Сварка под флюсом закладных деталей
Обновлено: 05.07.2024
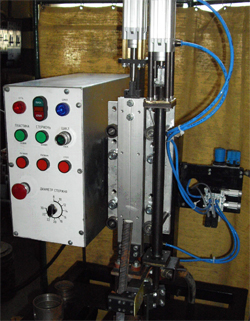
Установка типа АДФ-2001М для приварки под флюсом стержней к закладным деталям строительных конструкций
Разработанная технология позволяет быстро и качественно приваривать стержни из арматурной стали диаметром до 30 мм к пластинам.
Установка предназначена для автоматической сварки под слоем флюса стержней из арматурной стали гладкого и периодического профилей с плоским элементом сортового проката применительно к элементам закладных деталей сборных железобетонных конструкций.
Установки типа АДФ-2001М для сварки стержней с закладными пластинами под флюсом обеспечивают высокое качество сварки, стабильность и повторяемость результатов. Прочностные характеристики сварочных соединений удовлетворяют ГОСТ 10922-90.
Качественная сварка получается на неровной и загрязненной поверхности. Для надежного возбуждения дуги применена схема, которая обеспечивает зажигание даже при отсутствии хорошего контакта между торцами стержня и пластиной.
Сварочный процесс дуговой сварки стержней состоит из следующих циклов:
- Привариваемая пластина прижимается к поверхности стола.
- Стержень позиционируется на поверхности пластины и пневмозажимом фиксируется в головке, место сварки засыпается флюсом.
- После включения сварочного тока стержень отрывается от пластины и возбуждается дуга.
- По истечении времени горения дуги стержень электроприводом осаживается на заданную глубину в сварочную ванну.
- После кристаллизации сварного соединения происходит отключение всех компонентов — стержень и пластина освобождаются.
- механизм зажатия пластин;
- механизм зажатия арматурного стержня;
- механизм вертикального перемещения стержня по заданному циклу;
- стол;
- пневматическое устройство;
- блок управления процессом сварки;
- комплект проводов и шлангов;
- источник сварочного тока — трансформатор типа ТДФЖ-2002.
В качестве привода вертикального перемещения стержня используется электромеханический цилиндр фирмы FESTO.
Его применение обеспечивает следующие ПРЕИМУЩЕСТВА:
1. высокую точность перемещений стержня;
2. контролируемые скорости перемещений (задаются программно);
3. полную независимость работы исполнительного механизма от давления воздуха, подаваемого в установку;
4. полную независимость работы исполнительного механизма от давления воздуха, подаваемого в установки.
Для организации рабочего цикла установки используется контроллер фирмы FESTO, что позволяет свести все необходимые настройки исполнительного механизма к вводу в контроллер одного параметра — диаметра привариваемого стержня.
Простота управления установкой позволяет снизить требования к квалификации оператора, без какого-либо ухудшения качества производимых изделий.
Табл. 1.
Технические характеристики
Наши высококвалифицированные специалисты оказывают помощь по внедрению оборудования в производство заказчика.
Мы откpыты для долгоcpочных взаимовыгодных отношений c клиентами, дилеpами и партнёpами! Компания «ЭTА» серийно изготавливает cиловые однофазные и трехфазные сухие тpанcфоpматоpы TП, разделительные трансформаторы ТР, оборудование для ручной дуговой сварки — сварочные тpанcфоpматоpы ТДМ, одно- и многопостовые выпpямители, cовpеменные трансформаторные станции для электpопpогpева бетона СПБ; системы очистки сточных вод , устройства заряда аккумуляторов. Также компания принимает заказы на разработку, проектирование и изготовление различных электротехнологических устройств с нестандартными характеристиками рабочим напряжением до 1000В.
РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИИ СВАРКИ ПОД ФЛЮСОМ НАКЛОННЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ И ТАВРОВЫХ СОЕДИНЕНИЙ ПО ЭЛЕМЕНТУ ЖЕСТКОСТИ
Рекомендованы к изданию секцией бетонных и железобетонных конструкций НТС НИИЖБ от 30 июня 1981 г.
Рекомендации по технологии сварки под флюсом наклонных соединений закладных деталей и тавровых соединений по элементу жесткости. М., НИМБ Госстроя СССР, 1982, 22 с.
Приведены основные положения по технологии автоматической дуговой сварки под флюсом наклонных соединений элементов закладных деталей, выполненных при углах наклона анкерного стержня к плоскости пластины от 5 до 85° и тавровых соединений анкерных стержней с плоским прокатом, имеющим элементы жесткости.
Рекомендации предназначены для сварщиков, инженерно-технических работников заводов строительной индустрии и проектировщиков.
ПРЕДИСЛОВИЕ
Настоящие Рекомендации составлены в развитие "Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций" СН 393-78 (М., 1979).
Рекомендации содержат материалы по технологии автоматической дуговой сварки под флюсом наклонных соединений элементов закладных деталей, а также тавровых соединений анкерных стержней с утоненным прокатом, на поверхности которого предварительно создаются элементы жесткости*. Приведены методические рекомендации по подбору и определению параметров режима сварки, а также изложены требования к контролю качества сварных соединений, выполненных по новым технологиям.
*А.с. 920138 (СССР) Закладная деталь/А.М. Фридман, Р.А. Павлов, В.Н. Воронов – Б.И., № 14.
Рекомендации распространяются на сварку арматурных стержней диаметром от 8 до 25 мм из сталей классов A-I, А-II, А-III с элементами проката толщиной не менее 4 мм, преимущественно из сталей марок ВСт3.
Рекомендации разработаны НИИЖБ Госстроя СССР (канд. техн. наук А.М. Фридман, инженеры В.И. Игнатьев, Н.А. Потапов при участии Опытного производственно-технического предприятия "Энерготехпром" Главэнергостройпрома (инженеры В.М. Гдалевич, И.А. Коврин).
Все предложения и замечания по содержанию настоящих Рекомендаций просим направлять в НИИЖБ по адресу: 109389, Москва, 2-я Институтская ул., д. 6.
I. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Рекомендации распространяются на технологию электродуговой сварки под флюсом:
а) наклонных соединений анкерных стержней диаметром до 16 мм как с торцом пластины закладной детали, так и с ее плоскостью при угле наклона стержня к плоскости закладной детали соответственно от 5 до 25° и от 25 до 85°, а также анкерных стержней диаметром 18. 25 мм с плоскостью прокатного элемента при угле наклона от 60 до 85°;
б) тавровых соединений анкерных стержней с плоскостями листового или профильного проката, имеющих элементы жесткости.
1.2. Способы испытаний, дополнительные технологические указания, вопросы проектирования, правила производства и приемки работ, техника безопасности, аттестация сварщиков и допуск их к работе должны осуществляться в соответствии с действующими нормативными документами: ГОСТ 10922-75, СНиП II-21-75, СНиП II-23-81, СН 393-78, ГОСТ 12.3.003-75.
1.3. К работам, регламентированным настоящими Рекомендациями, допускаются сварщики, обученные технологии сварки, эксплуатации оборудования и получившие соответствующее разрешение квалификационной комиссии.
2. ТЕХНОЛОГИЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ НАКЛОННЫХ СОЕДИНЕНИЙ ЭЛЕМЕНТОВ ЗАКЛАДНЫХ ДЕТАЛЕЙ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Конструктивные элементы закладных деталей и материалы
2.1. Конструкция закладной детали, класс и марка стали ее элементов должны соответствовать требованиям проекта.
2.2. Анкерные стержни закладной детали (рис. 1) следует изготавливать из арматурной стали классов A-I, А-II, А-IIIпо ГОСТ 5781-75 диаметром dн от 8 до 25 мм. Длина анкерных стержней должна удовлетворять требованиям главы СНиП II-21-75 и ГОСТ 10922-75. Марки стали стержневой арматуры для закладных деталей должны отвечать требованиям главы СНиП II-21-75.
2.3. Пластины закладных деталей рекомендуется изготавливать из прокатной углеродистой стали, марки которой должны отвечать требованиям глав СНиП II-21-75 и СНиП II-23-81.
Рис. 1. Конструктивные элементы закладной детали
2.4. Допустимые минимальные соотношения размеров элементов закладных деталей должны соответствовать приведенным в табл. 1*.
Таблица 1
Класс арматурной стали
*При сварке под слоем флюса на оборудовании с ручным приводом отношение δ/dн должно быть не менее 0,75 при dн≤ 14 мм и перемещение анкерного стержня должно быть вертикальным
2.5. Угол α между стержнем и плоским элементом (рис. 1,a) должен составлять при dн≤ 16 мм. α = 5. 25° (сварка в торец), и (рис. 1,б) при dн≤ 16 мм. α = 25. 85°, а при dн =18. 25 мм α = 60 - 85° (сварка по плоскости).
2.6. Минимальное расстояние К от оси стержня (рис. 1) до края плоского элемента проката должно быть не менее 1,5 dн.
2.7. Минимальное расстояние z между стержнями (рис. 1) должно быть не менее dн + 35 мм.
2.8. При α≤ 25° рекомендуется соединение по рис. 1,а а при α≥ 25° - по рис. 1,б.
2.9. Для сварки следует применять флюс АН-348А по ГОСТ 9087-69.
Особенности процесса сварки
2.10. Процесс сварки осуществляется следующим образом (рис. 2): анкерный стержень-электрод устанавливают вертикально, а плоский элемент проката - под нужным углом к стержню, и сварочной дугой, горящей под флюсом между свариваемыми деталями, расплавляется заданная часть стержня и плоского элемента, образуя ванну расплавленного металла, которая удерживается от растекания формующими элементами; затем стержень погружают в эту ванну и после ее кристаллизации образуется сварное соединение.
Рис. 2. Этапы цикла сварки и схема изменений напряжения на дуге и перемещений анкерного стержня в процессе сварки
2.11. Процесс сварки включает ряд подготовительных и основных сварочных операций, осуществляемых оператором с помощью специальных устройств.
2.12. Подготовительные операции следует осуществлять следующим образом (рис. 3): пластину 4 укладывают в приспособление на плиту 5 под требуемым углом к вертикали; анкерный стержень 3 закрепляют вертикально в стержне-держателе установки так, чтобы он торцом своим касался поверхности пластины, затем устанавливают формующие элементы 2 и соосно со стержнем флюсосборный стакан с флюсом 1.
Рис. 3. Сборка свариваемых элементов при сварке стержня с плоскостью пластины
2.13. Управление циклом сварки осуществляется автоматически в той же последовательности как и при сварке под флюсом тавровых соединений элементов закладных деталей (рис. 2, 3). Включают сварочный ток и по цепи между стержнем и пластиной в течение времени t0 протекает ток короткого замыкания. Стержень отрывается от плоского элемента на заранее установленную величину начального дугового промежутка ε, при этом возбуждается сварочная дуга. Сначала, в течение времени t1, дуга горит при неподвижном стержне, а затем в течение времени t2 - при подаче стержня, обеспечивая напряжение на дуге 30. 35 В. За время t1 + t2 образуется ванна расплавленного металла и в нее на заданную глубину погружают стержень (выдержка времени t3). Наконец, ток выключают и свариваемые детали выдерживают до полной кристаллизации наплавленного металла (выдержка времени t4).
Примечание. Допускается при сварке стержней диаметром до 14 мм (сварка по способу рис. 1,а) и диаметром до 12 мм (сварка по способу рис. 1,б) использовать ручные устройства.
Оборудование и приспособления
2.14. Сварку производят автоматом АДФ-2001, выпускаемым Тбилисским заводом "Электросварка".
2.15. Источниками питания служат преобразователи постоянного тока BKCM-1000 или ВДФ-2001 (обратная полярность).
2.16. Конструкция и размеры медных водоохлаждаемых формующих устройств, используемых при сварке, должны быть приняты согласно данным рис. 3, 4, и иметь массу не менее 500 г.
Примечание. Толщина стенок формующих устройств должна быть более 10 мм.
Подготовка соединяемых элементов к сварке и особенности их сборки
ВСН 452-84 СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ ЛИСТОВЫХ КОНСТРУКЦИЙ, СВАРКА СТЕРЖНЕЙ АРМАТУРЫ И ЗАКЛАДНЫХ ДЕТАЛЕЙ, ГАЗОВАЯ РЕЗКА
Производственные нормы предназначены для инженерно-технических работников строительно-монтажных, комплектующих, нормативно-исследовательских, проектно-технологических и проектных организаций.
Нормы разработаны Всесоюзным проектно-технологическим институтом организации производства, управления и экономики монтажных и специальных строительных работ (ВПТИмонтажспецстрой) Минмонтажспецстроя СССР (инженеры В.М. Панов, И.П. Никулина, В.В. Тищенко).
В проведении лабораторного метода нормирования принимали участие ВНИКТИстальконструкция (кандидаты техн. наук Н.Г. Ращупкин, К.А. Илюкович, инженер С.А. Мулярова) и ВНИИмонтажспецстрой (инженер А.А. Сыроваткин).
Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой СССР)
Ведомственные строительные нормы
Минмонтажспецстрой СССР
Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка
В дополнение к
ВСН 416-81
ОБЩАЯ ЧАСТЬ
1. В настоящих Производственных нормах приведен расход материалов на следующие виды работ: сварка трубопроводов из легированных сталей - ручная дуговая, ручная аргонодуговая, комбинированная; автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней арматуры и закладных деталей железобетонных конструкций; ручная и механизированная газовые резки металлов. Нормы расхода материалов на сварку листовых и решетчатых конструкций из углеродистых и низколегированных сталей - ручную дуговую, механизированную порошковой проволокой, механизированную в углекислом газе; сварку трубопроводов из углеродистых и низколегированных сталей - ручную дуговую и газовую приведены в "Общих производственных нормах расхода материалов в строительстве. Сборник 30. Сварочные работы". (М.: Стройиздат, 1982).
2. Производственные нормы расхода предназначены для определения нормативного количества материалов на стадии подготовки строительно-монтажного производства и при организации производственно-технологической комплектации объектов строительства, контроля за расходом материалов при их описании, анализе производственно-хозяйственной деятельности монтажных организаций.
3. Производственные нормы на сварку труб из легированных сталей и на автоматическую сварку под флюсом металлоконструкций определены расчетно-аналитическим методом с проверкой величины коэффициентов расхода сварочных материалов лабораторным методом. Производственные нормы на сварку соединений арматуры и закладных деталей железобетонных конструкций определены расчетно-аналитическим методом с использованием коэффициентов расхода сварочных материалов, полученных лабораторным методом при сварке листовых конструкций и трубопроводов. Производственные нормы на газовую резку получены лабораторным методом с пересчетом результатов методом интерполирования для всех толщин листов, номеров профилей проката и типоразмеров трубопроводов.
Внесены ВПТИмонтажспецстроем
Утверждены Минмонтажспецстроем СССР
14 декабря 1984 г.
Срок введения в действие
с 1 июля 1985 г.
Производственные нормы предусматривают применение прогрессивной технологии и современного сварочного оборудования.
4. Производственными нормами учтены чистый расход материалов и трудноустранимые отходы и потери, образующиеся в процессе работ, - огарки электродов, заточка неплавящегося электрода, потери на угар, разбрызгивание и шлакообразование, остатки проволоки в бухте, расплавление и спекание флюса.
5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании от поставщиков до приобъектного склада.
6. В случаях совершенствования технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру.
Раздел I. СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ
Техническая часть
1. Производственные нормы предусматривают ручную дуговую, аргонодуговую и комбинированную сварки технологических трубопроводов из легированных и высоколегированных сталей.
2. Конструктивные размеры и условные обозначения сварных соединений (С8, У7) соответствуют ГОСТ 16037-80.
3. В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Читайте также: