Сварка полуавтоматом mig mag
Обновлено: 16.05.2024
Сварка - сложный технологический процесс получения неразъёмных соединений металлических деталей. Устанавливается межатомная связь посредством нагрева и пластического деформирования соединяемых краев металлических заготовок. Среди многочисленных способов основополагающими видами сварки являются MMA, MIG/MAG и TIG технологии. Что представляет каждая из них и в чём их различия – этому посвящена данная статья.
Что означают буквенные сокращения MMA, MIG/MAG и TIG?
Нужно знать, как расшифровываются сокращения из латинских букв, означающие определённые виды основных технологий.
Три аббревиатуры – это:
Manual Metal ARC (MMA) означает, что ручная сварка осуществляется с помощью отдельных электродов. В Российской Федерации этот метод знают, как ручная дуговая сварка (РДС);
Metal Inert/Active Gas (MIG/MAG). Рабочий процесс осуществляется расплавленным концом подвижного металлического шнура в окружении специального газа. В России такой способ называют дуговой сваркой полуавтоматом;
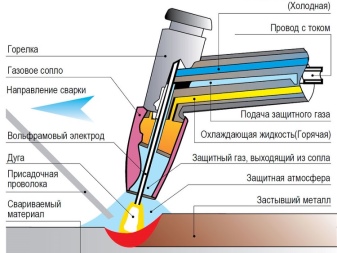
Tungsten Inert Gas (TIG). Аргонодуговая сварка осуществляется с помощью трудноплавкого электрода в виде вольфрамового прутка в потоке инертного защитного газа.

Характеристики
В данной главе представлены особенности характеристик вышеуказанных методов сварки, их преимущества и недостатки.
Это единственный самый простой метод ручной дуговой сварки, с его освоения стартует обучение профессии сварщика. Отличие метода заключается в том, что сварки осуществляется отдельными металлическим стержнями. Они, плавясь, образуют монолитный шов, соединяющий металлические заготовки. На расстоянии нескольких миллиметров между электродом и заготовками зажигается дуга (длительный разряд электрического тока), Её основной функцией является оплавление кромок подготовленных деталей и электрода с его покрытием.
В процессе сварки, на пройденных участках наплавленный слой металла подвергается кристаллизации в результате формируется сварной шов. Данная технология имеет свои плюсы и минусы.
Преимущества
Достоинства MMA ручной дуговой сварки заключаются в следующем:
лёгкий старт для ученика;
небольшие габариты инвертора дают возможность сваривать детали в любом положении, также в труднодоступных местах и на высоте;
возможность работы на открытом пространстве независимо от состояния погоды;
простые сварочные инверторы можно приобрести по невысокой цене.
Недостатки
MMA способ при своих достоинствах имеет определённые минусы:
данный метод не годится для сваривания заготовок из алюминия и цветных металлов;
невысокая производительность не сравнима со сваркой полуавтоматом;
очистка поверхности сварных швов от шлака и окалины отнимает много времени.
Однако, несмотря на вышеперечисленные недостатки, непостоянная занятость сварочного аппарата (инвертора) и низкие характеристики производительности не являются основными критериями метода. Во время производства различных сварочных работ на строительной площадке ММА инвертор необходим, как мобильный аппарат, обеспечивающий надёжность и прочность полученных сварных швов, благодаря простоте его применения.
MIG/MAG
Полуавтоматическая сварка МИГ/МАГ - высокопроизводительный и прогрессивный способ сварки. Сегодня практически невозможно найти какую-либо промышленную сферу, где не применяется такая сварочная технология. В силу своих особенностей, аппараты МИГ/МАГ приобрели популярность у малых предприятий, небольших мастерских разной направленности. Например, без них практически невозможна реставрация автомобильных кузовов.
Существует несколько разновидностей полуавтоматов, отличающихся своими характеристиками: от эргономичных в обращении и надёжных инверторов, которые могут быстро справляться с задачами в быту или в условиях строительной площадки, до высокотехнологических инверторов с энергетическим управлением и мощного 3-х фазного оборудования для серийного производства сварных изделий.
В основу принципа работы такого типа инверторов заложен принцип «бесконечного» электрода. Им является подвижная проволока. Её подача в рабочую зону осуществляется через отверстие в горелке вращением катушки. Применение металлического шнура ø 0,8 - 3 мм даёт возможность получить чистое надёжное и эстетически идеально ровное соединение металлических заготовок в виде тонкого сварного шва.

Разогрев и плавление «бесконечного» прутка осуществляется электрической дуги с температурой горения в несколько тысяч градусов. Поток газа надёжно защищает от воздействия кислорода варочную зону, электрод и дугу. Газ подаётся через специальное сопло держателя. Его основная функция – это ограждение зоны формирования шва от воздействия активного окислителя - кислорода окружающей среды.
Принципиальное различие между технологиями MIG и MAG заключается в виде применяемого газа. В первом случае применяют газ инертный к вступлению в химические связи с окружающей средой. Из-за большой массы газ оседает в зоне полуавтоматической дуговой сварки, что создаёт непреодолимый барьер на пути проникновения атмосферного кислорода. Инвертором МИГ сваривают детали из алюминия, титана, меди, никеля и различных сплавов из этих металлов.
МАГ – это применения активного газового потока, который связывает кислород. В этом качестве применяют азот, углекислый газ и пр. Инверторами такого типа варят низколегированную, нелегированную и нержавеющую сталь. Следует отметить преимущества и недостатки этой сварки.
Плюсы заключаются в следующем:
высокая производительность обеспечивается беспрерывной работой, без остановок для смены электрода;
получение качественного чистого и прочного шва за счёт высокой степени газовой защиты сварочной ванны;
не нужно тратить время на очистку готовых сварных швов от шлака и окалины;
эргономичность оборудования создаёт удобные условия для работы независимо от положения сварочной ванны в пространстве.
Минусы МИГ/МАГ можно представить следующим перечнем:
большой вес оборудования лишает инвертор мобильности;
сварочная горелка обладает массивностью. отчего руки сварщика быстро устают;
сварочная зоны должна находиться только в горизонтальной плоскости.
Следует заметить, что высокая стоимость инверторов МИГ/МАГ требует серьёзного вложения финансовых средств, которое может быть оправдано реальной необходимостью в постоянном пользовании оборудованием. Несмотря на недостатки, МИГ/МАГ технология полностью удовлетворяет высокие требования качества швов.
ТИГ технология, представляющая аргонодуговую сварку, приобретает всё большую популярность, благодаря возможности получения сварных швов исключительно высокого качества. Пользование ТИГ инвертором требует профессиональной подготовки оператора. Сварочный TIG процесс происходит в потоке защитного газа – аргона, чтобы металл не успевал окисляться в зоне процесса.
При отсутствии зазора соединение металлических деталей происходит за счёт расплавления их кромок без присадочного материала. Если есть промежуток между краями металлических заготовок, то шов формируется за счёт плавления прутка из того же металла, что и детали.
сваривает детали из практически любых металлов небольшой толщины;
сварного швы получаются с ювелирной точностью;
инверторы аргонодуговой сварки функционируют в широком диапазоне рабочего тока с точной регулировкой его параметров;
уникальный вид сварочного оборудования, позволяющий обрабатывать тонкостенные материалы такие, как алюминиевые, стальные нержавеющие, цветные металлические детали;
улучшенный поджиг обеспечивает быстрое начало простого рабочего процесса.
Аргоновые инверторы могут работать, как на постоянном, так и переменном токе. Аппараты могут оснащаться функцией импульсной дуговой сварки.
К минусам TIG метода можно отнести следующее:
ТИГ не обладает большой скоростью формирования сварочного шва;
удержание прутка рукой требует большого напряжения оператора;
необходимость работы в закрытом помещении, чтобы исключить перерасход аргона;
требуется особая подготовка, соединяемых металлических кромок деталей.
Объёмный пакет оборудования содержит инвертор, газовые баллоны, редукторы, манометры, горелку, шланги, вольфрамовые электроды, присадочную проволоку по составу аналогичная рабочему материалу. Всё это требует стационарного размещения в отдельном помещении.
Какой инвертор лучше выбрать?
Когда пользователь только учится варить для реализации бытовых нужд время от времени и в труднодоступных местах, где требуется мобильность оборудования, а рабочим материалом являются углеродистые, низколегированные и другие виды стали, то правильным выбором будет являться MMA аппарат ручной дуговой сварки.
Если нужно пользоваться оборудованием довольно часто и длительное время, а его мобильность не важна, то верным выбором будет приобретение сварочного полуавтомата МИГ/МАГ. В случае, когда не требуется быстрота работы, а востребовано качество шва ювелирной точности, а рабочим материалом является алюминий и сплавы цветных металлов, то следует выбирать TIG инвертор.
Заключение
Содержание данной статьи должно помочь сориентироваться в обширном ассортименте сварочного оборудования. Овладение профессией сварщика позволяет не только самостоятельно выполнять сварочные работы, но и даёт возможность получить дополнительный заработок.
Все о сварке MIG/MAG
В профессиональной среде сварщиков нередко можно услышать про так называемую сварку MIG/MAG. Однако для новичков это наименование ни о чем не говорит. Потому нужно разобраться в особенностях такой обработки, в нюансах технологии, в характеристиках расходных материалов и областях использования.

Что это такое?
Сразу стоит сказать, что сварка MIG/MAG в полуавтоматическом режиме вполне доступна любому начинающему сварщику. А когда за дело берется профессионал, он может сварить подобным образом практически все металлы. Не имеют существенного значения (за редким исключением) даже толщина и сложность конфигурации изделий. Если же говорить о технической сути процесса, то термин MIG означает расплавление металла в окружении защищающего газа. Это позволяет исключить практически все нежелательные реакции внутри расплава.
Для работы могут применять аргон, гелий, реже другие химически стабильные (вообще или в определенных условиях) газы. Методом MIG можно сваривать:
- сталь большинства марок;
- магний;
- чистый и содержащийся в сплавах алюминий;
- титан;
- соединения никеля.
Вместо плавкого электрода используют алюминиевую, стальную или другую проволоку. Она предварительно наматывается на барабан и перемещается затем автоматически. Темп поступления проволоки определяется ее сечением, напряжением и силой тока. Все, что требуется от самого сварщика, – это заведение горелки в сварную зону и нажатие рукояти. При зажигании дуги мотор начинает подачу проволочной присадки.
Отличия сварочного процесса по технологии MAG довольно существенны. При этом типе манипуляций применяют не инертный, а углекислый газ. С его помощью неплохо обрабатывают сталь. Другие материалы варить таким способом не слишком рационально.
Однако дешевизна углекислоты, по сравнению с тем же аргоном, тем более гелием, вполне притягательна.
Такое решение, как MIG/MAG, соответственно, ориентировано на эффективную работу и с инертными газами, и с углекислотой. Можно будет использовать изменение тока в широких пределах. Доступна для работы будет и сварочная проволока любого произвольного диаметра, что расширяет возможности пользователей. В большинстве случаев применяют проволоку от 0,5 до 4 мм, ориентируясь на толщину свариваемого материала и его свойства.
Сварка полуавтоматом в среде инертного газа:
- гарантирует большую производительность, чем использование штучных электродов;
- позволяет тратить меньше времени на зачистку швов;
- совершенно исключает засорение обрабатываемого участка кислородом.


Расходные материалы
Проволоку выбирают сообразно специфике применяемых материалов. Мнение, будто она отличается лишь по цвету, ошибочно. Главным отличием является неодинаковая толщина. Критерий выбора очень прост: чем толще металл, тем больше должна быть и проволока. Но необходимо учитывать общие возможности полуавтоматов. Одни модификации конструируют с расчетом на проволоку сечением 0,6—0,8 мм. У других устройств верхняя планка диаметра составляет 1 мм. Вставка горелки с чрезмерно большим размером невозможна. И даже просто силы тока не хватает. Наконец, внимание придется уделять и составу проволоки; если он неизвестен, использовать расходный материал нельзя.
Проволока сплошного сечения формируется из меди, стали, алюминия. В некоторых случаях применяют сплавы таких металлов. Омедненное изделие применяют для стали без легирующих добавок или с минимальным их количеством.
Такая проволока стабильно горит и почти не разбрызгивается. Обеспечивается эффективная защита шва от абразивного воздействия и коррозионных процессов.
Алюминиевую проволоку применяют, чтобы варить цветные металлы и их сплавы. Подобное решение отлично подходит для сваривания изделий, контактирующих с пищевыми жидкостями и соленой водой. Порошковая проволока содержит от 15 до 40% порошка, находящегося во внутренней полости. Роль такой добавки та же самая, что и у обмазки электродов: повышение стабильности дуги, прикрытие от кислорода и легирование швов.
Отдельно стоит сказать про активированную проволоку, которая включает от 5 до 7% добавок. В состав активированной проволоки добавляют соли и окислы различных металлов. Дополнительно применяются компоненты, вырабатывающие шлаки. Благодаря этому шов становится аккуратнее, а металл разбрызгивается меньше. Подобные прутки очень прочны, они практически никогда не ломаются. Их используют, чтобы варить металл в углекислотной среде.
Подбирая проволоку для сварки, нужно учитывать:
- точку плавления (она должна быть не выше точки плавления соединяемого металла);
- спокойный характер плавления (за счет близости состава присадки к составу обрабатываемого металла);
- чистоту;
- концентрацию вредных примесей (чем меньше, тем лучше).


В дополнение к сварочному пистолету обязательно понадобятся контактные наконечники. Их фиксируют на горелку, чтобы подавать проволоку напрямую к месту обработки металла. Подбор таких деталей определяется присадочным материалом и наружным сечением используемых прутков. Внимание придется уделить также держателям наконечников. Без них крайне тяжело крепить токосъемные элементы.
В какой-то мере расходным материалом можно считать экипировку. Тем, кто не может постоянно снимать и надавать традиционную сварочную маску, лучше выбирать тип «Хамелеон». Благодаря особому автоматически регулирующемуся фильтру возможно переключение от сварочного в шлифующий (с хорошим обзором) режим и обратно. Фильтрующий элемент реагирует на возникновение сварочной дуги за считаные миллисекунды. Полезно также приобрести стойкие к сильному нагреву краги.


Оборудование
Важную роль играет и сварочная горелка. Именно через нее подают изолирующий поверхность газ и проволоку. Для координации процесса можно применять кнопку. Часто пистолет входит в базовый комплект сварочного полуавтомата. Покупая сварочную горелку, надо учитывать интенсивность ее применения. Стоимость таких изделий может варьироваться.
Внимание при выборе уделяют:
- подходящему сечению проволоки;
- допустимой силе тока;
- варианту охлаждения (чаще всего встречается отвод тепла воздухом, а водяные аппараты подойдут для интенсивной работы);
- исполнению разъема (европейский или «байонет»);
- величине шлейфа.
Создание четкого потока газов обеспечивают сменяемые сопла. При помощи узкого сопла можно отлично варить металл в труднодоступных точках. Широкие изделия универсальнее и пригодны для большинства видов работ. Что касается «гусаков» либо «шеек», то это неофициальные названия мундштуков. Такие удлинители помогают комфортнее держать пистолет, избегая его чрезмерного наклона.
Стоит также обратить внимание на ролики подачи проволоки. Они используются во встроенных и выносных решениях одинаково эффективно. При значительной интенсивности сварочных работ ролики постепенно изнашиваются. Материал будет проскальзывать, потому неизбежны будут рывки, замедления.
При смене диаметра проволоки требуется менять силу прижатия подающих роликов.


Области применения
Наращивание производительности, по сравнению с традиционными методами сварки, позволяет выполнить работу эффективнее. Технология MIG/MAG подходит для сваривания пластин небольшой толщины. Требуется только максимально аккуратно сокращать удельное тепловложение. В процессе наплавки каналов внутри толстых заголовок такой способ сварки позволяет обеспечить превосходную производительность. Метод MIG/MAG отлично подойдет также для сваривания:
- низкоуглеродистых марок стали;
- легированных и особо легированных сталей;
- алюминия и сплавов на его основе;
- ряда иных металлов, сплавов.
Сварка может быть исполнена в любом пространственном помещении. Подобные свойства позволяют использовать методику в крупносерийном производстве и на мелких производственных объектах.
Аппараты MIG/MAG широко востребованы в:
- автомобильной отрасли;
- судостроении;
- вагоностроении;
- строительной отрасли.
Трудности создает и чувствительность газовой защиты к дуновениям воздуха — порой из-за их чрезмерной силы не помогает даже чрезвычайный рост расхода газа.



Технология процесса
Методология MIG/MAG была разработана в 1950-х годах. Ее характерные недостатки оказываются в значительной степени устранены при работе в оборудованном цеху. Стоит учесть, что правильное название этой методики — GMAW, что расшифровывается как сварка электрической дугой в атмосфере изолирующего газа. Темп подачи проволоки определяется заблаговременно. Точно так же заранее придется настроить напряжение и интенсивность подкачки газа.
Большое значение имеет правильная очистка металла, который предстоит варить. Концевую часть проволоки следует выводить на некоторое расстояние вперед. При чрезмерно длинном выводе проволоки эффективность газовой защиты падает. От вида применяемого газа будет зависеть:
- темп плавления;
- глубина воздействия дуги;
- интенсивность формирования брызг;
- геометрия сварного шва;
- его механическая характеристика.


Углекислота может применяться как в чистом виде, так и вместе с аргоном. Двуокись углерода гарантирует быстрое плавление и повышает проницаемость дуги в металл. Шов получит расширенный, выпуклый профиль. В чистой углекислоте переплетение сил, влияющих на капли металлического расплава, очень сложно. Поскольку они не сбалансированы, существенно больше становится брызг и появляется большее количество испарений.
Инертные газы и их смеси востребованы больше при работе с цветными металлами. Темп плавления при использовании аргона будет ниже, а дуга станет проникать меньше в металл. Сократится количество брызг. При применении гелия картина противоположная — в том числе удается сформировать сварочный шов выпуклой формы. Однако неизменно растет сварочное напряжение, хотя дуга не удлиняется; отмечают ее частую нестабильность.


Варить чистым аргоном сталь по этой причине не рекомендуется. Универсальным решением для сварки углеродистых сталей является сочетание ¾ аргона и ¼ углеродной двуокиси. Этот вариант ценится за небольшую массу брызг и минимальную вероятность прожига тонких листов. Принято обозначать такую комбинацию как С25/75. Перед началом работы с металла обязательно требуется вычищать все следы краски и остатки ржавого металла; даже небольшие включения такого рода ухудшат качество и стабильность соединения.
Не менее важно прочищать участок, используемый под зажим для массы. Управление сварочной горелкой возможно и «в одну руку». Однако даже квалифицированные исполнители стараются пользоваться двумя руками. Это упрощает контроль и повышает аккуратность манипуляций. Легче будет добиться качественного шва. Суть — одна рука держит горелку, а другая подпирает основную рабочую руку.


Этот прием упрощает контроль дистанции, отделяющей обрабатываемую поверхность от инструмента, и контроль угла. Легче будет совершать требуемые для создания шва манипуляции. Но нормальные действия обеими руками немыслимы, в свою очередь, без полноформатной маски. Вариантов движений сварочной горелкой очень много. Если толщина металла не превышает 0,2 см, сварка проводится волнисто-зигзагообразными шажками; это позволяет следить за равномерным воздействием дуги на оба листа, сформировать крепкий шов и избежать прожига.
Прямые швы без малейших отклонений в сторону могут использоваться на металле практически любой толщины. Однако правильно выполнить такую работу смогут только опытные сварщики. Если соединяются детали малой толщины (меньше 0,01 см), целесообразно применять проволоку потоньше. Сокращают также ампераж, а саму проволоку начинают подавать медленнее.
Предпочтительна сварка с коротким импульсом, когда делается перерыв не более 1 секунды, — этого достаточно для остужения металла.


Длинные участки варят так, чтобы металл не перегревался и не было температурной деформации. Рекомендуется выполнять работу мелкими частями или даже «точками», делая промежутки. Работают по очереди то с одного, то с другого края. В умелых руках такой подход позволяет выполнить работу полностью, не деформируя конструкции. Темп сварки контролируется самими исполнителями; часто подобрать его как следует удается только после многих проб и ошибок.
Работая слишком быстро, сварщики производят массу брызг металла. В нем может оставаться изолирующий газ. При замедленном движении дуга будет действовать неоправданно глубоко. Набрав опыт, можно будет уже научиться определять необходимые параметры «на глаз». Важно помнить: некоего «универсального», подходящего для всех вообще случаев сварочного угла, просто не существует – его выбирают всегда индивидуально.


В следующем видео вас ждет дополнительная информация о дуговой сварке MIG/MAG и TIG.
Технология сварки полуавтоматом

Сварка MIG / MAG была изобретена в 1950‑х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG / MAG (Metal Inert Gas/ Metal Active Gas).
MIG /MAG-сварка – это электро-дуговая сварка, использующая постоянный ток ( DC ). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ ( CO2 и смеси).
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода ( CO2 ) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
MIG /MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
Содержание статьи:
Принцип действия

Сварка MIG / MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG /MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Оборудование для сварки MIG / MAG
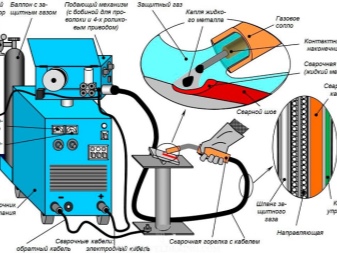
Сварочный аппарат MIG / MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа ( MIG ) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси ( MAG ) применяется для сварки сталей. Чаще всего это чистая двуокись углерода ( CO2 ), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода ( CO2 ) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода ( CO2 ) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25 ). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
Как держать сварочную горелку

Сварочной горелкой полуавтомата MIG / MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
Движение сварочной горелкой во время сварки
- Существует множество движений сварочной горелкой при формировании шва. Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.

- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки

Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Угол сварочной горелки во время сварки
Сварка MIG / MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG / MAG , которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода ( CO2 ) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
Диаметр сварочной проволоки
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
Длина выхода сварочной проволоки

До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.

Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
Звук правильной сварки полуавтоматом
При обучении сварки MIG / MAG , важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Полуавтоматическая сварка (MIG-MAG): принцип работы и виды
Полуавтоматические сварки, работающие в газовой среде, позволяют создавать прочное соединение металлических деталей. Аппараты MIG/MAG подходят для работы с разными стальными сплавами и цветными металлами. В качестве электрода используется проволока разной толщины. И для защиты расплавленного металла от кислорода из сопла выделяется газ.

Принцип работы
Процесс полуавтоматической сварки основан на преобразовании переменного тока в постоянный. Когда уровень напряжения понижается, сила тока увеличивается до показателей, необходимых для плавки. Полуавтоматическая сварка работает с положительным и отрицательным контактами.
Поэтому на массу всегда подключается минус. Положительный контакт выводится на горелку и рукав, пропускающий электрод. Проволока смотана в барабан, который вставляется в сварочный аппарат. Электрод разматывается и подается на горелку при нажатии кнопки на держателе. Напряжение на проволоку поступает через специальный контактор. Электрод с большим сечением позволяет сваривать толстые листы металла.
В некоторых аппаратах подающий элемент и полуавтомат встроены в один корпус. Есть конструкции, в которых эти узлы разделены. Такая конструкция позволяет сваривать железо на большем расстоянии от источника электричества.
На горелку надевается металлический мундштук, направляющий газ на сварочный шов. В результате формируется плотное облако, ограничивающее контакт расплавленного металла с кислородом.
Особенности работы аппарата
Сварочный аппарат mig/mag – это полуавтоматическое устройство, работающее в сочетании с инертными или активными газами. Главная особенность работы заключается в том, что в процессе сваривания между металлом и проволокой появляется разогретая дуга, под действием которой плавится железо. Такой процесс способствует формированию сварочной ванны, изолированной от кислорода газом, направленным на металл через сопло горелки. Вещества, расположенные в сварочной ванне, постепенно кристаллизуются. Таким образом создается сварной шов.
Выбирать газ нужно с учетом сплава и толщины металлической детали. При работе с цветными металлами применяются аргоновые или гелиевые баллоны. Азот подходит для кобальта или меди. Для стали рекомендуется использовать оксид углерода. Для повышения прочности дуги и скорости образования шва применяются смеси MIG и MAG.
Существуют такие виды МИГ/МАГ сварок:
Крупнокапельный позволяет выполнять работу без коротких замыканий.
Мелкокапельный сопровождается отделением мелких фрагментов металла.
Сварка без коротких замыканий выполняется при подаче низкого тока.
В процессе полуавтоматической сварки с капельным переносом возникает увеличение плотности тока. В результате поднимается напряжение дуги и преобразуется характер электрода. По этой причине от металла отделяются крупные фрагменты. Главный недостаток подобного способа сваривания – обильное разбрызгивание раскаленного металла и ухудшение качества сварки.
Сварочные работы с переносом небольших капель нужно выполнять при повышенном напряжении и достаточной плотности тока. Аппарат при такой настройке сохраняет раскаленный металл в сварочной ванне. Сварка металла мелкокапельным способом сопровождается усилением теплопередачи и деформацией сварного шва. Однако при такой работе горящая дуга остается стабильной.
При работе без коротких замыканий разогретый металл превращается в каплю и повышается напряжение и размер дуги. Поскольку ток подается постоянно, раскаленное железо собирается в сварочной ванне до замыкания.
Выпрямитель и инвертор
Сварка выполняется только с постоянным током. Поэтому аппараты могут функционировать как инверторы или выпрямители в зависимости от конструкции.
При выборе сварки нужно учитывать такие параметры:
максимальная мощность имеет значение, если сварочные работы будут проводиться в частном доме. Бытовые счетчики не могут подавать напряжение на высокомощную технику, потребляющую много энергии;
высокий уровень предохранителей требует хорошей электропроводки. Профессиональное оборудование, подключенное к сети с алюминиевыми кабелями без предохранителей, вызывает перенапряжение или замыкание;
уровень тока. Широкий диапазон тока подходит только для профессиональных промышленных аппаратов. Этот показатель определяет производительность агрегата, влияет на сечение электрокабелей в проводке. Высокий ток позволяет работать с толстыми электродами;
достаточное напряжение. Аппараты, предназначенные для бытового использования, отличаются однофазной конструкцией. Они подходят для работы с напряжением 220 В.
Профессиональная трехфазная сварка работает только с напряжением 380 В. Нарушение этих требований ускоряет выход техники из строя.
Сфера использования полуавтоматической сварки влияет на выбор агрегата. Для бытового применения подходят легкие и компактные универсальные инверторы. Такое оборудование легко переносится и подходит для ручной дуговой сварки.
Формирование шва
Шов на металле создается после расплавления проволоки и кристаллизации сварочных материалов. Соединение не подвергается воздействию кислорода. Его внешний вид зависит от особенностей поступления раскаленного сплава в сварочную ванну.

Виды полуавтоматических сварок
Каждый вид дуговой сварки имеет свои особенности, от которых зависит качество шва.
Рассмотрим все виды сварок, работающих в среде защитных газов:
ММА – сварка, в которой используется электрод и железный стержень, обработанный специальной обмазкой. Смазка состоит из веществ, поддерживающих дугу, защищающих сварочную область, влияющих на качество сварного шва.
MAG/MIG – это две подобные сварочные технологии. Эти обозначения указывают на состав защитного газа, который может быть инертным или активным. Такой газ распыляется на горячую металлическую поверхность, вытесняет кислород и предотвращает окисление.
TIG имеет похожие свойства с полуавтоматом MIG. Эти технологии работают в инертной газовой среде вместе с неплавящимися вольфрамовыми стержнями. Они устойчивы к высоким температурам.
Существует также вид сварки flux для которой используется флюс. Технология позволяет получить крепкий и ровный шов, сформировать монолитную корку после охлаждения металла. Однако данный метод используется реже из-за высокой стоимости.
Сравнительные преимущества и недостатки
Популярность полуавтоматической сварки обусловлена такими достоинствами:
Газ создает хорошую защиту сварочной ванны.
С помощью такого инструмента делается качественная сварка деталей автомобиля.
Оборудование можно применять при обработке конструкций из толстого металла.
Устройство используется для всех типов сплавов.
Удобное сочетание газа и проволоки позволяет легко контролировать формирование шва.
Благодаря простой конструкции аппарата быстро настраиваются нужные режимы.
Сварочные работы становятся комфортными и безопасными, поскольку отсутствуют брызги раскаленного металла. Однако при использовании порошковой проволоки все-таки появляются сильные брызги.
На швах не остается шлак, поэтому их шлифовка не занимает много времени.
При использовании такого оборудования не нужно готовить сварочную кромку.
При использовании сварки миг/маг подготовка специалистов проходит значительно быстрее.
Оборудование позволяет использовать сварочный ток с повышенным напряжением. При этом сохраняется высокое качество швов. При выполнении сварочных работ не нужно использовать шлак или флюс. Сварка mig mag не оставляет следов на оцинкованных деталях и подходит для обработки даже самых тонких листов металла.
Техника работает с дорогими полуавтоматическими комплектующими.
Крупная горелка и держатель не позволяет проводить работу на труднодоступных участках.
Кромки металлических деталей перед сваркой всегда нужно зачищать.
Если металл расплавится, могут появиться сильные брызги.
С помощью аппаратов mig mag удается полностью механизировать рабочий процесс. Это позволяет значительно уменьшить затраты на крупном производстве.
Материалы и оборудование для сварки
По сути данный вид сварки является специально организованным процессом плавления металлов, который поддерживается с помощью определенного вида оборудования.
Для сварки МИГ-МАГ применяется разная полуавтоматическая и инверторная техника. Для такой работы лучше всего подходит инвертор типа МИГ. Он хорошо сваривает любые марки стали и цветные металлы.
Для работы с нержавеющей сталью потребуется:
инвертор или преобразователь для подачи постоянного и переменного тока;
присадочная проволока, изготовленная по ГОСТу 2246-70;
газовый баллон с редуктором;
шланги для подачи газа и провода;
горелка с механизмом подачи проволоки;
Для работы полуавтоматом без газового баллона используется порошковая проволока. На выбор электрода влияет толщина металла. Тонкая проволока дает хорошее горение дуги и глубоко проваривает материал. Толстая требует повышения мощности сварочного тока на 100 А для каждого миллиметра в диаметре.
На горелке есть держатель с кнопкой, при нажатии на которую включается подача газа и движение проволоки из сопла.
Какие сплавы можно варить?
Технология MIG MAG используется для сварки низколегированных металлов и нержавеющей стали, сплавов на основе алюминия. Сварка с газовой защитой используется с недавних пор. Однако новая технология позволяет соединять металлы одного или разных типов.

Действие защитного газа
Газ позволяет создавать красивый и крепкий сварной шов, защищая раскаленное железо от атмосферного воздуха. Кислород окисляет расплавленный металл, азот и жидкость делают шов пористым и менее прочным. Газ помогает разжигать качественно сварочную дугу.
Другие функции защитного газа:
помогает контролировать скорость плавления;
предотвращает разбрызгивание расплавленного металла;
изменяет глубину проникновения сварочной дуги;
делает шов прочнее.
Минимальное достаточное количество газа должно поддерживать стабильное создание электрической дуги. Состав вещества воздействует на процесс погружения расплавленного железа в сварную ванну.
двуокись углерода без примесей обеспечивает хорошую скорость плавления, глубину проникновения дуги и округлый шов. Такой газ приводит к разбрызгиванию крупных раскаленных капель, которые разлетаются хаотично и могут случайно попадать в область сварки. Он способствует интенсивному испарению и плохо влияет на качество шва. Поэтому в двуокись углерода добавляется аргон;
универсальная смесь для работы с углекислой сталью делается из аргона 75% и двуокиси углерода 25%. Она уменьшает разбрызгивание и вероятность сквозного прожига тонких деталей;
гелий, аргон или комбинация этих элементов. Такой газ применяется для соединения цветного металла. Компоненты понижают скорость плавления, уровень проникновения дуги и сужают шов. Аргон помогает уменьшить разбрызгивание. К тому же такой газ стоит недорого. Гелий увеличивает уровень проникновения дуги, ускоряет плавление, укрепляет шов и делает его форму выпуклой.
Аргон без добавок нельзя использовать для сварки стали из-за нестабильности дуги.
Рекомендации по сварке
Чтобы получить хороший результат, нужно следовать рекомендациям квалифицированных сварщиков:
Подходящая газовая смесь состоит на 30% из аргона и на 70% из сварочной углекислоты.
Проволока должна выходить из сопла на 6-12 мм.
Расстояние от сопла до металла – 5-15 мм. При этом расход газа составит 6-12 куб. м/мин, если давление в баллоне 0,05-0,2 атм. Снижение количества газа сказывается на качестве сварочных швов.
Для сварки применяется обратная полярность. Прямая нужна только для работы под флюсы.
Сопло во время сварки направляется к поверхности металла под углом и двигается влево и вправо. Так обеспечивается максимальная глубина плавления и хорошее качество шва.
Когда сопло по отношению к поверхности находится под углом ближе к 90 гр, шов становится шире, а глубина плавления понижается. Держатель остается в таком положении, когда свариваются тонкие металлы.
Поэтому для лучшего результата нужно уделять больше внимания деталям сварочного процесса.
Скорость выполнения работ
Нужно уделять внимание скорости формирования сварного шва и прохождения дуги по рабочей поверхности. Сварщик должен сам контролировать скорость перемещения горелки. Она должна совпадать с подачей электрода. Сечение проволоки зависит от толщины материала и формы шва.
Если сопло будет двигаться слишком быстро, может увеличиться разбрызгивание. Иногда газ попадает в расплавленный металл и образует поры. Слишком медленное движение приводит к заглублению дуги в металл.
Правильно выбранная скорость сварки позволяет сформировать отличный шов.

Интенсивность газового потока тоже влияет на качество сварки. Скорость подачи регулируется в зависимости от выхода проволоки. Если газ выделяется слишком медленно, ухудшится защита от окисления. Очень быстрый выход газа создает завихрения и тоже понижает качество защиты. Отклонения влияют на формирование пор в сварных швах. Поэтому необходимо создавать равномерный поток газа без завихрений. Это повлияет на скорость загрязнения сопла металлическими брызгами.
Безопасность
Необходимо соблюдать такие меры предосторожности при использовании полуавтоматической сварки:
глаза и кожа во время сварки подвергаются воздействию яркого света, который выделяется в процессе сварки. Поэтому необходимо пользоваться защитной маской;
прочные сварочные перчатки защищают руки от раскаленных брызг и от нагрева ультрафиолетом;
оператор должен носить костюм, пошитый из материала, который не прожгут брызги;
обувь должна быть закрытая. Если варить металл в сланцах, раскаленный металл легко будет попадать на кожу;
нужно обеспечить хорошую вентиляцию в помещении, где проводятся сварочные работы. Вредные выделения в воздух могут плохо повлиять на самочувствие, поэтому они должны быстро удаляться.
Перед началом работ рекомендуется ознакомиться с видами защитных газов и методов полуавтоматической сварки.
Вывод
Технологии MIG/MAG очень популярна из-за простоты и обеспечением хорошего качества швов. Аппараты подходят для работы с разными металлами, повышают срок износа сваренных металлических конструкций.
Читайте также: