварки являются максимальная температура, достигаемая металлом в рассматриваемом объекте, и скорость его охлаждения. Ширина и конечная структура различных участков зоны термического влияния определяется способом и режимом сварки, составом и толщиной основного металла.
Обеспечение равнопрочности сварного соединения при дуговой сварке низкоуглеродистых сталей обычно не вызывает затруднений. Механические свойства металла околошовной зоны зависят от конкретных условий сварки и от вида термической обработки стали до сварки. Повышение скоростей охлаждения при сварке на форсированных режимах металла повышенной толщины, а также однопроходных угловых швов при отрицательных температурах и т. д. может привести к появлению в металле шва и на участках перегрева полной и неполной рекристаллизации в околошовной зоне закалочных структур. Повышение содержания в стали марганца увеличивает эту вероятность. Если эта сталь перед сваркой прошла термическое упрочнение — закалку, то в зоне термического влияния шва на участках рекристаллизации и синеломкости будет наблюдаться отпуск металла, т. е. снижение его прочностных свойств. Изменение этих свойств зависит от погонной энергии, типа сварного соединения и условий сварки.
Сварные соединения из низколегированных сталей, сваренные различными способами сварки, обладают удовлетворительной стойкостью против образования кристаллизационных трещин. Это обусловлено низким содержанием в них углерода. Однако при сварке на низкоуглеродистых сталях, содержащих углерод по верхнему пределу (свыше 0,20%), угловых швов и первого корневого шва в многослойных швах, особенно с повышенным зазором, возможно образование в металле шва кристаллизационных трещин, что связано в основном с неблагоприятной формой провара (узкой, глубокой). Легирующие добавки в низколегированных сталях могут повышать вероятность образования кристаллизационных трещин. Все низкоуглеродистые и низколегированные стали хорошо свариваются всеми способами сварки плавлением. Обычно не имеется затруднений, связанных с возможностью образования холодных трещин, вызванных образованием в шве или околошовной зоне закалочных структур. Однако в сталях, содержащих углерод по верхнему пределу и повышенное содержание марганца и хрома, вероятность образования холодных трещин в указанных зонах повышается, особенно с ростом скорости охлаждения (повышение толщины металла, сварка при отрицательных температурах, сварка швами малого сечения и др.). В этих условиях предупреждение трещин достигается предварительным подогревом до 120—200 0 С. Предварительная и последующая термическая обработка сталей, использующихся в ответственных конструкциях, служит для этой цели, а также позволяет получить необходимые механические свойства сварных соединений (высокую прочность или пластичность, или их необходимое сочетание).
3.3. Физическая и технологическая свариваемость
Физическая свариваемость характеризует принципиальную возможность получения монолитных сварных соединений и главным образом относится к разнородным материалам.
Физческая свариваемость материалов зависит от степени их растворимости друг в друге в жидком и твердом состояниях. Материалы, нерастворимые в жидком состоянии, не способны образовывать монолитные соединения. Материалы, растворимые в жидком состоянии, имеют различные степени растворимости в твердом состоянии.
Приняты три степени физической свариваемости:
1. Хорошая – полная растворимость в твердом состоянии;
2. Удовлетворительная – ограниченная растворимость в твердом состоянии;
3. Плохая – металлы нерастворимы в твердом состоянии.
Технологическая свариваемость рассматривается как свойство материалов, характеризующее их реакцию на сварочный термодеформационный цикл.
Широкое применение получил прикладной аспект понятия свариваемости материалов, учитывающий назначение изготовленных из них сварных конструкций. Свариваемость – свойство металлов или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделий.
Признаки, характеризующие ту или иную степень свариваемости, четко не определены и устанавливаются в зависимости от отраслевых технических требований к производству сварных конструкций.
Традиционно принято различать несколько качественных степеней технологической свариваемости:
Для сварных конструкций, выполняемых из углеродистых сталей, принимают следующие показатели свариваемости:
Сварка низкоуглеродистых сталей под флюсом
Для сварки низколегированных сталей рекомендуется применять сварочную проволоку Св-08ГА, Св-10ГА, Св-10Г2 и другие с содержанием марганца. Флюсы что и для низкоуглеродистых сталей. Такие материалы позволяют получить необходимые механические свойства и стойкость металла от образования пор и трещин. При сварке без скоса кромок увеличение доли основного металла в металле шва может повысить содержание углерода. Это повышает прочностные свойства, но уменьшает пластические свойства соединения.
Таблица 2. Расходные материалы для сварки низкоуглеродистых и низколегированных сталей под флюсом
Режимы сварки низкоуглеродистых и низколегированных сталей отличаются незначительно и зависят от техники сварки, типа соединения и шва. При сварке угловых однослойных швов, угловых и стыковых швов толстой стали марки ВСт3 на режимах с малой погонной энергией в околошовной зоне могут образовываться закалочные структуры и понизиться пластичность. Для предотвращения этого следует увеличить сечение шва или применить двухдуговую сварку.
Таблица 3. Соотношение толщины металла и сечения слоя шва
Для предупреждения разрушения шва в зоне термического влияния при сварке низколегированных сталей следует использовать режимы с малой погонной энергией, а для сварки не термоупрочненных сталей — режимы с повышенной погонной энергией. Во втором случае для обеспечения пластических свойств шва и прилегающей зоны не хуже основного металла необходимо применять двухдуговую сварку или предварительный подогрев до 150-200° C.
Заключение
Низкоуглеродистая сталь в большей степени востребована машиностроением и, особенно, строительством. Именно эти отрасли обеспечивают ее постоянным спросом вот уже на протяжении нескольких десятков лет. И судя по обширно обустраивающимся городам и развивающейся промышленности потребность в углеродистой стали будет только увеличиваться.
Сталь — основной металлический материал, широко применяемый для изготовления деталей машин, летательных аппаратов, приборов, различных инструментов и строительных конструкций. Широкое использование сталей обусловлено комплексом механических, физико-химических и технологических свойств.
Стали сочетают высокую жесткость с достаточной статической и циклической прочностью. Эти параметры можно менять в широком диапазоне за счет изменения концентрации углерода, легирующих элементов и технологий термической и химико-термической обработки. Изменив химический состав, можно получить, стали с различными свойствами, и использовать их во многих отраслях техники и народного хозяйства.
Низкоуглеродистая сталь имеет высокую пластичность, хорошо сваривается, куётся, штампуется, однако прочность её недостаточно высока. Из этой стали изготовляют мелкие детали простой формы: оси, валики, шпильки, гайки, втулки, трубы. Такую сталь подвергают цементации (науглероживанию).
От марки и химическому составу стали зависит способ сварки и выбираемое при этом оборудование. Сваркой же называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
Швы, сваренные на низкоуглеродистых сталях всеми способами сварки, обладают удовлетворительной стойкостью против образования кристаллизационных трещин. Это обусловлено низким содержанием в них углерода. Однако при сварке на низкоуглеродистых сталях, содержащих углерод по верхнему пределу (свыше 0,20%), угловых швов и первого корневого шва в многослойных швах, особенно с повышенным зазором, возможно образование в металле шва кристаллизационных трещин, что связано в основном с неблагоприятной формой провара (узкой, глубокой). Легирующие добавки в низколегированных сталях могут повышать вероятность образования кристаллизационных трещин. Все низкоуглеродистые и низколегированные стали хорошо свариваются всеми способами сварки плавлением. Обычно не имеется затруднений, связанных с возможностью образования холодных трещин, вызванных образованием в шве или околошовной зоне закалочных структур. Однако в сталях, содержащих углерод по верхнему пределу и повышенное содержание марганца и хрома, вероятность образования холодных трещин в указанных зонах повышается, особенно с ростом скорости охлаждения (повышение толщины металла, сварка при отрицательных температурах, сварка швами малого сечения и др.). В этих условиях предупреждение трещин достигается предварительным подогревом до 120--200 0 С. Предварительная и последующая термическая обработка сталей, использующихся в ответственных конструкциях, служит для этой цели, а также позволяет получить необходимые механические свойства сварных соединений (высокую прочность или пластичность, или их необходимое сочетание).
5. Источники:
§ Материаловедение.Учебник Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин, Н.М. Рыжов, В.И. Силаева
§ Материаловедение: Учебник для высших технических учебных заведений. Б.Н. Арзамасов, И.И. Сидорин, Г.Ф. Косолапов и др.; под общ. ред. Б.Н. Арзамасова. - 2-е изд., испр. и доп. - М.: Машиностроение
Способы сварки стали 09Г2С
По реакции на термический цикл низколегированная низкоуглеродистая сталь мало отличается от обычной низкоуглеродистой. Различия состоят в основном в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. Металл шва низкоуглеродистых низколегированных сталей, например 09Г2С,17Г1С, 14ХГС и др., имеет не только феррито-перлитную структуру, но и при повышенных скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах мартенсит — бесструктурный, а бейнит представляет собой феррито-карбидную смесь высокой дисперсности. Количество указанных структурных составляющих изменяется в зависимости от температурного цикла сварки. При уменьшении погонной энергии количество мартен сита, бейнита и остаточного аустенита в металле шва повышается, и дисперсность их увеличивается. Так, количество закалочных структур в швах на низкоуглеродистой кремнемарганцевой стали толщиной 12 мм при сварке с погонной энергией Е = 4 ккал/см и скорости охлаждения в интервале температур 400—600° С, примерно равной 4,5° С/с, составляет 10—11%.
В швах, выполненных с большой погонной энергией, количество этих структур резко уменьшается. Структура швов на этой же стали при погонной энергии 13 ккал/см и скорости охлаждения примерно 0,5—0,6° С/с состоит только из феррита и перлита. Мартенсит и бейнит образуются также и в околошовной зоне сварных соединений, например стали 14ХГС, Их количество при сварке такой стали максимально (около 3%) в участке перегрева и снижается по мере удаления от линии сплавления.
При небольшом количестве закалочных структур их влияние на механические свойства сварных соединений незначительно в связи с равномерным и дезориентированным расположением этих составляющих в мягкой ферритной основе. Однако при увеличении доли таких структур в шве и околошовной зоне пластичность металла и его стойкость против хрупкого разрушения резко ухудшаются. Дополнительное легирование стали марганцем, кремнием и другими элементами способствует образованию в сварных соединениях закалочных структур. Поэтому режим сварки большинства низколегированных сталей ограничивается более узкими (по значению погонной энергии) пределами, чем при сварке низкоуглеродистой стали. В ряде случаев, например при микролегировании ванадием, ванадием и азотом, а также другими элементами, склонность низколегированной стали к росту зерна в околошовной зоне при сварке незначительна.
Для определения реакции низколегированной стали на термический цикл сварки проводят комплекс испытаний. С целью снижения разупрочнения в околошовной зоне термоулучшенные низколегированные стали следует сваривать при минимально возможной погонной энергии.
Обеспечение равнопрочности металла шва с основным металлом достигается в основном за счет легирования его элементами, переходящими из основного металла. Иногда для повышения прочности и стойкости против хрупкого разрушения металл шва дополнительно легируют через сварочную проволоку.
Стойкость металла шва против кристаллизационных трещин при сварке низколегированных сталей несколько ниже, чем низкоуглеродистых, в связи с усилением отрицательного влияния углерода некоторыми легирующими элементами, например кремнием. Повышение стойкости против образования трещин достигается снижением содержания в шве углерода, серы и некоторых других элементов за счет применения сварочной проволоки с пониженным содержанием указанных элементов, а также выбором соответствующей технологии сварки (последовательность выполнения швов, обеспечение благоприятной формы провара) и рациональной конструкции изделия.
4.1. Технология сварки покрытыми электродами.
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
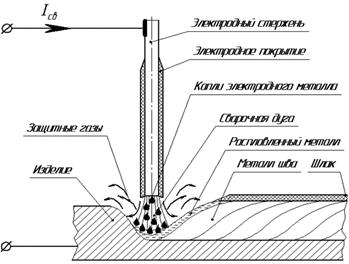
Рис.2. Схема сварки покрытым металлическим электродом
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1).
- возможность сварки во всех пространственных положениях;
- возможность сварки в труднодоступных местах;
- быстрый, по времени переход от одного вида материала к другому;
- большая номенклатура свариваемых металлов.
- большие материальные и временные затраты на подготовку сварщика;
- качество сварного соединения и его свойства во многом определяются субъективным фактором;
- низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
- вредные и тяжёлые условия труда.
Рациональные области применения:
- сварка на монтаже;
- сварка непротяжённых швов.
Технология сварки низколегированных низкоуглеродистых сталей покрытыми электродами мало отличается от технологии сварки низкоуглеродистых сталей. Характер подготовки кромок, режимы сварки, порядок наложения швов практически одинаковы. Прихватки при сборке необходимо выполнять теми же электродами, что и при сварке основного шва, и накладывать только в местах, где располагается шов.
Низколегированные стали сваривают в основном электродами с фтористо-кальциевым покрытием типа Э42А и Э50А, обеспечивающими более высокую стойкость против образования кристаллизационных трещин и повышенные пластические свойства по сравнению с электродами других типов. Для сварки сталей с пониженным содержанием углерода (например 09Г2) в ряде случаев используют электроды с рутиловым покрытием, например АН0-1 (тип Э42Т). Наиболее широко применяют электроды УОНИ-13/45, СМ-11, АНО-8 (тип Э42А) и УОНИ-13/55, ДСК-50, АНО-7 (тип Э50А), обеспечивающие прочность и пластичность металла шва на уровне свойств основного металла.
Высокая прочность металла шва при сварке электродами типа Э42А достигается за счет перехода легирующих элементов в шов из основного металла и повышенной скорости охлаждения шва. Для сварки кольцевых швов трубопроводов, работающих при температурах до —70° С, например из стали 10Г2, находят применение электроды ВСН-3 (тип Э50АФ) с фтористо-кальциевым покрытием.
Швы, сваренные покрытыми электродами, в ряде случаев имеют пониженную стойкость против коррозии в морской воде, что значительно снижает эксплуатационные свойства сварных сосудов, морских эстакад и других сооружений., Это обусловлено малым содержанием в поверхностных слоях металла шва легирующих элементов (хрома, никеля, меди) вследствие низкой доли участия основного металла в металле этих слоев. Для повышения коррозионной стойкости металл шва следует легировать хромом.
4.2. Технология сварки под флюсом.
При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом (рисунок 2).

Рис. 3. Схема сварки под флюсом
Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке.
- минимальные потери электродного металла (не более 2%);
- максимально надёжная защита зоны сварки;
- минимальная чувствительность к образованию оксидов;
- мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
- не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
- низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
- малые затраты на подготовку кадров;
- отсутствует влияния субъективного фактора.
- трудозатраты с производством, хранением и подготовкой сварочных флюсов;
- трудности корректировки положения дуги относительно кромок свариваемого изделия;
- неблагоприятное воздействие на оператора;
- нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
- сварка в цеховых и монтажных условиях;
- сварка металлов от 1,5 до 150 мм и более;
4.3. Технология сварки в защитных газах плавящимся электродом.
При сварке плавящимся электродом в защитном газе (рисунок 3) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.

Рис.4. Схема сварки в защитных газах
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов – раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание.
Сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. на переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться. Скорость подачи сварочной проволоки определяет силу сварочного тока.
Для сварки в защитных газах плавящимся электродом характерно высокий процент потерь электродного металла вследствие угара и разбрызгивания.
Разбрызгиванию способствует вид переноса электродного металла, зависящий от параметров режима сварки (рисунок 4):
При крупнокапельном переносе электродного металла образуется малое количество брызг, вследствие нечастых, но продолжительных коротких замыканий дугового промежутка. Высокое объёмное теплосодержание крупных капель приводит к надёжному соединению с поверхностью свариваемого металла.
При смешанном переносе электродного металла наблюдается максимальное образование брызг (потери на разбрызгивание могут достигать 20-30%) – такое явление также связано с короткими замыканиями дугового промежутка расплавленным электродным металлом и образованием в межэлектродном промежутке капель с разной массой и различной скоростью перемещения. В диапазоне сварочных токов, при котором возникает смешанный перенос электродного металла сварку не выполняют.
Рис.5. Виды переноса электродного металла
Наименьшие потери на разбрызгивание наблюдаются при мелкокапельном переносе электродного металла. В определённом диапазоне сварочных токов (плотностей сварочных токов) перенос электродного металла приобретает мелкокапельный (струйный характер). Образовавшаяся на торце электрода, при таком процессе, капля не растягивается и не увеличивается до соприкосновения с основным металлом, что не приводит к коротким замыканиям, взрывам и образованиям брызг.
- Повышенная производительность (по сравнению с дуговой сваркой покрытыми электродами);
- Отсутствуют потери на огарки, устранены затраты времени на смену электродов;
- Надёжная защита зоны сварки;
- Отсутствие шлаковой корки;
- Возможность сварки во всех пространственных положениях.
- Большие потери электродного металла на угар и разбрызгивание (на угар элементов 5-7%, при разбрызгивании от 10 до 30%);
- Мощное излучение дуги;
- Ограничение по сварочному току;
- Сварка возможна только на постоянном токе.
- Сварка тонколистового металла и металла средних толщин (до 20мм);
- Возможность сварки сталей всех классов, цветных металлов и сплавов, разнородных металлов.
Это в основном полуавтоматическая сварка в углекислом газе. На практике применяют те же сварочные материалы, что и для сварки низкоуглеродистой стали. Так, стали 14ХГС, 10ХСНД, 09Г2С сваривают сварочной проволокой Св-08Г2С. При однослойной сварке и сварке не более чем в два-три слоя можно применять проволоку Св-12ГС.
Полуавтоматическую сварку в углекислом газе выполняют также порошковыми проволоками ПП-АН4 и ПП-АН8. Проволоку ПП-АН8 можно использовать и при автоматической сварке. Швы, сваренные проволокой ПП-АН8, например, на стали 09Г2, равнопрочные основному металлу и имеют повышенные пластические характеристики.
Для повышения коррозионной стойкости сварных соединений в морской воде применяют сварочную проволоку Св-08ХГ2С, обеспечивающую дополнительное легирование металла шва хромом.
4.4.Технология электрошлаковой сварки.
Наиболее применима электрошлаковая сварка при изготовлении крупногабаритных изделий из низколегированных сталей 09Г2С, 16ГС, 15ХСНД и 14Г2 толщиной 30—100 мм, а в ряде случаев толщиной до 160 мм. Сварку ведут с применением флюса АН-8 проволоками Св-08ГС, Св-10Г2, реже Св-12ГС. Металл шва, выполненный проволоками Св-08А и Св-08ГА, менее прочен, чем основной металл.
Применение усовершенствованных режимов позволяет часто отказаться от высокотемпературной термообработки (нормализации) сварных конструкций, выполненных электрошлаковой сваркой. Так, например, сталь 16ГС толщиной 50 мм сваривается при ускоренной подаче сварочной проволоки с увеличенной скоростью поперечных перемещений электрода и большим временем выдержки у ползунов. Примерный режим сварки следующий:
Сила постоянного тока, А . 900
Напряжение, В . 42
Число электродов . 1
Скорость подачи электродной проволоки, м/ч . 576
Скорость перемещения электрода, м/ч . 75
Продолжительность выдержки у ползунов, с . 6
Глубина шлаковой ванны, мм . 50
Сухой вылет электрода, мм . 70
Принятый режим перемещения электрода способствует выравниванию глубины сварочной ванны по толщине металла. В связи с этим скорость подачи сварочной проволоки может быть значительно повышена без опасности образования в швах кристаллизационных трещин. В свою очередь, увеличение подачи проволоки и, следовательно, скорости сварки уменьшает перегрев околошовной зоны. Свойства сварных соединений стали 16ГС, выполненных проволокой Св-10Г2 под флюсом АН-8 на указанном режиме и после отпуска при температуре 650° С, практически такие же, как и при дуговой сварке металла равной толщины.
Сварка металлов технологии сварочного производства. 09Г2С сталь чем варить

Сварка низколегированных сталей, которые имеют предел текучести не более 390 МПа, не представляется трудной. Она практически ничем не отличается от сварки низкоуглеродистых сталей. Стали данного вида не закаливаются и не расположены к перегреву, который ведет к снижению пластических свойств. Однако стоит помнить, что с увеличением содержания углерода свойства стали меняются.
Например, стали 15ХСНД и 14Г2 содержат в своем составе 0,18% углерода и имеют склонность к образованию закалочных структур и перегревам в зоне влияния температуры. По этим причинам при сваривании сталей данного вида нужно подбирать оптимальный режим, который не будет допускать образование закалочных структур и перегрева металлической конструкции. Сваривание производится с использованием электродов диаметром 4 – 5 миллиметров. Сварочный процесс происходит в несколько шаров. Если толщина свариваемого металла превышает толщину в 15 миллиметров, то сваривание производится методом блоков или каскадом, однако металл в зоне сварке до высокой температуры не разогревается, чтобы не допускать перегрева зоны влияния.
Для сварки популярных низколегированных сталей 15ХСНД и 14Г2 используют сварочные электроды Э55 и Э50А, которые перед использованием необходимо прокаливать. При сварке сталей 09Г2С, 14Г2 и 10Г2С1 используются электроды, имеющие в своем составе 18 процентов углерода. Этими электродами являются Э42 и Э50А. Проведение сварочных работ со сталями с пределом текучести более 390 МПа требует большего внимания. Сталь с такими свойствами склонна к образованию кристаллизационных трещин, однако она менее подвергается перегреву околошовной зоны, потому что является легированной. Сварку такой стали выполняют электродами Э60, Э50А и Э55. Сварочные электроды Э60 используются для сваривания низколегированной стали во всех пространственных положениях сварочного шва, а также для работы с ними нужно использовать постоянный ток обратной полярности.

Для сварки таких видов сталей можно использовать электроды УОНИ 13/55, ПСК-50 и СК»-50. Низколегированные виды сталей перед свариванием нужно обязательно тщательно подготавливать к сварке. Их нужно очищать от ржавчины и разного рода загрязнений. Свариваемый металл и прилегающие к нему его части должны быть очищены на 20 миллиметров. Кроме этого, все обвисающие части металла и выступы должны быть обработаны абразивным инструментом и стать в один уровень с остальным металлом. Если толщина свариваемого металла составляет более 25 миллиметров, то сваривание нужно производить с использованием местного подогрева при температуре 120 – 160 градусов. Однако если температура окружающей среды составляет -15 градусов по Цельсию и ниже, то предварительный местный подогрев металла обязателен, независимо от толщины свариваемого изделия или от его формы и массы. Таким образом, поддерживая необходимую температуру металла при сваривании, Вы сможете проводить сварочный процесс низколегированных сталей успешно.
Сварка низколегированных сталей
Основы сварочного дела
Низколегированные стали получили большое применение В СВЯЗИ с тем, что они, обладая повышенными механическими свойствами, позволяют изготовлять строительные конструкции более легкими и экономичными. Для изготовления различных конструкций промышленных и гражданских сооружений применяются стали марок 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 16ГС и др. Для изготовления арматуры железобетонных конструкций и сварных труб применяют стали 18Г2С, 25Г2С, 25ГС и 20ХГ2Ц. Эти стали относятся к категории удовлетворительно свариваемых сталей; содержат углерода не более 0,25% и легирующих примесей не более 3,0%. Следует учитывать, что при содержании в стали углерода более 0,25% возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
Толщина металла, мм.
Диаметр электрода, мм.
Сварочный ток, А.
при высоких скоростях, но при малой погонной энергии. В зимних условиях сварку конструкций из стали 15ХСНД, 15ГС и 14Г2 можно производить при температурах не ниже — 10°С. При более низких температурах зону сварки на ширине 100. 120 мм по обе стороны от шва предварительно нагревают до Ю0. 150°С. При температуре —25°С сварка не допускается.
При сварке можно рекомендовать следующие режимы:
0,5. 1,5 2. 3 4.„6 7. 10
1.5.. .2.0 2,5. 3 3. 5 4. 6
20.. .40 50. 90 100. 160 200. 240
При сварке более толстых металлов применяется многослойная сварка с малыми интервалами времени между наложениями последующих слоев. При сварке кромок разной толщины сварочный ток выбирается по кромке большей толщины и на нее направляется большая часть зоны дуги. Для устранения закалки и повышения твердости металла шва и околошов - ной зоны рекомендуется после сварки нагреть изделие до температуры
650.. .680°С, выдержать при этой температуре определенное время в зависимости от толщины металла (1 ч на каждые 25 мм) и охладить на воздухе или в горячей воде.
Сварку низколегированных сталей в защитном газе производят при плотностях тока более 80 А/мм2. Сварка в углекислом газе выполняется на постоянном токе обратной полярности. Рекомендуется электродная проволока диаметром 1,6—2,0 мм марки Св-08Г2С - или Св-10Г2, а для сталей, содержащих хром и никель,— Св-08ХГ2С, Св-08ГСМТ.
Электрошлаковая сварка сталей любой толщины успешно производится электродной проволокой марки Св-10Г2 или Св-18ХМА под флюсом АН-8 при любой температуре окружающего воздуха. Прогрессивным способом является сварка в углекислом газе с применением порошковой проволоки.
Газовая сварка отличается значительным разогревом свариваемых кромок, снижением коррозионной стойкости, более интенсивным выгоранием легирующих примесей. Поэтому качество сварных соединений ниже, чем при других способах сварки. При газовой сварке пользуются только нормальным пламенем при удельной мощности 75. 100 л/(ч-мм) при левом способе, а при правом способе —
100.. .130 л/(ч-мм). Присадочным материалом служат проволоки Св-08, Св-08А, Св-10Г2, а для ответственных швов — Св-18ХГС и Св-18ХМА. Проковка шва при температуре 800. 850°С с последующей нормализацией несколько повышает механические свойства шва.
В последнее время с появлением китайской техники на мировом рынке, сварочный аппарат стал наиболее популярным инструментом у владельцев частных домов, коттеджей, дач и гаражей. Учитывая соотношение цен на приобретение сварки …
Выполнение сварочных работ на строительно-монтажной площадке требует особо четкого выполнения всех правил безопасности производства работ. Сварочные работы на высоте с лесов, подмостей и люлек разрешается производить только после проверки этих …
Из применяемых средств контроля особую опасность представляют рентгеновские и гамма-лучи. Рентгеновские и гамма-лучи опасны для человека при продолжительном облучении и большой дозе. Предельно ДОпустимая доза, которая не вызывает необратимых изменений …
Обенности технологии сварки различных материалов
ОСОБЕННОСТИ ТЕХНОЛОГИИ СВАРКИ РАЗЛИЧНЫХ МАТЕРИАЛОВ, НАПЛАВОЧНЫЕ РАБОТЫ. СВАРКА ТРУБОПРОВОДОВ
СВАРКА ЛЕГИРОВАННЫХ СТАЛЕЙ
Свариваемость легированных сталей
Свариваемость легированных сталей оценивается не только возможностью получения сварного соединения с физико-механическими свойствами, близкими к свойствам основного металла, но и возможностью сохранения специальных свойств: коррозионной стойкости, жаропрочности, химической стойкости, стойкости против образования закалочных структур и др. Большое влияние на свариваемость стали оказывает наличие в ней различных легирующих примесей: марганца, кремния, хрома, никеля, молибдена и др.
Хром - содержание его в низколегированных сталях не превышает 0,9%. При таком содержании хром не оказывает существенного влияния на свариваемость стали. В конструкционных сталях хрома содержится 0,7. 3,5%, в хромистых-12. 18%, в хромоникелевых -9. 35%. При таком содержании хром снижает свариваемость стали, так как, окисляясь, образует тугоплавкие оксиды СГ2О3, резко повышает твердость стали в зоне термического влияния, образуя карбиды хрома, а также способствует возникновению закалочных структур.
Никель в низколегированных сталях содержится в пределах 0,3. 0,6%, в конструкционных сталях-1,0. 5%, а в легированных сталях - 8. 35%.
Никель способствует измельчению кристаллических зерен, повышению пластичности и прочности стали; не снижает свариваемости.
Молибден в теплоустойчивых сталях содержится от 0,15 до 0,8%; в сталях, работающих при высоких температурах и ударных нагрузках, его содержание достигает 3,5%. Способствует измельчению кристаллических зерен, повышению прочности и ударной вязкости стали. Ухудшает свариваемость стали, так как способствует образованию трещин в металле шва и в зоне термического влияния. В процессе сварки легко окисляется и выгорает. Поэтому требуются специальные меры для надежной защиты от выгорания молибдена при сварке.
Ванадий содержится в легированных сталях от 0,2 до 1,5%. Придает стали высокую прочность, повышает ее вязкость и упругость. Ухудшает сварку, так как способствует образованию закалочных структур в металле шва и околошовной зоны. При сварке легко окисляется и выгорает.
Вольфрам содержится в легированных сталях от 0,8 до 18%. Значительно повышает твердость стали и его теплостойкость. Снижает свариваемость стали; в процессе сварки легко окисляется и выгорает.
Титан и ниобий содержатся в нержавеющих и жаропрочных сталях в количестве от 0,5 до 1,0%. Они являются хорошими карбидообразова-телями и поэтому препятствуют образованию карбидов хрома. При сварке нержавеющих сталей ниобий способствует образованию горячих трещин.
Сварка низколегированных сталей
Низколегированные стали получили большое применение в связи с тем, что они, обладая повышенными механическими свойствами, позволяют изготовлять строительные конструкции более легкими и экономичными. Для изготовления различных конструкций промышленных и гражданских сооружений применяются стали марок 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 16ГС и др. Для изготовления арматуры железобетонных конструкций и сварных труб применяют стали 18Г2С, 25Г2С, 25ГС и 20ХГ2Ц. Эти стали относятся к категории удовлетворительно свариваемых сталей; содержат углерода не более 0,25% и легирующих примесей не более 3,0%. Следует учитывать, что при содержании в стали углерода более 0,25% возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
0,5.1,5 2. 3 4. 6 7. 10 1,5. 2,0 2.5. 3 3. 5 4. 6 20. 40 50. 90 100. 160 200. 240
При сварке более толстых металлов применяется многослойная сварка с малыми интервалами времени между наложениями последующих слоев. При сварке кромок разной толщины сварочный ток выбирается по кромке большей толщины и на нее направляется большая часть зоны дуги. Для устранения закалки и повышения твердости металла шва и околошовной зоны рекомендуется после сварки нагреть изделие до температуры 650. 680°С, выдержать при этой температуре определенное время в зависимости от толщины металла (1 ч на каждые 25 мм) и охладить на воздухе или в горячей воде.
Сварку низколегированных сталей в защитном газе производят при плотностях тока более 80 А/мм2. Сварка в углекислом газе выполняется на постоянном токе обратной полярности. Рекомендуется электродная проволока диаметром 1,6-2,0 мм марки Св-08Г2С - или Св-10Г2, а для сталей, содержащих хром и никель,- Св-08ХГ2С, Св-08ГСМТ.
Электрошлаковая сварка сталей любой толщины успешно производится электродной проволокой марки Св-10Г2 или Св-18ХМА под флюсом АН-8 при любой температуре окружающего воздуха. Прогрессивным способом является сварка в углекислом газе с применением порошковой проволоки.
Газовая сварка отличается значительным разогревом свариваемых кромок, снижением коррозионной стойкости, более интенсивным выгоранием легирующих примесей. Поэтому качество сварных соединений ниже, чем при других способах сварки. При газовой сварке пользуются только нормальным пламенем при удельной мощности 75. 100 л/(ч-мм) при левом способе, а при правом способе - 100. 130 л/(ч-мм). Присадочным материалом служат проволоки Св-08, Св-08А, Св-10Г2, а для ответственных швов - Св-18ХГС и Св-18ХМА. Проковка шва при температуре 800. 850°С с последующей нормализацией несколько повышает механические свойства шва.
Сварка средне-и высоколегированных сталей
Сварка средне- и высоколегированных сталей затруднена по следующим причинам: в процессе сварки происходит частичное выгорание легирующих примесей и углерода; вследствие малой теплопроводности возможен перегрев свариваемого металла; повышенная склонность к образованию закалочных структур; больший, чем у низкоуглеродистых сталей, коэффициент линейного расширения может вызвать значительные деформации и напряжения, связанные с тепловым влиянием дуги. Чем больше в стали углерода и легирующих примесей, тем сильнее сказываются эти причины. Для устранения влияния их на качество сварного соединения рекомендуются следующие технологические меры:
тщательно подготавливать изделие под сварку;
сварку вести при больших скоростях с малой погонной энергией, чтобы не допускать перегрева металла;
применять термическую обработку для предупреждения образования закалочных структур и снижения внутренних напряжений;
применять легирование металла шва через электродную проволоку и покрытие, чтобы восполнить выгорающие в процессе сварки примеси.
Для сварки высоколегированных сталей применяют электроды по ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы». Электроды изготовляют из высоколегированной сварочной проволоки по ГОСТ 2246-70. Применяют покрытие типа Б. Обозначение типа электрода состоит из индекса Э и следующих за ним цифр и букв. Две или три цифры, следующие за индексом, указывают на количество углерода в металле шва в сотых долях процента. Следующие затем буквы и цифры указывают химический состав металла,
Выбор стали производится в соответствии с табл. 24.2. Поскольку последняя редакция СНиП П-23-81* «Стальные конструкции» ориентирована на ГОСТ 27772-88, марки стали могут быть заменены классами стали по этому ГОСТ в соответствии с табл. 24.3.
Читайте также: