Сварка порошковой проволокой в судостроении
Обновлено: 18.05.2024
Продолжаем серию материалов, посвященных сварочному оборудованию, используемому на судостроительных верфях и заводах. На этот раз отправляемся в Калининград на «Прибалтийский судостроительный завод «Янтарь». Вопросы простые, но важные: какое сварочное оборудование в приоритете, материалы, что нужно учитывать при их выборе.
Ещё в 2000 году на На "Янтаре" было принято решение обновлять сварочное оборудование, и теперь у главного сварщика завода Сергея Кузнецова есть чем поделиться с коллегами.
Первыми были приобретены полуавтоматы для MIG/MAG сварки производства ESAB такие как: Origo Feed 304_M13 и Origo YardFeed 200_M3y с источниками Mig400t, ставшие на смену Гранит-3У3 с ВДУ-506.
"Поначалу сварщики скептически относились к оборудованию, но вскоре освоили его. К недостаткам полуавтоматов ESAB следует отнести недостаточную защиту коммутационных соединительных кабелей", – главный сварщик ПСЗ "Янтарь" Сергей Кузнецов.


Корпусное производство
Таблица №1. Оборудование для MIG/MAG сварки:
| Полуавтомат для сварки в среде защитного газа в комплекте с источником питания | Кемррi МХF67 c FastMig M420 |
| П/А Урал-Мастер500 под исх-м УРАЛ-4 | |
| Кемррi МХF63 c FastMig M420 | |
| Пионер-5000 / ПДГ421 (ИТС) |
Для автоматической сварки под слоем флюса используются автоматы ESAB A2 Multitrac / A6 Mastertrac и АДФ-1000 (SELMA), которые по своим характеристикам не уступают импортным аналогам.


| Аппарат инверторный для ручной сварки | Kemppi Minarc EVO 180 VRD |
| Kemppi Minarc EVO 180 |
Достроечное производство
Трубомонтажное производство оснащено установками аргонодуговой сварки УДГУ 351 AC/DC (SELMA), Mastertig 3500W AC/DC, Mastertig MLS4000/MLS2300 AC/DC, MinarcTig 180, а также полуавтоматами FastMig_MF33 c КМ400 (KEMPPI).
"На заводе есть опыт применения технологии автоматической орбитальной сварки стыков труб, но текущие производственные условия не позволяют эффективно использовать это оборудование", – главный сварщик ПСЗ "Янтарь" Сергей Кузнецов.

Недавно на трубомонтажном производстве появились инверторные полуавтоматы Phoenix 405 puls производства EWM. Главный сварщик ПСЗ "Янтарь" охарактеризовал его, как "профессиональное", многофункциональное оборудование, которое может применяться только на конкретных направлениях производства, а эксплуатация требует от сварщика высокого уровня подготовки для эффективного использования всех возможностей оборудования. К тому же большая часть функционала бесполезна при использовании СО2 в качестве защитного газа, а он по-прежнему остаётся основным в сварочном производстве завода. Нельзя не заметить и высокую стоимость такого оборудования и его комплектующих. В связи с этим большинство сварщиков не отдают предпочтение данным моделям в основном технологическом процессе изготовления корпуса судна.


Кстати, на предприятии была замечена тенденция: сварщики отдают предпочтение сварочным полуавтоматам ESAB Origo YardFeed 200_M3y с источниками Mig400t и Kemppi FastMig MF33 с инвертором КМ400 благодаря их удобной компоновке, а также удобству в использовании и настройки режимов на панели управления.
Импортозамещение
ПСЗ "Янтарь" не остается в стороне от установки на импортозамещение и ищет пути замены части оборудования на отечественные аналоги. С учётом специфики производства – задача непростая.
На сегодня в корпусном производстве задействованы сварочные полуавтоматы УРАЛ-4(01). Могут быть использованы как для стационарных, так и для монтажных работ в судостроении, машиностроении, при производстве строительных конструкций, технологических емкостей для химических и нефтяных объектов.
"Сварочно-технологические характеристики УРАЛ-4(01) не уступают полуавтоматам ESAB и KEMPPI, но пока есть вопросы касательно надёжности. Как говорится, время покажет", – главный сварщик ПСЗ "Янтарь" Сергей Кузнецов.

На государственных заказах используют сварочные материалы, входящие в реестр ОЦССМ НИЦ Курчатовский ЦНИИ КМ "Прометей".
"Проблемы со сварочно-технологическими свойствами стали встречаться реже ввиду контроля и отраслевых механизмов допуска изготовителей, и налаженного механизма проверки при приёмке", – главный сварщик ПСЗ "Янтарь" Сергей Кузнецов.
Ручная электродуговая сварка (МMA):
Используются покрытые электроды марок УОНИИ 13/45Р, УОНИИ 13/55Р, Э-138/50Н, ЭА-400/10У, ЭА-606/11 и др. Судиславского завода сварочных материалов. Нареканий по качеству к ним не было.
Полуавтоматическая сварка в среде СО2 (MAG):
Св-08Г2С, Св-08ГСМТ, Св-08Х19Н11Ф2С2 Св-08ГСНТ, – на производстве стараются больше не использовать, ввиду низких показателей сварочно-технологических свойств и плохого качества шва.
"Используем порошковую проволоку ПП-СВП1 ("СВ-ПРОКАТ"), проблема одна – цена, других порошковых проволок для сварки различных категорий сталей в судостроении в России нет", – главный сварщик ПСЗ "Янтарь" Сергей Кузнецов.
Автоматическая сварка под слоем флюса (SAW):
Используются флюсы АН-42, ОСЦ-45, проволоки Св-08ГСМТ и Св-10ГН.
Сварка сплавов на основе Al (MIG, TIG):
Используются сварочные проволоки св-АМг5 и Св-АМг61 от производителя "АВИАЛЬ", Москва. Фирма поставляет проволоки на кассетах и в прутках с обработанной поверхностью. Качество не хуже импортных материалов.
Сварка сплавов на основе Cu (MIG, ТIG):
Применяются сварочные проволоки БрКМц3-1, БрАМц9-2, МНЖКТ5-1-0,2-0,2. На ПСЗ "Янтарь" самостоятельно проводят химическую обработку этих материалов, намотку в кассеты и рубку на прутки.
Роботизация (автоматизация) на производстве.
Основной объём сварочных работ на ПСЗ "Янтарь" выполняется вручную.
Автоматизация сварочных процессов реализована главным образом для сварки стыковых соединений полотнищ под слоем флюса – 2-3% от общего объёма работ по корпусу. Механизация сварки УП (135/136) реализуется путём ограниченного применения сварочных кареток (самоходных / на направляющей). В трубомонтажном производстве используются трубные трехроликовые вращатели с наклонной осью.
"Надо понимать, что роботизированный технологический комплекс эффективен при сварке наиболее простых конструкций и узлов, где более высокие показатели повторяемости и однотипности конфигурации", – главный сварщик ПСЗ "Янтарь" Сергей Кузнецов.
Механизированная сварка порошковой проволокой ППС-ТМВ7 корпусных конструкций судов
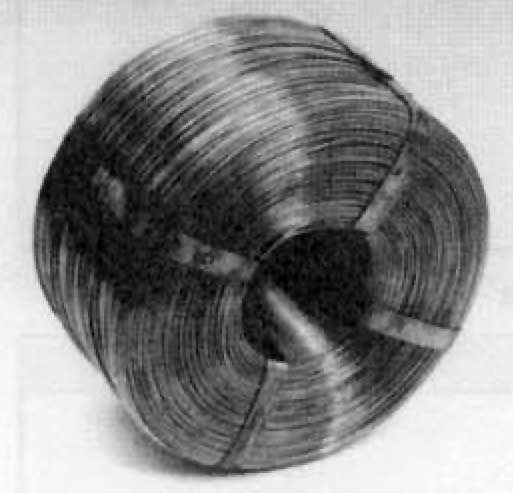
Рис. 1. Формованный моток порошковой проволоки ППс-ТМВ7 диаметром 1,2-1,6 мм (Dн = 170 мм, Dвн = 75 мм, В = 80 мм, масса 6,5-7,0 кг)
СП «ТМ ВелдТек» освоена технология производства порошковой проволоки малого диаметра на ОАО «Днепрометиз», выпускавшим до этого порошковые проволоки диаметром 2,5-3,6 мм. Разработаны и изготовлены специальные лигатуры для сердечника порошковой проволоки и специальная технологическая смазка. Отработана технология выпуска проволоки на кассетах и в виде формованных мотков применительно к полуавтоматам А-547 и «Гранит» (рис. 1). На первом этапе планируется поставка порошковой проволоки ППс-ТМВ7 в мотках с их последующей прокалкой у потребителя перед намоткой на кассеты. В дальнейшем после проведения реконструкции цеха порошковой проволоки и установки необходимого оборудования проволока будет поставляться в состоянии полной готовности к сварке. ХСЗ выполнил большой объем работ по модернизации 200 полуавтоматов, оснастив их специальными приставками для подачи порошковой проволоки малого диаметра (рис. 2). Создан участок подготовки порошковой проволоки к сварке, оснащенный намоточными станками типа А-14Е и печью для ее прокалки. Проведены обучение и аттестация сварщиков по технике и технологии сварки порошковой проволокой, решены организационные вопросы применения сварки порошковой проволокой ППс-ТМВ7 в цехах.
Таблица 1. Результаты сравнительных испытаний порошковых проволок диаметром 1,2 мм при сварке в СO2 вертикальных угловых швов
| Порошковая проволока | Сила максимального сварочного тока, А | Производительность наплавки, кг/ч | Валовое выделение ТССА, г/мин | Формирование шва |
| ПП-АН21 | 130 | 1,6 | 1,7 (1,15) | Удовлетворительное |
| ПП-АН26 | 170 | 2,1 | 1,5 (1,1) | Удовлетворительное |
| ППс-ТМВ7 | 260 | 4,3 | 1,2 (0,85) | Отличное |
| РZ6113S | 260 | 4,4 | 1,0 (0,72) | Отличное |
2. В скобках приведены значения, полученные при сварке вертикальных швов на рабочих режимах.
Таблица 2. Механические свойства металла, наплавленного проволокой ППс-ТМВ7 при классификационных испытаниях
| Показатель | Требования «Правил. » | Результаты испытаний (среднее для 3-х образцов) |
| Временное сопротивление разрыву, МПа | 490-600 | 660 |
| Верхний предел текучести, МПа | Не менее 375 | 495 |
| Относительное удлинение, % | Не менее 22 | 23,5 |
| Относительное сужение, % | Не менее 45 | 53,5 |
| Работа удара (КУ), Дж, при I = 20° С | Не менее 47 | 58,0 |
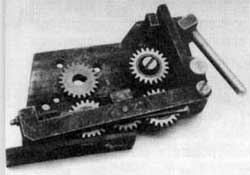
Рис. 2. Приставка к полуавтоматам А-547 и «Гранит» для подачи порошковой проволоки
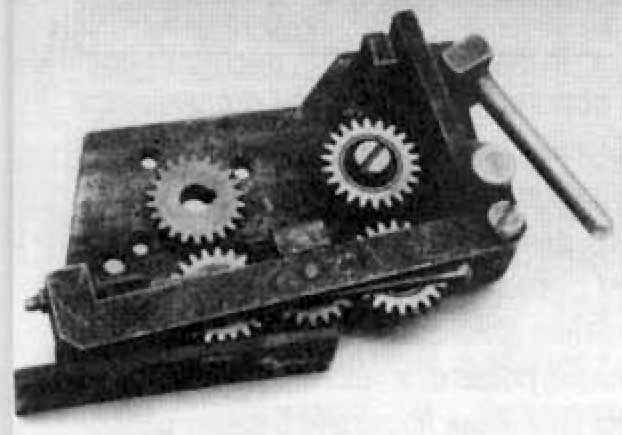
Рис. 2. Приставка к полуавтоматам А-547 и «Гранит» для подачи порошковой проволоки
В процессе отработки технологии сварки различных типов сварных соединений проведена оптимизация режимов сварки с целью достижения наиболее благоприятной формы шва при отсутствии дефектов. Для условий ограниченного пространства выполнение швов в различных пространственных положениях производится без изменения режима сварки, что исключает вспомогательное время на настройку полуавтомата. После выполнения корневых швов не требуется их дополнительная обработка. Наибольший эффект достигается в случае использования керамических подкладок. Опыт применения порошковой проволоки ППс-ТМВ7 на ХСЗ показал стабильную воспроизводимость ее сварочно-технологических характеристик и механических свойств контрольных сварных соединений.
Сварка тавровых и стыковых швов плоских секций в нижнем положении выполнялась порошковой проволокой диаметром 1,4 мм, а объемных секций - во всех пространственных положениях проволокой диаметром 1,2 мм. Стыковые и тавровые соединения в вертикальном положении сваривались способом «снизу-вверх» без прерывания дуги и возвратно-поступательных колебаний. Это обеспечивало формирование швов с гладкой поверхностью и плавным сопряжением шва с основным металлом. Общая длина сварных швов только на одной секции в нижнем положении составила 1100 м и в вертикальном - 600 м. По результатом гаммаграфирования стыковые сварные швы оценены баллом 3. Секции после сдачи ОТК были подвергнуты бластированию (очистка швов дробеструйными аппаратами) с целью очистки швов и прилегающих участков от окалины, брызг, шлака и других загрязнений, а также выявления дефектов, не обнаруженных визуальным контролем. При сварке порошковой проволокой по сравнению со сплошной на 70-80% снижено количество выявляемых этим способом дефектов. Достаточно высокое качество сварных швов позволило значительно снизить трудоемкость на их зачистку и подготовку под покраску. Например, только на одной бортовой секции трудоемкость снижена на 1200 нормо/ч.
Наибольший эффект достигнут при сварке балластных и грузовых танков продуктовозов, где предъявляются высокие требования к плотности швов и подготовке их к покраске. Сварка производилась как в сборочно-сварочных цехах при изготовлении секций, так и на стапеле при формировании блоков танкера. Херсонский судостроительный завод планирует существенное увеличение объемов применения сварки порошковой проволокой.
Сварочное производство - импортозаместить или не импортозаместить?
И санкции, и прежде всего повышение цен на европейские материалы, подтолкнули промышленность обратить внимание на отечественных производителей. Но готовы ли последние к такому "интересу", готовы ли предложить аналогичный по качеству продукт?
Мы обратились к главным сварщикам трех ближайших к нам судостроительных заводов, чтобы выяснить какими же сварочными материалами они пользуются сейчас, работают ли с отечественной продукцией?
Главный сварщик Выборгского судостроительного завода Сергей Шкодинский:
- Сварочная порошковая проволока ESAB (Китай), Lincoln Electric (Китай), Hyundai (Ю. Корея), Kobelco (Голландия);
- Сварочная проволока сплошного сечения (Россия);
- Сварочный флюс ESAB (Россия);
- Сварочные электроды (Россия);
- Электроды угольные (Китай);
- Подкладки керамические (Китай).

В последнее время цены на все материалы, в том числе российские, существенно выросли, что привело к финансовым затруднениям.
Вообще, что касается отечественных материалов, то порошковых проволок в России не производится. По остальным материалам, где возможно, привлекаются поставщики из России, если они могут предложить конкурентное качество по конкурентной цене.
Главный сварщик Балтийского завода Максим Истомин:
Главный сварщик Северной верфи Вячеслав Иванов:

Мы попросили прокомментировать ситуацию с отечественными сварочными материалами регионального менеджера по системе качества и оптимизации производства "ЭСАБ" Олега Бублика.

Олег Владимирович уделил большее внимание порошковым и другим "интересным" проволокам. Но стандартные проволоки сплошного сечения марок Св08Г2С и Св08ГС – основные материалы, которыми пользуются российские судостроители – неужели мы разучились их производить? Ведь, и отечественные, и иностранные проволоки имеют одобрение РС. То есть качество их соответствует требованиям классификационных обществ и допускается к использованию.
С этим вопросом мы обратились в Регистр судоходства и получили следующий комментарий. Отвечает старший эксперт отдела технического наблюдения в промышленности Михаил Павлов:
"Признание РС имеют около двадцати отечественных и пятидесяти иностранных производителей сварочных материалов. Отечественные производители в основном изготавливают электроды и проволоки сплошного сечения.
Говорить о превосходстве импортных сварочных материалов над российскими некорректно.
Потребители сварочных материалов, делая свой выбор, руководствуются не только свойствами, которыми будет обладать сварное соединение, но и целым рядом иных факторов: сварочно-технологическими свойствами, производительностью процесса, особенностями применяемого сварочного оборудования, экономической целесообразностью. И поскольку в России определенные типы материалов не производятся, выбор делается в пользу импортных материалов.
Требования Правил РС к сварочным материалам, их изготовителям, порядку освидетельствования гармонизированы с международными нормами и требованиями. Требования одинаковы как для отечественных, так и для иностранных производителей. Каждый сварочный материал, имеющий одобрение РС, обеспечивает свойства сварного соединения в соответствии с присвоенной ему категорией".
Ответ получился невнятный – полной ясности картины от Регистра Судоходства добиться не удалось. Получается, что одобрение РС получают некачественные материалы? Либо одобрение РС на отечественные сварочные проволоки и одобрение РС на зарубежные проволоки – они отличаются?
Чтобы прояснить вопрос мы обратились в научные центры, которые напрямую имеют отношение к сварке в судостроении – ОАО "Центр технологии судостроения и судоремонта" и ФГУП "ЦНИИ конструкционных материалов "Прометей". К большому сожалению ответа от ЦТСС мы так и не дождались, "Прометей" напротив — предоставил обстоятельный комментарий.
Рассказывает заместитель начальника НПК по сварке Александр Баранов:
- промышленное производство сварочных порошковых проволок в России отсутствует;
- в России, а ранее - в СССР отсутствует специализированное производство компонентов, используемых в сварочных материалах (минерального сырья, ферросплавов, ленты);
- многие месторождения минерального сырья, использовавшегося в производстве сварочных материалов, истощены, а разведка и разработка новых не ведется;
- ряд крупных отечественных производителей сварочных материалов приобретены зарубежными организациями и закрыты с целью снижения конкуренции;
- трудность привлечения заемных средств для обновления парка оборудования, которое в России практически не производится.
Освоение производства различного рода расходных материалов, таких как керамические подкладки и вольфрамовые прутки, не уступающих по качеству зарубежным аналогам, также возможно, но требует поддержки и координационной деятельности со стороны ОСК и Минпромторга.
Очевидно, что на данный момент экономическая ситуация сказалась на работе только тех предприятий, которые используют в своей работе иностранные сварочные материалы, т.к. влияние удорожания сварочного оборудования на сварочное производство несколько сдвинуто по времени относительно момента ухудшения экономической ситуации (обновление парка оборудования проводится, как правило, раз в 3-4 года).
Предприятия, изготавливающие сварочные материалы с применением зарубежного сырья или сварочное оборудование с применением зарубежной компонентной базы вынуждены либо поднимать цену на конечную продукцию, либо снижать норму прибыли вследствие снижения курса рубля к доллару и евро.
В качестве предпочтительного пути решения проблем с обеспечением сварочного производства судостроения материалами и оборудованием целесообразно незамедлительно принять все возможные меры к импортозамещению путем стимулирования имеющихся отечественных производителей к расширению и модернизации производства и оказания им соответствующей помощи; организации специализированного производства ферросплавов для нужд сварочного производства, добычи и обработки специфического минерального сырья. Также целесообразно развитие отечественной электротехнической компонентной базы, что неизбежно окажет положительное влияние на ряд смежных отраслей промышленности.
Как временную меру можно рассматривать использование продукции азиатских производителей, но при условии постоянного и всестороннего контроля за ее качеством.
Положительное влияние на ситуацию со снабжением производителей сварочных материалов отечественным рудоминеральным сырьем должна оказать работа ФГУП "ЦНИИ "КМ "Прометей" по постоянному мониторингу его качества и определения пригодности для использования в составе электродов, порошковых проволок и флюсов. Данная работа может быть реализована в рамках финансируемых из средств госбюджета проектов при условии наделения "ЦНИИ КМ "Прометей" соответствующими полномочиями для отбора проб материалов у производителей сырья.

Потом, сварка – это не только судостроение, это, прежде всего, строительство, машиностроение, станкостроение и другие сферы промышленности. Где вот так просто взять и "импортозаместить" иностранное оборудование вряд ли получится.
Сварка в судостроении
С начала применения металла для строительства корпусов судов различного назначения судостроители постоянно занимались поиском более прогрессивной технологии производства. Применение металлоконструкций при изготовлении судовых корпусов позволило значительно повысить прочностные характеристики кораблей.

К тому же сварные металлоконструкции в сравнении с клепанными предоставляют ряд неоспоримых преимуществ. За счет использования элементов конструкции с минимально допустимым сечением и оптимальной формой появляется возможность значительно снизить общую массу конструкции. Более того, применение меньшего количества крепежных составляющих и элементов более рациональной формы позволяет значительно экономить металл. При этом сварка в судостроении дала возможность не только существенно повысить прочность и надежность всех соединений, но и снизить трудовые и временные затраты на постройку судов. Это достигается благодаря возможности механизации и автоматизации сварочного процесса.
Виды сварки в судостроении
При изготовлении корпусов судов преимущественно применяют дуговые способы сварки. Создание сварных соединения двух деталей происходит за счет разогрева свариваемых кромов и их плавления теплом, выделяемым при горении электрической дуги. Образование расплавленного металла и хорошей текучести металла способствует свободному перемешиванию и образованию единого целого при последующей кристаллизации. .
Подобный механизм образования неразъемных соединений обеспечиваютвиды сварки:
Ручная электродуговая покрытыми штучными электродами;
Аргонодуговая неплавящимся вольфрамовым электродов в среде инертного газа;
MIG/MAG – механизированная сварка плавящимся электродом в среде защитного газа;
Автоматическая сварка под слоем флюса;
В судостроении применяется в различной степени каждая из этих технологий. Однако наиболее распространения получила электродуговая сварка. Соединение деталей газокислородным методом стали в последнее время применять все меньше. Это связано в основном с низкой производительностью процесса и вероятностью возникновения деформаций конструкций в результате проведения сварочных операций.
Какие электроды используются для сварки в судостроении
В зависимости от марки судостроительной стали применяют покрытые штучные электроды основного типа: для сварки высокопрочных сталей во всех пространственных положениях и с тонкослойной обмазкой для установки прихваток и сварку на спуск. При работе на полуавтомате применяют как порошковую проволоку рутилового типа в защитном газе CO2, так и порошковую рутиловую проволоку в среде смеси защитного газа Ar/CO2 для сварки во всех пространственных положениях и на керамических подкладках. Кроме того, используют высокопроизводительную металлопорошковую проволоку для сварки угловых швов и заполняющих проходов в нижнем пространственном положении в среде Ar/CO2 или в 100 % CO2.
Выбор сварочных материалов является довольно ответственным этапом подготовки к процессу сварки. Предлагаем ознакомиться с некоторыми рекомендациями, позволяющими сделать правильный выбор сварочных материалов:
Нужно учитывать толщину деталей, которые будут свариваться. Чем больше этот параметр, тем больший диаметр электрода должен быть. Для сварки металла толщиной 0,5…1,5 мм лучше применять TIG-сварку либо полуавтомат.
Сварочный материал напрямую зависит от типа сварочного аппаратом, которым осуществляется сварочный процесс.
Большое влияние на тип и марку сварочного материала влияет марка основного свариваемого металла и требования, предъявляемые к наплавленному металлу.
Подбираем сварочные материалы под сварочный аппарат
Полуавтомат. Для проведения сварки на этом типе сварочного оборудованиятребуется выбрать оптимальный вариант сварочной проволоки. В зависимости от толщины свариваемого металла, пространственного положения, требумых механических характеристик наплавленного металла и производительности подбирается сплошная или порошковая проволока той или иной марки..
Аппараты для аргонодуговой сварки неплавящимся электродом (TIG). Наиболее часто процесс TIG сварки применяется в судостроении для сварки алюминия и его сплавов. Для осуществления сварочного процесса нужно использовать вольфрамовые электроды определенной маркировки (легирования) в зависимости от рода тока (постоянный или переменный). Также на выбор марки вольфрамового электрода влияет мощность дуги (величина сварочного тока), на котором будет производиться сварка. Сварочным материалом в этом процессе является присадочный пруток определенного диаметра и марки, который следует подбирать в зависимости от марки свариваемого металла и требуемых механических характеристик.Аппараты для ручной дуговой сварки. Среди аппаратов этого типа в настоящее время наиболее популярны инверторы. Для ручной дуговой сварки применяются покрытые штучные электроды, наиболее популярны в судостроении электроды с основным типом покрытия.
Подбираем электрод для ручной дуговой сварки под свариваемый металл
Для сварки/наплавки малоуглеродистых, низколегированных конструкционных сталей лучше использовать электроды марок МР, ОЗС (Э42) Они позволят уменьшить вероятность получения шва с «закаленной» структурой.
При работе с легированными сплавами оптимальным вариантом будет применение марки УОНИ (Э50). Такие электроды дают возможность качественно сварить детали из сталей высокой и повышенной прочности.
Компания КЕДР предлагает широкий ассортимент сварочных материалов и оборудования для различных видов дуговой и газовой сварки. Такое разнообразие позволит без проблем подобрать оптимальный вариант решения для задачи по сварке любой сложности.
Читайте также:
- Влияние магнитных полей на сварочную дугу
- Требования к аргону для сварки
- Сварочный преобразователь пд 101
- Расход шнура для сварки линолеума на 1 м2
- Esab 160i сварочный инвертор handy arc