Сварка понятие сущность процесса
Обновлено: 25.06.2024
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили её широкое применение в народном хозяйстве. С помощью сварки осуществляется производство судов, турбин, котлов, самолётов, мостов, реакторов и других необходимых конструкций.
Сваркой называется технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
Сварное соединение металлов характеризует непрерывность структур. Для получения сварного соединения нужно осуществить межмолекулярное сцепление между свариваемыми деталями, которое приводит к установлению атомарной связи в пограничном слое.
Если зачищенные поверхности двух соединяемых металлических деталей при сжатии под большим давлением сблизить так, чтобы могло возникнуть общее, электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей, то получаем прочное сварное соединение. На этом принципе основана холодная сварка пластичных металлов.
При повышении температуры в месте соединения деталей, амплитуды колебания атомов относительно постоянных точек их равновесного состояния увеличиваются, и тем самым создаются условия более легкого получения связи между соединяемыми деталями. Чем выше температура нагрева, тем меньшее давление требуется для осуществления сварки, а при нагреве до температур плавления необходимое давление становится равным нулю.
Кусок твёрдого металла можно рассматривать как гигантскую молекулу, состоящую из атомов, размещённых в строго определённом, зачастую очень сложном порядке и прочно связанных в одно целое силами межатомного взаимодействия.
Принципиальная сущность процесса сварки очень проста. Поверхностные атомы куска металла имеют свободные, ненасыщенные связи, которые захватывают всякий атом или молекулу, приблизившуюся на расстояние действия межатомных сил. Сблизив поверхности двух кусков металла на расстояние действия межатомных сил или, говоря проще, до соприкосновения поверхностных атомов, получим по поверхности соприкосновения сращивание обоих кусков в одно монолитное целое с прочностью соединения цельного металла, поскольку внутри металла и по поверхности соединения действуют те же межатомные силы. Процесс соединения после соприкосновения протекает самопроизвольно (спонтанно), без затрат энергии и весьма быстро, практически мгновенно.
Объединение отдельных объёмов конденсированной твёрдой или жидкой фазы в один общий объём сопровождается уменьшением свободной поверхности и запаса энергии в системе, а потому термодинамический процесс объединения должен идти самопроизвольно, без подведения энергии извне. Свободный атом имеет избыток энергии по сравнению с атомом конденсированной системы, и присоединение свободного атома сопровождается освобождением энергии. Такое самопроизвольное объединение наблюдается на объёмах однородной жидкости.
Гораздо труднее происходит объединение объёмов твёрдого вещества. Приходится затрачивать значительные количества энергии и применять сложные технические приёмы для сближения соединяемых атомов. При комнатной температуре обычные металлы не соединяются не только при простом соприкосновении, но и при сжатии значительными усилиями. Две стальные пластинки, тщательно отшлифованные и “пригнанные”, подвергнутые длительному сдавливанию усилием в несколько тысяч килограммов, при снятии давления легко разъединяются, не обнаруживая никаких признаков соединения. Если соединения возникают в отдельных точках, они разрушаются действием упругих сил при снятии давления. Соединению твёрдых металлов мешает, прежде всего, их твёрдость, при их сближении действительное соприкосновение происходит лишь в немногих физических точках, и расширение площади действительного соприкосновения достаточно затруднительно.
Металлы с малой твёрдостью, например, свинец, достаточно прочно соединяются уже при незначительном сдавливании. У более важных для техники металлов твёрдость настолько велика, что поверхность действительного соприкосновения очень мала по сравнению с общей кажущейся поверхностью соприкосновения, даже на тщательно обработанных и пригнанных поверхностях.
На процесс соединения сильно влияют загрязнения поверхности металла - окислы, жировые плёнки и пр., а также слои адсорбированных молекул газов, образующиеся на свежезачищенной поверхности металла под действием атмосферы почти мгновенно. Поэтому чистую поверхность металла, лишенную слоя адсорбированных газов, можно сколько-нибудь длительно сохранить лишь в высоком вакууме. Такие естественные условия имеются в космическом пространстве, где металлы получают способность довольно прочно свариваться или «схватываться» при случайных соприкосновениях. В обычных же, земных условиях приходится сталкиваться с отрицательным действием, как твёрдости металлов, так и слоя адсорбированных газов на поверхности. Для борьбы с этими затруднениями техника использует два основных средства: нагрев и давление.
Сварка. Понятие, сущность процесса
К любым материалам рекомендуемым для изготовления сварных конструкций предъявляются требования свариваемости. Под свариваемостью понимают: технологическое свойство металлов (или их сочетаний) образовывать в процессе сварки соединения отвечающие конструктивным и эксплуатационным требованиям к ним. Свариваемость бывает:
- Хорошая, (без подогрева и термообработки).
- Удовлетворительная, (с подогревом).
- Ограниченная, (требуется подогрев + термообработка после сварки).
Кроме того, свариваемость разделяют на:
Металлургическую (влияние химического состава металла на характер химического взаимодействия элементов в металле шва и околошовной зоне).
Тепловую (влияние на свариваемость металла - термодеформационного цикла сварки).
Конструктивную (в зависимости от взаимного расположения свариваемых деталей возникновение дефектов).
Технологическую (способность металла сварного соединения выдерживать различного рода повреждения (разрушения) весь технологический процесс сварки).
Принципиальную (способность к получению принципиальных (атомных) связей).
Достаточную (относительно основного металла).
Недостаточную (относительно основного металла).
В связи с тем, что свариваемость определяется совокупностью свойств единой методики, однозначно определяющих свариваемость - не существует. Для оценки свариваемости проводят ряд испытаний, каждое из которых характеризует те или иные свойства.
Сварка представляет собой процесс получения неразъемного соединения посредством установления непрерывных межатомных связей между соединяемыми деталями при их нагревании и (или) пластическом деформировании.
Всего существует около 200 способов.
Все существующие способы сварки, можно разделить на две основные группы: сварку давлением (контактная, газопрессовая, трением, холодная, ультразвуком) и сварку плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная).
Самое широкое распространение получили различные способы электрической сварки плавлением, а ведущее место занимает дуговая сварка, при которой источником теплоты служит электрическая дуга.
Наибольший объём среди других видов сварки занимает ручная дуговая сварка - сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную.
Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки:
1. электрическая дуговая, где источником тепла является электрическая дуга;
2. электрошлаковая, где основным источником теплоты является расплавленный шлак, через
который протекает электрический ток;
3. электронно-лучевая, при которой нагрев и расплавление кромок соединяемых деталей производят направленным потоком электронов, излучаемых раскалённым катодом;
4. лазерная, при которой нагрев и расплавление кромок соединяемых деталей производят направленным сфокусированным мощным световым лучом микрочастиц - фотонов.
При электрической дуговой сварке основная часть теплоты, необходимая для нагрева у плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты дуги кромки свариваемых деталей и тори плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получаете; от источников питания дуги постоянного или переменного тока. Классификация дуговой сварю производится в зависимости от степени механизации процесса сварки, рода тока и полярности типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают ручную, полуавтоматическую и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: без защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде защитных газов – аргон, азот, углекислый газ и др.), с комбинированной зашитой (газовая среда и покрытие или флюс). Стабилизирующие покрытия представляют co6oй материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Защитные покрытия представляют собой механическую смесь различных материалов предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне - и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные покрытия, которые наносятся на проволоку в процесс сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходи электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов.
При полуавтоматической сварке плавящимся электродом механизируются операции п подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм, при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
СУЩНОСТЬ ПРОЦЕССА СВАРКИ
Сваркой называется технологический процесс получения неразъёмных соединений материалов путём создания межатомных связей в результате совместной кристаллизации после расплавления, местной пластической деформации и диффузии атомов между свариваемыми частями.
· По признаку применяемого вида активации для образования межатомных связей в неразъемном соединении различают два вида сварки – сварку плавлением и сварку давлением.
· Сущность сварки плавлением состоит в том, что посредством внешнего источника тепла оплавляются кромки свариваемых частей, создается общий объем жидкого металла, который называется сварочной ванной. В процессе кристаллизации при охлаждении металла сварочной ванны образуется сварной шов (рис. 1).
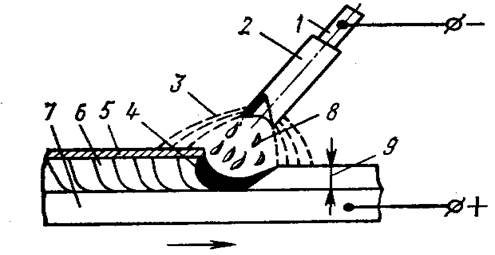
Рис.1. Схема ручной дуговой сварки металлическим электродом с покрытием (стрелкой показано направление сварки):
1 - металлический стержень; 2 - покрытие электрода;
3 - газовая атмосфера дуги;
4 - сварочная ванна;
5 - затвердевший шлак;
6 - закристаллизовавшийся металл шва;
7 - основной металл (изделие);
8 - капли расплавленного электродного металла;
9 - глубина проплавления;
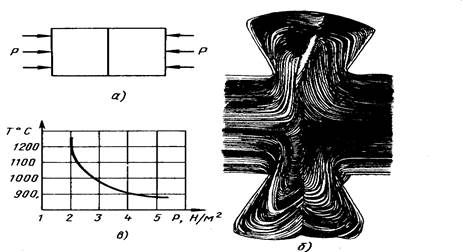
Сущность сварки давлением состоит в пластическом деформировании металла по кромкам свариваемых частей статической или ударной нагрузкой (рис.2).
Для облегчения пластической деформации по кромкам, зачастую сварку давлением выполняют с местным нагревом.
Рис.2. Соединение деталей сваркой давлением
без внешнего нагрева:
а - заготовки перед сваркой;
б - после сварки (макроструктура соединения алюминия);
в - оптимальная зависимость между температурой нагрева и давлением для железа;
КРАТКАЯ ХАРАКТЕРИСТИКА ВИДОВ СВАРКИ И ИХ ПРИМЕНИМОСТЬ
В настоящее время применяется широкий круг различных видов сварки, применение каждого из которых предопределено множеством факторов, такими как: природа свариваемых материалов, размерные параметры свариваемых изделий, локальность зоны сварки и многими другими. Более глубокое ознакомление с наиболее применимыми способами сварки - цель технологической практики, другие виды и способы приводятся в плане общеинженерной информации.
Сварка плавлением
Электродуговая сварка.Необходимое для местного расплавления кромок заготовок и присадочного материала тепло образуется при «горении» электрической дуги между свариваемым металлом и электродом. По степени механизации сварка может быть ручная, полуавтоматическая и автоматическая. Механизированная (полуавтоматическая и автоматическая) сварка может быть под флюсом и в среде защитных газов.
Электрошлаковая сварка. Электрошлаковую сварку применяют для соединения стальных листов толщиной от 50 мм до нескольких метров (что невозможно выполнить никакими другими способами сварки). Она в основном применяется при изготовлении толстостенных турбин, при производстве сварно-литых и сварно-кованых конструкций и других аналогичных случаях.
Сущность процесса заключается в следующем. В начальный период под флюсом возбуждается электрическая дуга, за счет теплоты которой расплавляется флюс, образуя электропроводный шлак, обладающий значительным оммическим сопротивлением. После чего дуга гаснет, а ток, проходя через электропроводный расплавленный шлак, выделяет тепло достаточное для плавления последующей порции флюса, кромок свариваемых заготовок и электрода. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов (рис.3).
Дуговая сварка. Сущность процесса. Виды дуговой сварки
Тема 3.2.1 Дуговая сварка. Сущность процесса
Вопросы:
2. Понятие об электрической дуге и ее основные свойства.
3. Сварочная проволока.
1. Дуговой сваркой называют сварку плавлением, при которой нагрев осуществляется электрической дугой. Электрическая дуга представляет собой длительный устойчивый электрический разряд между двумя электродами в ионизированной атмосфере газов и паров металла. Явление электрической дуги открыл В. В. Петров в 1802 г. Русский инженер Н. Н. Бенардос в 1882 г. первым в мире применил электрическую дугу для сварки металлов угольным электродом на постоянном токе. В 1888 г. русским инженером Н. Г. Славяновым был разработан способ дуговой сварки металлическим электродом, который в настоящее время является самым распространенным в технике. Этим способом можно сваривать постоянным и переменным током. В 1940 г. советский ученый Е. О. Патон разработал автоматическую сварку металлов под слоем флюса. Наша страна является родиной многих других открытий в области сварочного производства. Преимущественное применение имеет сварка переменным током. Это связано с тем, что стоимость электросварочного оборудования и расход электроэнергии для переменного тока значительно ниже, чем для постоянного.
Электрическая дуговая сварка в настоящее время является важнейшим промышленным видом сварки металлов и занимает по числу действующих установок, занятых рабочих и стоимости выпускаемой продукции, первое место среди других способов сварки.
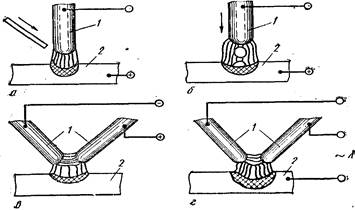
Рис. 65 Способы электродуговой сварки:
а – неплавящимся электродом (способ Бенардоса); б – плавящимся электродом (способ Славянова); в – сварка дугой косвенного действия; г – сварка трехфазной дугой
Источником тепла при дуговой сварке служит электрическая дуга, которая горит между двумя электродами; при этом, как правило, одним электродом является свариваемая заготовка. В зависимости от материала и количества электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки:
сварка неплавящимся электродом (рис. 65, а) – угольным (способ Бенардоса) или вольфрамовым. Соединение осуществляется либо путем расплавления только одного основного металла 2,либо с применением присадочного металла;
сварка плавящимся электродом по способу Славянова (рис. 65, б). Электрод 1 подается в сварочную ванну жидким металлом;
сварка дугой косвенного действия (рис. 65, в). Дуга горит между двумя плавящимися или неплавящимися электродами 1,основной металл 2 нагревается и плавится теплом, излучаемым столбом дуги;
сварка трехфазной дугой (рис. 65, г). Два электрода 1 и деталь 2 подключены к разным фазам трехфазного тока; дуга возникает между электродами, а также между каждым электродом и основным металлом.
2. Электрическая дуга является мощным электрическим разрядом в ионизированной газовой среде. При низкой температуре газ не проводит электрический ток. Газ может проводить электрический ток лишь в том случае, если в газе появляются электрические частицы – ионы, и в этом случае его называют ионизированным. При дуговом разряде выделяется значительное количество тепла, происходит ионизация газов.
Сильно ионизированный газ столба электрического разряда – дуги обладает повышенной электропроводностью, приближающейся к электропроводности металлов, и обеспечивает поддержание устойчивого разряда при прохождении тока. Основаниями столба дугового разряда служат резко ограниченные области на поверхности электродов –электродные пятна (катодные и анодные). Ионизация газа происходит в основном в результате соударений молекул с электронами, имитирующими с поверхности отрицательного электрода (катода). С увеличением силы тока увеличивается кинетическая энергия электронов.
В дуге происходит взаимная бомбардировка катода положительными ионами и анода отрицательными ионами и электронами; в результате этого кинетическая энергия частиц переходит в тепловую и происходит нагрев и расплавление электрода и основного металла.
На рис. 66 схематически показан процесс зажигания дуги при сварке. Он состоит из трех этапов: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3…6 мм и возникновение устойчивого дугового разряда.
Короткое замыкание (рис. 66, а) производится с целью разогрева торца электрода 1 и основного металла в зоне контакта с электродом 2. После отвода электрода (рис. 66, б) с его разогретого торца, являющегося катодом, под действием электрического поля происходит эмиссия электронов 3. Столкновение быстродвижущихся по направлению к аноду электронов с молекулами газон и атомами паров металлов приводит к их ионизации 4. В результате дуговой промежуток становится электропроводным и через него начинается разряд электрического тока. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 66, в).
Сварка металлов
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании (ГОСТ 2601—84).
Определение сварки относится к металлам, неметаллическим материалам (пластмассы, стекло и т. д.) и к их сочетаниям.

Рисунок - Процесс сварки
Энергия активации
Для образования неразъемного соединения одного соприкосновения частей с зачищенными поверхностями недостаточно. Межатомные связи могут установиться между частями (деталями) только тогда, когда соединяемые атомы получат энергию извне. В результате затраченной энергии атомы получат соответствующее смещение (движение), позволяющее им занять в общей атомной решетке устойчивое положение, т. е. достигнуть равновесия между силами притяжения и отталкивания. Энергию извне называют энергией активации. Ее при сварке вводят путем нагрева (термическая активация) или пластического деформирования (механическая активация).
Соприкосновение свариваемых частей и применение при сварке энергии активации являются необходимыми условиями для образования неразъемных сварных соединений из однородных частей. Эти условия совмещаются при выполнении процесса сварки.
По признаку применяемого вида активации в момент образования межатомных связей в неразъемном соединении различают два вида сварки: сварку плавлением и сварку давлением.

Рис. 1. Соединение деталей сваркой плавлением:
1 — перед сваркой, б — после сварки; 1, 3 — свариваемые детали, 2 — оплавляемые кромки, 4 - сварной шов
Сущность сварки плавлением
Сущность сварки плавлением (рис. 1) состоит в том, что образующийся от нагрева посторонним источником жидкий металл одной оплавленной кромки самопроизвольно соединяется (в какой-то мере перемешивается) с жидким металлом второй оплавленной кромки, создается общий объем жидкого металла, который называется сварочной ванной. После охлаждения металла сварочной ванны получается металл шва. Металл шва может образоваться только за счет переплавления металла по кромкам или дополнительного присадочного металла, введенного в сварочную ванну.
Источниками местного нагрева при сварке плавлением могут быть электрическая дуга, Тазовое пламя, химическая реакция с выделением теплоты, расплавленный шлак, энергия электронного излучения, плазма, энергия лазерного излучения.
Образование межатомных связей в кромках соединяемых деталей при сварке плавлением достигается благодаря тому, что металл по кромкам (каждый в отдельности) первоначально расплавляется, а потом вновь оплавленные кромки смачиваются и заполняются расплавленным металлом из сварочной ванны.
Зона сплавления
Зона вблизи границы оплавленной кромки свариваемой детали и шва называется зоной сплавления. В ней содержатся прежде всего образовавшиеся межатомные связи. В поперечном сечении сварного соединения она измеряется микрометрами, но роль ее в прочности металла очень велика.

Рис. 2. Соединение деталей сваркой давлением без внешнего нагрева:
а - детали перед сваркой, б — после сварки (макроструктура соединения алюминия), в — оптимальная зависимость между температурой нагрева и давлением для железа
Сущность сварки давлением
Сущность сварки давлением (рис. 2) состоит в пластическом деформировании металла по кромкам свариваемых частей. Пластическое деформирование по кромкам свариваемых частей достигается статической или ударной нагрузкой. Для ускорения получения пластически деформированного состояния металла по кромкам свариваемых частей обычно сварку давлением выполняют с местным нагревом. Благодаря пластической деформации металл по кромкам подвергается трению между собой, что ускоряет процесс установления межатомных связей между соединяемыми частями. Зона, где образовались межатомные связи соединяемых частей при сварке давлением, называется зоной соединения.
Источником теплоты при сварке давлением с нагревом служат: печь, электрический ток, химическая реакция, индукционный ток, вращающаяся электрическая дуга и др.
Характер процесса сварки давлением с нагревом может быть и другим. Например, при стыковой контактной сварке оплавлением свариваемые кромки первоначально оплавляются, а затем пластически деформируются. При этом часть пластически деформированного металла совместно с некоторыми загрязнениями выдавливаются наружу, образуя грат.
Распределение деформаций по сечению сварного соединения в зоне сварки является неравномерным (рис. 2, б), в результате чего происходит скольжение у частиц металла в зоне соединения. Все это приводит к получению повышенных механических свойств сварных соединений. Оптимальная зависимость между температурой нагрева и давлением для железа дана на рис. 2, в.
Читайте также: