Сварка полиэтилена и полипропилена
Обновлено: 17.05.2024
Для сварки полиэтилена и полипропилена, а также изделий из данных материалов подходит большинство известных способов, наиболее часто применяется сварка горячим воздухом (феном), сварка ручным экструдером и сварка при помощи нагревательного элемента встык.
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS - Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердый PP | 200-230 200-240 | 210-240 210-250 | 350-400 350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
Сварка листовых пластиков

Сварка пластиков – это наиболее удобный и наименее дорогой способ соединения пластиковых элементов. В некоторых случаях альтернатив и вовсе не бывает (когда соединение при помощи клея невозможно). К тому же, горячая сварка пластиков выполняется массово, как специалистами в промышленных организациях, так и обычными людьми, по мере необходимости. Конечно, при наличии всего сопутствующего инструмента, с учетом развития отрасли и распространения фирменных аксессуаров нет никаких проблем.

Есть огромное количество способов сварки полимеров. Большинство из них можно сразу разделить на пару условных групп: сварка при помощи нагрева и без помощи аппаратов горячего воздуха. Наиболее активно используемый метод, это нагрев материала до вязкотекучего состояния. Но даже в этом случае используется несколько видов нагрева и приборов:
Световое или лазерное излучение
Ток высокой частоты
Все полимеры также дополнительно разделяются на термопласты и реактопласты. Термопласты прекрасно подходят для сварки, так как не меняют свой состав в процессе нагрева, а после остывания принимают еще и обратно все свои физические свойства. Реактопласты, наоборот, принимают свои свойства единственный раз во время изготовления и больше их нельзя подвергать нагреву, после которого их структура не восстанавливается.
При взаимодействии с нагревающим элементом, структура термопласта становится мягкой и податливой, при этом происходит смешение двух отдельных объектов термопластов в один единый. Так образуются неразрывные швы высокой прочности.
Сварка нагревающими аппаратами
Одним из самых простых способов передачи тепла является прямой контакт свариваемых поверхностей пластиков с самим нагревательным прибором или (в случае воздушных аппаратов) нагретых струй воздуха. Из-за простоты техпроцесса и доступности аппаратов, и аксессуаров к ним, они широко распространена.
Вначале проходит разогрев, в качестве первого этапа. При этом оплавленные края надежно соединяются между собой.
Контакт нагретых пластиков и свариваемых деталей удерживается с определенным усилием на какое-то время.
Во время разогрева необходимо, чтобы контактируемые поверхности имели проплавление на определенную глубину. Это также нужно для того, чтобы избежать работы с любыми неровностями поверхностей.

Существует перечень технологических параметров сварки пластмасс:
Температура нагревательного элемента (или среды)
Усилие прижатия инструмента к детали
Усилие сжатия свариваемых деталей
Продолжительность давления после окончания сварки
Чрезвычайно важно максимально очистить контактирующие поверхности для нанесения качественного шва. Т.к. вкрапления иных материалов, грязи, пыли внутрь шва негативно скажутся на его надежности. Если поверхность покрыта маслянистыми выделениями, их удаляют соответствующими растворителями (безопасными для самого полимера). Если отчистить невозможно, или край объекта слишком неровен, его просто срезают для образования ровного, чистого среза.
Сварка нагретым газом
При сварке газом все тепло идет от нагретого газа, который уже передает его, выходя из сопла аппаратов и термофенов самых разных конструкций. При этом, в качестве теплоносителя выступает, как правило: аргон, углекислый газ, азот и, конечно же, воздух. Выбор газа зависит именно от свойств пластика, который будет подвергаться сварке. Например, некоторые виды пластиков сильно подвержены действию кислорода, и поэтому более качественные швы получаются при выборе газа, наподобие аргона.
Технология сварки пластиков газом предусматривает два варианта: при использовании присадочного материала и без его использования. Когда используется пруток, его диаметр, обычно, составляет 2 – 6 мм. Присадку обязательно изготавливают из того материала, который планируется сваривать. В некоторых случаях, в пруток добавляют специальные пластификаторы, повышающие качество сварки.
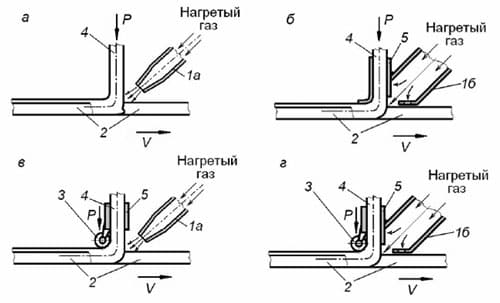
На схеме показаны: а - сварка без насадок, б - сварка с насадкой для твердых термопластов, в - сварка с насадкой для мягких термопластов, г - сварка с насадкой для твердых и мягких термопластов. 1а - стандартное сопло, 1б - производительное сопло, 2 - основной материал, 3 - прижимной ролик, 4 - присадочный пруток, 5 - направляющий канал, P - направление давления на присадочный материал, V - направление сварки.
К основным технологическим параметрам сварки газом с использованием прутка относятся:
Расход и уровень температуры газа
Используемые материалы и размеры сечения прутка
Угол наклона подаваемого прутка
Усилие прижима присадки
Угол нагревающего аппарата к плоскости детали
Скорость производимых сварочных работ
Температура газа на выходе не должна превышать на 50 – 100 градусов Цельсия выше, чем температура вязкотекучести полимера. Расстояние между соплом и материалом должно быть 5 – 8 мм и удерживаться статично, на протяжении всего процесса сварки.
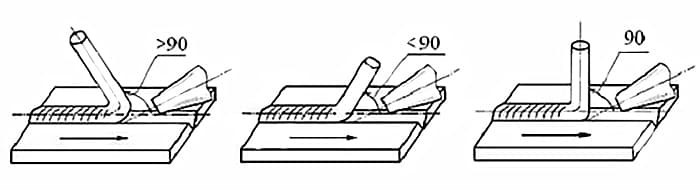
При угле наклона прутка свыше 90 градусов, материал положенный в шов будет удлиняться и может повредиться при охлаждении. При угле менее 90 градусов пруток будет нагреваться быстрее полимерного материала, при этом увеличится расход прутка, а в шве возникнет внутреннее напряжение. Прочность подобного шва может уменьшаться.
Угол наклона оси горелки к плоскости изделий составляет 55-65 градусов, а затем уменьшается до 45 градусов. При этом струя газа направлена на основной материал, т.к. его масса свыше массы прутка. Скорость сварки может сильно колебаться и доходить вплоть до 15 м/ч.
Сварка экструдером
Возможен и другой вид сварки, при помощи экструдера, которая производится готовым расплавом. И вместо специальной «прожарки» сразу используется тепло расплавленного присадочного материала, создающего шов.

Сварка осуществляется только если температура расплава находится на 50 градусов выше, чем температура свариваемого основного материала. Существует два типа сварки: бесконтактный и контактный.
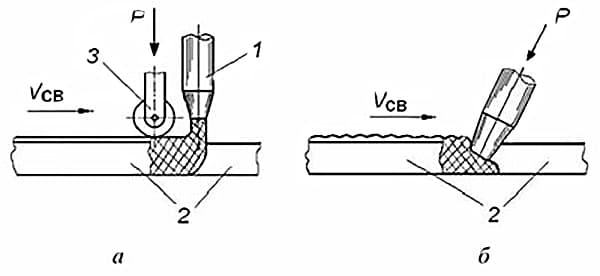
При бесконтактном способе прижим осуществляется специальным валиком, тогда как при контактном способе это происходит при давлении самой насадкой экструдера, как и показано на рисунке.
Сварка полиэтилена и полипропилена (ПЕ, ПП)
Такие материалы как полиэтилен и полипропилен являются самыми часто встречаемыми термопластами, что обусловлено их основными свойствами. Это распространенные полимеры, которые стоят недорого, легко свариваются с применением горячих видов сварки. Область применения данных полимеров также огромна, от пленок и труб, до изоляции, деталей для строительства и даже пищевых емкостей и контейнеров.
Важно отметить, что для ПП и ПЕ подходят далеко не все виды сварки. Так, к примеру, нельзя произвести сварку токами высокой частоты, а также при использовании растворителей, что обусловлено структурой этих материалов. А вот использование аппаратов горячего воздуха (или экструдеров) наоборот, приветствуется.
Сварка пластика с использованием растворителей
Существует еще один тип сварки для полимеров, при использовании растворителей. Для этого специалисту потребуется выполнить определенный ряд действий: смачивание свариваемых краев в растворителе, ожидание пока материал разбухнет под химическим действием и станет мягким, использование давления для сцепления и отвердевания сварочного шва. Такой вид сварки используется совокупно с аморфными полимерами, которые хорошо подходят для этой задачи. Материалы имеющие кристаллическую структуру, как правило, также имеют высокую сопротивляемость растворителям.
Для смачивания двух поверхностей, как правило, используют обычную губку или другой, схожий материал. Количество растворителя не должно быть большим, чтобы не вызывать разрушающих материал подтеков. Сразу после смачивания и размягчения, обе поверхности должны быть немедленно присоединены друг к другу. Иногда также используют дополнительный нагрев для ускорения испарения растворителя. В целом, сварка пластиков методом растворителей проста и дешева, однако из-за ядовитых паров от самих растворителей, применяется редко, фактически, только в тех случаях, когда другие методы не работают.
Как соединить пнд трубу с полипропиленовой трубой: через фитинги, муфты и фланцы
Новые инженерные системы все чаще создаются при использовании трубопроката из полипропилена и полиэтилена низкого давления. Нередко трубопроводы из ПП и ПНД приходится соединять между собой. Это позволяет не демонтировать уже проложенные коммуникации из полиэтилена низкого давления.
Поэтому полезно будет узнать, как соединить ПНД трубу с полипропиленовой трубой при модернизации и ремонте существующей сети. Информация особенно пригодится начинающим мастерам.
Виды стыковки
Популярный способ производства современных трубных изделий — использование стиролов. Материалы позволяют изготавливать прочные, устойчивые перед агрессивными средами трубопроводы.

Пластиковый водопровод
Они применяются при монтаже водопровода с горячей и холодной водой. При этом существует несколько методов стыковки пластикового трубопроката.
ПП трубопроводы
Трубопроводные полипропиленовые детали соединяются между собой с помощью пайки. В этом случае стыкуемые элементы системы нагреваются с помощью специального сварочного оборудования. Его обычно называют паяльников или утюгом.
Разогрев ПП деталей осуществляется до 260 градусов. Потом один элемент вставляется в другой. Свариваемый участок фиксируется в неподвижном положении, пока не произойдет остывание расплавленного полимера.
Стыковка с другими видами трубопроката выполняется при использовании специальных комбинированных муфт. Они представляют собой ПП изделия, с одной стороны которых впрессована металлическая втулка с наружной или внутренней резьбой.
Другой конец фитинга имеет вид патрубка из полипропилена. Именно эта часть спаивается с ПП трубой. Другая сторона муфты позволяет выполнить резьбовое соединение с трубопроводом из иного материала или с сантехнической арматурой.

Набор фитингов
Производители выпускают ПП комбинированные муфты с гранями под ключ. Такие фитинги сначала накручиваются или вкручиваются в трубопровод из другого материала, а потом свариваются специальным паяльником с ПП трубой.
Для стыковки разнородных труб также применяются американки. Это разборные соединительные элементы с накидной гайкой и уплотнительным материалам.
Они изготавливаются только из металла с резьбами на обоих концах или имеют с одной стороны патрубок из полипропилена. Американки затягиваются при минимальных усилиях.
ПНД трубопроводы
Участки трубопровода из полиэтилена низкого давления соединяются с помощью создания сварного шва или фитингов. Во втором случае герметичность стыка зависит от качества соединительных элементов и соблюдения технологии монтажа.

Монтаж водопровода
Сварной шов создается при использовании специального оборудования. Монтаж выполняется с помощью электромуфты или методом «стык в стык». Применение сварки подразумевает создание неразъемного соединения.
Чтобы стык можно было разобрать при необходимости, применяют специальные герметичные детали. Это недорогие ПНД фитинги многократного использования. В их конструкции присутствует прижимная гайка, от степени затягивания которой зависит герметичность соединения.
Производятся также специальные фитинги для соединения трубопроводов из разнородных материалов. Такие элементы на одном конце имеют резьбу, а другая их сторона представляет собой гладкий патрубок из ПНД с прижимной гайкой.
Существуют и другие варианты стыковки трубопроводов из разных материалов. Они будут описаны ниже.
Соединение труб ПНД и полипропиленовых между собой
Выполнить соединение ПНД и полипропиленовой трубы с помощью сварочного оборудования не получится. Смешивание разных полимеров станет причиной деформации стыка из-за появления трещин. Для соединения разнородных материалов применяются другие способы.
Резьбовые фитинги
Для монтажа соединительного резьбового модуля на концах труб из полиэтилена и полипропилена применяется сварка. Специальное оборудование предназначено для расплавления полимера. Это позволяет получить монолитный шов.

Муфта резьбовая соединительная
В начале процесса соединительный элемент разбирается. Потом одна его часть припаивается к концу трубопровода из полипропилена, а другая половина соединяется при помощи сварки с полиэтиленовой частью.
Эти действия позволят создать стык, который при необходимости всегда можно будет разобрать. Если же нужно выполнить неразъемное соединение, применяются специальные модули с закладными нагревающимися деталями.
Цанговые муфты
Для создания разборного стыка между отводами из ПП и ПНД применяются цанговые муфты. В состав такого модуля входит цанга, зажимная гайка, стопорное кольцо, резьба и ответная часть.

Цанговая муфта
Производители выпускают разные виды цанговых муфт. В начале процесса каждая из них разбирается. Потом цанга вставляется в полиэтиленовую трубу и зажимается стопорным кольцом при затягивании гайки без лишних усилий. В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы.
На следующем этапе ответная часть цанговой муфты фиксируется паяльником на полипропиленовом трубопроводе. В завершение выполняется резьбовое соединение при использовании фум ленты, которая исключает возникновение протечек.
Фланцы
Распространенным способом соединения полипропиленовых труб с трубопроводами из полиэтилена низкого давления является использование фланцев.

Муфта соединительная фланцевая
Такие трубопроводные элементы применяются для стыковки коммуникаций большого диаметра. Дополнительно в работе используется втулка, позволяющая провести фиксацию фланцев.
Стыковка выполняет поэтапно:
- втулки привариваются к концам разных труб/соединяются прижимной гайкой;
- фланцы разъединяются;
- соединительные элементы фиксируются на приваренных втулках;
- фланцы соединяются между собой при помощи болтов и гаек.
Во время создания стыка используется уплотнительный материал. Это прокладка из резины. Она вставляется между фланцами, представляющими собой прочные металлические детали. Они выдерживают механические воздействия, перепады температуры и устойчивы перед коррозией.
Вывод и видео по теме
Видео поможет понять, как соединить трубу ПНД с полипропиленовым трубопроводом. Для этого можно использовать разные способы. Подходящий выбирается, исходя из условий монтажа, особенностей коммуникации и доступности материалов.
Сварка пластмасс
Сварка - наиболее экономичный, технологичный, а зачастую и безальтернативный способ соединения деталей из пластмасс. Сварка пластиков не только обеспечивает высокое качество соединений, но и легко реализуется в самых различных условиях - как массового, так и единичного производства, в промышленности и быту.

Сварка пластмасс

Существует большое количество способов сварки пластиков. Все их можно условно разделить на две группы: соединение деталей путем нагрева их поверхностей до вязкотекучего состояния и сварка без использования нагрева или с нагревом, но ниже температуры вязкотекучести - с помощью растворителей.
Наибольшее распространение получила сварка с нагревом до температуры вязкотекучести. В зависимости от вида потребляемой энергии, способа ее преобразования и ввода в контактную зону, существуют следующие виды сварок пластмасс с нагревом:
- нагретым газом;
- расплавленной присадкой;
- нагретым инструментом;
- световым, инфракрасным или лазерным излучением;
- ультразвуком;
- трением;
- токами высокой частоты.
По своему поведению при нагревании и способности к свариваемости с помощью тепла, полимеры подразделяются на термопласты и реактопласты. Первые при нагреве до вязкотекучего состояния не претерпевают сколько-нибудь существенного химического изменения. Их можно многократно нагревать, доводить до размягчения и снова возвращать в исходное состояние без нарушения их структуры и свойств. Большинство полимером относятся к термопластам. Реактопласты, при переработке в изделие, под воздействием нагрева претерпевают необратимые изменения и навсегда теряют способность переходить в вязкотекучее состояние. Их нельзя сваривать нагревом.
Процесс сварки полимеров состоит из нескольких последовательных этапов:
- подвода и преобразования энергии, обеспечивающей активацию свариваемых поверхностей;
- взаимодействия активированных поверхностей при контакте друг с другом;
- формирования структуры материала в зоне контакта.
Стадия взаимодействия свариваемых зон является самой важной для прочности соединения. При вязкотекучем состоянии происходит перемешивание слоев расплава, в результате чего граница раздела исчезает, и обеспечивается более высокая прочность соединения, чем при высокоэластичном состоянии. Соединение образуется быстро, особенно при таких видах сварки, как ультразвуковая и высокочастотная.
Сварка нагретым инструментом
Самым простым способом подвода тепловой энергии является контакт свариваемых поверхностей пластмасс с нагретым инструментом. Благодаря простоте технологического процесса, дешевизне оборудования и оснастки, сварка нагретым инструментом, называемая также контактно-тепловой или термоконтакной сваркой, используется очень широко. Ее применяют для соединения труб, изготовления различных емкостей, деталей машин, конструкций и т.п.
Наибольшее применение нашел способ прямого нагрева. Соединение при нем образуется в два этапа:
- разогрев (оплавление) соединяемых поверхностей плотно прижатым нагретым инструментом для сварки;
- контакт нагретых поверхностей свариваемых деталей с определенным усилием и выдержка под давлением до охлаждения деталей.

Этапы сварки полимерных труб
Разогрев должен обязательно приводить к оплавлению свариваемых торцов на определенную глубину. При этом расплавляются все неровности, и обеспечивается плотный контакт деталей, необходимый для перемешивания слоев материала и образования прочного соединения.
Время между удалением инструмента и сжатием свариваемых деталей должно быть как можно меньше, в противном случае снижается прочность шва из-за быстрого охлаждения свариваемых поверхностей.
К основным технологическим параметрам сварки пластмасс нагретым инструментом относятся:
- температура нагревателя;
- продолжительность нагрева;
- давление оплавления (усилие прижатия инструмента к детали);
- давление осадки (усилие сжатия свариваемых деталей);
- продолжительность выдержки давления после сварки.
В нижеследующей таблице приведены примерные параметры режима сварки полипропиленовых и полиэтиленовых труб нагретым инструментом.

Режим сварки полипропиленовых и полиэтиленовых труб
Перед сваркой контактирующие поверхности деталей необходимо очистить от посторонних веществ и загрязнений, препятствующих соединению - пыли, масла и др. Для обезжиривания могут использоваться ацетон или спирт. При необходимости применяется торцовка (срез неровностей соединяемых кромок) с удалением образовавшейся стружки.
В некоторых случаях рекомендуется путем механической зачистки удалять верхний слой, насыщенный окисленным полимером и другими продуктами окисления, образовавшимися под действием солнечного света и кислорода воздуха.
Кроме способа прямого нагрева, когда нагретый инструмент непосредственно контактирует со свариваемой деталью, применяется и сварка косвенным нагревом (с использованием промежуточного материала, подвергаемого нагреву), а также сварка с закладными нагревателями. В последнем случае в соединяемую часть (электромуфту, например) закладывается нагревательный элемент (специальная металлическая проволока), нагревающийся при пропускании через него электрического тока и расплавляющий окружающий его полимер.
Оборудование для сварки нагретым инструментом. К наиболее простому оборудованию для сварки нагретым инструментом относятся сварочные аппараты для сварки полимеров, предназначенные для сварки труб встык и враструб. Первые используются для оплавления плоских поверхностей, чаще всего торцов труб при стыковой сварке. Однако их можно использовать для сварки любых деталей, имеющих плоскую контактную поверхность.

Аппараты для сварки полимерных труб встык

Аппарат для сварки полимерных труб враструб
Работа со сварочными аппаратами для сварки встык проста. После установки температурного режима и разогрева инструмента, подготовленные кромки соединяемых деталей прижимаются к разогретой поверхности с двух сторон. После разогрева и оплавления поверхностей, детали прижимаются друг к другу с определенным усилием и выдерживаются в таком положении до охлаждения шва (подробнее см. в статье Сварка полиэтиленовых труб).
У аппаратов для сварки враструб происходит разогрев наружной поверхности трубы и внутренней поверхности фитинга или раструба трубы. Диаметры нагревательных втулок (муфт) и штифтов (дорнов) подобраны таким образом, чтобы при соединении трубы с фитингом обеспечивался натяг, необходимый для образования прочного и герметичного соединения. После установки температурного режима и разогрева инструмента, соединяемые детали трубопровода устанавливаются с двух сторон на нагретую оправку - фитинг надевается на штифт (дорн), труба вставляется во втулку (муфту). После выдержки необходимого для нагрева времени, детали снимаются с оправки и соединяются друг с другом (подробнее см. в статье Сварка полипропиленовых труб).
Нередко для сварки пластмасс используют обычные электропаяльники, которые особенно хорошо подходят для разогрева кромок маленьких деталей.
Сварка нагретым газом
При сварке нагретым газом, разогрев соединяемых деталей осуществляется теплом газов, исходящих из сопла горелок или термофенов (строительных фенов) различных конструкций. В качестве газа-теплоносителя могут использоваться воздух, аргон, углекислый газ, азот, продукты горения горючих газов.
Вид используемого газа зависит от свойств свариваемых пластмасс. Наиболее экономичным является воздух. Для пластмасс, сильно подверженных воздействию кислорода, наиболее высокую прочность соединения обеспечивают азот и аргон.
Благодаря дешевизне оборудования, возможности соединять детали любых размеров и конфигураций, простоте и удобству пользования, сварка нагретым газом используется очень широко. С ее помощью сваривают в основном конструкции из материала толщиной от 1,5 мм - трубы, химическую аппаратуру, всевозможные емкости и пр.
Технология сварки пластмасс нагретым газом предусматривает два способа получения соединения: с применением присадочного материала и без использования присадочного материала.
В первом случае в качестве присадки используется пруток диаметром 2-6 мм или полоса. Присадка изготавливается из того же материала, что и соединяемые детали. Иногда для повышения пластичности и текучести в неё добавляют пластификаторы.

Схемы сварки пластмасс присадочным прутком: а - сварка без насадки, б - сварка с насадкой для твердых термопластов, в - сварка с насадкой для мягких термопластов, г - сварка с насадкой для твердых и мягких термопластов. 1а - стандартное сопло, 1б - производительное сопло, 2 - основной материал, 3 - прижимной ролик, 4 - присадочный пруток, 5 - направляющий канал, P - направление давления на присадочный материал, V - направление сварки.
К основным технологическим параметрам сварки нагретым газом с использованием присадочного материала относятся:
- расход и температура газа;
- материал и размеры сечения присадочного прутка;
- угол наклона подаваемого в разделку прутка;
- усилие прижима присадки;
- угол наклона горелки к плоскости детали;
- скорость сварки.
Температура газа на выходе из сопла должна быть на 50-100°C выше температуры вязкотекучести свариваемого материала.
Расстояние между поверхностью сварного шва и соплом наконечника нужно поддерживать постоянным, равным 5-8 мм.
При угле наклона присадочного прутка больше 90° пруток, уложенный в шов, удлиняется (при охлаждении может лопнуть). Так сваривают полипропилен. При угле наклона меньше 90° пруток разогревается быстрее основного материала и на участке большей длины. Расход прутка увеличивается из-за его осадки при укладке в шов. При этом в шве возникают внутренние напряжения из-за продольного сжатия, и пруток изгибается с образованием на его поверхности волны. Прочность сцепления прутка с кромками уменьшается, и его можно легко отделить. Перед сваркой пруток нагревают, отгибают под прямым углом и охлаждают на воздухе.

Наклон присадочного прутка

Сварка нагретым газом
Угол наклона оси горелки к плоскости изделий в начале сварки должен составлять 55-65°, в дальнейшем уменьшаться до 45°.
Струя газа должна быть направлена на основной материал, поскольку его масса больше массы присадочного материала.
Скорость сварки колеблется в широких пределах в зависимости от марки свариваемого материала и его толщины и может составлять от 4 до 15 м/ч.
Стыковые швы материала толщиной менее 4 мм выполняют без разделки кромок. В отношении более толстых материалов применяют одностороннюю или двухстороннюю разделку.
Горелки и термофены. В качестве оборудования для сварки нагретым газом применяются газовые горелки и термофены, в которых газ-теплоноситель нагревается в результате сгорания горючего газа или от нагревательного элемента, по которому пропускается электрический ток. Сварка пластиков феном, благодаря своей простоте, удобству пользования и дешевизне, широко используется в домашних условиях. Термофены бывают двух типов: с подачей газа от внешнего источника (компрессора, баллона или сети) и с вентилятором, вмонтированным в корпус самого фена.

Термофен с вентилятором и термофен с подачей газа от внешнего источника
Для оптимального распределения газа по сварному шву применяются различные насадки.
Сварка экструдером
При сварке термопластов расплавом, для образования шва используется теплота расплавленного присадочного материала, подаваемого в зону сварки из специального аппарата. В качестве последнего используются экструдеры или пистолеты с нагревателем, через которые непрерывно подается присадочный пруток.

Схема работы сварочного экструдера

Сварочный экструдер
Для того чтобы сварка могла осуществляться, температура выходящего расплава должна быть на 40-50°C выше температуры текучести свариваемого материала.
Схема сварки расплавом может быть бесконтактной и контактно-экструзионной. При первой аппарат для сварки не контактирует со свариваемыми деталями, прикатка присадки осуществляется прижимным роликом. При контактно-экструзионной сварке сопло инструмента касается соединяемых деталей. При такой схеме уменьшаются потери тепла, обеспечивается теплопередача от инструмента к свариваемым деталям (в дополнение к теплу присадки) и не требуются дополнительные прижимные устройства.

Схема бесконтактной (а) и контактно-экструзионной (б) сварки расплавом: 1 - мундштук экструдера, 2 - свариваемые детали, 3 - прикатывающий ролик.
Сварка полиэтилена и полипропилена
По разнообразию областей применения и масштабам промышленного производства, полиэтилену и полипропилену принадлежит первое места среди всех остальных термопластов. Это обусловлено целым рядом факторов - ценными техническими свойствами материалов, легкостью их переработки в различные изделия, наличием дешевого сырья. Область применения этих материалов огромна: изготовление труб, пленок, изоляции, строительных деталей, контейнеров, емкостей и множества других изделий.
Для полипропилена и полиэтилена подходят не все способы сварки. В частности, невозможна сварка полиэтилена и полипропилена токами высокой частоты - из-за особенностей поведения их молекул в электрическом высокочастотном поле. Не свариваются они и растворителями - из-за слабого набухания в них.
Для полиэтилена, относящегося к мягким пластмассам, не подходит ультразвуковая сварка из-за малого модуля упругости и высокого значения коэффициента затухания ультразвуковых колебаний.
Наиболее широко для сварки полипропилена и полиэтилена применяется сварка нагретыми инструментами, газами и расплавленной присадкой (экструдерами).
Сварка пластмасс с помощью растворителей
Сварка растворителями представляет собой ряд последовательных операций: смачивание соединяемых поверхностей растворителем, ожидание пока полимер набухнет и станет липким, приведение деталей в контакт и выдержка под давлением до того момента, когда шов затвердеет. Сварка пластмасс с помощью растворителей обычно используется для соединения пластмассовых деталей из аморфных термопластов, так как частично кристаллические термопласты имеют хорошую стойкость к действию растворителей.
Обе пластмассовые детали просто прижимают к губке или войлочной прокладке, предварительно пропитанной растворителем. Количество растворителя должно быть минимальным, чтобы исключить образование потеков и возможно трещин. После нанесения растворителя пластмассовые изделия должны быть немедленно приведены в контакт и выдержаны в таком состоянии короткое время для набухания без чрезмерной потери легколетучего растворителя. Затем детали сжимаются и под давлением находятся в течение требуемого времени, от нескольких секунд до нескольких минут в зависимости от конструкции соединения и выбранного растворителя. После, в течение нескольких часов соединение достигает прочности соединяемых материалов. Для ускорения испарения растворителя может быть использован нагрев деталей.
Подлежащие соединению с помощью растворителя пластиковые изделия должны быть отлиты под давлением с минимальными остаточными напряжениями, и они во многих случаях подвергаются отжигу перед сборкой. Литники должны быть расположены вдали от зон соединения.
Сварка с помощью растворителя - относительно простой и недорогой метод, но из-за вреда растворителей для здоровья он применяется только в тех случаях, когда другие методы сварки непригодны.
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Оборудование для сварки пластмасс
Для проведения широкомасштабных работ (например, для создания покрытий парников большой площади или при коммерческой деятельности) рекомендуется использовать профессиональные устройства сваривания полиэтилена. Достоинства этих приборов в том, что они позволяют проводить гибкую настройку параметров давления, температуры, скорости движения по шву. Если ведется работа с одинаковой партией полиэтилена, то один раз задав необходимые значения, можно вести процесс сварки с большой скоростью.
Устройства для сваривания часто имеют задающие и натяжные ролики, позволяющие протягивать соединяемые полотна пленки с одинаковой скоростью, что благотворно влияет на итоговое качество шва.

Промышленные приборы выпускаются различного типа. Они могут иметь контактный нагрев или нагрев, осуществляемый горячим воздухом.
Действия с большими площадями материала экономически выгодны при выборе соединения методом сварки, так как нет потребности в клеящих веществах или скотче. Производительность и точность работ значительно возрастает. Невысокая температура плавления и податливость материала позволяет проводить соединение методом сваривания в домашних условиях. Получаемая прочность стыка в основном зависит от температуры и чистоты соединяемых поверхностей.
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Сварка с прутком
Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Все стыки должны подгоняться без образования щелей или зазоров. Качественный шов без использования специального оборудования очень трудно. Обычный фен сделать это не способен из-за значительной толщины линолеума.
Требуется специальное приспособление и оборудование. Перед свариванием прутком кромки необходимо подготовить, расплавленный пруток обеспечит их надежное соединение. Образовавшиеся наплывы удаляют специальным ножом.
Сварка при помощи паяльника
Для скрепления пленки в бытовых условиях подходит и обычный электрический паяльник. На его жало лучше всего надеть наконечник с ученическим или плакатным пером, выполненный из металла. Если полимер прожигается насквозь, наконечник слегка сдвигают с жала прибора – так уменьшается площадь теплоотдачи.
Пайка получается более надежной, если укрепить на паяльник специальные ролики. У наконечника до упора стачивается жало, в центре торца вырезается паз, для чего используют ножовку. Вам понадобится медный диск с диаметром 1 см (те, кто всерьез озаботится сооружением такого прибора, могут выточить его самостоятельно).
Просверлите отверстие диаметром примерно 5 мм для крепления оси, диск вставьте в сделанную прорезь и закрепите. Он должен свободно вращаться. Чтобы сварочный шов получился ровным, ведите его по линейке. Аппарат надо вести до той точки, где шов кончается, не отрывая, с нажимом. Чаще такой подход применяют для запайки пакетов. Чтобы получить красивый шов, немного потренируйтесь на ненужных кусках.
Сварка полиэтилена с помощью нагревательного элемента (Butt Welding)
Сварка полиэтилена с помощью нагревательного элемента (называемая также сваркой встык) применяется для сварки плит, блоков и других профилей полуфабрикатов. Чрезвычайно широко данный вид сварки применятся для сварки трубопроводов из термопластов. В отличие от предыдущих двух способов сварки данный метод не требует использования присадочного материала.
Для сварки с помощью нагревательного элемента применяются т.н. машины для сварки встык, принцип действия которых (разогрев с помощью нагревательного элемента различной формы) одинаков, и отличающиеся между собой лишь типом привода (ручной, механический, пневматический и т.д.), передающего сдвижное усилие на свариваемые элементы. Кроме того, машины для сварки встык могут отличаться комплектацией специальным оборудованием и всевозможными опциями- например для сварки листов под углом, для сворачивания свариваемых листов.
Некоторые виды стыковых сварочных машин помимо ПЭНД позволяют сваривать также ВМПЭ и СВМПЭ.
При сварке полиэтилена встык необходимое тепло подводится непосредственно от подогревающего элемента в зону сварки соединяемых поверхностей. При этом достигается более благоприятное распределение тепла, так что ни одна из зон материала не нагружена теплом больше, чем другая. Кроме этого стыкующиеся поверхности подогревающего элемента должны быть чистыми и полностью прилегать. Такой вид сварного шва показывает небольшое внутреннее напряжение и его можно нагружать практически также, как и исходный материал.
Применение паяльника для сваривания пленки
Соединение листов полиэтилена с помощью обычного паяльника (40-60 Вт) позволяет получить прочный шов, при этом потребуется незначительная доработка инструмента. Использование паяльника без специальных насадок не даст качественного результата. Стык будет неравномерным, возможно образование мест растекания материала.
Схема сваривания пленки.
Для получения хорошего результата и сварки значительных по длине стыков потребуется использование дополнительных приспособлений. Существует несколько вариантов доработки паяльника.
Берется обычный паяльник, затем у него удаляется окончание жала. При помощи ножовки создается пропил. После этого в пропил вставляется пластина из меди или алюминия, которая закрепляется заклепкой. Поверхность пластины обрабатывается, ее края скругляют надфилем. Сваривание ведется путем небольшого прижима паяльника под углом 45° и равномерного движения им.
Температура и прижим выбирается опытным путем. Во время создания стыка рекомендуется подложить под нижний слой пленки ровную деревянную или текстолитовую подложку, а паяльник центровать по ровному бруску. В некоторых случаях между пластиной и пленкой помешают тонкую бумагу. Это актуально, если ведется сварка тонкой пленки. После создания шва бумагу аккуратно отделяют.
Примерный образец насадки показан на рис.1 (1 – пластина; 2 – паяльник и его стержень).
Схема ультразвуковой сварки.
Возможна установка диска в отдельную трубочку-наконечник, а она, в свою очередь, надевается на жало паяльника. Сварка кусков пленки ведется путем прокатывания разогретого паяльника на требуемое расстояние. Величина прижима регулируется в зависимости от проваривания шва. Данный метод позволяет проводить значительный объем работ.
Пайка пленки своими руками
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой.
Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто.
Соединение получается надежным и прочным, можно сварить небольшие диаметры.
Сварка встык
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют.
Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер.
Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха.
Желательно на торцах снимать фаску.
Инструменты и приборы
Спайка утюгом
Это достаточно простой способ соединения частей полотен, ведь бытовые утюги есть почти в каждом доме.
Чтобы соединить полиэтилен таким способом, нужно установить на стол деревянный брусок. На этой своеобразной подставке располагаются края соединяемых полотен.
Они должны выступать от кромок бруска миллиметров на двадцать. Сверху полиэтилен накрывается листом тугоплавкого материала (целлофана, фторопластовой пленки).
Ускорить формирование шва можно последующим охлаждением. Для этого после воздействия высоких температур стык обрабатывается мокрой тряпкой.

При проведении по месту соединения утюг наклоняется на пять градусов. Продвигать его нужно медленно, вдоль стыка. Одного раза для формирования прочного шва недостаточно, процедуру нужно повторить около четырех-пяти раз.
Также для работы с утюгом применяются специальные паяльные насадки, которые закрепляются поверх прибора. Они имеют плоскую форму ребристой основы.
Спайка паяльником
Для сварки двух полотнищ пленки применяется домашний паяльник мощностью в 40-60Вт. Однако для выполнения такой работы этот аппарат требует некоторого улучшения.
Для работы с полиэтиленовым материалом с паяльника снимается окончание жала. После этого создается пропил, в который вставляется пластина из алюминия либо меди. Пластина закрепляется заклепкой, обрабатывается и округляется надфилем.
Воздействие на стык полотен производится под углом в сорок пять градусов. Паяльник прижимается к поверхности, после чего медленно продвигается вдоль стыка. Движение должно быть равномерным, без рывков и остановок.
Колесико представляет собой диск диаметром восьми-десяти миллиметров. Материалом диска может служить алюминий или медь.
Его можно изготовить самому. Металлическое колесико помещается в пропил, в котором закрепляется осью. Метод соединения колесиком основан на его разогреве с дальнейшим прокатыванием вдоль стыка.
Специальное оборудование
При выборе оборудования необходима предусмотрительность
Для соединения полиэтилена используют специальные приборы. Стоимость их разная. Стоит отметить бюджетную модель ПП-40.
Она позволяет получить ровный и прочный шов на любом контуре: прямом или сложном. ПП-40 по форме напоминает паяльник, но имеет другой наконечник.
Еще применяют специальные насадки для электроутюгов. Их изготавливают из листового металла, например: алюминия. Основание насадок делают плоским и ребристым. Такая поверхность прочно фиксирует соединение пленки во время сварки.
Ребрами фиксируют края пленки. После перемещают рейку вдоль свариваемого участка. Так получается двойной шов.
Крупные работы требуют применения более серьезных инструментов. Чтобы создать соединение пленки большой площади, понадобятся специальная аппаратура для сварки.
Подобная аппаратура оснащена настройками уровня давления, температуры, скорости перемещения разогретого элемента по поверхности полиэтилена. В бытовых вариантах формирования пленочных швов таких функций нет.
Помимо регуляторов настроек, аппараты для спайки оснащены роликовыми механизмами. Это задающие и натяжные элементы, стабилизирующие скорость продвижения свариваемых пленочных полотен.
Это улучшает качество пропайки полиэтилена, повышает прочность соединения.
Существуют аппараты, применяющие разные способы нагрева: воздушные и контактные. Воздушный нагрев производится воздействием на материал горячим воздухом. При контактном задействован контактирующий с материалом нагревающий элемент.
Использование утюга в качестве сварочного нагревателя
Следующий популярный способ – это расплавление пленки и создание стыка с использованием утюга. Преимущество этого метода состоит в том, что таким образом можно сваривать значительные участки пленки, создавая при этом нужную ширину шва. Так как любой утюг имеет термореле и возможность регулировать температуру, то подобрать требуемый терморежим для полиэтилена различной толщины не составит труда.
Процесс сваривания лучше вести на гладкой деревянной поверхности. Куски (листы) пленки накладываются внахлест, ширина которого выбирается индивидуально, затем верхний слой покрывается бумагой или фторопластовым листом, после чего прижимают и проводят утюг вдоль линии сварки. Сила прижима, скорость и температура подбираются опытным путем.
Насадку изготавливают из латуни, меди или алюминия.
Заключение
Сварка пленочного полиэтилена вполне осуществима в домашних условиях. Для нее применяются простые бытовые приборы вроде утюга или паяльника. Паяльник, правда, потребует некоторых модификаций.
Для более крупных работ стоит использовать специальное оборудование. Оно имеет список улучшающих качество и скорость формирования швов настроек.
В этом поможет защитная одежда, не оставляющая обнаженных участков кожи, перчатки. Желательны также очки и маска для защиты лица, глаз.
При отсутствии понимания нюансов технологий и минимального опыта сварки полиэтилена нужно обратиться к профессионалам.
Читайте также: