Сварка профиля 20 на 40
Обновлено: 28.09.2024
Если хотите научиться сваривать тонкую профильную трубу, то в этой статье мы подробно расскажем что для этого необходимо. Наши эксперты подготовили для Вас простые и рабочие способы для сварки тонкостенной профильной трубы.
Общие сведения
Сварные конструкции, изготавливаемые из данного материала, получаются легкими, а также имеют достаточно высокие прочностные показатели. Получают ее из обыкновенной трубы путем ее пластической деформации, в горячем или холодном состоянии. Профиль, который наиболее часто используется, имеет в сечении квадрат или прямоугольник. Изготавливают в подавляющем большинстве ее из низкоуглеродистой стали.
В значительно меньших масштабах применяются низколегированные и нержавеющие стали, обусловлено это высокой ценой получающейся конструкции.
Для начинающих сварка инвертором профильной трубы часто бывает проблемой, особенно если толщина стенки 1.5-2 мм.
Сварочная маска — это та часть сварочного оборудования, на которой не стоит экономить, если вы собираетесь квалифицированно заниматься сваркой и сохранить своё зрение. Хорошая маска с заменителем прослужит вам много лет.
Продавец — консультант в магазине поможет вам с правильным выбором. Лучше чуть больше заплатить и взять максу хамелеон, которая автоматически затемняется. Это удобно, видно, где находится электрод до начала сварки. Обычная маска со светофильтром из темного стекла не даст такой возможности. Еще один плюс хамелеона – можно отбивать шлак без щитка. Сама маска будет вместо него.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы.
Виды сварки, применяемые для профильной трубы
Чем лучше варит профильную трубу? Чтобы ответить на данный вопрос, необходимо разобраться, а как вообще варят такие изделия. Для сварки их применяют следующие способы:
- Ручная сварка плавящимся электродом;
- Полуавтоматическая в CO2;
- В среде аргона неплавящимся электродом.
Последний вид применяют для профиля малой толщины (как правило до 1,5 — 2,0 мм). При небольшом объёме работ данные профили варят ручной дуговой сваркой инвертором штучными электродами. Данный способ удобен, оборудование не дорогое, к тому же выполнение процесса не вызывает больших сложностей.

Сварку профильной трубы полуавтоматом (механизированную) применяют при производстве габаритных сварных конструкций на производстве.
Несомненным плюсом данного способа это возможность проведения процесса на малых толщинах и минимальное тепловложение, что на порядок снижает возникающие деформации.
Особенно это актуально для протяженных швов. Проводить процесс полуавтоматом получиться практически у любого, так как процесс автоматизирован. О том что для этого необходимо читайте в нашей статье.
Конечно, есть и недостаток в виде сложности применения данного метода в монтажных условиях, ввиду сдувания порывами ветра газовой защиты. Приводит это к возникновению дефектов и нестабильному протеканию процесса.

Сварку в аргоне применяют для данного типа конструкций редко, ввиду высокой стоимости. Инертный газ дорог, а способ имеет невысокую производительность.
Применяют его в случаях, когда необходимо сваривать изделия из нержавеющей стали или профилей очень маленькой толщины, тогда применение данного метода оправданно и незаменимо.

Если Вам нужна сварочная документация обращайтесь к нам. 👉 Разработка техкарт👈 и прочих документов по сварке, резке, постсварочной термообработке и контролю.
Как сварить профильную трубу инвертором
На этот вопрос мы ответим в рамках стати. Информация в статье будет ориентирована на начинающих сварщиков и новичков. Варить профильную трубу инвертором достаточно просто, ввиду этого сварка данным способом применяется практически повсеместно. Первое что нужно сделать, это подготовить кромки.
Первое, что необходимо сделать это зачистить металл. Зачищать можно шлифмашинкой, металлической щеткой или напильником. Такая обработка поверхности значительно уличшит результат. Ржавчина, окалина, масло, пыль и прочие загрязнения должны быть полностью удалены. Желательно обезжирить поверхность.
Затем необходимо замерить толщину основного металла. От этого будет зависеть дальнейшая подготовка и обработка изделия, техника и режимы, на которых будет выполняться сварка.
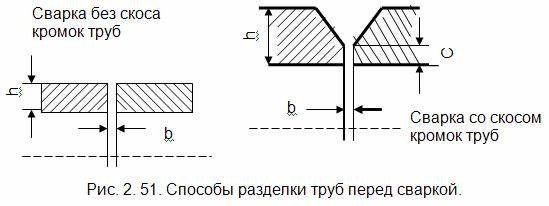
При толщине 1.5 мм до 3.5-4.0 мм процесс можно вести без разделки кромок. При толщине около 3 мм лучше использовать разделку кромок, для обеспечения полного провара.
Полярность – обратная («+» — на электроде; «-» — к изделию). Подробно о полярности можно прочитать тут.
Какими электродами лучше варить профильную трубу 1.5 — 3 мм
Сварочные электроды лучше использовать с рутиловым или основным покрытием. Для начинающих, по нашему мнению, лучшими являются электроды ОК-46, ОЗС-12, МР-3, имеющие в составе обмазки рутил. Он обеспечивает легкий поджег и устойчивое горение дуги. Для того чтобы правильно сварить конструкцию необходимо уделить особое внимание сборке.
Сборку конструкций в большинстве случаев производят на прихватках. Прихватки ставим по краям соединяемых деталей. После выполнения прихваток настраиваем сварочный ток на пробной детали. Для различных марок электродов эти параметры разнятся. На упаковке с электродами заводом изготовителем даются общие рекомендации их и применяем, выставляем значения силы тока.
Профильную трубу можно сваривать между собой как встык, в нахлест, так и под углом 90 градусов. Выполняя процесс на пробной детали, меняем параметр силы тока добиваясь оптимальной геометрии шва.
Металл не должен прожигается, а сварочная дуга должна устойчиво гореть и легко возбуждаться. К примеру, для электродов МР-3 диаметром 2,5 – 3 мм. Можно использовать сварочный ток в районе 75-80 А.
Режимы сварки, силу сварочного тока и размеры соединений нужно брать из техкарты. Если Вам необходимы техкарты, то можете написать нам, в форме обратной связи которая находится в самом низу страницы. Мы отправим Вам на вашу почту техкарты конкретно для вашего случая.
Чем меньше диаметр электрода, тем меньше сила тока, а следовательно изделие будет меньше греться. Рекомендуется при сварке тонких изделий использовать электроды как можно тоньше, для того чтобы не прожигать металл.
Как нужно варить профильную трубу чтобы не прожечь
После окончания подготовки, начинаем варить наше изделие. При толщине детали 1,5 мм необходимо начинать именно на прихватке, чтобы не прожечь тонкий металл.
Рассмотрим правильную последовательность как сварить тонкостенные детали из профильной трубы встык:
- Зажигаем дугу на прихватке;
- Ведем вдоль стыка на расстояние около 10 – 15 мм углом назад без колебательных движений и возвращаемся;
- Дугу делаем как можно короче, чтобы конец электрода отступал от расплава сварочной ванны не более чем на 1,5 мм. Это обеспечит лучшую защиту сварочной ванны. При прохождении процесса на короткой дуге снижается напряжение, следствием является уменьшенная температура расплавленного метала. Именно так нужно варить профильную трубу чтобы ее не повело.
- Подходя к концу стыка, нельзя просто оборвать дугу. Необходимо вернуться на металл шва миллиметров на 20 и там уже оборвать дугу. Если этого не сделать, то в конце шва будет кратер.
- Отбиваем шлак, удаляем брызги металла.
Использование прихваток
Если вы начинающий сварщик, то сварку профильной трубы инвертором для вас лучше вести с использованием дополнительных прихваток. Их необходимо сделать не только по краям, но и по одной прихватке в середине.
Как уже говорилось лучше применять электроды как можно тоньше: 2,0 — 2,5 мм. Если в процессе у вас дрожит рука и высота дуги колеблется, придерживайте электрод указательным пальцем левой руки. Так постепенно и можно научиться варить.
Для начинающих сварщиков в конце статьи очень полезные видео, посмотрите их. Еще один способ как Вам не прожечь профиль. Если металл все равно прожигается, для вас есть способ-лайфхак. Необходимо в трубу установить прямоугольник или квадрат из металла, подходящий по сечению. К примеру, для профиля 20х40 можно взять металл прямоугольного сечения 15х35.
После этого необходимо состыковать изделия между собой и начинать варить. Квадрат будет отводить тепло и деталь не будет прожигаться. Полезная хитрость для начинающего сваривать.
Как сварить профильную трубу толщиной 1.5 мм и более
Точно также, единственное отличие, что при толщине 3 мм и более, диаметр электродов будет больше. Также вам может помочь еще один способ –вополнения процесса с отрывом. При этом способе дуга также зажигается на прихватке, делается небольшая задержка и обрывается.
Далее дуга зажигается на заваренном участке, опять производится сваривание «точки» и снова обрывается. При этом способе сварочный ток может быть выше порядка 95 -115 А. Дуга лучше будет зажигаться, а электрод не будет прилипать.
Особенности сварки каркаса из профильной трубы
Каркасы из профильной трубы очень популярны. Они легкие, прочные, дешевые, просты и быстры в изготовлении.
Отличиями при сварке каркасов является пространственные положения сварных швов. Еще одна особенность — это деформации, которым подвержены все сварочные изделия. Сварные соединения применяемые для данного типа изделия регламентирует ГОСТ 5264. Наиболее часто используемые — стыковые С17, а также тавровые Т1.
Теперь про деформации и как с ними бороться. Очень часто бывает, что при сборке выявляется такой момент, что труба недостаточно качественно изготовлена, имеет не ровные боковые грани.

Это увеличивает зазоры при стыковке, а в процессе сваривания придется наплавить больше металла и сильнее нагреть изделие. Вот тут возникают сварочные деформации, профильную трубу «ведет». Чтобы конструкцию не повело и для снижения этих воздействий используют специальные приспособления кондукторы. Они фиксируют элементы конструкции не давая возможности отклонений от заданных размеров.
Использование кондукторов значительно увеличивает скорость и точность сборки изделий, что несомненно требуется при серийном изготовлении конструкций. Крупногабаритные конструкции необходимо жестко фиксировать к стапелю при помощи струбцин. Производится прихватка деталей по углам. Выполнение производится с противоположной стороны от установленных прихваток.
Начинаем варить с середины, постепенно продвигаясь к краям. При сваривании разнотолщинных профилей, зажигать дугу необходимо на более толстой трубе и переходить на более тонкую. Колебания можно совершать как круговые, так и зигзагообразные.
Вертикальный шов при сварке профильной трубы
Если необходимо красиво и качественно сварить профильную трубу в вертикальном положении – электрод держим углом вперед. Тем самым не давая вытекать расплавленному металлу за счет давления дуги. Если при этом свариваются детали с разной толщиной, то зажигание дуги производится на более толстой. Самая простая схема выглядит так:
- Зажигаем дугу на более толстой детали, процесс ведем снизу вверх;
- Ведем электрод углом вперед тем самым не давая вытекать металлу сварочной ванны;
- Перемещаем электрод на тонкую деталь (с минимальной задержкой на поверхности);
- Обрываем дугу (применимо на начинающих);
- Для более опытных перемещаемся на более толстую деталь только чуть выше совершая колебания электрода как бы зигзаг.

Сварка профильной трубы – Потолочное положение
При сваривании в самом не удобном положении, которое называется потолочное, методика всё та же что при вертикальном положении.
Начинающим сварщикам лучше использовать способ выполнения с отрывом. При этом способе выполняется как бы точками. Зажгли дугу, наплавили точку, обрываем. Если получается варить без отрыва, то лучше всего совершать кольцевые движения, не большого размера.
Угол электрода направляем на более толстую деталь. Сила тока в данном положении для способа с отрывом 75-95А, а в случае выполнения процесса без отрыва поменьше порядка 65-75.
Сварка профильной трубы под углом. Сварка горизонтальных швов.
В случае когда изделия расположенные под углом 90 градусов, друг к другу необходимо учесть несколько особенностей. Варить необходимо на вертикально расположенной трубе, так как теплоотвод у нее будет больше (в обе стороны от сварного шва). Это снизит возможность ее прожигания и уменьшит деформацию конструкции. Наклон электрода к вертикальной стойке.

Процесс с отрывом все как в предыдущем случае. Варим каждую точку с зажиганием дуги на предыдущей точке. При способе без отрыва, перемещать электрод необходимо вдоль стыка без колебаний (вперед-назад). Получаться поступательные движение к себе от себя и снова к себе. Данный метод подходит также для выполнения процесса под различными углами 45, 60, 90 градусов.
Сварочное оборудование для сварки профильной трубы
В большинстве случаев, когда конструкции варится с применением ручной дуговой сварки, сварочным аппаратом является инвертор. Инвертор это современный источник питания, имеющий малую массу и весьма широкий спектр возможностей.
Также используются сварочные генераторы, а также выпрямители, обеспечивающие проведение сварочного процесса на постоянном токе.
Для сварки полуавтоматом применяют аппараты состоящие из: инвертора, механизма подачи проволоки, сварочной горелки и газового оборудования.
Газовое оборудование в виде баллона с газом, редуктора, шланга и подогревателя не используется, если применяется порошковая проволока.
Для выполнения процесса в аргоне используются инверторы, а также выпрямители, применяется тоже газовое оборудование, что и для полуавтоматической. Процесс выполняют неплавящимся электродом из вольфрама. Электрод устанавливается в сварочную горелку, ей и выполняют сам процесс сваривания.
Для выполнения сварки профильной трубы своими руками требуется не так уж много знаний. Главное это желание решить поставленную задачу, а средств для этого много. В нашей статье мы рассказали о возможных способах, методах сварки профилей.
Видео — Как правильно сварить профильную трубу электросваркой
Если у Вас остались вопросы, то вы их можете задать в комментариях и наши эксперты помогут Вам.
Как сварить ворота на забор из профильной трубы своими руками: материалы и этапы монтажа

В наше время для ограждения загородного участка часто применяется профнастил. Чтобы поддержать общий архитектурный стиль, ворота и калитки также выполняют из этого материала. Каркас для данных изделий изготавливается из профильной трубы. Этот материал эстетичен, удобен в обработке, обладает высокой прочностью. Обладая навыками в сварочном деле, можно изготовить красивые и надежные ворота самостоятельно. Разберемся, как сварить ворота на забор из профильной трубы своими руками.
Материалы для изготовления
Для изготовления ворот понадобятся:
- Профильная труба.
- Профильный лист для обшивки каркаса.
- Заклепки или саморезы для крепления профлиста.
- Ролики для откатных ворот.
- Фурнитура: замки, петли, ручки.
Профильная труба может быть следующих размеров:
- 60 х 30 мм для изготовления каркаса ворот;
- 100 х 100 мм для столбов;
- 40 х 20 мм для перемычек и ребер жесткости.
Профильный лист можно использовать любой конфигурации и цвета, толщина металла должна быть не менее 0,4 мм. Профильную трубу удобнее использовать прямоугольного или квадратного сечения. Для тренировки навыков сначала лучше изготовить калитку.
Изготовление калитки
Рассмотрим, как сварить калитку из профильной трубы своими руками. Для ее изготовления необходимо учитывать расположение. Калитка должна находиться на ровной местности, без ям, впадин и уклонов. Так же следует учитывать удобство использования. Располагаться она должна напротив входа в дом или напротив дорожки, ведущей к входу кратчайшим путем.
После выбора места установки калитки, выполняются замеры и чертеж изделия. Стандартный проем должен быть не менее 1 метра в ширину, высота – на уровне забора. Следует учитывать, что чем выше высота калитки, тем больший у нее вес, и тем большое воздействие она будет оказывать на опорные столбы и петли.
Для увеличения прочности конструкции рекомендуется приварить между столбами дополнительную перемычку. Если калитка будет высотой в районе 2 метров желательно приварить дополнительные ребра жесткости.
Основные этапы изготовления:
- Производится установка столбов. Для этого применяются профильные трубы 100 х 100 мм. Они заглубляются на 1-1,5 м и бетонируются.
- Изготавливается каркас калитки из профиля 60 х 30мм. Трубы очищаются и обрабатываются антикоррозийными средствами. Далее, согласно чертежа, производится нарезка труб необходимой длинны. Стыки на углах должны быть отпилены и сварены под углом 45°. Таким образом получается более эстетичная и надежная конструкция.
- Из трубы 40 х 20 мм вырезаются и привариваются дополнительные перемычки.
- К калитке привариваются завесы. Затем завесы с калиткой привариваются к опорным столбам.
- Все сварные швы шлифуются. Каркас калитки и столбы окрашиваются.
- Далее калитка обшивается профлистом. Крепится он с помощью кровельных саморезов или заклепок. Отверстия под заклепки необходимо предварительно просверливать.
- На готовую калитку крепится ручка и замок.
Изготовление распашных ворот
Рассмотрим, как сделать ворота из профнастила распашного типа. Основными преимуществами данного типа ворот являются:
- простота изготовления;
- дешевизна;
- надежность.
К недостаткам можно отнести:
- большая зона открывания ворот;
- сильное воздействие ветровых нагрузок.
Основным элементом ворот данного типа являются ребра жесткости. Распашная конструкция предусматривает подвешивание одной стороны створки на завесах. Вторая сторона свободно висит, и поэтому конструкция нуждается в усилении. Выполняется это с помощью трубы 40 х 20 мм.

Варианты 1 и 2 самые бюджетные и подходят для ворот небольшой ширины. Применяются в регионах с небольшой ветровой нагрузкой.
Варианты 3-5 – баланс между соотношением веса и надежности. Различные вариации предусматривают усиление конструкции шпингалетами, поддерживающими колесами, запирающими устройствами.
Вариант 6 – является идеальным для автоматически открывающихся ворот. Не требует дополнительных запорных и поддерживающих устройств.
Есть дополнительные варианты усиления конструкции с помощью уголков, либо профильной трубы в углах створок. Опытные специалисты подскажут оптимальный вариант для конкретного изделия.
Рассмотрим, как правильно сварить ворота. Для правильного изготовления необходим четкий чертеж с указанием размеров, габаритов от земли, необходимых зазоров. Далее:
- по чертежу с соблюдением углов 45° выпиливаются заготовки;
- для каркаса используется труба 60 х 30мм, для ворот небольшого размера используемых нечасто, например, на даче возможно применение профтрубы 40 х 20 мм;
- далее, заготовки каркаса и рёбер жёсткости раскладываются на ровной поверхности, проверяются правильность конструкции;
- все детали свариваются в единую конструкцию, для соблюдения правильной формы применяются угольники;
- привариваются петли, задвижки, кронштейны для замков и дополнительных устройств;
- ворота привариваются к столбикам 100 х 100мм;
- вся конструкция зачищается, убирается ржавчина, окалина;
- ворота покрываются грунтовкой.
Далее производится подготовка места установки ворот. На этом этапе следует учитывать материал покрытия въезда. Если въездная дорога покрыта асфальтом, плиткой или бетоном, достаточно оставить зазор между створкой и землей в 5 см. Если въезд грунтовый, необходимо оставить зазор не менее 10 см. С учетом этого выкапываются ямы для установки столбов. Дальнейшая сборка производится в следующей последовательности:
- снимаются завесы со створками;
- столбы устанавливаются на глубину 1-1,5 метра и бетонируются;
- после затвердевания бетона навешиваются створки;
- окрашивается конструкция;
- к каркасу с помощью саморезов или заклёпок крепится профлист;
- врезается замок, устанавливаются ручки, шпингалеты.
Для надёжной фиксации шпингалетов в землю углубляются металлические трубки. Шпингалет должен углубляться в трубку не менее, чем на 10 см для предотвращения самопроизвольного открытия при сильном ветре.
Видео описание
Пример, как изготовить распашные ворота из профильной трубы в видео:
Раздвижные ворота своими руками
Раздвижные ворота – это отличный вариант для дома или дачи. Они обладают надежной конструкцией и имеют длительный срок службы. Раздвижные ворота изготавливаются из профильной трубы и обшиваются различными материалами, в том числе, металлопрофилем.
Раздвижные ворота бывают двух видов:
- Рельсовые – устаревшая модель, применяемая в основном на промышленных предприятиях.
- Консольные – наиболее распространённый вариант. Данная конструкция предусматривает наличие консоли, которая является продолжением ворот и спрятана за забором. Благодаря ей ворота перемещаются по откатным тележкам, прикрепленным к фундаменту. Каждый откатной механизм снабжен подшипниками с полимерными или металлическими катками. Сами тележки находятся в направляющей, что защищает их от загрязнения и атмосферных осадков.

При использовании в частном доме такая конструкция прослужит более 20 лет. Она рассчитана на 60000 циклов открывания-закрывания.
Достоинства раздвижных ворот:
- возможность ручного и автоматического управления;
- отсутствие ограничений по высоте и тяжести проходящего транспорта;
- лёгкость в изготовлении;
- отсутствие необходимости обслуживания.
Недостатки:
- необходимость в более мощных несущих опорах;
- требуется большая ширина забора для открытия створки.
Основные элементы раздвижных ворот:
- Верхний улавливатель.
- Поддерживающая шина.
- Зубчатая рейка.
- Нижний ограничитель.
- Ролик опорный.
- Направляющая.
- Регулируемое крепление откатной тележки.
- Откатная тележка.
- Сервопривод.
Для дистанционного управления дополнительно приобретаются: пульт ДУ, фотодатчики или световые датчики для приема сигнала пульта ДУ, препятствующие закрытию ворот, если в проеме находится какой либо предмет.
Для изготовления ворот из профильной трубы в первую очередь требуется чертеж со всеми размерами, габаритами, местом для отката. Ширина проема ворот должна быть не менее 3 метров, однако при заезде под углом ширину ворот следует сделать больше. Высота ворот должна быть на 10 см ниже забора. Делается это для того, чтобы спрятать направляющие и приемные ролики.
Дальнейшее изготовление откатных ворот производится по следующему алгоритму:
- Производится установка столбов. В качестве столбов можно использовать как кирпичные или бетонные столбы, так и профильные трубы сечением 100 х 100мм. Для их установки выкапывается яма глубиной не менее 1 метра, устанавливаются столбы и бетонируются.
- Монтируется фундамент под откатные ролики. Фундамент может быть как прямоугольной формы, так и в форме буквы «П» . Основу его выполняет металлический швеллер шириной 200 мм, к которому приварена арматура диаметром не менее 12 мм. Металлический каркас устанавливается в котлован и бетонируется таким образом, чтобы швеллер выступал над землей на 5-10 см. Есть вариант установки откатных роликов прямо в бетон, без использования швеллера и последующей сварки. Для этого потребуется закрепить площадку ролика с помощью загнутой внизу арматуры и соединить ее с основным каркасом фундамента.

- Изготавливается каркас ворот. Рассмотрим, как правильно сварить ворота из профильной трубы своими руками. По заранее разработанному чертежу производится нарезка профильных труб необходимого размера с обязательным соблюдением углов. В дальнейшем все заготовки следует зачисть и обезжирить. Так как длинна ворот большая, при сварке требуется особая точность. Для этого все заготовки либо раскладываются на идеально ровной поверхности, либо на временный деревянный каркас. Для этого в землю забиваются колышки по всем углам и стыкам створки ворот. На эти колышки устанавливаются трубы и соединяются с помощью сварки.
К несущим столбам приваривается:
- Одиночная стойка из профтрубы 60 х 40мм, на которую будут крепится верхний и нижний улавливатели.
- Со стороны фундамента приваривается П-образная конструкция из такой же трубы, в которой будет двигаться створка.
- На одиночную стойку устанавливаются верхний и нижний улавливатели. На П-образную – поддерживающая шина.
- К швеллеру привариваются крепления для откатных тележек.
- Каркас ворот устанавливается на штатное место. В направляющие заводятся откатные тележки, которые в дальнейшем соединяются болтами со своими креплениями.
- К нижнему переднему краю ворот монтируется опорный ролик. Он должен четко входить в нижний улавливатель.
- Производится регулировка ворот с помощью болтовых соединений на откатных тележках.
- Все сварные швы зачищаются и окрашиваются.
- Производится облицовка корпуса ворот профильным листом. Для этого применяется материал толщиной не менее 0,4мм. Профлист крепится с помощью кровельных саморезов или заклепок.
- Производится монтаж электропривода. На всю длину ворот крепится зубчатая рейка. Она прикручивается саморезами к нижней профильной трубе. Запрещается прикручивать рейку к направляющей. На фундамент ворот крепится приводной серво-мотор. Его зубчатый вал должен войти в зацепление с рейкой. Так же на рейке устанавливаются концевые выключатели на открытие и закрытие ворот. Подключение электромотора и включателей производится по приложенной к ним схеме.
В этом видео о том, как сделать откатные ворота:

Заключение
В наше время сварить ворота своими руками по силам любому технически подкованному человеку. Для этого необходимы чертежи и инструмент. А такие современные материалы как профильная труба и профильный лист обеспечат высокую надежность, долговечность и отличный внешний вид изделия.
Особенности сварки инвертором профильной трубы

Виды сварки
Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.

Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.

Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия.
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.

Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
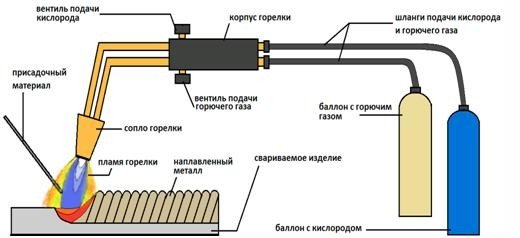
Сварка трубы газовым оборудованием
Газовая сварка профильного металлопроката реже применяется мастерами, нежели электродуговая, так как данный способ отличается высокой затратностью, повышенной опасностью из-за применения газа ацетилена, необходимостью специальной подготовки сварщика к выполнению данных операций на практике.
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.

Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
3 способа сваривать профильную трубу под прямым углом без лишних хлопот
Профильная труба является самым ходовым материалом для изготовления каркасов различных станков, приспособлений и металлоконструкций. При работе с ней практически всегда требуется выполнение сварки под прямым углом. Это можно сделать по-разному, в зависимости от того что важнее эстетика или скорость работы. Рассмотрим 3 варианта сварки угла из профильной трубы.

Что потребуется:
- электросварка;
- угольник;
- чертилка или маркер;
- болгарка;
- штангенциркуль.
Способ 1: Быстрая грубая сварка
Этим способом можно пользоваться при необходимости сварки черновых невидимых со стороны конструкций. Два куска трубы просто прикладываются друг к другу под прямым углом и обвариваются.





Однако торец одной из трубок остается открытым, что делает такой вариант неподходящим для конструкций, где такой стык будет просматриваться.
Способ 2: Запил под 45 градусов со сгибанием
Этот метод в разы аккуратней. Он позволяет избежать открытого торца трубы. Его можно использовать, когда есть возможность сделать угловую детали из одной длинной трубы. Для этого на заготовке отмечается поперечная линия.

Затем от нее влево и вправо проводятся лучи под 45 градусов. Это делается и на противоположной стенки трубы точно напротив. При использовании угольника на разметку уходят секунды.

После этого нужно вырезать болгаркой размеченную часть трубы, чтобы осталась только стенка начала лучей. Затем труба сгибается и подравнивается под прямой угол.


Как следствие между стенками останется небольшой зазор в пару миллиметров. При наличии достаточного опыта владения сваркой его можно будет заварить идеально.
Способ 3: Запил под 45 градусов с учетом толщины стенки

Третий способ очень похож на второй, но позволяет сделать изгиб не получив тот самый зазор, который сложно аккуратно заварить. Чтобы им воспользоваться, нужно замерить толщину стенки профильной трубы. После этого на заготовке рисуется поперечная линия, но лучи под 45 градусов делаются с отступом от края на толщину стенки.



После этого отмеченная область вырезается, и труба сгибается. Благодаря сделанному отступу при сгибе зазор не получается.


Как следствие заварить аккуратно сможет даже человек, который впервые взял сварку в руки. Этот способ немного более кропотливый на этапе подготовки, но результат в разы качественней в эстетическом плане.
Смотрите видео
Читайте также: