Сварка покрытыми электродами мма
Обновлено: 08.05.2024
Зимой ручная дуговая сварка покрытыми электродами (MMA, SMAW) затруднена, так как мешают погодные условия. Во время низких температур свойства стали изменяются, поэтому качественно выполнить сварочный шов трудно.
Иллюстрированное пособие сварщика

Пособие предназначено для теоретической подготовки, повышения квалификации и переаттестации рабочих следующих профессий:
- газосварщик;
- электрогазосварщик;
- электросварщик ручной сварки
Пособие может быть использовано при подготовке и обучении рабочих следующих профессий:
- газорезчик;
- контролер сварочных работ;
- наладчик сварочного и газоплазморезательного оборудования;
- оператор проекционной аппаратуры и газорезательных машин;
- электровибронаплавщик;
- электросварщик на автоматических и полуавтоматических машинах
Юхин Н.А. Выбор сварочного электрода

Пособие содержит необходимые сведения о классификации, конструкции отечественных покрытых электродов для ручной дуговой сварки, а также об их условных обозначениях. Приведен перечень электродов наиболее распространенных типов и марок (около 220 наименований) с указанием их технических характеристик и назначения. Даны краткие рекомендации по выбору электродов для сварки различных сталей, металлов и сплавов, а также резки и наплавки.
В пособие, кроме того, включены таблицы для расчета требуемого количества электродов и данные о примерном соответствии отечественных электродов зарубежным.
Юхин Н.А. Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды

В иллюстрированном пособии изложены принципы и особенности ручной дуговой сварки трубопроводов пара и горячей воды покрытым электродом, аргонодуговой сварки вольфрамовым электродом и газовой сварки ацетиленокислородным пламенем. Содержатся сведения о технологии и технике сварки трубопроводов, их ремонте с помощью сварки. Пособие рассчитано на электросварщиков ручной сварки и газосварщиков, занятых сооружением и ремонтом трубопроводов пара и горячей воды
Зажигание и удержание дуги при ручной дуговой сварке покрытыми электродами (видео)
В данном видео идет речь о зажигании и удержании дуги при ручной дуговой сварке (MMA, SMAW) покрытыми электродами АНО-21 диаметром 3 мм.
Подписывайтесь на канал Владимира Овчинникова, чтобы не пропустить новые видео!
Техника ручной дуговой сварки покрытыми электродами (MMA, SMAW) деталей с большим зазором (видео)
Данное видео о технике ручной дуговой сваркой покрытыми электродами (MMA, SMAW) деталей с большим
Техника ручной дуговой сварки покрытыми электродами (MMA, SMAW) угловых швов (видео)
В видео рассматривается техника ручной дуговой сварки покрытыми электродами ( MMA , SMAW ) угловых швов.
Колебательные движения конца электрода при ручной дуговой сварке покрытыми электродами (MMA, SMAW) вертикальных швов (видео)
В видео рассматриваются различные виды колебательных движений конца электрода при ручной дуговой сварке вертикальных швов покрытыми электродами марки АНО-21 диаметром 3 мм.
Техника сварки трубы диаметром 57 мм в неповоротном положении ручной дуговой сваркой покрытыми электродами (видео)
Посмотрев данное видео, Вы познакомитесь с техникой сварки трубы диаметром 57 мм в неповоротном положении ручной дуговой сваркой покрытыми электродами ( MMA ,
Ручная дуговая сварка покрытыми электродами (MMA, SMAW) трубы диаметром 57 миллиметров свариваемой с поворотом (видео)
Ручная дуговая сварка покрытыми электродами (MMA, SMAW) трубы диаметром 57 миллиметров свариваемой с поворотом.
Ручная дуговая сварка покрытыми электродами
Ручная дуговая сварка (ММА) - это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Покрытый электрод представляет собой металлический стержень, на который нанесено покрытие.
Ручная дуговая сварка покрытыми электродами (MMA, SMAW) в зимних условиях
Ручная дуговая сварка покрытыми электродами (MMA, SMAW) труб в труднодоступных местах (видео)
В видео показана техника ручной дуговой сварки покрытыми электродами (MMA, SMAW) труб в труднодоступных местах (в углу под потолком).
Ручная дуговая сварка покрытыми электродами (MMA, SMAW) горизонтального стыка трубы в труднодоступном месте (видео)
В видео показана техника ручной дуговой сварки покрытыми электродами (MMA, SMAW) горизонтальных стыков труб в труднодоступных местах (в углу).
Лидер народной популярности – сварка ММА

Виды сварки
Для начала разберёмся с аббревиатурой ММА: это Manual Metal Arc – ручная дуговая сварка инвертором или через трансформатор с использованием электродов. Старое «советское» название было проще и понятнее: РДС – ручная дуговая сварка.
Сварка ММА – абсолютный чемпион среди сварочных технологий по популярности среди широких масс населения в течение долгого времени. Да и сам способ очень старый – его изобрели еще в конце 19-го века. ММА прост и недорого – вот два главных критерия, выводящих его на почетный и заслуженный пьедестал народной любви.
Суть сварки ММА
Для того, чтобы произошла сварка ММА, нужно совсем немного: чтобы плавился подходящий металлический электрод. Возможность применения электрода определяется видом его обмазки, диаметром, составом металлического сплава стержня – все эти параметры уложены в довольно обширную классификацию сварочных электродов.
Покрытие электрода защищает сварочную ванну от главного врага качественной сварки – кислорода, который окисляет металл. Сварочный шов формируется за счет плавящегося стержня, а обмазка электрода превращается в шлак.

Технология сварки MMA.
Варить способом ММА можно и на постоянном, и на переменном токе. Если ток постоянный, подключать зажим и держатель можно двумя способами, то есть работать можно как на прямой, так и на обратной полярности. Если ток переменный, вариант подключения электрода не играет никакой роли.
В настоящее время существует огромное количество сварочных аппаратов в виде инверторов, среди которых можно найти самую подходящую версия для себя с учетом опыта, вида планируемых работ и так далее.
Основы сварочного процесса
Первым делом решается вопрос, на каком типе тока нужно проводить работу. Современные сварочные аппараты способны функционировать при любом токе. Просто нужно учитывать, что с переменным током работать сложнее, потому что электрическая дуга не очень устойчива, и сварочный шов может потерять в качестве.
Поэтому выбор типа тока будет в большей степени зависеть от профессионального опыта: если он есть, можно работать и на переменном. Если же вы в начале славного пути сварщика, вашим выбором должен оставаться постоянный ток: на нем работать легче.
Кстати, с некоторыми металлами или сплавами можно иметь дело только на постоянном токе.

Обратная и прямая полярность.
Полярность подключения может быть также двух видов:
- Прямая полярность имеет место при подключении минуса на электроде, а плюса на массе.
В этом случае направление тока идет от электрода к детали, которая как раз нагревается – в отличие от электрода, который остается холодным. Прямая полярность применяется в узких сферах, к примеру, во время сварки листового металла. - Обратная полярность – это подключение плюса на электроде, а минуса на клемме массы.
В данном случае направление тока идет в обратном направлении: от металла к электроду, что приводит к нагреванию электрода.
Следующий шаг – определиться с правильной силой тока, которая зависит прежде всего от толщины свариваемого металла. Рассчитывать силу тока удобнее по формуле: 40 ампер на каждый миллиметр толщины детали. Значение тока выставляется легко: на панели регулятором.
Теперь пора разжигать электрическую дугу – главный элемент ММА. Данный этап можно назвать самым ответственным и самым сложным. Пожечь дугу можно двумя способами: либо прикоснуться концом электрода и затем резко оторвать его, либо чиркать электродом, как спичкой.
Главное — получить стабильную и ровную дугу, от этого зависит качество сварочного шва в итоге. Прежде всего для этого электрод нужно держать над поверхностью всегда на одинаковом расстоянии – вести его как можно ровнее. Расстояние должно быть оптимальным.
Будете держать выше, чем нужно — дуга потухнет, ниже – электрод залипнет на поверхности.
Сам процесс сварки идет в сварочной ванне. Чтобы она формировалась, металл должен хорошенько прогреться, для этого можно обернуть пару раз электрод в месте старта сварки. Ширина сварочной ванны должна быть адекватной и одинаковой ширины по ходу всего шва.
Для того, чтобы все это получилось, нужна, конечно, практика. Качественная сварка ММА получится только у мастеров с опытом. Новичкам такие требования поначалу кажутся очень сложными. Но метод осваивается быстро. Ведь именно из-за простоты и доступности ММА так популярна и на строительных площадках, и на дачных участках.
Преимущества ММА

Сварка металлов электродом.
Преимущества электродуговой сварки мощные и не вызывают никаких сомнений:
- Универсальность технологии: с ее помощью можно варить практически любые металлы.
- Варить можно в любом положении, включая ограниченное пространство.
- Технология ММА выдерживает любые неблагоприятные условия внешней среды.
- Возможность использования в домашних условиях, недорогие составляющие.
Недостатки ММА
На самом деле все нижеперечисленные минусы можно таковыми не считать.
Это, скорее свойства технологии, которые нужно учитывать:
- Относительно низкая производительность, особенно в сравнении с полуавтоматом.
- Технология требует профессионального опыта.
- Непростой процесс розжига дуги с риском залипания.
- Вред здоровью от испарений обмазки некоторых видов электродов во время сварки.
Следует отметить, что современное оборудование помогает избежать неприятностей типа залипания электрода из-за неправильного розжига дуги. Многие модели снабжены продвинутыми функциями «горячий старт» и «антизалипание», которые сделают сварку ММА для начинающих более-менее легкой и доступной.
Конечно, все преимущества сварки ММА многократно перевешивают ее недостатки. Доступность и универсальность метода неоспоримы. Кроме того, стоимость оборудования для ММА намного ниже в сравнении с ценами на аппараты аргонодуговой или полуавтоматический сварки.
Сварочное оборудование для ММА
Выбор аппарата для работы по методу ММА – дело непростое из-за многочисленности моделей, предлагаемых на рынке. В этом изобилии нужно разбираться. Поэтому несколько советов по поводу оборудования для ММА:
Трансформаторы

Устройство инвертора для сварки MMA.
Ветераны сварочного движения – неприхотливые, недорогие, тяжелые, с большими габаритами, управляемые только вручную. Это, конечно, стационарные аппараты.
Суть их действия – преобразование сетевого тока в сварочный с помощью катушки – сердечника с обмотками из металлической проволоки. Варить нужно на переменном токе.
Сварочные выпрямители
Аппараты для преобразования переменного тока в постоянный. При постоянном токе сварочные швы формируются ровными, аккуратными и крепкими, а это самое главное в сварке.
Выпрямители – близкие родственники трансформаторов, особенно с точки зрения их габаритов и большого веса. Для работы на них нужны практические навыки сварщика.
Инверторы
Вот самый оптимальный выбор современного аппарата со всех точек зрения. С инверторами РДС становится доступной, простой и эффективной даже в руках новичков. В них нет никакой катушки, действие строится на электронном плато со встроенным выпрямителем.
На выходе уже получается постоянный ток с корректировкой его стабильности.
Подавляющее большинство имеют продвинутые функции, помогающие избежать залипания электродов, помогают с быстрым розжигом дуги.
Инверторы компактны, имеют небольшой вес и способны к передвижению. Инвертор можно повесить даже на плечо.
Ручная дуговая сварка покрытым электродом MMA
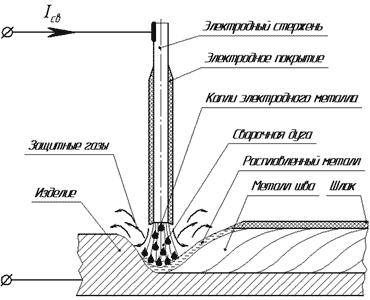
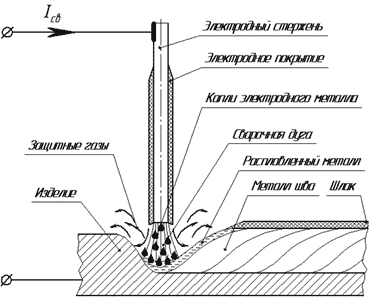
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
Рисунок 1. Схема сварки покрытым металлическим электродом
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1). Электродный стержень – сварочная проволока; электродное покрытие – многокомпонентная смесь металлов и их оксидов. По функциональным признакам компоненты электродного покрытия разделяют:
- Газообразующие:
- защитный газ;
- ионизирующий газ;
- для физической изоляции расплавленного металла от активных газов атмосферного воздуха;
- раскислители;
- легирующие элементы;
Техника выполнения шва и режим сварки
Зажигание сварочной дуги
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положения шва в пространстве и др.
Зажигание (возбуждение) производиться двумя способами. При первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят верх на расстояние 25 мм. Второй способ напоминает процесс, зажигая спички. При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении.
Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Положение и перемещение электрода при сварке
Положение электрода зависит от положения шва в пространстве. Различают следующие положения швов: нижнее, вертикальное и горизонтальное на вертикальной плоскости, потолочное. Сварку вертикальных швов можно выполнять сверху вниз и снизу вверх.
При сварке в нижнем положении электрод имеет наклон от вертикали в сторону направления сварки. Перемещение электрода при сварке может осуществляться способами "к себе" и "от себя".
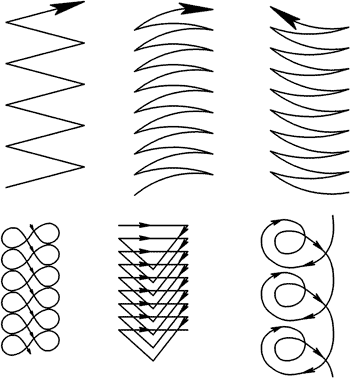
При отсутствии поперечных колебательных движений конца электрода ширина валика равна (0,8 - 1,5) d электрода. Такие швы (или валики) называют узкими, или ниточными. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве.
Получение средних швов (или валиков), ширина которых обычно не более (2 - 4) d электрода, возможно за счет колебательных движений конца электрода. Основные варианты колебательных движений конца электрода показаны на рисунке 2.
![Основные виды траекторий поперечных колебаний конца электрода]()
Рисунок 2. Основные виды траекторий поперечных колебаний конца электрода
Порядок выполнения швов
В зависимости от длины различают короткие (250 300 мм), средние (350 1000 мм) и длинные (более 1000 мм) швы.
В зависимости от размеров сечения швы выполняют однопроходными или однослойными, многопроходными или многослойными. Однопроходная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие грубой столбчатой структуры металла шва и увеличенной зоны перегрева. В случае многослойной сварки каждый нижележащий валик проходит термическую обработку при наложении последующего валика, что позволяет получить измельченную структуру металла шва и соответственно повышенные механические свойства шва и сварочного соединения.
Расположение слоев при многослойной сварке бывает трех видов наложения; последовательное каждого слоя по всей длине шва, "каскадным" способом и способом "горки". Оба последних способа применяют при сварке металла значительной толщины (более 20 25 мм). При выполнении многослойных швов особое внимание следует уделять качественному выполнению первого слоя в корне шва. Провар корня шва определяет прочность всего многослойного шва.
Подбор силы тока и диаметра электрода
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. При учете всех указанных факторов необходимо стремиться работать на максимально возможной силе тока.
Таблица 1 - Выбор диаметра электрода при сварке стыковых соединений
Толщина деталей 1,5-2,0 3,0 4,0-8,0 9,0-12,0 13,0-15,0 16,0-20,0 более 20 Диаметр электрода 1,6-2,0 3,0 4,0 4,0-5,0 5,0 5,0-6,0 6,0-10,0 Таблица 2 - Выбор диаметра электрода при угловых и тавровых соединений
Катет шва 3,0 4,0-5,0 6,0-9,0 Диаметр электрода 3,0 4,0 5,0 Силу сварочного тока определяют по формуле
где dэ - диаметр электрода (электродного стержня), мм;
j - допускаемая плотность тока, А/мм 2 .
Таблица 3 - Значения допускаемой плотности тока в электроде
Вид покрытия Допускаемая плотность тока j в электроде, А/мм2, при диаметре электрода dэ, мм 3 4 5 6 Рудно-кислое, рутиловое 14,0-20,0 11,5-16,0 10,0-13,5 9,5-12,5 Фтористо-кальциевое 13,0-18,5 10,0-14,5 9,0-12,5 8,5-12,0 При приближённых подсчётах величина сварочного тока может быть определена по одной из следующих формул:
k1, k2, α - коэффициенты, определённые опытным путём:
Ручная дуговая сварка покрытыми электродами (MMA)
Дуговая сварка покрытыми электродами - процесс, в котором источник тепла - электрическая дуга. Поджигание дуги между электродом с покрытием (с помощью держателя электрода) и свариваемой деталью (основным материалом) образует тепло, которое приводит к быстрому плавлению основного материала и электрода (сварочный материал).
![схема ручной дуговой сварки покрытыми электродами]()
Сварочная цепь
Сварочная цепь обязательно состоит из следующих элементов:
![элементы сварочная цепи]()
1. Источник питания
Источник питания подает ток достаточной силы для питания и поддержания горения электрической дуги, которая образуется между основным материалом и электродом.
Сварка электродами основана на принципе постоянного тока, то есть ток, подаваемый источником питания, не должен изменяться, когда электрод подносят к свариваемой детали. Таким образом, основное свойство источника - поддерживать постоянный ток в процессе изменения длины дуги, по мере приближения электрода к свариваемому участку: чем более постоянен ток, тем стабильнее дуга, тем проще работа сварщика. Внутри источника питания, обычно находится прибор, подстраивающий сварочный ток, механический (магнитный шунт или дроссель насыщения) или электронный (тиристорные или инверторные системы). Это различие может быть использовано для классификации сварочных аппаратов на три группы, в зависимости от технологии их производства: электромеханические сварочные аппараты, электронные сварочные аппараты (тиристорные), инверторные сварочные аппараты. Полярность выходного тока источника позволяет выделить 2 следующие категории: источник питания переменного тока и источник питания постоянного тока.
а). источник питания переменного тока
Выходной ток источника питания принимает форму гармонической волны, которая изменяет полярность через равные интервалы времени, с частотой 50 или 60 циклов в секунду (герц). Этот эффект достигается с помощью использования трансформатора, который преобразует ток сети в ток, подходящий для сварки. Подходит для электромеханических сварочных аппаратов.
![источники питания переменного и постоянного тока]()
б). источник питания постоянного тока
Выходной ток источника питания имеет форму непрерывной волны, которая достигается с помощью приспособления, выпрямителя, который расположен на базе трансформатора и может преобразовывать ток из переменного в постоянный.
Это типично для электронных (тиристорных) и инверторных источников питания.
Если в сварочной цепи используется постоянный источник питания, она может быть далее классифицирована в соответствии с методом подключения полюсов источника питания к свариваемому материалу:
Связь с прямой полярностью возникает, когда кабель зажима (с держателем электрода) подсоединен к отрицательному полюсу (-) источника питания и заземляющий кабель (с зажимом заземления) - к положительному полюсу (+) источника питания. Электрическая дуга концентрирует тепло и приводит к плавлению металла. В этом случае стержень электрода плавится и проникает в сварочное соединение.
![соединения с прямой и обратной полярностью]()
соединение с обратной полярностью
Связь с обратной полярностью возникает, когда кабель зажима (с зажимом электрода) подсоединен к положительному полюсу (+) источника питания и заземляющий кабель (с зажимом заземления) - к отрицательному полюсу (-) источника питания. Тепло электрической дуги в основном сконцентрировано на конце электрода.
Для разного рода тока используются электроды разного типа (постоянный или переменный) и, в случае с постоянным током, особой полярности. Таким образом, выбор электрода должен основываться на типе используемого источника питания. Неправильный выбор приведет к проблемам в стабильности дуги и к проблемам в качестве сварки.
2. Держатель электрода
Основная функция зажима электрода - поддерживать электрод, обеспечивая хороший электрический контакт для прохождения тока; а также обеспечивать достаточную электрическую изоляцию для сварщика.
3. Электрод с покрытием
Покрытый электрод состоит из сердцевины и покрытия, которые несут различные, но дополняющие друг друга функции: сердцевина электрода в основном функционирует как проводник для подачи электричества на дугу и как поставщик материала, который заполняет соединение; у покрытия, с другой стороны, основная функция - защищать сварочную ванну и стабилизировать дугу.
4-5. Зажим заземления и кабели (кабель зажима и заземляющий кабель)
Зажим заземления - это инструмент, который через заземляющий кабель обеспечивает замыкание электрической схемы между сварочным источником питания и свариваемым металлом. Зажим и заземляющие кабели, подсоединенные к зажиму электрода и зажиму заземления соответственно. Они позволяют создавать электрическое соединение между источником питания и основным материалом для сварки. Выбор сечения и длины кабеля должен быть основан на максимальном значении сварочного тока.
Форсаж дуги, горячий поджиг и устройства против прилипания
Сварочные источники питания могут включать в себя специальные устройства, функция которых - упрощать их использование. Эти устройства следующие: форсаж дуги (Arc Force), горячий поджиг (Hot Start) и устройства, предотвращающие прилипание (Anti-stick).
«Форсаж дуги» облегчает передачу капелек расплавленного материала от электрода в основной материал, предохраняя дугу от угасания, когда капли входят в контакт (например, создают короткое замыкание) между электродом и сварочной ванной.
«Горячий поджиг» помогает поджигать электрическую дугу с помощью подачи чрезмерного тока/сверхтока каждый раз при возобновлении сварки.
Устройство антиприлипания электрода автоматически выключает источник питания, если электрод прилипает к основному материалу, таким образом, позволяя убрать его вручную, без дополнительных усилий.
Электроды с покрытием
![электроды с покрытием]()
1. Характеристики
Электрод с покрытием состоит из сердцевины и покрытия:
сердцевина состоит из металлической проволоки со свойствами проводника, чье единственное назначение - подавать сварочный материал на деталь. Используемый материал зависит от основного материала: для углеродистых сталей, для которых сварка с электродами наиболее распространена, сердцевина выполнена из мягкой стали. Во время сварки сердцевина немного плавится, до плавления покрытия.
Он также содержит материал, который может очищать основной материал и компоненты, способствующие созданию сплавов при плавке. Выбор покрытия, таким образом, очень важен и зависит от характеристик, которыми должен обладать сварной шов. Покрытие также может содержать сварочный материал как порошок, чтобы увеличить количество наплавленного металла и тем самым производительность сварки. В этом случае используются электроды с улучшенными рабочими характеристиками.
2. Категории электродов
На рынке представлены различные типы покрытых электродов, и их химический состав оказывает влияние на стабильность электрической дуги, глубину проникновения, распределение материала, чистоту ванны, то есть на сферу их применения. В соответствии с типом покрытия, электроды подразделяются на:
электроды с кислотным покрытием
Покрытие этих электродов состоит изоксидов железа, железных сплавов магния и кремния. Они обеспечивают хорошую стабильность дуги, что делает их подходящими как для сварки постоянным, так и переменным током. Они образуют очень жидкую сварочную ванну, что делает невозможным сварку на месте. Кроме того, у них снижена способность очищать основной материал, и это может привести к появлению трещин.
Они не выдерживают высоких температур сушки, поскольку это может привести к остаточной влажности и таким образом, появлению водородных включений в сварном шве.
Покрытие этих электродов обязательно состоит из минерала, который называется рутил. Он на 95 процентов состоит из диоксида титана, очень стойкого соединения, которое обеспечивает оптимальную стабильность дуги и высокую текучесть сварочной ванны, что заметно улучшает внешний вид сварного шва. Функция рутилового покрытия, однако, заключается в том, чтобы обеспечить мягкую плавку, она легко осуществляется, и помогает образованию избыточного вязкого шлака, который обеспечивает хорошую текучесть в сварном шве, особенно в горизонтальной позиции. В этом случае шов выглядит аккуратным и ровным. К сожалению, эти покрытия также не очень эффективно очищают, поэтому они рекомендованы к использованию, когда основной материал не содержит большого количества примесей; более того, их невозможно хорошо осушить, поэтому в сварном шве образуется большое количество водорода.
В некоторых областях применения рутил сочетается с другим веществом, что типично для других покрытий, например, целлюлозных (рутилово-целлюлозных электродов) или флюоритовых (рутил-основных электродов). Обычно они предназначены для получения электрода со стабильной дугой, которая делает сварку более производительной.
Стабильность дуги - это свойство, позволяющее использовать электрод как для сварки постоянным, так и переменным током с прямой полярностью. Чаще всего они используются для сварки тонких изделий.
Покрытие этих электродов в основном состоит из целлюлозы, смешанной с железными сплавами (магний и кремний). Покрытие практически полностью превращается в газ, тем самым, позволяя сваривать в нисходящей вертикальной позиции, чего нельзя достичь при использовании других типов электродов; высокий уровень газификации целлюлозы снижает количество шлака в сварном шве. Образование большого количества водорода (образованного из определенного химического соединения покрытия) обеспечивает «горячую» сварную ванну, с плавлением значительного количества основного материала; таким образом, возможно достичь получения швов с высоким уровнем проникновения и небольшим количеством шлака в ванне.
Механические свойства сварного шва оптимальны; однако выглядит он не очень аккуратным, поскольку практически отсутствует жидкая защита покрытия, и это не позволяет сформироваться ванне во время затвердения.
Учитывая низкую стабильность дуги, обычно используется постоянный сварочный ток с обратной полярностью.
Покрытие этих электродов состоит из оксидов железа, железных сплавов и в первую очередь карбонатов кальция и магния, из которых с добавлением фтористого кальция, получается флюорит - минерал, используемый для облегчения плавки. У них высокая способность очищать основной материал, поэтому достигается высокое качество сварных швов со значительной механической прочностью. Эти электроды также выдерживают высокие температуры сушки, и не загрязняют ванну водородом. Флюорит делает дугу очень нестабильной: ванна менее жидкая, часто повторяются короткие замыкания, из-за переноса больших капель сварного материала; дуга должна постоянно быть очень короткой из-за низкой летучести покрытия; все эти свойства позволяют применять подобные электроды только опытным сварщикам. На сварных швах образуется твердый шлак, который трудно очистить. Для продолжения сварки он должен быть полностью удален. Эти электроды подходят для горизонтальной, вертикальной и верхней сварки.
Что касается сварочного тока, то рекомендуется использование источников питания постоянного тока с прямой полярностью. Электроды с основным покрытием отличаются большим количеством выделяемого материала и хорошо адаптируются для сварки соединений большой толщины. Они очень гигроскопичны, и хранить их нужно в сухом месте в герметично закрытом контейнере. Если это невозможно, мы рекомендуем вновь просушить электрод перед использованием.
Читайте также: