Сварка рамы внедорожника своими руками
Обновлено: 18.05.2024
да что за бред несете то. какие там клепки? всегда рама варилась полуавтоматом в углекислотной среде ! как их на заводах по вашему еще собирают. на заклепках что ли? посмотрите как рамы собраны на грузовиках джипах и других прежде чем советовать тут нипонять чего! Топикастр. вари раму полуавтоматом и не парься. можеш дополнительно пластинами усилить
сварка полуавтоматом ИЛИ электродами УОНИ и можешь ее усилить. ГЛАВНОЕ ЗАЧИСТИТЬ МЕСТО СВАРКИ. Грамотного сварщика и если будет варить электродами, чтобы сильно металл не перегривал.
Вот так вот. :((((
Сегодня полез посмотреть и обнаружил сей дефект на раме слева, как и почему для меня остается загадкой. Ни где не взлетал с отрывом колес от земли и прочее. Завтра заварим, а пока сижу и пытаюсь понять причины. Лебедка?, спереди висит 12й винч, по серьезному лебедился один раз, остальное так - подтянуться. Уазик меня дергал железным тросом, но там бы скорее всего проушина оторвалась. ? х.з вопчем :'(
Место трещины: с обоих сторон примерно на 60% высоты рамы
рвется там, где тонко. проушина оказалась крепче.
не придумывай. все зависит от: металла, типа сварки (степени нагрева, газ, штучный электрод, полуавтомат и т.д.), прямизны рук сварщика
еще зависит от вектора приложения силы при рывке
Снова - не придумывай. Есть известные принципы, коим необходимо следовать. Нельзя: варить сплошным швом поперек рамы (т.е. вертикально), вообще стараться избегать сплошных швов! Использовать пунктир - меньше стягивает, меньше создает напряжений, меньше подвержен последующим поломкам.
Как правильно заметил Ёкорн, как можно чаще использовать т.н. "закладные" - т.е. электрозаклепки, через предварительно насверленные в пластине отверстия - значительно распределяют нагрузку на место соединения. Единственное, 2 мм - маловато :). Нужно так, чтобы провар к раме был хорошим, чтобы дугу не стягивало к кромке отверстия пластины-усилителя. А это не менее 8 мм в диаметре при толщине пластины-усилителя 2-3 мм.
с первым согласен, а про сварочник - убил. ))) А обычного ПДГ205 полуавтомата 220в до 300А не достаточно будет? Проволока 0,8мм омедненная. ))
В этом месте и на этом авто качественно заплавить трещину, чтобы она не порвалась рядом или в том же месте - нереально.
Теперь про трещину. Проблема не столько в ней самой, сколько в том, нет ли трещины со стороны двигателя, а также сверху рамы. Поскольку если трещина таки "полуопоясывающая" - придется снимать двигло, чтобы правильно и надежно заварить.
Но тут сам принимай решение.
И так.
Подними морду джеком так, чтобы трещина сошлась. Очисти крацовкой место сварки и участок, куда будет приварен усилитель.
Коротким пунктиром (1-1,5 см.) вверху "закрепи" от расхождения. В корне трещины поставь электрозаклепку.
В центре длины трещины тоже. Сложность в том, чтобы очистить место для сварки. Но в твоем случае, если сварщик грамотный, он просто поставит электрозаклепку большим током.
Обдирочным или зачистным кругом зашлифуй швы вровень с основной плоскостью рамы.
Сделай пластину как на рисунке. Насверли в ней отверстий. Произвольно, но основной принцип - в равномерном распределении оных по поверхности для минимизации паразитных напряжений.
Приложи, провари по отверстиям, и пунктиром 3-4 см через 2см.
Обмажь полиуретановым герметиком, грунт, эмаль, антигравий, эмаль. еще антигравий. еще эмаль.. )))))
И никогда (. ) не позволяй никому дергать свое авто стальным тросом, равно как и сам этого не делай. И не проблема, если авто порвет пополам, хуже если при разрыве троса убьет кого-нибудь или покалечит.
Ремонт рамы. Часть 1.

Кузов снят, приступили к ремонту рамы. Начали с осмотра. Передняя часть рамы в отличном состоянии, благо с двигателя подтекало масло и оно залило всю раму, это ей и не позволило ржаветь.
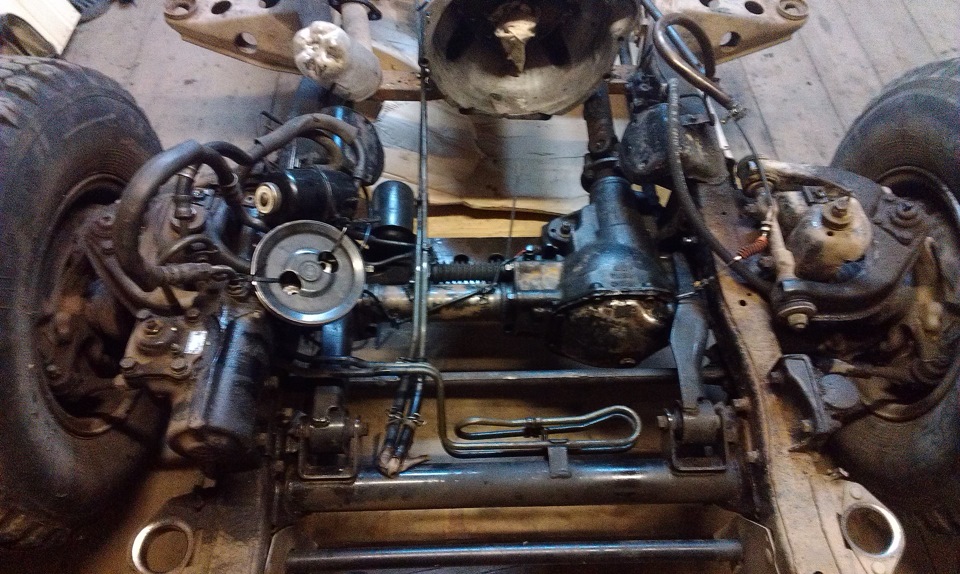



С «филейной» задней частью все не так уж и хорошо, но восстановить можно. Во первых, она полностью забита песком. Во вторых, имеется сквозная коррозия на наружных элементах рамы. В третьих, напрочь сгнила поперечина (первая по ходу движения автомобиля), в которую вварен штуцер для сапуна моста.


Далее были зафиксированы на фото все детали, установленные на раме, что бы не забыть при сборке, что где стояло. Параллельно при фото фиксации происходил демонтаж агрегатов и деталей с рамы. Оставили только задний мост и «клюшки», что бы можно было выкатывать и закатывать в гараж. Так же обнаружил, что установлены пружины с разной толщиной прутка.


Так как внутренний П-образный профиль, являющийся основным несущим элементом рамы был цел и не имел сквозной коррозии, приняли решение приобрести квадратную трубу и с помощью неё, удалив предварительно проржавевший металл, восстанавливать наружную часть рамы.

Вскрыв полости рамы, из неё было извлечено примерно три ведра отборнейшего сеянного песка, может даже еще и японского. Извлечение происходило с помощью сжатого воздуха, подручных средств и заняло очень много времени.
Поперечину рамы решили изготовить новую, так как старая превратилась в труху. Сняли размеры мест приварки деталей и местоположение поперечины. Была мысль изготовить поперечину прямой, но подумав и увидев у рядом стоящего кузова выступающий короб задней печки, решили, что не зря японцы сделали поперечину гнутой и смещённой. После поисков во дворе была найдена толстостенная труба подходящего диаметра, но когда начали ее гнуть при помощи резака она лопнула. Потом нашли обычную водопроводную шовную трубу, нагрели ее и она прекрасно согнулась. Много раз примеряя по месту, труба в итоге была согнута как положено.
Сварка рамы.
Оторвало седня передний кронштейн под пружину от рамы..Кент мне доказывает,что раму можно варить тока аппаратом с постоянным током,или полуавтоматом.Варить простым сварочником отказался категорически. ((((((((((((((((((((( Есть мысли по этому поводу?
Заварить можно любым, но если для себя то желательно полуавтоматом. Во первых элементрано полуавтоматом варить проще, меньше насрешь, металл тонковатый конечно для переменного тока. Температурный дефект поменьше будет. Но если сварщик толковый, коих один из 10, то заварит тебе любым сварочником и будет все прекрасно. Отец рассказывал что в его молодости был сварщик который на спор переменным током и электродом 3 мм на спор заварил банку от консервов. Я правда чето в это не верю.
был сварщик который на спор переменным током и электродом 3 мм на спор заварил банку от консервов. Я правда чето в это не верю.
консервы это одно, вполне можно. а вот рамы :) там во первых большой нагрев, выжигает присадки из металла, во вторых остатки флюса из-за него шов получается пористый :)
И помнится мне, Витас рассказывал, как к ним косяками возвращались машины заваренные сварным, хорошим сварным, но принципиально варившим электродом :)
зы: неужто сложно найти полуавтомат?
зы: неужто сложно найти полуавтомат?
Боря-полуавтоматом лучше 100пудов.
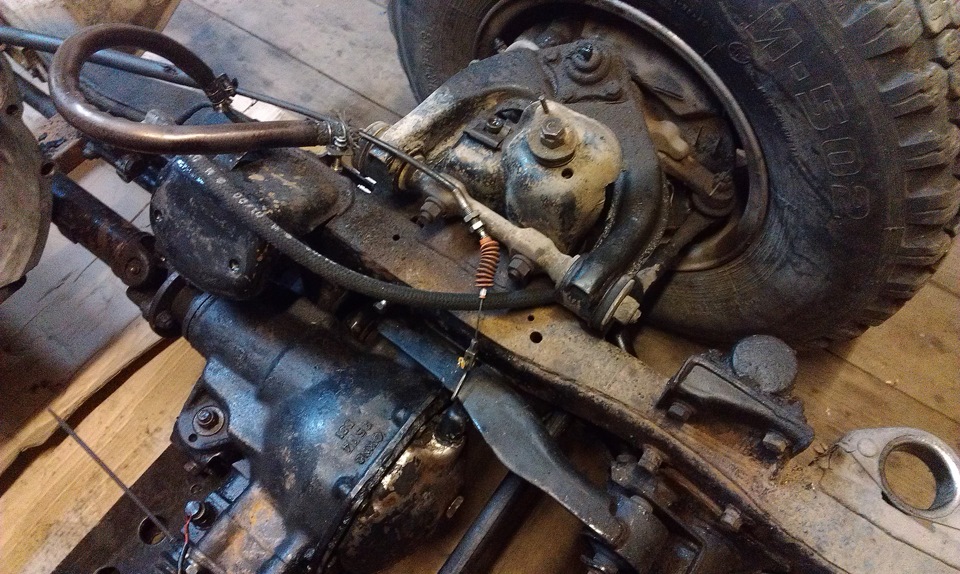
у меня тут рама вдоль-возле редуктора от сильного удара луч пустила,пацаны запилились в него и полуавтоматом залили. Получилось-супер,сейчас вообще не видно ничего.
А ты в каком районе? просто интересно, вдруг кто рядом со сваркой обитает.
швы не держали, разваливалось
А ты в каком районе? просто интересно, вдруг кто рядом со сваркой обитает.
В любом,где сварка есть.
Заварить можно любым, но если для себя то желательно полуавтоматом. Во первых элементрано полуавтоматом варить проще, меньше насрешь, металл тонковатый конечно для переменного тока. Температурный дефект поменьше будет. Но если сварщик толковый, коих один из 10, то заварит тебе любым сварочником и будет все прекрасно. Отец рассказывал что в его молодости был сварщик который на спор переменным током и электродом 3 мм на спор заварил банку от консервов. Я правда чето в это не верю.
А фигли тут не верить?
Когда меня нужда приспичила, я послал всех "занятЫх" сварщиков лесом и за вечер отрезал кусок трубы перед глушителем и приварил новый. Металл там тонкий. Варил медленно, переменкой. Сварочный трансформатор на 380 вольт.
Two Beer or Not Two Beer.
Жить ТАК на трезвую голову? НЕВОЗМОЖНО! Столько выпить? НЕРЕАЛЬНО!
Боря-полуавтоматом лучше 100пудов.
у меня тут рама вдоль-возле редуктора от сильного удара луч пустила,пацаны запилились в него и полуавтоматом залили. Получилось-супер,сейчас вообще не видно ничего.
Да. Именно полуавтоматом и надо. В среде углекислого газа. Аргон не обязателен. Проволоку только надо потолще и току побольше.
На худой конец можно и постояным током (электродом, без полуавтомата). И что шов пористый - это фигня, просто у сварного руки из не того места выросли.
Варил я раму на ГАЗоне дизельном. У меня тогда лонжерон сверху до низу лопнул возле запаски, всё разошлось к едрене фене, второй лонжерон загнуло в двух местах. Выправил, выставил, прихватил, свистнул дядьку (он у меня может сложнейшие вещи варить - как-никак, для оборонки работал), он обварил всё. Дальше - зачистил, накладки поставил (усиление). Всё. Там больше никогда ничего не лопалось.
Но есть одно "НО": он так же сказал, что полуавтомат лучше!
Автогеном варить не стОит. Можно только резать, да и то я бы лучше болгаркой отрезал. Потому как от горелки зона термического влияния в несколько раз больше и это не есть гуд.
В принципе, у любой СТО, занимающейся кузовщиной, полуавтомат есть.
Ремонт рамы внедорожника.

На машине были выполнены работы по восстановлению геометрии рамы. Работы выполнял сторонний сервис. Геометрия выставлена хорошо. В процессе вытягивания метала рамы, естественно, последний порвался.

Способ и технология "заплатки", которая была предложена кузовной мастерской, клиент отверг и автомобиль оказался в наших руках.
Многие утверждают, что "свободный" конец рамы, а на нем стоит только передняя часть кузова нет смысла усиливать, но для внедорожника, когда происходит эвакуация из засадных мест, важен каждый сантиметр рамы и она должна быть крепкая!
Первым делом мы зачистили место ремонта.


Не взирая на то, что по ремонтному участку будет проходить сварочный шов, решили закрыть 2К грунтом.


После сушки разметили области швов, зачистили до метала и закрыли сварочным грунтом с цинком.
Ровно такую-же операцию мы провели с "заплаткой" заранее ее выгнув так, как нам было нужно с небольшим запасом. Тщательно просушив все слои, провели сварочные работы.





После сварки очистили пескоструем и загрунтовали заплатку с внешней стороны.





Осталось подсушить грунт, закрыть его уретановой краской и антикором. Внутри раму, как сможем покрасим и обработаем ML составом.
Швы получились не самые эстетичные, все-же грунт с цинком мешает варить.
Tags: ps tuning
Comments 64

Отличная работа и подход.
А с этой "какой" сверху ничего не делали?) Всм сварка на уголке сверху.


На 1,2,3 фото видно пожеваный участок кузова, странно почему вы его не поменял.Напротив заплатки проходит какая то технологическая складочка на обратной стороне, усиливая эту часть рамы, не задумывались вы зачем там собственно она нужна?
Мы знаем зачем на раме такие складочки.


Грунт весь кипит. Можете не парится

Нет, я любитель )
На основании того что вижу, а вижу я что все сделано близко к заводу)
Разве нет?

Я почитал что тут эксперты сварщики пишут)
Удевило)
Лучше просить, сразу фото корочек об образовании выкладывать))) А то тут, после "окГугл" все эксперты)))
А вы, простите, сами профессиональный сварщик? На основании чего выводы делаете?

В плане обработки все на высоте)
Вот так всегда: сначала школота напишет кучу "ух ты, как здорово", а на следующий день дяди взрослые подтянутся и все обосрут :)
Поэтому и ждем дядь)))

Overcast-day
иногда кажется что круто и красиво приварил. жахнешь молотком — отвалилось. лет 10 поваришь, начинаешь с километра видеть присёр. только одно дело когда речь о шпингалете на сартире, а другое — когда об узле автомобиля. весьма нагруженном

Это да. Вот поэтому я никогда не выкладываю здесь свои работы. Сколько людей столько и мнений.
Истина всегда одна — поставь зубило и ударь большим молотком.
Ну а потом обижайся… сам на себя.
Истина одна, а технологии разные.
у сварщика хоть какой то разряд есть вообще?
Меня всегда поражают подобные высказывания))) Для диагностики качества сварочного шва существую различные методологи, таблицы и дорогое оборудование… Оказывается это все зря придумали, тратили время, деньги… Оказывается, тупо фото можно оценить качество с одно ракурса и вынести вердикт! Круто!
Для профи и фото достаточно. У вас там катет шва в плюсе невозможном
Есть такое, но это не 100% площади. Умышленно не стали перепроваривать, раму жалко, ей и так досталось.
И критику стоит воспринимать. Сделал бы круто- никто бы слова не сказал против
Я очень уважительно отношусь к критике и очень благодарен тем, кто ее поднимает! Вы, как мне кажется очень категорично начали вот я вас поддержал)
Маляр круто работу сделал. Остальные, мне не понравилось, балка кажется так и не идёт ровно как по заводу — линейку приложите к шву заводскому- что идёт между половинками рамы- шов там ровный должен быть и это контроль "дотянутости рамы- можете сравнить с другой стороной, ну и по сварке- больше тока. Для рамы обычного китайского полуавтомата за 20тр может уже не хватить, ещё и включенного в удлинитель метров 20, либо силовые удлинители нужны с большим сечением и сварка на пределе его возможностей.
Посмотрел: русские или русско- китайские сварки варят одиннаково, к ним ещё приспосабливаться нужно- видно сварщик пока не совсем "обладает" у меня тоже китаец, есть желание его выкинуть- но он работает… Следующая будет: kemppi или esab на 200+ ампер. Это оптимально для мастерской. Но это мой выбор
Сварщик молодой, но амбициозный! Не все сразу варят, как боги) А оборудование у нас хорошее!
По части рамы: пока визуально ты не задашь ей — как выше я описал " ровность" самих балок- выставлять контрольные точки смысла нет — тк согласно геометрии- там возможны такие ромбы или кривобокие трапеции, что диагонали сходятся- а машина режет 4 колеи, ведь нет в ассортименте оборудования с 3d контроллем положения всех контрольных точек? В этом и проблема при сложной рихтовке
Стапель был Авторобот4
От рихтовщика ещё зависит. От его дотошности ко всему. Ну да ладно- главное ехать после стапеля сразу на развал и смотреть "завал" экцентриков. По 0м? — Значить ровно. Завалены хоть на градус- всё, капец- переделка
На развал поедем, надо мотор установить) А можно чуть подробнее про завал эксцентриков?
Стенды развала современные они 3d. И более менее верно они определяют положение колёс в пространстве. При настройке в случае рычажной подвески- вылет рычага переднего чаще всего нижнего задаётся экцентриком- есть у него положение 0. И корректировка развала с учётом износа с.блоков задаётся его поворотом. В идеале — после костоправа все должно быть по нолям. Или чуть коррекция. Но не полный завал в одну или другую сторону. Это говорит о том что рама недотянута. Так же стоит сразц посмотреть положение колеса в пространстве- есть там такая функция- бывает колесо ушло назад или вперёд. Короче распечатайте все бумажки с такого стенда после развала и дома поизучайте.
Читайте также: