Сварка порошковой проволокой fcaw
Обновлено: 18.05.2024
Сварка порошковой проволокой может выполняться на том же оборудовании, что и сварка полуавтоматом. Сокращенное наименование этого процесса, принятое за рубежом - FCAW (Flux Cored Arc Welding).
Содержание
Что такое порошковая проволока?
Порошковая проволока представляет собой трубку из металла, заполненную порошком (флюсом).

Каждый тип порошковой проволоки имеет свой состав флюса. Через флюс можно изменять характеристики дуги и переноса электродного металла, а также металлургические особенности формирование сварного шва. Благодаря этому удалось преодолеть некоторые недостатки, свойственные процессу сварки MIG и MAG. Так, например, порошковая проволока позволяет вводить через флюс в металл шва легирующие элементы, что нельзя сделать в случае использования проволоки сплошного сечения, из-за ухудшения характера волочения.
Обычно газовая защита при сварке порошковой проволокой обеспечивается за счет газа, подаваемого из вне (Gas-shielded FCAW - FCAW-G). Однако, разработаны проволоки, в которых достаточный объем защитного газа производится при разложении флюса при нагреве - это так называемый процесс сварки самозащитной порошковой проволокой (Self-shielded FCAW - FCAW-S).
В действительности это всего лишь особая разновидность процесса полуавтоматической сварки. Поэтому для нее характерны те же особенности, что и для других процессов сварки в защитных газах, так как она также нуждается в эффективной газовой защите. Например, требование поддерживать минимальное расстояние между газовым соплом и изделием также действительно и для сварки порошковой проволокой (FCAW). Необходимо предпринимать меры против сквозняков от открытых дверей и окон, так как они могут отдувать защитный газ в сторону. Тоже самое касается потоков воздуха от вентиляционных систем и даже от воздушных систем охлаждения сварочного аппарата.
Функции флюса сердечника порошковой проволоки
Состав флюса разрабатывается согласно области применения порошковой проволоки. Основной функцией флюса является очистка металла шва от таких газов как кислород и азот, которые оказывают отрицательное влияние на механические свойства сварного шва. Для того чтобы снизить содержание кислорода и азота в металле шва во флюс проволоки добавляют кремний и марганец, которые являются раскислителями, а также способствуют улучшению механических свойств металла. Такие элементы как кальций, калий и натрий вводятся во флюс с целью придания шлаку свойств, способствующих улучшению защиты расплавленного металла от воздействия атмосферного воздуха при кристаллизации металла.
Кроме того, шлак обеспечивает:
- формирование поверхности шва требуемого профиля
- удержание ванны расплавленного металла при сварке в вертикальном и потолочном положениях
- снижение скорости остывания металла сварочной ванны
Кроме того, калий и натрий способствуют получению более мягкой (стабильной) дуги и снижают разбрызгивание.
Легирование металла шва через флюс является более предпочтительным по сравнению с легированием металла шва через проволоку сплошного сечения. Вводить в сердечник порошковой проволоки легирующие компоненты технически проще и дешевле, чем изготавливать проволоку сплошного сечения из легированного металла. Обычно используются следующие легирующие элементы: молибден, хром, никель, углерод, марганец и др. Добавка этих элементов в металл шва повышает его прочность и пластичность, и в то же время, предел текучести, а также улучшает свариваемость металла.
Состав флюса определяет будет ли порошковая проволока рутилового или основного типа (также как и в случае с покрытыми электродами).
Применяются также порошковые проволоки с повышенным содержанием металлического порошка (металл–корд). Во флюсе порошковых проволок этого типа содержится большое количество железного порошка, а также добавки кремния и марганца. Некоторые проволоки содержат также до 2% никеля, который повышает ударную вязкость при низких температурах.
Порошковые проволоки типа металл–корд применяются для сварки полуавтоматом стыковых и угловых швов во всех пространственных положениях. Они обеспечивают высокую производительность наплавки. Сварной шов имеет гладкую поверхность и не покрыт шлаком, а это означает, что можно выполнять несколько проходов без предварительной очистки предыдущего валика.
Применение сварки порошковой проволокой
В настоящее время сварка порошковой проволокой (FCAW) применяется там, где раньше использовались покрытые электроды, например, в кораблестроении и других отраслях тяжелого машиностроения применительно к толщинам более 1,5 мм изделий из обычных низкоуглеродистых, жаростойких, коррозионностойких и нержавеющих сталей.
Сварка порошковой проволокой fcaw

Сварка самозащитной порошковой проволокой (FCAW-SS)
При сварке самозащитной порошковой проволокой (FCAW-SS), в отличии от сварки сплошной проволокой в среде защитных газов (MIG/MAG), не требуются баллоны с газами и сварочный полуавтомат проще доставить к месту работы. Есть и еще одно серьезное преимущество – работы можно производить при наличии ветра и сквозняков, т.е. в монтажных условиях.
Тем не менее, из-за повышенного выделения газов и брызг флюса, сварка самозащитной проволокой требует определенного навыка.

Ниже мы приводим основные факторы на которые необходимо обратить внимание при сварке самозащитной порошковой проволокой.
1. Перед сваркой
Возьмите за правило – после каждого прохода, перед началом следующего, необходимо отрезать (или отломить) конец проволоки для хорошего поджига дуги.
2. Скорость подачи проволоки
Скорость подачи проволоки напрямую связана с током сварки. Чем выше скорость подачи, тем больше сварочный ток и, наоборот, чем ниже скорость подачи тем меньше сварочный ток.

a – высокая скорость подачи, b – низкая скорость подачи
(a) Недостаточная (слишком маленькая) скорость подачи приводит к
- повышенному разбрызгиванию;
- неправильной геометрии шва (значительная высота шва при малой ширине);
- несплавлению.
(b) Слишком большая скорость подачи приводит к частым коротким замыканиям капель расплавленного металла проволоки. Это явление можно определить на слух – будет слышен булькающий звук при сварке. Чтобы избежать замыканий при большой подаче проволоки необходимо снизить скорость подачи, либо поднять сварочное напряжение для увеличения длинны дуги.
3. Скорость сварки
Необходимо правильно подбирать скорость сварки самозащитной порошковой проволокой для достижения правильной геометрии шва и отсутствия недопустимых дефектов.

с – низкая скорость сварки, d – высокая скорость сварки
(c) Слишком низкая скорость сварки делает шов шире, но при этом расплавленный флюс растекается по бокам шва и перестает защищать верхнюю часть, увеличивая риск возникновения пор.
(d) С другой стороны, слишком высокая скорость сварки приводит к нарушению геометрии шва (значительная высота при малой ширине).
4. Длина вылета электрода
Длинна вылета электрода при сварке самозащитной порошковой проволокой очень важный параметр режима сварки. Необходимо соблюдать рекомендации производителя проволоки по длине вылета электрода.

(e) Слишком маленький вылет электрода приводит к недостаточному прогреву флюса содержащегося в проволоке и, как следствие, недостаточной защите шва – расплавленный флюс не дотекает до краев шва.
(f) Слишком большой вылет электрода вызывает нестабильность подачи проволоки (из-за плохого подвода тока) и приводит к появлению наплывов и грубой чешуйчатости шва.
5. Полярность тока
Наиболее частой ошибкой при сварке самозащитной порошковой проволокой является неправильный выбор полярности тока. Требуемая полярность указывается на упаковке с проволокой. Как правило, сварка самозащитной порошковой проволокой осуществляется на прямой полярности – плюс на “землю”, минус на электрод (маркировка на упаковке “DC-“).

Неправильная полярность приводит к значительному разбрызгиванию при сварке.
6. Угол наклона горелки
Как при сварке электродом, сварка самозащитной порошковой проволокой происходит со шлакообразованием. Необходимо соблюдать правильный угол наклона, чтобы шлак защищал передний фронт и хвостовую часть сварочной ванны.
При сварке листов в нижнем положении (Н1) горелка (проволока) должна быть под углом 90° к плоскости. Для тавровых, угловых и нахлесточных соединений в нижнем положении (Н2), сварка осуществляется тянущим углом в 5-10° по направлению сварки и под углом 45° к горизонтали.
Ну и напоследок о главном – внимательно ознакомьтесь с инструкцией к проволоке, особенно с разделом по безопасности производства работ. ГАЗЫ ВЫДЕЛЯЕМЫЕ САМОЗАЩИТНЫМИ ПОРОШКОВЫМИ ПРОВОЛОКАМИ ВЫСОКОТОКСИЧНЫ И МОГУТ ВЫЗВАТЬ ОТРАВЛЕНИЕ.
Работайте в хорошо проветриваемых помещениях, с использованием средств индивидуальной защиты (сварочная маска с воздушным фильтром).
Вам также может понравиться

Дэвид Мадеро (David Madero) – скульптор и сварщик
День рождения Марвина Химейера
Порошковая проволока для сварки «FCAW»
FCAW – Flux Core Arc Welding – это механизированная или автоматическая дуговая сварка порошковой проволокой (газозащитной или самозащитной). Процесс сварки может выполняться с использованием защитных газов или без них. В качестве электродной проволоки используется трубчатая проволока с содержанием специального порошка.
Металлическая оболочка проволоки (трубка), изготовленная из стальной ленты толщиной 0,2-0,5 мм, внутренняя полость которой заполнена флюсом (смесь газообразующих и шлакообразующих материалов, ферросплавов) и металлическими порошками.
Порошковая проволока – эффективная сварка низколегированных и углеродистых сталей, цветных металлов, сплавов и чугуна.
Технология изготовления порошковой проволоки.
Изготовление порошковой проволоки осуществляется на автоматизированной линии по производству сварной проволоки:
- Подготовка Стальной Ленты и Флюса (шихты)
- Формирование профиля и навалка на него шихты
- Засыпка сердечника в профиль
- Операция Волочения
- Контроль Качества полученного изделия

Конструкции Порошковых проволок.
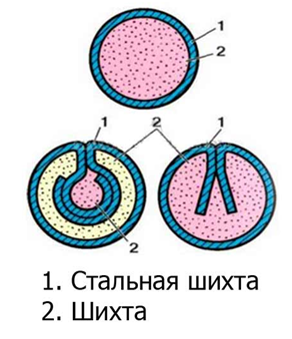
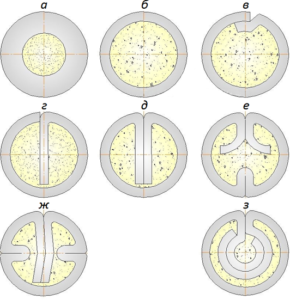
Порошковые проволоки по своей конструкции делятся на два вида:
Наиболее распространены проволоки трубчатой конструкции (рис. 1, рис.2 — а, б, в ). Введение части оболочки внутрь сердечника ( рис. 2 — г, д, е, ж, з ) обеспечивает более равномерное плавление его и более эффективную защиту металла от воздуха.
Сердечник (шихта) порошковой проволоки
По составу сердечника порошковые проволоки делятся на 5 типов:
- Рутил-органического, Флюоритного (используются как самозащитные)
- Рутилового, Рутил-флюоритного (с дополнительной защитой углекислым газом СО2)
- Карбонатно-флюоритного (чаще всего используют как самозащитные, но применяют и в сочетании с дополнительной защитой углекислым газом)

Разработана для полуавтоматической и автоматической сварки углеродистых и низколегированных сталей в среде углекислого газа и его смесях с аргоном.
Порошковые газозащитные проволоки позволяют достичь превосходной формы шва и очень низкого уровня разбрызгивания. Она сочетает в себе характеристики сплошной проволоки с преимуществами порошковой. Высокая скорость ведения шва, высокий коэффициент наплавки, малое дымление и низкое разбрызгивание отличают эту проволоку при использовании с защитными смесями с высоким содержанием аргона.
- Раскисляет и денитрифицирует расплавленный металл
- Образует защитный шлак придает форму сварному шву и удерживает расплавленный металл при сварке в сложных пространственных положениях
- Вводит в сварочный металл определенные легирующие элементы для обеспечения нужных механических характеристик
- Влияет на характеристики сварки (глубина провара и скорость наплавления)
- Используется для сварки на открытом воздухе

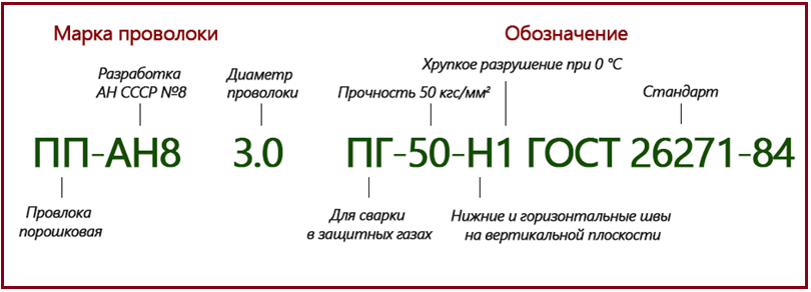
Маркировка порошковой проволоки ГОСТ 26271-84
В условном обозначении сварочных порошковых проволок первые две буквы обозначают тип проволоки:
Маркировка Порошковой проволоки AWS А 5.20/ А5.20М

Маркировка и упаковка проволоки
На каждую катушку (моток), порошковой проволоки крепят ярлык, на котором указывают:
- Условное обозначение проволоки
- Номер партии
- Дату изготовления
- Штамп технического контроля
Катушка должна быть обернута в водонепроницаемую упаковочную бумагу или мешки из полиэтиленовой пленки и помещена в упаковку, обеспечивающую сохранность проволоки/

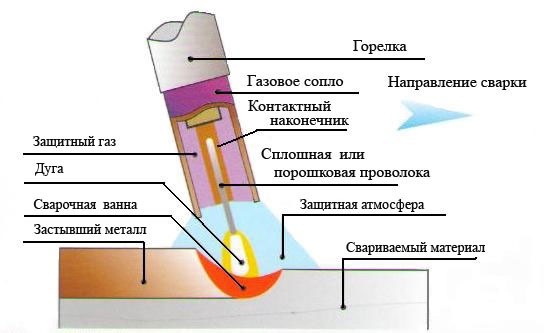
Схемы процессов сварки порошковыми проволоками

Влияние режимов сварки на качество сварного шва
При сварке самозащитной порошковой проволокой (FCAW-S), в отличие от сварки сплошной проволокой в среде защитных газов (MIG/MAG), не требуются баллоны с газами и сварочный полуавтомат проще доставить к месту работы. Есть и еще одно серьезное преимущество — работы можно производить при наличии ветра и сквозняков, т.е. в монтажных условиях.

Сварка порошковой проволокой FCAW-S
Перед сваркой
Возьмите за правило — после каждого прохода, перед началом следующего, необходимо отрезать (или отломить) конец проволоки для хорошего поджига дуги.
Скорость подачи проволоки
Чем выше скорость подачи (рис.3), тем больше сварочный ток и, наоборот, чем ниже скорость подачи (рис.4), тем меньше сварочный ток.


Скорость сварки
- Необходимо правильно подбирать скорость сварки самозащитной порошковой проволокой для достижения правильной геометрии шва и отсутствия недопустимых дефектов.
- Слишком низкая скорость сварки делает шов шире (рис.5).
- Слишком высокая скорость сварки приводит к нарушению геометрии шва — значительная высота при малой ширине (рис. 6)


Длина вылета электрода
- Слишком маленький вылет электрода приводит к недостаточному прогреву флюса содержащегося в проволоке и, как следствие, недостаточной защите шва — расплавленный флюс не дотекает до краев шва (рис.7).
- Слишком большой вылет электрода вызывает нестабильность подачи проволоки (плохой подвод тока) и приводит к появлению наплывов и грубой чешуйчатости вылета электрода (рис.8).


Полярность тока
- Неправильная полярность приводит к значительному разбрызгиванию при сварке (рис.9).
Угол наклона горелки
- Необходимо соблюдать правильный угол наклона, чтобы шлак защищал передний фронт и хвостовую часть сварочной ванны.

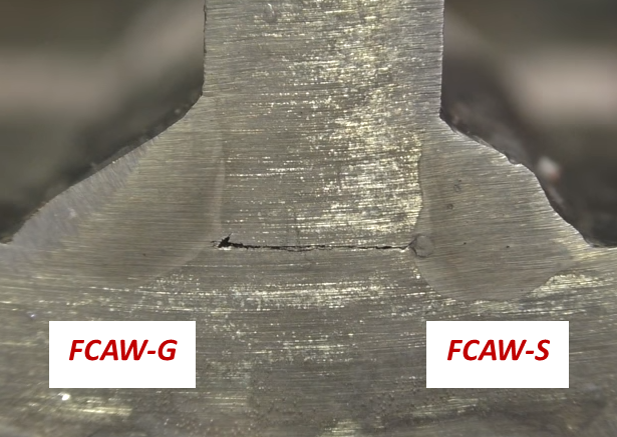
Сравнение самозащитной и газозащитной порошковой проволоки
Образец швов на малом режиме:
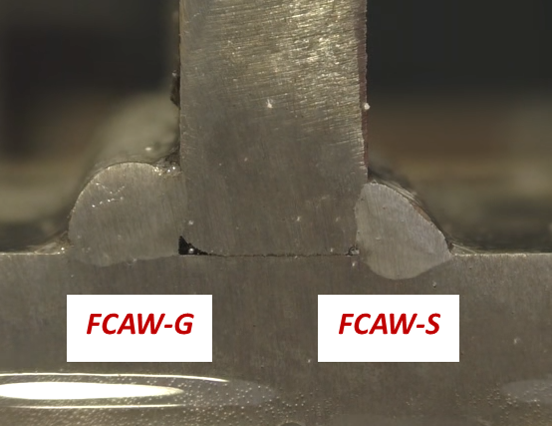
Образец швов на среднем режиме:
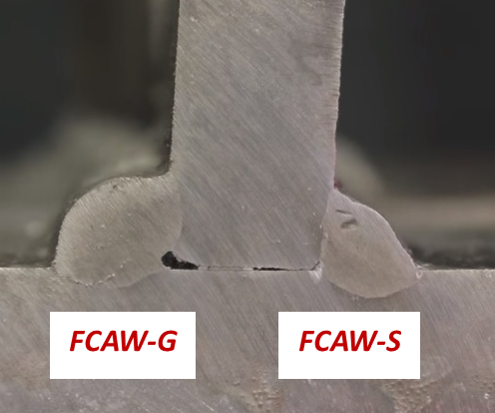
Образец швов на большом режиме:
Преимущества сварки порошковой проволокой
- Сварку самозащитной порошковой проволокой можно выполнять во всех пространственных положениях.
- Существуют марки проволоки позволяющие выполнять сварку без газовой защиты, соответственно сварку можно выполнять на ветру, сквозняке и монтажных условиях без угрозы нарушения защитной среды.
- По сравнению с ручной дуговой и полуавтоматической сваркой, рабочему сварщику необходимо меньше навыков.
- Отсутствие «чешуек» на поверхности сварочного шва.
- Способ не требует тщательной очистки сталей перед сваркой.
- Повышение продуктивности процесса, особенно при сварке двухслойной порошковой проволокой.
Недостатки сварки порошковой проволокой
- Сварке порошковой проволокой присущи проблемы не полного сплавления кромок, появление шлаковых включений и трещин в сварочном шве. Такие проблемы существуют и при других способах сварки. Отдельно можно выделить:
- Повышенная склонность к подгоранию токоподводящего наконечника.
- Появляются механические проблемы с подачей порошковой проволоки.
- Высокое выделение дыма при сварке. Во время сварки испаряется много вредных паров, плохо влияющих на организм человека.

Газозащитная проволока DEKA E71T-1С

Самозащитная сварочная проволока DEKA E71T-1GS (аналог ПП-АН7, ПС-44-А2Г)
DEKA - это компания, постоянно расширяющая свой ассортимент, развивающая новые модели, опираясь на мировой опыт индустрии сварочных технологий.


Сварка порошковой проволокой FCAW (Flux Core Arc Welding) – механизированная или автоматическая дуговая сварка порошковой проволокой (самозащитной проволокой). Процесс сварки похож на полуавтоматическую сварку, только в качестве электродной проволоки используется трубчатая проволока с содержанием специального порошка – порошковая проволока. Такая сварка может выполняться с использованием защитных газов или без защитного газа.
Способы сварки порошковой проволокой.
Существует два основных метода сварки порошковой проволокой - сварка порошковой проволокой в среде углекислого газа и сварка порошковой самозащитной проволокой.
Сварка порошковой проволокой в среде углекислого газа является фактически объединенным способом сварки FCAW и процесса MAG сварки. Двойная защита зоны сварки позволяет получить швы высокого качества. Используется преимущественно для сварки качественных сталей. Также как и при полуавтоматической сварке существует вероятность нарушения газовой защиты, что приводит к появлению пор в металле шва.
Сварка порошковой самозащитной проволокой без защитного газа возможна благодаря порошкообразному флюсу находящемуся внутри проволоки. Помимо флюса в проволоке содержатся и другие вещества, которые при плавлении создают защитную газовую среду и шлак. Газо- и шлакообразующие вещества защищают зону сварки от воздействия воздуха. Как и при других видах сварки большое внимание необходимо уделять выбору сварочных материалов, то есть проволоки для сварки, чтобы получить шов необходимого качества и с нужными механическими свойствами.
Преимущества сварки порошковой проволокой.
- Ее можно выполнять во всех пространственных положениях.
- Сварку самозащитной проволокой без газовой защиты можно выполнять на ветру, сквозняке и в монтажных условиях без угрозы нарушения защитной среды.
- По сравнению с ручной дуговой и полуавтоматической сваркой, рабочему сварщику необходимо меньше навыков.
- Отсутствие «чешуек» на поверхности сварочного шва.
- Способ не требует тщательной очистки соединяемых поверхностей перед сваркой.
- Повышение продуктивности процесса, особенно при сварке двухслойной порошковой проволокой.
Недостатки сварки порошковой проволокой.
Сварке порошковой проволокой присущи проблемы не полного сплавления кромок, появление шлаковых включений и трещин в сварочном шве. Такие проблемы существуют и при других способах сварки. Отдельно можно выделить:
- Повышенная склонность к подгоранию токоподводящего наконечника.
- Возникают механические проблемы с подачей порошковой проволоки.
- Значительное выделение дыма при сварке. Во время сварки испаряется много вредных паров, плохо влияющих на организм человека.
Области применения механизированной сварки порошковой проволокой
Наличие значительного количества марок порошковой проволоки позволяет применять этот прогрессивный способ сварки как в заводских условиях, так и в условиях строительно-монтажной площадки.
В заводских условиях с помощью сварки порошковой проволокой изготавливают самые разнообразные конструкции:
- элементы базы шагающего экскаватора,
- подкраново-подстропильные фермы прокатных станов,
- бункеры для шихты,
- элементы балок горно-обогатительных комбинатов,
- кольцевые газоходы металлургических комбинатов
- и другие изделия.
В монтажных условиях механизированная сварка порошковой проволокой получает все большее распространение. В большом объеме она применяется на монтаже конструкций зданий – при укреплении подкрановых балок, ригелей, колонн, при приварке тормозного настила, сварке щитов кровли и других элементов зданий.
Механизированная сварка порошковой проволокой может быть эффективно использована на монтаже практически всех типов стальных строительных конструкций.
Сварка порошковой проволокой (FCAW)
Читайте также: