Сварка пп и пэ труб
Обновлено: 16.05.2024
Трубы из полипропилена (точнее, рандом-сополимера пропилена, или PP-R) очень популярны для монтажа водопровода (горячее и холоденое водоснабжение внутри зданий) и систем отопления. Такие трубы соединяются методом «сварки нагретым инструментом в раструб».
Популярное название метода – «раструбная» сварка полипропиленовых труб, или сварка «в раструб» (или, как в старых нормативах, слитно «враструб»). Поскольку прямое соединение двух труб производится с помощью фитинга, который называется муфтой, другое популярное название метода – «муфтовая» сварка пластиковых труб.
Популярное название оборудования – «аппарат» для раструбной (муфтовой) сварки полипропиленовых труб. Жаргонно для ручных аппаратов – «паяльник» пластиковых труб. Последнее, хотя и в корне неправильно, но прижилось.
Работоспособная технология сварки враструб в настоящее время (февраль, 2015) регламентирована только немецкими нормами DVS: раструбная сварка полиэтиленовых труб – DVS 2207-1; технология сварки полипропиленовых труб – DVS 2207-11; раструбная сварка труб из ПВДФ – DVS 2207-15. Перечисленные нормы предлагают подробные инструкции по сварке труб, от подготовки до технологических режимов.
И всё, никаких других нормативов. И никаких других материалов. Имеет смысл отдельно сказать о ПВХ. ПВХ – материал жесткий и подверженный термодеструкции при нагреве. Трубы ПВХ малых диаметров склеивают в раструб специальным клеем. В принципе, напорные ПВХ трубы можно сваривать, но только стыковой сваркой. А определение «паяльник для труб ПВХ» рождено и поддерживается людьми, которые не делают разницы между ПП и ПВХ. Ну, не страшно, пусть будет паяльник для труб ПВХ, менеджер продаж понимает, что речь об аппарате для сварки враструб.
В нашей стране разработка и ратификация комплексного нормативного документа по сварке труб нагретым инструментом враструб запланирована на 2016 г. Только пока неизвестно, будет ли это ГОСТ или СТО или пр. Документ в первом приближении уже готов и включает как устройство аппарата и сменного нагретого инструмента для сварки труб враструб, так и инструкцию по сварке полипропиленовых, полиэтиленовых и ПВДФ труб. Режимы сварки представлены в виде таблиц температуры и времени. Документ НЕ включает инструкции по проектированию и монтажу водопровода или системы отопления, это отдельная тема.
Несмотря на отсутствие легитимного описания технологии и оборудования, сварка враструб с давних пор рекомендована для различных трубопроводов некоторыми нормативами РФ:
- (наружное водоснабжение и канализация) предлагает соединять полиэтиленовые трубы и фасонные части с помощью «сварки встык или враструб» (п.3.58. СНиП). В документе нет указания на ограничения метода или хотя бы на его суть. Трубы из других термопластов не упоминаются, и это понятно, поскольку речь в документе идет только о наружных трубопроводах. (монтаж водоснабжения и канализации из полимерных труб) предлагает соединять полиэтиленовые, полипропиленовые и полибутеновые трубы «на сварке враструб» (п.3.3.1 СП). Сварка враструб рекомендуется «для труб наружным диаметром до 110 мм и стенками любой толщины» (п.7.3.2 СП). Стилистическая ошибка в цитате (если кто заметил) – не в счет. Но по поводу стенок любой толщины – ошибка принципиальная. Автор когда-то лично потратил время, подбирая режим сварки труб с тонкой стенкой. Оказалось, что сварка возможна только при быстром нагреве свариваемых поверхностей нагретым инструментом с температурой 280-290ºС. Но при такой температуре любое тефлоновое покрытие нагретого инструмента довольно быстро разрушается. А если температура инструмента 260ºС, оплавление поверхностей занимает больше времени, тогда труба успевает прогреться насквозь и теряет необходимую упругость. Кстати, самой инструкции по сварке или таблицы режимов в СП нет. (ПЭ и ПП нефтепроводы) предлагает соединять ПЭ и ПП трубы «контактной сваркой нагретым инструментом встык или враструб» (п.7.5.3.1. ВСН). Здесь даже приведена технология сварки полипропиленовых труб в виде таблицы времени сварки в зависимости от толщины стенки – время нагрева, технологической паузы и фиксации. И даже приведено вполне современное требование к температуре нагретого инструмента – 260±10°C. ВСН 003-88 – весьма уважаемый документ, хотя бы потому, что это один из первых в СССР (а именно, второй после ОСТ 6-19-505-79) документ, предлагающий внятную и работоспособную технологию стыковой сварки труб. Однако таблица раструбной сварки полипропиленовых труб здесь неработоспособна, хотя бы потому, что предлагает трубы с толщиной стенки менее 3 мм греть в течение 3-8 сек.
Оправданные практикой ограничения на применение сварки враструб предлагают только нормы DVS: диаметры 16-125 мм с ограничением снизу по толщине стенки труб (см. п.2, Табл.1).
На практике технология сварки враструб в подавляющем большинстве случаев применяется при монтаже водопровода и отопления из полипропиленовых труб. И наоборот, при монтаже водопровода и отопления из полипропиленовых труб в подавляющем большинстве случаев используется технологии раструбной (муфтовой) сварки. Таким образом, «технология сварки полипропиленовых труб» и «технология сварки в раструб» - практически синонимы. Это обусловлено набором взаимодополняющих обстоятельств:
- Среди всех методов сварки пластмасс сварка труб враструб – самая простая для выполнения своими руками, в домашних условиях. Ограничений всего два: (1) сварка враструб не работает на тонкостенных трубах; (2) с ростом диаметра выполнение сварки враструб становится технически сложным и экономически нецелесообразным. Т.е. это наилучший метод сварки для толстостенных труб малых диаметров.
- Для водопровода и систем отопления внутри зданий требуются трубы малых диаметров из теплостойкого материала.
- Внутридомовые трубопроводы предполагают множество изгибов и ответвлений, которые организуются соединительными деталями – фитингами.
- Полипропилен отличается низкой ценой, дешевле него – только совершенно не теплостойкий полиэтилен. Полипропилен довольно теплостойкий, хоть и уступает дорогому полибутену или еще более дорогому ПВДФ.
- При температурах 70-80°C полипропиленовые трубы имеют достаточную долговременную прочность только при большой толщине стенки. Этой толщины вполне достаточно для раструбной сварки.
Раструбная сварка полиэтиленовых труб технически не имеет противопоказаний. Но проблема в том, что полиэтиленовые трубы, как правило, имеют более высокий SDR. Другими словами, полиэтиленовые трубы тех диаметров, что пригодны для раструбной сварки, обычно имеют слишком тонкую стенку. Кроме того, по причине низкой цены и низкой теплостойкости полиэтилена, основное применение полиэтиленовых труб – наружные подземные водопроводы или газопроводы, а это уже большие диаметры. Т.е. диаметр и толщина стенки полиэтиленовых труб обычно непригодны для раструбной сварки.
Пару слов о полипропилене. Жесткий (изотактический) полипропилен, подходящий для производства труб, имеет три типа:
- гомополимер пропилена, или ПП Тип1, или PPH, или PP-H;
- блок-сополимер пропилена, или ПП Тип2, или PPB, или PP-B;
- рандом-сополимер пропилена, или ПП Тип3, или PPR, или PP-R.
Из них только рандом-сополимер пропилена применяется для монтажа систем горячего водоснабжения и отопления, поскольку сохраняет свойства в широком диапазоне температур. Гомополимер и блок-сополимер пропилена используются для сравнительно тонкостенных труб канализации и холодного водоснабжения и к сварке враструб отношения не имеют.
Так или иначе, в связи с разнообразием сополимеров пропилена, полипропиленовые трубы часто называют просто пропиленовыми.
2 Сварка и монтаж полипропиленовых труб своими руками
Собственно, хоть своими руками, хоть руками профессионала, технология сварки одна.
Т.е. вопрос в том, как пользоваться паяльником для труб.
Начнем с принципа технологии сварки полипропиленовых труб. Нагрев свариваемых поверхностей полипропиленовой трубы производится металлическим инструментом – сварочными насадками, покрытыми тефлоном и нагретыми до температуры 260°С (см.п.4). Свариваемые поверхности – наружная поверхность полипропиленовой трубы и внутренняя поверхность полипропиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух половин:
половина, на которую с усилием надевается фитинг, называется «дорн»,
половина, в которую с усилием вставляется конец трубы, называется «гильза».
Пропиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно полипропиленовая труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно.
Наружный диаметр пропиленовой трубы, предназначенной для сварки враструб, несколько выше номинального диаметра, а внутренний диаметр пропиленового фитинга – несколько меньше номинального диаметра трубопровода. Например, пропиленовая труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а пропиленовый фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом.
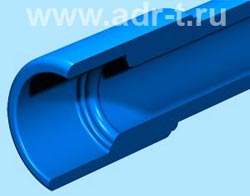
По мере совмещения пропиленовой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рис.1). Похожие процессы происходят при совмещении пропиленового фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рис.2).
 |  |
| Рис. 1 Начало нагрева трубы | Рис. 2 Начало нагрева фитинга |
При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рис.3). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга.
При продвижении пропиленовой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рис.4). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.
 |  |
| Рис. 3 Нагрев фитинга | Рис. 4 Нагрев трубы |
Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной работе паяльником для труб, но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить! При использовании ручного паяльника – просто удерживайте трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате для сварки враструб – зафиксируйте положение трубы и фитинга с помощью фиксатора, которым обязательно оборудован каждый приличный механический аппарат.
Время нагрева зависит от диаметра пропиленовой трубы (см. табл.1) и определяет глубину прогрева свариваемых поверхностей. Для полипропиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм.
По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом пропиленовая труба упруго сжимается, а пропиленовый фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности на воздухе быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимое время этой «перестановки» также зависит от диаметра свариваемого трубопровода (см. табл.1).
Если всё выполнено правильно, то после совмещения мы получим цельную полипропиленовую деталь как на рис.5. А после вваривания в фитинг второй трубы – деталь как на рис.6.
 | 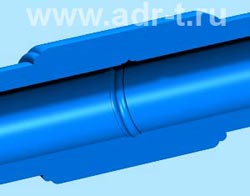 |
| Рис. 5 Труба с фитингом | Рис. 6 Две трубы, соединенные фитингом |
Непосредственно после совмещения трубы с фитингом прогретые слои некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации» (см. табл.1). При ручной раструбной (муфтовой) сварке это время используют для быстрого осмотра и выравнивания возможных перекосов соединения.
По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в табл.1.
Таким образом, время сварки полипропиленовых труб можно определить как сумму времени нагрева, перестановки, фиксации и полного остывания.
Таблица 1 Технологические интервалы для раструбной сварки полипропиленовых труб и фитингов (согласно DVS 2207-1)
| Диаметр, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | 125 | |
| Нагревгрев, сек.: | PN20 | 5 | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 | 60 |
| NP10 | 1) | 1) | 1) | 1) | 1) | 1) | 1) | 15 | 22 | 30 | 35 | |
| Перестановка, сек. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 | 10 | |
| Фиксация, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 30 | 40 | 50 | 60 | |
| Полное остывание, мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | |
1) Ввиду слишком малой толщины стенки раструбная сварка для этих труб не рекомендуется.
Замечание: Указанные в таблице временные интервалы носят только рекомендательный характер. Точные значения интервалов следует уточнять у производителя трубы и фитингов.
Как соединить пнд трубу с полипропиленовой трубой: через фитинги, муфты и фланцы
Новые инженерные системы все чаще создаются при использовании трубопроката из полипропилена и полиэтилена низкого давления. Нередко трубопроводы из ПП и ПНД приходится соединять между собой. Это позволяет не демонтировать уже проложенные коммуникации из полиэтилена низкого давления.
Поэтому полезно будет узнать, как соединить ПНД трубу с полипропиленовой трубой при модернизации и ремонте существующей сети. Информация особенно пригодится начинающим мастерам.
Виды стыковки
Популярный способ производства современных трубных изделий — использование стиролов. Материалы позволяют изготавливать прочные, устойчивые перед агрессивными средами трубопроводы.

Пластиковый водопровод
Они применяются при монтаже водопровода с горячей и холодной водой. При этом существует несколько методов стыковки пластикового трубопроката.
ПП трубопроводы
Трубопроводные полипропиленовые детали соединяются между собой с помощью пайки. В этом случае стыкуемые элементы системы нагреваются с помощью специального сварочного оборудования. Его обычно называют паяльников или утюгом.
Разогрев ПП деталей осуществляется до 260 градусов. Потом один элемент вставляется в другой. Свариваемый участок фиксируется в неподвижном положении, пока не произойдет остывание расплавленного полимера.
Стыковка с другими видами трубопроката выполняется при использовании специальных комбинированных муфт. Они представляют собой ПП изделия, с одной стороны которых впрессована металлическая втулка с наружной или внутренней резьбой.
Другой конец фитинга имеет вид патрубка из полипропилена. Именно эта часть спаивается с ПП трубой. Другая сторона муфты позволяет выполнить резьбовое соединение с трубопроводом из иного материала или с сантехнической арматурой.

Набор фитингов
Производители выпускают ПП комбинированные муфты с гранями под ключ. Такие фитинги сначала накручиваются или вкручиваются в трубопровод из другого материала, а потом свариваются специальным паяльником с ПП трубой.
Для стыковки разнородных труб также применяются американки. Это разборные соединительные элементы с накидной гайкой и уплотнительным материалам.
Они изготавливаются только из металла с резьбами на обоих концах или имеют с одной стороны патрубок из полипропилена. Американки затягиваются при минимальных усилиях.
ПНД трубопроводы
Участки трубопровода из полиэтилена низкого давления соединяются с помощью создания сварного шва или фитингов. Во втором случае герметичность стыка зависит от качества соединительных элементов и соблюдения технологии монтажа.

Монтаж водопровода
Сварной шов создается при использовании специального оборудования. Монтаж выполняется с помощью электромуфты или методом «стык в стык». Применение сварки подразумевает создание неразъемного соединения.
Чтобы стык можно было разобрать при необходимости, применяют специальные герметичные детали. Это недорогие ПНД фитинги многократного использования. В их конструкции присутствует прижимная гайка, от степени затягивания которой зависит герметичность соединения.
Производятся также специальные фитинги для соединения трубопроводов из разнородных материалов. Такие элементы на одном конце имеют резьбу, а другая их сторона представляет собой гладкий патрубок из ПНД с прижимной гайкой.
Существуют и другие варианты стыковки трубопроводов из разных материалов. Они будут описаны ниже.
Соединение труб ПНД и полипропиленовых между собой
Выполнить соединение ПНД и полипропиленовой трубы с помощью сварочного оборудования не получится. Смешивание разных полимеров станет причиной деформации стыка из-за появления трещин. Для соединения разнородных материалов применяются другие способы.
Резьбовые фитинги
Для монтажа соединительного резьбового модуля на концах труб из полиэтилена и полипропилена применяется сварка. Специальное оборудование предназначено для расплавления полимера. Это позволяет получить монолитный шов.

Муфта резьбовая соединительная
В начале процесса соединительный элемент разбирается. Потом одна его часть припаивается к концу трубопровода из полипропилена, а другая половина соединяется при помощи сварки с полиэтиленовой частью.
Эти действия позволят создать стык, который при необходимости всегда можно будет разобрать. Если же нужно выполнить неразъемное соединение, применяются специальные модули с закладными нагревающимися деталями.
Цанговые муфты
Для создания разборного стыка между отводами из ПП и ПНД применяются цанговые муфты. В состав такого модуля входит цанга, зажимная гайка, стопорное кольцо, резьба и ответная часть.

Цанговая муфта
Производители выпускают разные виды цанговых муфт. В начале процесса каждая из них разбирается. Потом цанга вставляется в полиэтиленовую трубу и зажимается стопорным кольцом при затягивании гайки без лишних усилий. В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы.
На следующем этапе ответная часть цанговой муфты фиксируется паяльником на полипропиленовом трубопроводе. В завершение выполняется резьбовое соединение при использовании фум ленты, которая исключает возникновение протечек.
Фланцы
Распространенным способом соединения полипропиленовых труб с трубопроводами из полиэтилена низкого давления является использование фланцев.

Муфта соединительная фланцевая
Такие трубопроводные элементы применяются для стыковки коммуникаций большого диаметра. Дополнительно в работе используется втулка, позволяющая провести фиксацию фланцев.
Стыковка выполняет поэтапно:
- втулки привариваются к концам разных труб/соединяются прижимной гайкой;
- фланцы разъединяются;
- соединительные элементы фиксируются на приваренных втулках;
- фланцы соединяются между собой при помощи болтов и гаек.
Во время создания стыка используется уплотнительный материал. Это прокладка из резины. Она вставляется между фланцами, представляющими собой прочные металлические детали. Они выдерживают механические воздействия, перепады температуры и устойчивы перед коррозией.
Вывод и видео по теме
Видео поможет понять, как соединить трубу ПНД с полипропиленовым трубопроводом. Для этого можно использовать разные способы. Подходящий выбирается, исходя из условий монтажа, особенностей коммуникации и доступности материалов.
Инструкция по технологии стыковой сварки полиэтиленовых труб
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками , так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
 |
|---|
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
| Рис. 1 Сварка труб встык |
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
- Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
- ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
4 Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307; – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
- на обе части линии надеваются фланцы;
- торцы труб усиливаются ограничительными втулками;
- фланцы притягиваются друг к другу посредством болтов.
- муфта с внешней либо внутренней резьбой;
- муфта с резьбой под ключ;
- разъемные соединительные модули;
- муфта с накидной гайкой.
- удобство подключения;
- быстрая замена при необходимости;
- низкая стоимость.
- Враструб. Сварная стыковка с применением фитингов и муфт предназначена для водопроводных конструкций внутри дома. . Такого рода сварка применяется на внешних участках. Позволяет укладывать коммуникации как в грунт (траншейным способом), так и на поверхности.
- Первым делом тщательная подготовка нужных для сваривания труб. Салфетками, пропитанными спиртом очищают их от загрязнений. Также обрабатывают внутренние поверхности электромуфт.
- Концы труб перед сваркой ровно обрезают с целью уплотнения соединений и проводят механическую зачистку промышленной окиси меди.
- Одевая, на стыки электромуфты, трубы укладывают в позиционер. Противолежащие от места спайки концы труб во время сварки закрывают, для сохранения тепла.
- Подключив, к электромуфтам электричество, проводят соединение плавлением ПЭ-трубы.
- Закрепив, аппарат для сварки на платформу, на нагреватель укрепляют насадки соответствующего размера. Выставляют температурный режим.
- Надевают на насадки готовые к свариванию элементы и прогревают на протяжении 5-7 секунд.
- После прогрева, осторожно соединяют части до упора и фиксируют на 10 секунд, чтобы детали сохранили правильное положение спайки и герметичность.
- Для этого вида сварки важен строгий отбор труб максимально сходных по техническим характеристикам, по возможности с одной и той же партии.
- Стенки труб по толщине должны быть минимум 5 мм, диаметр от 50 мм.
- Прогреваются места спайки труб специальной пластиной. После плавки пластину вынимают и механически стискивают детали до абсолютной их спайки и полного остывания, что делает шов максимально надёжным по герметичности.
- Делая разметку для нарезки труб, не забывайте о техническом изменении, их длины после спайки, в сторону уменьшения. Для правильного вычисления коэффициента сокращения воспользуйтесь таблицей ниже.
- Труборез. Используется для разрезания труб.
- Калибровщик. Поможет восстановить диаметр трубы после разрезания.
- Фаскосниматель. Придаёт определенную форму, снимая фаски с торца трубы.
- Сварочный аппарат. Служит для оплавки сварных деталей.
- Насадки разных калибров. Применяется при диффузионных технологиях сварки.
- Измерительные инструменты. Широко используются, практически на всех этапах подготовительных и сварочных работ.
- Необходимо подготовить рабочее место, убрав с него всё лишнее.
- Расположите на нём рабочий инструмент в удобном порядке.
- Тщательно проверьте электропроводку и заземление, чтобы исключить повреждение изоляции.
- Убедитесь в работоспособности оборудования, произведя проверочный запуск установок.
- Перед началом работ проверьте оборудование на предмет повреждений и дефектов, которые могли бы создать аварийную обстановку и негативно повлиять на качество.
- Если у вас портативная сварочная установка необходимо обеспечить максимальную свободу её перемещения тем самым обеспечив быстрое выполнение работ тем самым исключив все факторы риска для оператора установки.
- Все узлы оборудования, а также приспособление для проведения сварочных работ необходимо тщательно очистить.
- Перед началом работы обеспечьте полную заправку сварочных агрегатов работающих на топливе.
- Проверьте уровень масла гидравлической системы сварочного аппарата в случае необходимости пополните его.
- Перед началом работы смажьте все трущиеся детали в оборудовании.
- Проверьте исправность всех контрольно-измерительных приборов.
- Для обеспечения качества при обработке фитингов и труб ножи устройства для торцевания должны быть идеально отточены.
- Для избежания сбоя в работе с ПДН, постарайтесь обеспечить достаточное количество зажимов и вкладышей с диаметром соответствующим сечению труб.
- Не допускается смещение в местах спаек.
- Необходимо контролировать качество торцевания.
- Не проводить сварочные работы в условиях холода.
- Тщательно соблюдать технологию выполнения швов.
- Осуществлять постоянный контроль показателей всех измерительных приборов, поддерживая параметры их показателей в пределах принятых норм.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла.
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб.
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Как соединить ПНД трубу с полипропиленовой?
Соединить трубы из ПНД и полипропилена — непростая задача. Она актуальна при прокладке новой магистрали, ремонте или модернизации существующей линии.
Сегодня мы рассмотрим виды соединения полипропиленовых труб, расскажем, как спаять ПНД муфту, использовать фланцы и подобрать цангу. Статья будет полезна опытным монтажникам и начинающим мастерам.

Можно ли спаять трубы напрямую?
Многие «умельцы» предлагают спаять ПНД и ПВХ трубу. Данный вид соединения не является безопасным. Прямое смешивание разнородных полимеров приводит к охрупчиванию соединения, появлению трещин и деформаций.
При объединении полиэтилена низкого давления и ПВХ рекомендуется использовать переходные модули. Это обеспечит высокую герметичность стыков, исключит проблемы в работе магистрали.

Монтаж ПНД трубы посредством цанги
Применение цанги обеспечит быструю подготовку соединения. Элемент относится к креплениям модульного типа. Он состоит из корпуса, стопорного кольца, прижимного модуля и ответной муфты. Одна часть цанги фиксируется паяльником, другая притягивается прижимным механизмом.
При подборе цанги учитывается диаметр труб и состав транспортируемой среды.
Фланцевое соединение
Использование фланцев при соединении полипропиленовых труб — распространенное решение. Работы проходят в несколько этапов:
Фланцы являются прочными металлическими элементами. Они устойчивы к перепадам температур, коррозии, механическому воздействию.
Прокладка магистрали посредством муфт
Соединить ПНД трубу с металлопластиком или полипропиленом помогут муфты. Это простые и надежные фитинги, ориентированные на базовые операции.
Производители предлагают несколько видов муфт:
При работе с резьбовыми муфтами следует соблюдать осторожность. Применение излишней физической силы может повредить резьбу. Это приведет к образованию течи, исключит дальнейшую эксплуатацию изделия.
К достоинствам муфт относятся:
Изделия используются в рамках жилых, коммерческих и производственных объектов. Они обладают длительным сроком службы, имеют значительный запас прочности.

Теперь Вы знаете, как соединить ПНД трубу с полипропиленовой. Это упростит монтаж и подбор комплектующих.
Покупка фитингов для ПНД труб
Приобрести продукцию для линий из ПНД, ПВХ и металлопластика поможет компания «ЭкоМонтаж». Организация предлагает муфты, переходники, заглушки, запорные механизмы. Товар сертифицирован, отгружается со склада предприятия.

Для оформления заявки свяжитесь с менеджерами компании. Они помогут с подбором продукции, расскажут о действующих расценках.
Виды сварки полиэтиленовых труб
Полиэтиленовые трубы имеют низкую стоимость, долговечны, применяются как в быту, так и в производственной сфере. Заслуженно занимают лидирующее место в организации газопроводов и водопроводных систем, благодаря универсальности и надежности материала, из которого изготовлены. Главное их достоинство - быстрый и лёгкий монтаж. Сварка полиэтиленовых труб является самым надёжным методом крепления при формировании трубопроводных сооружений.
Типы сварки ПЭ труб, условия применения

Трубы из полиэтилена соединяют в конструкцию разными способами сварки, каждый из способов применяется в соответствие с определёнными условиями.
Основные виды сварных соединений:
- . Для спайки труб из ПНД способом электромуфтовой сварки используют муфты из пластика, в которые вмонтированы спиральные элементы, нагревающиеся подачей тока.
Муфтовая сварка
Сварка труб из полиэтилена способом в муфту применяется, если работа по стыковке труб проводится в условиях узкого пространства и невозможности свободного передвижения. Такой метод подходит для спайки труб со стенками неодинаковой толщины и разными по диаметру. Рекомендуется для монтажа канализационных систем, так как спайки, сделанные этим способом, выдерживают нагрузку давления в 16 атм.
Техника выполнения муфтовой сварки:
Важно сохранять неподвижность спаянных ПНД труб до полного остывания, чтобы не допустить деформацию сварных швов.
Сварка враструб
Сварка враструб с применением муфт и фитингов рекомендуется для ПНД имеющими диаметр не больше 63 мм, для сваривания допустимо применение бытового паяльника. Трубы ПЭ больших диаметров сваривают промышленным аппаратом. Так же понадобятся рулетка и труборез.
Техника выполнения сварки враструб:
Важно не допустить перегрева иначе при попытке монтажа пластик просто сожмётся, нарушив качество стыка.
Совет: после сварки, отходы оплавки полимеров счищают, так как они помешают последующим процессам. Очищать требуется только деревянным шпателем во избежание повреждений покрытия.
Стыковая сварка
Для стыкового сваривания необходим специализированный механический или гидравлический сварочный аппарат, который обеспечит наиболее герметичное соединение труб. Самые популярные из них с программным управлением и автоматическим контролем всех сварочных процессов.
Работа с ПЭ трубами по стыковой технологии:
Безусловно, знание технологических тонкостей всех видов сварки труб из полиэтилена гарантирует получение качественного результата в создании трубопроводных конструкций и магистралей. Но нужно учитывать значительное влияние на результативность и таких факторов, как знание и соблюдение техники безопасности при работе с оборудованием для сварки полиэтилена, умение правильно подобрать материалы и провести подготовку соответствующего оборудования к процессу сварки, и в завершение – тщательный контроль соответствия качества установленным техническим требованиям.
Оборудование
и качество монтажа трубопроводных конструкций в значительной степени зависит от применяемого оборудования и агрегатов для сварочных работ. Идеально подходят гидравлические и механические агрегаты. Они обеспечивают максимальное качество монтажа. Такие сварочные агрегаты максимально автоматизированы, что позволяет исключить любое физическое вмешательство.
Кроме того, для проведения некоторых видов сваривания дополнительно используются такие виды инструментов, как:
Как правило, качество изготавливаемых конструкций трубопроводов, зависит не только от применения того или иного оборудования, но и во многом от высокого уровня мастерства, внимательности и ответственности работающих на нём сварщиков.
Техника безопасности
Подготовка к сварочным работам
Перед началом сварочных работ необходимо удалить все загрязнения с труб, фитингов и других деталей, которые будут использоваться в работе. После очистки все трубы и фитинги необходимо соединить. Края свариваемых изделий нужно обрезать и очистить, как того требует технологи.
Контроль качества швов
В процессе выполнения сварки полиэтиленовых труб необходимо постоянно контролировать качество каждого выполненного соединения. И только после этого, продолжать работу.
Все спайки в обязательном порядке должны отвечать техническим требованиям.
Основные требования по качеству:
Сварные швы и допустимые дефекты, возникающие во время сварки должны строго соответствовать всем техническим требованиям. Только в этом случае, изделие можно признать качественным.
В итоге нужно отметить, что все рассмотренные технологии сварок ПЭ труб требуют строгой дисциплины и точности. Только при условии их соблюдения, можно будет гарантировать успешную эксплуатацию трубопроводных конструкций и магистралей в течение длительного периода, без дополнительных ремонтов и обслуживания.
Читайте также: