Сварка провода термитными патронами
Обновлено: 20.09.2024
Термитную сварку проводов контактной сети и ВЛ выполняют с помощью сварочного приспособления и термитного патрона бригадой в составе не менее двух электромонтеров контактной сети, прошедших специальное обучение. Исполнители работ должны быть одеты в брезентовые комбинезоны и иметь защитные очки синего цвета. Подготавливаемые к термитной сварке провода должны быть одной марки. Концы свариваемых проводов на длине 150—200 мм выпрямляют. Проводом МГГ накладывают бандажи. Между бандажами разрезают провод и напильником снимают заусенцы на торце. Зачищают концы проводов на длине 40—60 мм и обезжиривают. Проверяют исправность и работу сварочного приспособления. Обращают внимание на исправность защитного кожуха, болтов-воротков, рабочих пружин, свободность хода системы рычагов в шарнирах. Осматривают термитный патрон, убеждаются в правильности его выбора:
Марка
свариваемого провода
Термитная масса должна быть чистой, без сколов и трещин. На внутренней и наружной поверхностях кокиля не должно быть следов коррозии, белого налета, повреждений. Заусенцы удаляют напильником. Для улучшения качества сварки алюминиевых и сталеалюминиевых проводов рекомендуется с поверхности вкладыша термитного патрона снять шабером наружную пленку окиси, просверлить вертикальное отверстие диаметром 3—6 мм на глубину массы термитного патрона и толщины стального кокиля.
Концы свариваемых проводов вводят в термитный патрон через кокили до упора во вкладыш. Закрепляют провода в зажимах приспособления так, чтобы термитный патрон находился в средней части под защитным кожухом (размер А) между зажимами (размер Б), а разрез (шов) кокиля должен быть сверху, убеждаются в достаточности закрепления проводов в зажимах. Проскальзывание провода в зажиме не допускается. У торцов кокиля на провода накладывают шнуровым асбестом уплотнение (3—4 витка толщиной не более 2 мм). На расстоянии 12—16 мм от кокиля устанавливают ограничители в виде бандажей, что обеспечивает контроль двусторонней подачи проводов при их сварке.
Члены бригады удаляются в безопасную зону и ведут наблюдение за работающими, ограждают место работы. Исполнитель работ удаляется от приспособления на расстояние не менее 500 мм, осматривает место внизу, куда будут падать шлак и несгоревшая термитная спичка, убеждается, что под рабочим местом и на выбранной площадке нет членов бригады, посторонних лиц, легко воспламеняющихся материалов. Затем он зажигает термитную спичку и поджигает термитный патрон, закрывает горящий термитный патрон защитным кожухом, использованную термитную спичку бросает на выбранную площадку. В процессе горения термитного патрона исполнитель работ удерживает руками в горизонтальном положении приспособление, контролирует процесс сварки, не допуская случайного падения горящей массы на одежду, ожогов тела и глаз световым излучением. При сгорании термитного патрона вкладыш расплавляется и под усилием рабочих пружин происходит двусторонняя подача свариваемых проводов до ограничителей. Рекомендуется при сварке алюминиевых и сталеалюминиевых проводов после сгорания термитного патрона жилой алюминиевого провода через заготовленное отверстие помешивать жидкий алюминий для принудительного удаления газов. Члены бригады, находясь в безопасной зоне, не должны смотреть на горящую спичку и термитный патрон, стоять под работающими. В случае внезапного возгорания от несгоревшей спички или горячего шлака принимают меры к локализации очага пожара песком или огнетушителем. Применять воду не допускается. После сгорания термитного патрона в течение 2—3 мин дают остыть шлаку и металлу. Открывают защитный кожух. По ограничителям убеждаются в одновременной и достаточной подаче проводов. Ограничитель должен плотно прилегать к кокилю.
Разбивают остывший шлак и удаляют его со сварного соединения ударами молотка от себя. Внимательно осматривают узел сварки. Работу по сварке медных проводов считают оконченной. Со сварного соединения алюминиевых проводов кокиль снимают отверткой и кусачками. Осматривают место сварки. Не допускаются пережог проволок наружного повива, глубокие раковины и каверны. Необходимо, чтобы узел сварки не ломался при опробовании его на изгиб от руки, не происходило выламывания отдельных жил.
Усадка металла не должна превышать 1/3 диаметра провода.
Термитная сварка: виды, преимущество, применение

Термитная сварка основана на способности некоторых порошкообразных механических смесей металлов с окислами металлов (термитов) сгорать, выделяя большое количество тепла.
В качестве окислов в термитных смесях используют железную окалину (закись железа), а в качестве горючих металлов — алюминий, магний и др. Источником кислорода в термите является окисел железа, а источником тепла — металл, входящий в смесь в чистом виде.
Для получения теплового эффекта количество тепла, выделяющееся при сгорании горючего вещества, должно быть больше, чем требуется для разложения окисла. Характерным для термитной сварки является сгорание термита в течение нескольких секунд, за это время и выделяется все количество тепла.
Виды термитной сварки и их применение
Различают термитно-тигельную и термитно-муфельную сварки КС.
Для термитно-тигельной сварки применяют сухие порошкообразные термитные смеси. При сварке стальных полос и стержней контуров заземления используют алюминиевый термит, состоящий из 23% алюминиевого порошка и 77% окалины (по массе). Процентное содержание алюминия и железной окалины в термитной смеси колеблется в зависимости от сорта окалины и чистоты алюминиевого порошка. Для увеличения выхода железа, выделяющегося при сгораний термита, а также снижения температуры реакции в термит добавляют стальные отходы гвоздильного производства.
При термитной сварке стальных стержней и полос для этих же целей используют стальной вкладыш (кружок, закрывающий литниковое отверстие тигеля). Интенсивность процесса горения термита зависит от размеров зерен компонентов. Для стабильного ведения процесса сварки применяют гранулированные зерна размером от 0,25 до 1,5 мм. Для улучшения качества сварного соединения в термитные смеси вводят легирующие присадки — 80%-ный ферромарганец и ферросилиций в количествах соответственно 1,4 и 0,15% по массе.
Особенность термитно-тигельной сварки состоит в том, что концы соединяемых стержней оплавляются и соединяются металлом, образующимся при сгорании термитной смеси.
Для соединения стальных однопроволочных проводов линий связи применяют цилиндрические термитные шашки со сквозным продольным отверстием. Отверстие соответствует диаметру свариваемых проводов. Термитные шашки прессуются из смеси, содержащей 25% пиротехнического магния марки МПФ и 75% железной окалины. В качестве связующего вещества используется нитролак марки НЦ-551, который добавляется в количестве около 14% массы сухой смеси (сверх 100% смеси).
Для сварки алюминиевых жил термитно-тигельный способ непригоден. Использовать термтно-муфельную сварку в таком виде, как она применяется для сварки стали, когда осуществляется непосредственный контакт между муфельной шашкой и алюминиевым проводом, неприемлемо по ряду причин:
1. при горении термитного муфеля алюминий вступает в реакцию, что приводит к выгоранию металла у поверхности свариваемых проводников,
2. продукты реакции попадают в алюминий сварочной ванны и ухудшают характеристики соединения,
3. провода на выходе из термитного муфеля оплавляются, что приводит к уменьшению их сечения, при сварке многопроволочных проводников отдельные проволочки жилы перегорают.
Для сварки многопроволочных проводов разработаны термитные патроны , которые представляют собой термитную шашку с металлическим кокилем . При термитно-муфельной сварке (в отличие от термитно-тигельной) в результате сгорания термита не возникают продукты реакций в жидком виде. В процессе сгорания образуется пористая масса окиси магния, которая впитывает расплавленное железо, поэтому магниевый термит не дает жидких, растекающихся шлаков.
Рецептура термитной массы для изготовления термитных шашек к патронам типов ПА, ПАС и др. та же, что и при изготовлении термитных шашек для соединения стальных однопроволочных проводов.

Сварку алюминия и его сплавов затрудняет пленка окиси алюминия, которой он быстро покрывается на воздухе. Поэтому удаление окислов и защита от дальнейшего окисления сварочной ванны имеют большое значение при сварке.
Влияние окисной пленки уменьшают при помощи флюсов, которыми перед сваркой покрываются соединяемые проводники и присадочные прутки. Флюсы растворяют окись и переводят ее в легкоплавкий шлак, который всплывает на поверхность. При этом пленка жидкого шлака покрывает в процессе сварки поверхность расплавленного металла сварочной ванны, изолирует эту поверхность от воздуха и этим защищает от дальнейшего окисления. Однако остатки флюсов вызывают коррозию проводов, поэтому при выполнении КС следуем по возможности избегать применения флюсов.
Одним из лучших является флюс марки АФ-4А, в состав которого входят хлористый натрий — 28%, хлористый калий — 50%, хлористый литий — 14%, фтористый натрий — 8% (по массе). Этот флюс можно применять только в тех случаях, когда сварное соединение полностью защищено от внешних воздействий.
Значительно меньшую коррозию вызывает трехкомпонентный флюс ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит марки К-1 — 20%). Однако и при его применении необходимо принимать меры для защиты соединений от коррозии. Остатки флюсов на КС после сварки следует удалять зачисткой или промывкой.
При сварке алюминиевых проводов термитным патроном в его литниковое отверстие вводят присадочный пруток, который плавится для увеличения жидкого металла в кокиле. В качестве присадочных прутков используется прутковый алюминий или зачищенные проволоки свариваемых проводов. Присадочные прутки изготавливают свиванием предварительно обезжиренных и зачищенных нескольких проволок диаметром 2 мм.
Преимущества термитной сварки
Термитную сварку выгодно отличают независимость от источников электроэнергии или газа, отсутствие потребности в сложном оборудовании, а также возможность выполнения соединений в линейных условиях монтажным, ремонтным и эксплуатационным персоналом.
Термитная сварка неизолированных проводов
Наиболее экономично соединять провода на высоковольтных линиях электропередачи термической сваркой. При этом способе не требуются сложное оборудование и специальный инструмент.
Термитная сварка проводов, если она выполнена с полным соблюдением установленной технологии, является наиболее простым и надежным способом соединения.
При термитной сварке образуется цельнометаллическое соединение концов проводов, сечение металла в котором больше, чем у соединяемых проводов, а электрическое сопротивление меньше, чем участка целого провода равной длины.
Соединения многопроволочных проводов, выполненные термитной сваркой, не изменяют электрические характеристики с течением времени, а следовательно, не требуют дополнительных затрат рабочего времени на профилактические испытания.
Однако сварочные соединения нужно выполнять только качественно. Некачественные соединения проводов могут получиться из-за небрежной подготовки провода, применения неотрегулированных клещей, недостаточной или чрезмерной, а также односторонней подачи, заедании проводов в патроне и т. д.
Как показывает опыт работы по сварке проводов, наиболее частыми причинами некачественной сварки являются заедание проводов в патроне и односторонняя подача провода. Заедание одного из проводов в кокиле патрона также ведет к односторонней подаче провода.
При сварке проводов на линиях электропередачи наблюдались случаи, когда при самой тщательной подготовке проводов и клещей сварка все же не получалась из-за односторонней подачи провода в кокиль термопатрона.
Выполнение термитной сварки проводов
Термитную сварку проводов производят с помощью термитных патронов (рис. 1).
Термитный патрон для сварки алюминиевых и сталеалюминиевых проводов состоит из следующих основных элементов:
кокиля из листовой стали толщиной 0,5 — 1,25 мм для защиты верхнего повива провода от пережога и попадания в зону сварки вредных примесей, образующихся от сгорания термитной массы,
вкладыша из алюминия для образования зоны сварки и заполнения пустот,
термитной шашки, которая при сгорании выделяет необходимое количество тепла для расплавления вкладыша и концов свариваемых проводов в зоне сварки.
Термитный патрон для сварки медных проводов состоит из кокиля, изготовленного из листовой меди толщиной 1,5 — 2 мм или из медных труб, вкладыша из сплава меди с фосфором марки МФ-3 и термитной шашки.
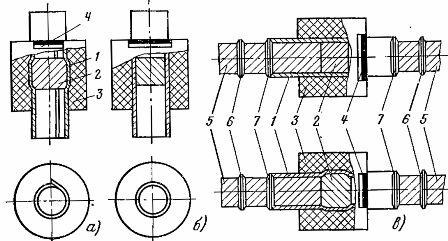
Рис. 1. Термитные патроны: а — для алюминиевых и сталеалюминиевых проводов, б — для медных и бронзовых проводов, в — положение термитных патронов на проводах перед сваркой, 1—кокиль, 2 — вкладыш, 3 — термитный муфель (шашка), 4 — место этикетки, 5 — провод, 6 — ограничительный бандаж, 7 — асбестовое уплотнение.
Правильная подготовка концов проводов под термитную сварку имеет большое значение для высококачественной сварки соединения. Концы должны быть тщательно очищены от загрязнений, обезжирены бензином от смазки и просушены. Удаление смазки с концов проводов и их сушка необходимы, так как при сгорании смазки или остатков бензина образуются газы, препятствующие заполнению места сварки расплавленным металлом и способствующие образованию раковин и каверн.
Концы свариваемых проводов отторцовываются так, чтобы плоскость среза была ровной и строго перпендикулярной оси провода. Торцевание проводов сечением до 150 мм 2 производят монтажными ножницами для резки проводов, а проводов сечением более 150 мм 2 — при помощи ножовки или специального приспособления.
Чаще всего некачественная сварка происходит из-за односторонней подачи концов провода вследствие того, что металл вкладыша плавится вначале с одной стороны и происходит затирание или заедание концов провода в кокиле.
При термитной сварке проводов нужно следить за подачей концов свариваемых проводов с обоих концов кокиля. Металл в зоне сварки находится в жидком состоянии еще в течение нескольких минут после сгорания термитной массы и до тех пор, пока шлак, образовавшийся после сгорания термитной массы, не остынет до темного цвета. По этой же причине не следует спешить с ослаблением нажатия клещей и преждевременным отвертыванием воротков с плашками, крепящими концы проводов в клещах.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Сварка провода термитными патронами

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
РД 34.20.261-82
(ТИ 34-70-005-82)
ТИПОВАЯ ИНСТРУКЦИЯ ПО СВАРКЕ НЕИЗОЛИРОВАННЫХ ПРОВОДОВ С ПОМОЩЬЮ ТЕРМИТНЫХ ПАТРОНОВ
Срок действия с 01.01.82
до 01.01.87.*
__________________
* О дате окончания действия см. ярлык "Примечания". -
Примечание изготовителя базы данных.
РАЗРАБОТАНО Специальным конструкторско-технологическим бюро по высоковольтной и криогенной технике
УТВЕРЖДЕНО Главным техническим управлением по эксплуатации энергосистем
Заместитель начальника К.М.АНТИПОВ
Изменение внесено изготовителем базы данных
1. ВВЕДЕНИЕ
1.1. В Инструкции приведены сведения, необходимые для правильной и надежной сварки с помощью термитных патронов неизолированных алюминиевых, сталеалюминевых и медных проводов, изготовляемых по ГОСТ 839-80Е и применяемых на подстанциях и линиях электропередачи.
Характеристики неизолированных проводов, изготовляемых по ГОСТ 839-80Е, приведены в приложении 1.
1.2. Требования настоящей Инструкции обязательны для:
а) руководящего инженерно-технического персонала предприятий электростанций и электросетей, руководителей и ИТР электрических цехов, служб линий электропередачи и подстанций;
б) руководящего инженерно-технического персонала, мастеров, бригадиров и электромонтеров, производящих монтажные работы с применением сварки проводов термитными патронами.
1.3. В Инструкции приведены общие указания по сварке проводов; указания мер безопасности; описание технологии сварки проводов с помощью термитных патронов, порядок проведения контроля качества сварки; правила перевозки, упаковки, хранения и учета термитных патронов и спичек.
1.4. При выполнении работ по сварке проводов следует, кроме настоящей Инструкции, руководствоваться: "Правилами технической эксплуатации электрических станций и сетей" (М.: Энергия, 1977)*; Сборником директивных материалов по эксплуатации энергосистем (Электротехническая часть) (М.: Энергия, 1980); Строительными нормами и правилами СНиП Ш-33-76**: часть III Правила производства и приемки работ, глава 33. Электротехнические устройства.
* На территории Российской Федерации документ не действует. Действуют Правила технической эксплуатации электрических станций и сетей Российской Федерации, здесь и далее по тексту;
** На территории Российской Федерации документ не действует. Действуют СНиП 3.05.06-85. - Примечание изготовителя базы данных.
1.5. При правильном выполнении сварки проводов должно получаться надежное цельнометаллическое соединение концов проводов, имеющее хороший электрический контакт. Механическая прочность сваренных проводов меньше, чем целого провода вследствие отжига проволок провода, поэтому для получения необходимой механической прочности сваренных проводов в пролетах применяются зажимы соединительные, монтируемые методами скрутки или опрессовки.
1.6. С выходом настоящей Инструкции отменяется Инструкция по термитной сварке проводов воздушных линий электропередачи (М.-Л.: Госэнергоиздат, 1961) и Инструкция по соединению многопроволочных проводов способом термитной сварки, N1/60 (М.: ЦВЛ Мосэнерго, 1960).
2. ОБЩИЕ УКАЗАНИЯ
2.1. Термитные патроны для сварки неизолированных проводов (рис.1) изготовляются:
а) типа ПАС по ГОСТ 18492-79*, состоящие из запрессованной на стальной трубке термитной шашки и вкладыша из алюминия. На термитных шашках сбоку (со стороны наиболее рыхлой части), с которой производится поджигание термитной шашки, нанесена красная метка;
* На территории Российской Федерации документ не действует. Действуют ТУ РБИД.771936.001, являющиеся авторской разработкой. За дополнительной информацией обратитесь по ссылке , здесь и далее по тексту. - Примечание изготовителя базы данных
б) типа ПА по ТУ 82-547-80*, состоящие из одеваемой на стальную трубку термитной шашки с вертикальным отверстием и колпачков или втулок, одеваемых на свариваемые провода;
* ТУ, упомянутые здесь и далее по тексту, являются авторской разработкой. За дополнительной информацией обратитесь по ссылке. - Примечание изготовителя базы данных.
в) типа ПМ по ТУ 84-496-74, состоящие из медной трубки, закрепленного в ней вкладыша из фосфористой меди и напрессованной на трубку термитной шашки.

Рис.1. Термитные патроны типов ПАС (а), ПА (б) и ПМ (в):
1 - трубка; 2 - термитная шашка; 3 - вкладыш; 4 - место зажигания; 5 - колпачок или втулка; 6 - литниковое отверстие.
Технические характеристики термитных патронов приведены в приложениях 2 и 3.
2.2. Необходимая температура разогрева в зоне сварки получается от сгорания при температуре свыше 2000 °С термитной массы, состоящей из порошка сгораемого металла (магния) и железной окалины.
2.3. Зажигание термитной шашки термитного патрона следует производить от специальной термитной спички (изготовляется по ТУ 84-630-76), имеющей температуру горения свыше 1000 °С.
Термитная спичка представляет собой деревянную палочку (соломку), на которую нанесен зажигательный состав с воспламенителем на конце (рис.2).
Рис.2. Термитная спичка:
1 - терочно-воспламенительный состав; 2 - зажигательный состав.
2.4. Сварка проводов должна производиться одним из следующих способов (рис.3):
а) термитными патронами ПАС с подачей проводов в зону сварки - для сталеалюминевых и алюминиевых проводов;
б) термитными патронами ПАС с просверленным вертикальным отверстием с присадкой металла и подачей проводов в зону сварки - для сталеалюминиевых и алюминиевых проводов;
в) термитными патронами ПА с присадкой металла без подачи проводов - для алюминиевых и сталеалюминиевых проводов;
г) термитными патронами ПМ с подачей проводов в зону сварки - для медных проводов.

Рис.3. Способы сварки проводов:
а - в термитных патронах ПАС; б - в термитных патронах ПАС с сверленным вертикальным отверстием; в - в термитных патронах ПА; г - в термитных патронах ПМ; 1 стальная трубка (для ПМ - медная); 2 - термитная шашка; 3 - литниковое отверстие; 4 - алюминиевый вкладыш (для ПМ - из фосфористой меди); 5 - место зажигания; 6 - уплотнение из асбеста; 7 - бандаж, ограничивающий одностороннюю подачу провода в зону сварки; 8 - концы свариваемых проводов; 9 - скребок из стальной заостренной проволоки; 10 - присадочная проволока.
2.5. Приспособления для сварки проводов с помощью термитных патронов должны изготовляться по технической документации, утвержденной в установленном порядке и должны быть проверены ОТК завода-изготовителя и опробованы перед применением (приложение 4).
2.6. Область применения сварки неизолированных проводов приводится в табл.1 и на рис.4.
Область применения сварки неизолированных проводов ВЛ с помощью термитных патронов
Расположение сварного соединения
Провода и их сечение
Рекомендация по применению
Сталеалюминевые, до 240 мм
Без разгрузки мест сварки от тяжения
Сталеалюминевые, 300 мм
Следует применять при строгом контроле качества сварки
Алюминиевые, 16-800 мм
Без разгрузки мест сварки от тяжения
Медные, 25-150 мм
С разгрузкой места сварки от тяжения скручиванием в овальных соединениях
Возможно применение для повышения надежности контакта
С разгрузкой места сварки от тяжения опрессовкой в соединителях САС
Алюминиевые, 16-240 мм
С разгрузкой места сварки от тяжения скручиванием в овальных соединителях
С разгрузкой места сварки от тяжения опрессованием в овальных соединителях

Рис.4. Область применения сварки неизолированных проводов:
а - в петлях; б - в пролетах алюминиевых и сталеалюминиевых проводов сечением 35-185 мм, скручиваемых в овальных соединителях; в - в пролетах медных проводов сечением 25-150 мм, опрессованных в овальных соединителях; г - в пролетах алюминиевых и сталеалюминиевых проводов сечением 240 мм и более с опрессовкой в соединителях САС; 1 - место сварки; 2 - скрученный овальный соединитель; 3 - опрессованный овальный соединитель; 4 - опрессованный соединитель
3. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
3.1. Работы по сварке проводов с помощью термитных патронов должны производиться в соответствии с "Правилами техники безопасности при эксплуатации электроустановок (М.: Энергия, 1980), Правилами пожарной безопасности при проведении сварочных и других огневых работ* и Правилами пользования инструментом и приспособлениями, применяемыми при ремонте и монтаже энергетического оборудования" (М.: Энергия, 1973).
* На территории Российской Федерации документ не действует. Следует руководствоваться Правилами противопожарного режима в Российской Федерации, утвержденными постановлением Правительства РФ от 25.04.2012 N 390. - Примечание изготовителя базы данных.
3.2. К работам по сварке проводов с помощью термитных патронов могут быть допущены специально обученные лица не моложе 18 лет, имеющие квалификационную группу по электробезопасности не ниже III, а при выполнении работ на высоте - не ниже IV. Лицам, которые допущены к проведению работ по сварке проводов должен быть выдан талон-вкладыш установленного образца или сделана запись в удостоверении проверки знаний.
3.3. На проведение работ по сварке проводов должно выдаваться разрешение по установленной форме, а при работах в действующих электроустановках, кроме того, наряд на работу.
Сварка проводов с помощью термитных патронов без письменного разрешения может быть разрешена на строительных площадках, ВЛ и в местах, не опасных в пожарном отношении, только специалистам высокой квалификации. Список специалистов, допущенных к самостоятельному проведению сварки проводов с помощью термитных патронов без получения письменного разрешения, объявляется распоряжением руководителя предприятия (объекта).
3.4. Проверка знаний настоящей Инструкции должна производиться не реже 1 раза в два года.
3.5. Электромонтеры, производящие сварку проводов с помощью термитных патронов должны обеспечиваться специальной одеждой, специальной обувью (кожаными ботинками или сапогами; зимой - валенками) и головным убором (каской). При этом необходимо следить за тем, чтобы пряди волос не выпадали из-под головного убора.
3.6. При зажигании термитной спички и поджигании термитной шашки патрона необходимо находиться от загоревшей шашки на расстоянии не менее 0,5 м.
Запрещается наклоняться над горящей термитной шашкой.
3.7. При зажигании спичек и поджигании термитной шашки необходимо надеть защитные очки со светофильтром (синими стеклами или стеклами ТИС-1). После загорания термитной шашки следует опустить защитный кожух приспособления для сварки.
3.8. При работах по сварке вблизи сгораемых конструкций и материалов (деревянные опоры, подмости и др.) необходимо принять меры по очистке рабочего места от горючих материалов. Для исключения возможности соприкосновения горящей термитной спички и шашки со сгораемыми конструкциями и материалами необходимо подкладывать листовой асбест, стальной лист и т.п.
3.9. Запасные термитные патроны следует хранить в рабочей сумке отдельно от термитных спичек. Термитные спички надо хранить в заводской упаковке. Следует помнить, что они легко воспламеняются от трения одна о другую. Для предотвращения этого в заводской упаковке спички переложены парафинированной бумагой, которую нельзя удалять без надобности.
3.10. Запрещается во избежание ожогов трогать или поправлять рукой горящий или остывающий термопатрон.
3.11. Сгоревшие термитные спички необходимо класть в специальную стальную коробку, подвешенную около места работы, или на заранее подготовленную несгораемую площадку.
3.12. После остывания термитной шашки (до темного цвета), образовавшийся шлак следует сбивать в направлении от себя на заранее подготовленную площадку.
3.13. Место сварки необходимо оградить или поставить наблюдающего. Запрещается проход под местом сварки до окончания работы.
3.14. Запрещается пользоваться увлажненными термитными патронами. Необходимо следить за тем, чтобы вода не попала на горящий термитный патрон, так как это может вызвать взрыв и ожоги.
ТЕРМИТНАЯ СВАРКА СТАЛЕАЛЮМИНИЕВЫХ ПРОВОДОВ СЕЧЕНИЕМ 120 - 600 мм 2
Технологическая карта К-V-19-8 является руководством при соединении термитной сваркой сталеалюминиевых проводов сечением 120 - 600 мм 2 в шлейфах анкерно-угловых опор и служит пособием при составлении проектов производства работ на ВЛ с проводами данных сечений.
II. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ НА ОДНО СОЕДИНЕНИЕ
Сталеалюминиевый провод сечением мм 2
Соединение проводов термитной сваркой:
Работа механизмов, маш.-час.
Расход бензина, кг
Производительность звена за смену (8,2 часа), количество соединений
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ РАБОТ
1. Работы по соединению термитной сваркой сталеалюминиевых проводов в шлейфах анкерно-угловых опор выполняются в процессе монтажа проводов на воздушных линиях электропередачи, звеном электролинейщиков в составе:
Машинист телескопической вышки
2. Последовательность и способы выполнения основных операций;
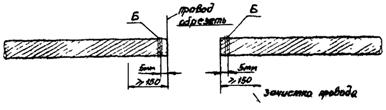
а) очистить провода от грязи, выпрямить их; наложить на каждом конце бандаж и ровно обрезать;
б) обезжирить соединяемые концы проводов на длине 150 мм с тщательной промывкой в бензине;
в) просверлить в термитном патроне вертикальное отверстие по центру термитной массы на всю глубину, включая металлический кокиль, до алюминиевого вкладыша;
г) вставить провода в термитный патрон до упора, предварительно очистить алюминиевый вкладыш патрона от оксидной пленки, концом напильника или отверткой;
д) установить на проводах ограничители подачи (бандажи) на расстоянии 10 - 16 мм от концов кокиля термитного патрона (рис. 2);
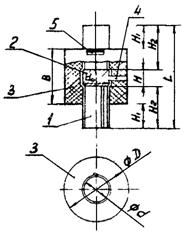
1 - кокиль; 2 - вкладыш; 3 - термитная масса; 4 - отверстие Æ 3 - 4 мм (высверливается для выхода газов при термосварке); 5 - этикетка
Характеристики термитных патронов для сварки многопроволочных сталеалюминиевых проводов
а ) Подготовка проводов для сварки
б ) Установка проводов с термопатроном в сварочном приспособлении

в ) Сваренные провода

е) установить в зажимы сварочных приспособлений концы проводов вместе с патроном. Для того, чтобы расплавленный при сварке металл не вытекал, необходимо наложить на провода у концов кокиля уплотнение из 3 - 4 витков шнурового асбеста, а разрез кокиля должен быть кверху. С этой же целью во время сварки и до полного остывания металла необходимо сохранять горизонтальное расположение свариваемых проводов;
ж) зажигать термитный патрон специальной спичкой со стороны рыхлой части термитной массы, отмеченной краской или наклейкой.
В процессе сварки строго следить за равномерной двухсторонней подачей (сближением) проводов под действием пружин сварочного приспособления (или вручную). Ни в коем случае не допускать односторонней подачи, которая приводят к дефектности сварочного соединения;
з) закончив сварку, не менять горизонтальное положение проводов и сварочного приспособления до тех пор, пока не остынет металл. После полного потемнения шлака сгоревшей термитной массы, сбить шлак легкими ударами, а сам кокиль снять при помощи отвертки и кусачек. Сварное соединение проводов зачистить кардощеткой.
3. Проверить качество сварного соединения.
Соединение считается удовлетворительным, если:
а) нет перекоса проволок наружного повива;
б) при перегибании провода отдельные проволоки не выламываются;
в) глубина усадочной раковины не превышает 1/8 диаметра провода (но не более 6 мм для проводов АС-150 - АСО-600).
4. На каждое выполненное соединение проводов составить журнал установленной формы (см. приложение № 5).
IV. ОРГАНИЗАЦИЯ И МЕТОДЫ ТРУДА РАБОЧИХ
1. Работы по термитной сварке проводов в шлейфах анкерно-угловых опор выполняются специально обученными электролинейщиками V и III разрядов из состава монтажной бригады занятой на монтаже проводов и грозозащитных тросов на воздушных линиях электропередачи.
2. Работы по термитной сварке проводов в шлейфах анкерно-угловых опор производятся с телескопической вышки с помощью специальных приспособлений (клещей).
V. КАЛЬКУЛЯЦИЯ ТРУДОВЫХ ЗАТРАТ
Затраты труда при термосварке проводов
ЕНиР 23-3-27 табл. 2 п.п. 6 и 7 «б» и «в»
Подготовка и термитная сварка проводов в шлейфах анкерно-угловых опор сечением
V. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ (ДЛЯ ОДНОГО ЗВЕНА РАБОЧИХ)
2. ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ, МАТЕРИАЛЫ
Сварочные клещи ПСП-2 или ПСП-3
Стальная рулетка 10 м
Ножовки по металлу
Пассатижи универсальные длиной 250 мм
Молоток слесарный 0,5 кг
Щетки из кардоленты
Напильник личной длиной 300 мм
Напильник драчевый плоский длиной 300 мм
Проволока мягкая, вязальная
Термитные патроны и спички к ним
Подбираются по сечению соединяемых проводов
Бензин (или другой растворитель)
Очки защитные с синими стеклами
3. ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ
Норма на 1 час работы (усреднено), кг
Бензин для телескопической вышки
см. технико-экономические показатели
Приложение 1
ИЗВЛЕЧЕНИЕ
из Правил техники безопасности при строительстве воздушных линий электропередачи
Глава III - Строительство линий электропередачи напряжением 35 кВ и выше.
раздел 16 - монтаж проводов и грозозащитных тросов.
16.1. Запрещается находиться под гирляндами изоляторов, монтажными блоками, проводами, тросами и другими предметами во время подъема, а также находиться или проходить под местом термитной сварки.
16.2. При монтаже и демонтаже воздушных линий большей протяженности провода отдельных смонтированных участков длиной 3 - 5 км должны закорачиваться и заземляться.
16.3. Заземляющие проводники сначала присоединяются к «земле», а затем к проводам и тросам.
16.4. При приближении грозы и во время грозы работы по монтажу проводов и тросов, а также пребывание людей рядом с опорами запрещается.
СОЕДИНЕНИЕ ПРОВОДОВ И ТРОСОВ
16.20. Обрезать провода и тросы следует только с помощью соответствующего инструмента (Ножовки, тросоруба). Обрубать провода и тросы зубилом запрещается.
16.21. Запрещается применять этилированный бензин для промывки концов проводов и соединительных зажимов.
16.22. После опрессования приводов и тросов следует обязательно опилить напильником образовавшиеся на соединительном или натяжном зажиме заусенцы.
ТЕРМИТНАЯ СВАРКА ПРОВОДОВ
16.23. Термитная сварка проводов должна производиться согласно «Инструкции по термитной сварке проводов воздушных линий электропередачи», утвержденной Союзглавэнерго.
16.24. К работе по термитной сварке проводов могут быть допущены лица, обученные приемам сварки и могущие выполнять сварку самостоятельно.
16.25. Термитную сварку следует производить в темных защитных очках. Во время сварки лиц о работающего должно находиться на расстоянии не менее 0,5 м от места сварки.
16.26. Запрещается трогать или поправлять рукой горящий термитный патрон. Сгоревший и остывший шлак следует сбивать в направлении от себя и только после полного его охлаждения.
16.27. При выполнении работ по термитной сварке на деревянных опорах или порталах в жаркую и сухую погоду следует обеспечивать все меры против возгорания опоры портала или сухой травы от случайного попадания неостывшего шлака.
16.28. Несгоревшую термитную спичку следует бросать на заранее намеченную земляную площадку или в металлический ящик, около которого не должно быть легковоспламеняющихся предметов.
16.29. При перекладке и переноске ящиков с термитными патронами и спичками нужно избегать сильных сотрясений и бросков.
16.30. Термитные спички следует хранить в отдельных коробах в заводской упаковке.
16.31. Ящики с термитными патронами должны складироваться отдельно от ящиков с термитными спичками и храниться в штабелях на полу крышками вверх. Высота штабеля не должна превышать 2 м.
16.32. Хранилище для термитных патронов и спичек должно быть сухим, несгораемым и соответствовать установленным требованиям к хранилищам пожароопасной продукции, разрежается хранить термитные патроны и спички в закрытых металлических шкафах.
16.33. Тушить загоревшийся термитный патрон следует только песком или пенным огнетушителем. Применять для этих целей воду запрещается.
Приложение 2
ЖУРНАЛ
по монтажу натяжных зажимов проводов и тросов способом опрессования на ВЛ ______ кВ
Марка провода ______________; марка троса ____________; № чертежа натяжного зажима; провода _____ троса ________
Матрицы для опрессовки провода: стальной части Æ ______ № черт. __________ алюминиевой части Æ _______ № чертежа _________
Матрицы для опрессовки троса Æ ______ № черт. _________ . Тип опрессовочного агрегата ________________
Использование термитной приварки (приварка кабеля к трубопроводу)

Сегодня наблюдается активное строительство веток газо-, нефте- и трубопроводов. При обустройстве ЭХЗ этих конструкций главным фактором надежной катодной защиты является качественное присоединение кабеля к стенке трубопровода, которое обеспечивает контакт между защищаемым объектом и оборудованием. Наиболее простым и одновременно высоконадежным решением этой задачи служит термитная приварка кабелей.
Термитная сварка (приварка) — это способ сварки, при котором для нагрева металла используется термит. Термиты представляют собой смеси в виде порошка, в состав которых входят алюминий или магний и оксиды других металлов (меди, медные и алюминиевые сплавы).
Термитная сварка широко применяется в различных отраслях промышленности и строительства:
- при необходимости соединить друг с другом стержни арматуры с большим диаметром;
- при строительстве и ремонте трубопроводов различного давления для обеспечения катодной защиты.
Во многих случаях надежное соединение элементов из металла возможно только при использовании этого вида сварки.
Описание процесса
В классическом виде процесс термитной сварки протекает с использованием термитного порошка. C помощью пиропатрона или электрозапальных средств смесь поджигают, и она воспламеняется при температуре 1300°С. При сгорании окалина (один из компонентов сварки) оплавляется. В результате этого и образуется сварочный шов.
Начавшееся горение имеет бурный процесс, быстро распространяется на всю смесь, и за 20-30 секунд термит (термитный карандаш) полностью сгорает. Его сжигают в огнеупорной форме.
Тем самым, суть данного процесса заключается в восстановительных свойствах алюминия или магния, которые в сочетании с металлом с оксидной пленкой приводят к экзотермической реакции. Именно благодаря выделению тепла и образуется сварочная ванна или наплавка.
Особенности термитной сварки
Указанный вид сварки имеет множество плюсов:
- высокий уровень надежности соединений;
- доступность технологии как для промышленного, так и для частного использования;
- небольшие габариты;
- независимость от источников энергии.
Однако имеется у этого способа и недостаток — необходимость в проведении подготовительных работ.
Технология не является чем-то новым, ведь подобный процесс был известен в промышленности уже более полувека. Но в последние годы метод начал особенно активно и широко использоваться в производстве.
Как выполняется приварка кабелей?

1 этап
Подготовка места выполнения к работе. Откапывание приямки требуемых размеров для безопасной и удобной работы сварщика.
2 этап
Подготовка трубопровода. С трубы снимается слой изоляционного материала, после чего ее тщательно очищают от всех загрязнений. Место приварки зачищают напильником и протирают смоченной в бензине (ацетоне) тряпкой.
3 этап
Подготовка и приварка выводов с использованием медных термитных смесей в наборе с графитовыми тигель-формами (ТФ). На расстоянии 120 мм с торца кабеля снимается изоляция. Оправка или тигель устанавливаются на место приварки. Конец провода вводится в литниковую камеру используемой ТФ или графитовой оправки.
4 этап
Контроль качества используемых для работы материалов и подготовка оборудования. Упаковку для приварки выводов перед применением нужно встряхнуть. Вскрывать ее следует непосредственно перед установкой. После вскрытия упаковки содержимое высыпается в центральный канал многоразовой ТФ мерным стаканом, который входит в комплект. Высыпать смесь нужно в 2 этапа, между которыми слой следует уплотнить. Туда же устанавливают термокарандаш или паяльно-сварочный стержень.
5 этап
Выбор способа поджога термосмеси (термоспичкой или огнепроводным шнуром).
6 этап
Осуществляется непосредственно приварка выводов.
7 этап
Окончание процесса. Место приварки нужно оставить остывать не меньше, чем на 5 минут. ТФ (оправка) снимаются, наплавка и место приварки провода зачищаются от шлака. Процесс завершается проведением контроля размеров наплавки и проверкой качества сделанных соединений.
Читайте также: