Сварка с медной проволокой
Обновлено: 18.05.2024
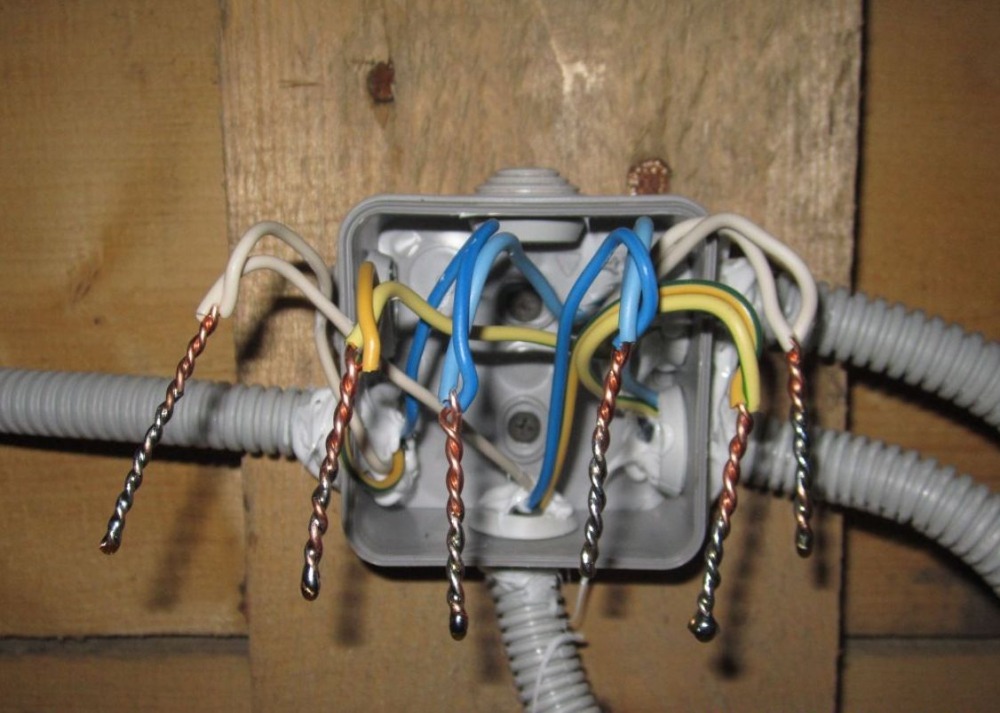
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов. Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников. Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности. К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.

При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Сварка-пайка медной проволокой полуавтоматом.

Попробовал приварить нержавейку к ржавейке медной CuSi3 проволокой.
Варил полуавтоматом с аргоном, припаивается так, что брызги с неподготовленной поверхности срубать зубилом вспотеешь.
Смысл пайки в меньшей температуре нагрева, нет деформации металла, даже если это кузовщина, возможна пайка по оцинкованному металлу без повреждения цинка.
Шов получается коррозионностойким, заявленная прочность шва 80% сварочного.




Комментарии 27
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

и все нормально варит? просто я завтра еду забирать 1 катушку такой проволоки и балон сразу куплю. очень хочется по пробовать

Варить тяжело, но можно
А полуавтомат с какими характеристиками должен быть
По идее свой. У меня обычный.

Чтобы меньше брызгала нужно покупать немецкую CuSi3. И варить в чистом аргоне. Имеет смысл её покупать, если нержавейка тонкая (чтобы не повело и не прожечь) или при работе с высокопрочной оцинкованной сталью для авто. А так -классно ложится и шлифуется.
Жаль, что Вы только один. 99,9 % варят авто проволокой Св-08Г2С. Говорят, что клиент узнает только после столкновения. Иногда такую машину пополам рвёт из-за хрупкости шва.
Я себе делаю, мне надо как лучше а не как дешевле

А обыкновенную кузовную сталь можно варить этой проволокой?
Что по защитным газам посоветуете? Какая чистота аргона должна быть? И ещё, можно ли юзать смеси газов с аргоном? Не станет ли качества шва хуже, если юзать смесь газов? Если да, то какие смеси?
Обычную сталь варят отлично стальной проволокой типа Св-08Г2С в смеси 20 на80 аргона. Бронзовой проволокой будет очень дорого.
Да и навыки надо иметь. Опытные сварщики всё ждут перемешивания присадки с основным металлом! А это пайка высокотемпературная.
STREET-DRIFTER23
И ещё, при пайке встык проволокой CuSi3 необходимо иметь зазор между листами. Иначе Вы всю наплавку сошлифуете, и листы разъединятся. А при зазоре листы надёжно соединены обратным валиком, который толще листов и прочнее их.
Про зазор в курсе, про стальную проволоку даже слышать не желаю, ибо видел, что творится в месте сварки через год, даже с хорошей антикор. защитой, выгнивает все к чертям, у меня Е36 седан, делаю для себя машину, перевариваю абсолютно все под чистую лежит немецкая CuSi3 уже как неделю, поэтому и чекаю инфу как сделать очень грамотно, плюс сварочный грунт имею, так можно ли варить в смеси этой проволокой или нужен исключительно чистый аргон? Как будет наиболее качественно и прочно? В смеси? Или чисто в Аргоне?
Только в аргоне, чем чище, тем лучше.
Инфа есть в инете — Saldobrasatura CuSi3 parafango Volvo
-одно видео -правильная сварка-пайка, другое испытания сварного шва ударами молотка. Может появилось и более современное видео. Я встречал видео ремонта с момента вырезания дефекта по приложенной новой детали — это фантастика для российских автосервисов!
Если приваривать новую деталь внахлёст, то лучше в накладываемой детали просверлить отверстия, и через них паять, типа заклёпка. Тогда можно будет красиво зашпаклевать и закрасить.
медная сварочная проволока

При сварке различных видов меди и ее сплавов (бронза, латунь) в качестве присадочного материала применяется сварочная медная проволока.
Область применения, назначение
Медь и ее сплавы обладают высокой теплопроводностью и электропроводностью, имеют высокую коррозионную стойкость. Эти свойства широко используются в электротехнической, химической промышленности и отраслях, связанных с энергетикой. Часто встречающиеся теплообменники на основе меди — яркий пример использования ее физических свойств.
Медь и ее сплавы в расплавленном состоянии активно взаимодействуют с кислородом и водородом воздуха, что негативно сказывается на качестве шва. Поэтому сварка выполняется в среде защитных газов. Лучшими являются инертные – аргон и гелий. Азот также не вступает в реакцию с элементами, входящими в состав медных сплавов и может быть защитным газом для сварочного шва. Наиболее распространена ручная, автоматическая и полуавтоматическая аргонодуговая сварка, что делает материалы для сварки в среде аргона популярными. Для сварки неответственных соединений применяется газовая сварка.

Сварочная медная проволока ESAB OK Autrod 19.12. Фото 220Вольт
Медная сварочная проволока используется в наплавочных операциях для придания поверхностям особых дополнительных свойств (износостойкость, коррозионная стойкость и других).
Обозначения и маркировки
Принципы обозначения и маркировки заложены в ГОСТ 16130-90. Согласно этому документу в обозначение входит следующая информация:
- способ изготовления (холодно-деформируемая или тянутая обозначается символом «Д», горячедеформированная или прессованная имеет символ «Г»);
- форма сечения проволоки всегда круглая и имеет символ «КР»;
- данные по точности изготовления, обычно отсутствуют, в таком случае ставится знак «Х»;
- по состоянию проволоки она может быть твердой (символ «Т») и более пластичной мягкой (символ «М»);
- размер (диаметр);
- в какой форме находится длина проволоки, прутка ( в мотках или бухтах «БТ», катушках «КТ», барабанах «БР», сердечниках «СР», немерной длины «НД»);
- марка сплава;
- наименование стандарта.
В качестве примера приведем обозначение тянутой сварочной проволоки, мягкой, диаметром 2,5 мм, в катушках из сплава марки БрХНТ:
ДКРХМ 2,5 КТ БрХНТ ГОСТ 16130-90.
Зарубежная сварочная проволока обозначается согласно требований американского общества по сварке (AWS) или по общеевропейскому стандарту.

Сварочная проволока медная М1. Фото БВБ-Альянс
Химический состав медной присадочной проволоки, который в значительной мере отличается от омедненной, должен быть близок к составу свариваемых медных сплавов. Поэтому количество видов соответствует существующим маркам меди и сплавов на ее основе.
- Для сварочных швов, где прочностные характеристики не так важны, используется присадочный материал из технической меди. Сварочная проволока М1 как раз относится к таким материалам.
- Сварка сплавов меди, где никель является основным легирующим элементом (константан, мельхиор и другие) выполняется с помощью медно-никелевой присадочной проволоки, такой, например, как легированная проволокаМНЖ5-1.
- Медно-алюминиевая присадочная проволока, например, CuAl8, применяется для сварки алюминиевых бронз.
- Медно-кремниевая СuSi3 применяется для сварки медно-кремниевых, медно-цинковых сплавов и оцинкованной стали в среде инертного газа аргон.
- Медно-оловянный присадочный материал (БрОФ6,5-0,15) используется для сварки в защитных газах оловянно-фосфористой бронзы и других оловянных бронз.
- Латунная проволока и прутки из нее (Л63, Л60-1 и другие) применяются в газовой сварке латуни и наплавочных операция для улучшения свойств углеродистых сталей.
Отличительные особенности, достоинства и недостатки
Сварочная проволока алюмомедная Bercoweld A8 (CuAl8), 1мм., 5кг. Фото Сварочные Технологии
В обычном состоянии медь и ее сплавы не проявляют активности во взаимодействии с окружающей средой. При нагревании она начинает интенсивно реагировать с кислородом, водородом, серой, фосфором и другими элементами.
Окислы меди при остывании сварочного шва являются инициатором образования трещин. Для уменьшения влияния кислорода в присадочную проволоку добавляются раскислительные элементы, а также зона сварки защищается инертными газами или азотом.
Водород является одной из основных причин пористости шва. Медь, обладая высокой теплопроводностью, быстро кристаллизуется после окончания сварки. Водород, который обладает хорошей растворимостью в расплавленной меди, не успевает испариться и образуются поры.
Особенность сварки латуни связана с выгоранием цинка. Температура плавления цинка ниже, чем у основного металла, что и приводит к его испарению. Технологическими приемами можно уменьшить этот процесс.
Следует учесть! Защитные газы и прокаливание присадочного материала снижают отрицательное влияние водорода.
Рекомендации по использованию
Для уменьшения влияния повышенных теплоемкости, теплопроводности и большого коэффициента линейного расширения на процесс сварки меди и ее сплавов (горячие трещины) рекомендуется место сварки подогревать. Для сварки заготовок из меди подогрев выдерживать до температуры 250°С — 300°С, из бронз 500°С — 600°С.
Так как медь в расплавленном состоянии обладает повышенной жидкотекучестью, необходимо с обратной стороны шва применять подкладки из графита, асбеста и других подобных материалов.
Перед сваркой присадочный материал и поверхность сварочного шва рекомендуется зачистить металлической щеткой или некрупным абразивом и протравить в растворе кислот с промывкой в щелочной среде и горячей сушкой.
Рекомендуется перед началом работ выполнить расчет расхода сварочной проволоки.
Производители
Компания ESAB выпускает медную сварочную проволоку для работы с практически всеми материалами на основе меди. Защитная среда из инертных газов обязательное условие качественного применения проволоки ESAB. Некоторые марки медной проволоки этой компании: OK Autrod 19.12; OK Autrod 19.20; OK Autrod 19.30; OK Autrod 19.40; OK Autrod 19.49.
Справка. Ведущие производители сварочной проволоки: DEKA, БАРС, Lincoln Electric и прочие — предлагают широкий выбор расходных материалов. Крупные предприятия выпускают качественную проволоку разных типов: полированная, титановая, нержавеющая, стальная, порошковая, алюминиевая. Среди широчайшего спектра марок проволок особого рассмотрения требуют СВ08Г2С, ER70S-6, ВТ1-ооСв, ПАНЧ-11.
Где купить
Компании, представленные в разделе «Где купить сварочную проволоку», реализуют широкий сортамент присадочных материалов, в том числе и медных. Ознакомиться с представленным ассортиментом возможно на официальных сайтах торговых предприятий.
проволока сварочная омедненная
Качество сварочных швов повышается, если плавящийся электрод покрыть медьсодержащими материалами. Технология, в основе которой заложен гальванический процесс, позволяет получить прочное покрытие сварочной проволоки медью.
Омедненная проволока применяется для сварки низкоуглеродистых и низколегированных сталей. Изготавливается она из аналогичных же материалов. Способность легко деформироваться и получать требуемые типоразмеры — отличительные свойства этих металлов. Протяжкой (волочением) из катаных заготовок производится калиброванный по диаметру материал.

Проволока омедненная СВ-08Г2С-О КЕДР, кассета в 15 кг. Фото ВсеИнструменты.ру
Основным назначением, после покрытия медью, является использование его в работе сварочных полуавтоматов в качестве присадочной проволоки. Так как этот расходный материал не содержит компонентов для защиты сварочного шва, сварка производится в углекислом газе или смеси углекислого газа с аргоном. Поэтому омедненная проволока является популярным вариантом материала для аргонодуговой сварки.
Видео
Обозначение и маркировка
Отечественная омедненная сварочная проволока должна соответствовать ГОСТ 2246-70. Пример обозначения по этому документу: проволока 1,2 СВ08Г2С-О ГОСТ 2246-70, где знак «О» говорит о покрытии поверхности медью.

Проволока сварочная омедненная ER70S-6 (1 мм; 15 кг) ELKRAFT. Фото ВсеИнструменты.ру
Присадочные материалы, поставляемые зарубежными производителями должна соответствовать стандарту AWS (американское общество сварки). Пример: ER70S-6, соответствует СВ08Г2С-О.
Популярные марки
Справка. Марка проволоки ПАНЧ-11 (для чугуна) обеспечивает получение качественного результата при работе с материалом, плохо поддающимся сварке.
Различные зарубежные фирмы поставляют омедненную проволоку под обозначением ER70S-6.

Омедненная сварочная проволока для сварки под флюсом DEKA EM 12 (аналог Св08ГА-О) 4,0 мм. (25 кг). Фото DEKA
Характеристики
Химический состав омедненной сварочной проволоки Св-08Г2С-О следующий:
- углерод – 0,06%;
- марганец – 1,8%;
- кремний – 0,88%;
- сера – 0,012%;
- фосфор – 0,010.
Механические характеристики шва зависят от защитного газа, который применялся при сварке. Предел прочности в защитной среде из углекислого газа — 540 МПа, в смеси газов 80% Аргона и 20% углекислого — 550 МПа.
Для проволоки Св-08Г2С-О, применяемой в качестве присадочного материала, важен показатель коэффициента наплавки. Чем он выше, тем больше вариантов параметров применения присадочного материала в сварочных технологиях.
Омедненная стальная сварочная проволока проявляет свои лучшие качества при использовании на полуавтоматах взамен непокрытой. Медь, обладая хорошей проводимостью, значительно улучшает токоподвод в зону сварки. Это стабилизирует горение дуги, расплавленные капли расходного материала имеют одинаковый размер по всей длине сварного шва. Разбрызгивание металла практически не происходит, тем самым снижается расход сварочной проволоки.

ESAB OK Autrod 12.64 — сплошная омедненная проволока, легированная 1,7%Mn, применяется для полуавтоматической сварки углеродистых и низколегированных сталей. Фото Сварочные Технологии
В полуавтоматах подача проволоки в зону сварки происходит через специальный наконечник. Обычная непокрытая проволока вместе с остатками технологической смазки на ее поверхности быстро изнашивает внутренний диаметр наконечника. Покрытая медью проволока значительно облегчает скольжение. Тем самым срок службы оборудования до проведения профилактических работ увеличивается. Равномерность подачи в рабочую зону дуги у омедненной проволоки значительно выше.
Покрытая медью проволока обладает большей стойкостью к коррозии, чем непокрытая, несмотря на мелкие трещины и поры в слое меди. Она дольше хранится, однако требования к влажности и температуре помещения должны соблюдаться.
Отсутствие дополнительного сопротивления подвода сварочного тока (для покрытой медью проволоки), позволяют сократить время обеспечения стабильного горения дуги от начала производства работ (касание проволокой свариваемых заготовок).
Справка. Обширным спектром отличительных характеристик обладают титановые проволоки, в частности наиболее «чистая» марка материалов ВТ1-00Св.
Наличие меди, особенно ее повышенное количество, может приводить к образованию трещин в сварочном шве и снижению значения ударной вязкости. В авиационной промышленности, например, где велика доля особо ответственных сварочных соединений, использование омедненной проволоки допускается только с разрешения главных технических специалистов. Общее содержание меди ограничивается ГОСТ 2246-70. Оно не должно превышать 0,25%. Это достигается при толщине слоя покрытия до 6 мкм.
Предъявляемые требования
На поверхности не должно быть никаких дефектов. Единственное, что допускается — это риски от волочения проволоки при ее изготовлении. При этом количество рисок ограничивается 5% от общей поверхности.

Сварочная омедненная проволока Fubag. Фото 220Вольт
Жесткие требования предъявляются к намотке. Рядность и плотность намотки в катушках является важным условием равномерной ее подачи при выполнении сварочных работ.
Сертификация, ГОСТ
Качество продаваемой на рынке омедненной сварочной проволоки должно подтверждаться наличием сертификата соответствия. Сертификат подтверждает наличие у товара свойств, обозначенных в технической документации, например, в ГОСТ 2246-70.
Наличие у омедненной проволоки свойства быстрого повторного восстановления сварочной дуги, делают предпочтительным ее использование в механизированных способах сварки — полуавтоматической и автоматической (роботизированной).
Сортамент
На выбор режима сварки влияет типоразмер сварочной проволоки. Диаметры, наиболее часто используемые при проведении работ: 0,8 мм; 1,0 мм; 1,2 мм; 1,6 мм; 2,0 мм. В некоторых отраслях машиностроения применяются присадочные материалы до 6,0 мм.

Проволока сварочная стальная омедненная (1 кг; диаметр 0.8 мм) Elitech. Фото ВсеИнструменты.ру
Форма выпуска, расфасовка, упаковка
Применяется омедненная сварочная проволока в основном в кассетах и бухтах. Так проволока диаметра 0,8 мм выпускается в бухтах (вес 16 кг) и кассетах (вес 5 кг). Требования к упаковочным материалам прописаны ГОСТ 2246-70.
Шведская фирма ESAB в ассортименте выпускаемых расходных сварочных материалов имеет в наличии линейку типоразмеров омедненной проволоки: легированная OK Autrod 12.64; OK Autrod 12.51 и прочие. Отличается жесткими требованиями к геометрии и прочности медного покрытия. Медная стружка не скапливается в подающем наконечнике.
Китайские производители Прима, DEKA и Golden Bridge выпускают омедненную проволоку, соответствующую жестким требованиям европейских норм. Однако по сравнению с западными фирмами, их товар относится к экономически выгодному для широкого применения покупателями, поэтому сварщики приобретают и другие типы продукции, например, нержавеющая, алюминиевая и флюсовая (порошковая).
Сварочные проволоки различных видов предлагает достаточно широкий перечень компаний. Некоторые производители и поставщики представлены в отдельном разделе нашего сайта. Специалисты предприятий предлагают также и омедненные присадочные материалы.
Читайте также: