Сварка с применением давления физическая сущность
Обновлено: 19.05.2024
Сварка давлением — это процесс соединения поверхностных слоев деталей. При соединении происходит активная диффузия частиц, ведущая к полному исчезновению границы раздела и к прорастанию через нее кристаллов.
В современном машиностроении и приборостроении сварку давлением осуществляют несколькими путями в зависимости от типа изделий и требований, которые к ним предъявляются.
Контактная сварка широко применяется в машиностроении для изготовления изделий и конструкций, главным образом из сталей. Она относится к сварке с применением нагрева и давления. Нагрев осуществляется электрическим током, который проходит через место контакта двух свариваемых деталей. Давление, необходимое для сварки, создается или электродами, подводящими электрический ток, или специальными приспособлениями.
Различают три разновидности контактной сварки: точечную — отдельными точками (рис. 105), применяемую для тонколистовых конструкций из стали (например, кузова автомашин). Свариваемые заготовки 1 зажимаются между электродами 2, через которые проходит электрический ток большой силы от вторичной обмотки понижающего трансформатора 3, Место контакта свариваемых частей разогревается до высокой температуры, и под давлением усилия F происходит сварка; стыковую — оплавлением или давлением (рис. 106), применяемую для изготовления металлорежущего инструмента и др. В этом случае свариваемые детали 1 с силой стыкуются и удерживаются зажимами 2, к которым подводится электрический ток; роликовую (рис. 107, где 1 — свариваемые детали; 2 — ролики; 3 — электроды; 4 — источник энергии) — обеспечивающую непрерывный (герметичный) или прерывистый шов.

Технология сварки сталей перлитного класса со сталями аустенитного класса.
Особенности технологии сварки комбинированных конструкций из сталей различных структурных классов
Одна из причин пониженной свариваемости перлитной и аустенитной сталей - образование хрупкого мартенситного слоя или карбидной гряды в объеме переходной кристаллизационной прослойки, у которой уровень легирования металла снижается, приближаясь к перлитной стали. Образование этой прослойки объясняется ухудшением перемешивания жидкого металла в пристеночных слоях. При небольшом запасе аустенитности металла шва толщина этой прослойки может достигнуть критической величины, при которой происходит хрупкое разрушение сварного соединения.
Поэтому при выборе способов и режимов сварки отдают предпочтение технологии, при которой толщина кристаллизационной прослойки минимальна. Этого достигают следующими методами:
- Применением высококонцентрированных источников тепла (электронный луч, лазер, плазма);
- Разделкой кромок или их наплавкой уменьшающей долю участия сталей;
- Выбором режимов сварки с минимальной глубиной проплавления;
- Переходом к дуговой сварке в защитных газах, обеспечивающей интенсивное перемешивание металла ванны.
Выбор сварочных материалов должен исключить образование трещин различных видов и обеспечить эксплуатационную надежность сварных соединений. Применяют аустенитные сварочные материалы, обеспечивающие получение композиций наплавленного металла с таким запасом аустенитности, чтобы компенсировать участие в шве перлитной стали и гарантированно получить в высоколегированном шве или наплавке аустенитную структуру (табл. 2). Ориентировочно необходимый состав наплавленного металла для получения шва, обладающего такой структурой, может быть определен по диаграмме Шеффлера (см. рис. 4). На этой диаграмме точки П и Б означают структуру свариваемых сталей. При соотношении их долей участия 0,4/0,6 расплав после охлаждения на диаграмме будет находиться в т. Г, т.е. будет иметь мартенситную или аустенитно-мартенситную структуру, что недопустимо.
Применив электрод типа Х15Н25 с высоким запасом аустенитности (т. В на диаграмме) в соотношении 50/50 к указанному выше расплаву, получим требуемый металл шва со структурой аустенита - отрезок а - б.
Табл. 3 Выбор композиции наплавленного металла и термообработки для сварки перлитных сталей с мартенситными, ферритными и аустенитно-ферритными
| Группы свариваемых сталей | Композиция наплавленного металла | Предельная температура эксплуатации, °С | Температура отпуска, °С |
| I, II + VI, VIII | 09X1 М, 08ХГСМА, 08ХМ | 300 . 350 | Подогрев, отпуск 650 . 680 |
| I, II + VII | 08Х24Н6ТАМФ | 700 . 740 | |
| III, IV + VII | 0Х25Н13Г2 | 700 . 740 | |
| IV + VI, VIII | 09X1 МФ, 08ХМФА | 400 . 450 | 650 . 700 |
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
СУЩНОСТЬ ПРОЦЕССА СВАРКИ
Сваркой называется технологический процесс получения неразъёмных соединений материалов путём создания межатомных связей в результате совместной кристаллизации после расплавления, местной пластической деформации и диффузии атомов между свариваемыми частями.
· По признаку применяемого вида активации для образования межатомных связей в неразъемном соединении различают два вида сварки – сварку плавлением и сварку давлением.
· Сущность сварки плавлением состоит в том, что посредством внешнего источника тепла оплавляются кромки свариваемых частей, создается общий объем жидкого металла, который называется сварочной ванной. В процессе кристаллизации при охлаждении металла сварочной ванны образуется сварной шов (рис. 1).
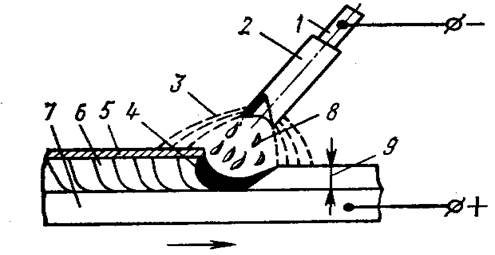
Рис.1. Схема ручной дуговой сварки металлическим электродом с покрытием (стрелкой показано направление сварки):
1 - металлический стержень; 2 - покрытие электрода;
3 - газовая атмосфера дуги;
4 - сварочная ванна;
5 - затвердевший шлак;
6 - закристаллизовавшийся металл шва;
7 - основной металл (изделие);
8 - капли расплавленного электродного металла;
9 - глубина проплавления;
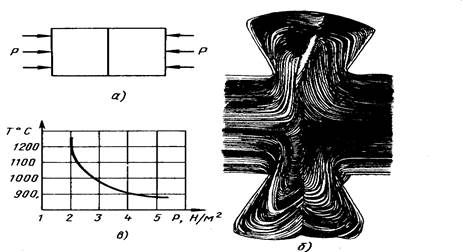
Сущность сварки давлением состоит в пластическом деформировании металла по кромкам свариваемых частей статической или ударной нагрузкой (рис.2).
Для облегчения пластической деформации по кромкам, зачастую сварку давлением выполняют с местным нагревом.
Рис.2. Соединение деталей сваркой давлением
без внешнего нагрева:
а - заготовки перед сваркой;
б - после сварки (макроструктура соединения алюминия);
в - оптимальная зависимость между температурой нагрева и давлением для железа;
КРАТКАЯ ХАРАКТЕРИСТИКА ВИДОВ СВАРКИ И ИХ ПРИМЕНИМОСТЬ
В настоящее время применяется широкий круг различных видов сварки, применение каждого из которых предопределено множеством факторов, такими как: природа свариваемых материалов, размерные параметры свариваемых изделий, локальность зоны сварки и многими другими. Более глубокое ознакомление с наиболее применимыми способами сварки - цель технологической практики, другие виды и способы приводятся в плане общеинженерной информации.
Сварка плавлением
Электродуговая сварка.Необходимое для местного расплавления кромок заготовок и присадочного материала тепло образуется при «горении» электрической дуги между свариваемым металлом и электродом. По степени механизации сварка может быть ручная, полуавтоматическая и автоматическая. Механизированная (полуавтоматическая и автоматическая) сварка может быть под флюсом и в среде защитных газов.
Электрошлаковая сварка. Электрошлаковую сварку применяют для соединения стальных листов толщиной от 50 мм до нескольких метров (что невозможно выполнить никакими другими способами сварки). Она в основном применяется при изготовлении толстостенных турбин, при производстве сварно-литых и сварно-кованых конструкций и других аналогичных случаях.
Сущность процесса заключается в следующем. В начальный период под флюсом возбуждается электрическая дуга, за счет теплоты которой расплавляется флюс, образуя электропроводный шлак, обладающий значительным оммическим сопротивлением. После чего дуга гаснет, а ток, проходя через электропроводный расплавленный шлак, выделяет тепло достаточное для плавления последующей порции флюса, кромок свариваемых заготовок и электрода. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов (рис.3).
Что такое сварка давлением
В ГОСТ 2601-24 сварка определяется как метод создания неразъемных соединений за счет образования между ними межатомных связей при нагревании или пластическом деформировании. В отличие от традиционных видов, которые основаны на нагревании до расплавления, сварка давлением выполняется под действием внешней силы, приложенной к месту соединения.
Сущность сварки давлением
При контакте двух тел начинается взаимная диффузия атомов. В обычных условиях обмен протекает очень медленно. При сварке давлением этот процесс ускоряется за счет трения кромок деталей под действием приложенной нагрузки. Для создания более прочных межатомных связей процесс проводят с предварительным местным подогревом. Участок, где протекает диффузия, называют зоной объединения или соединения.
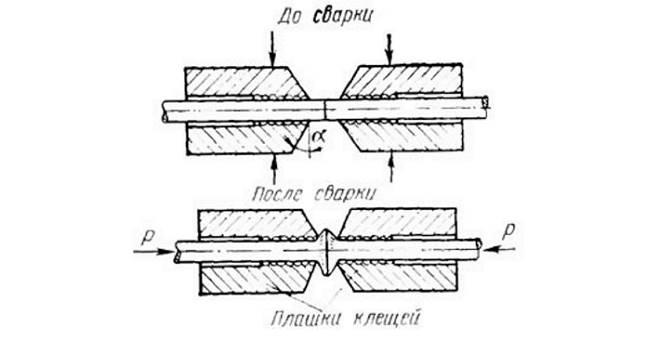
Нагрев производят в печах, электротоком, индукционными установками, теплом от химических реакций, электрической дугой. Технология сварки давлением с подогревом не идентична традиционным видам. Например, при сочленении встык, кромки сначала оплавляют, затем подвергают деформации. Смесь металла со шлаком, которая выдавливается наружу после сжатия, называется гартом.
Особенности сваривания
В отличие от классической технологии у сварки под давлением отмечают следующие преимущества:
- снижение затрат, так как нет необходимости в расходных материалах (электроды, флюсы и т. д.);
- сочленение заготовок из любых металлов, даже разнородных;
- заготовки из материала с высокой пластичностью (медь, алюминий, свинец) можно сваривать давлением без предварительного нагрева.
Для образования качественного соединения необходимо выполнение определенных условий:
- Очистка от грязи, ржавчины, обезжиривание зоны контакта.
- Постепенное наращивание нагрузки, чтобы сначала деформировались контактирующие слои, а потом запускался процесс диффузии. Вибрационное воздействие повышает прочность шва, так как атомы получают больше энергии.
- Соблюдение равномерности температуры при работе с заготовками из легкоплавких материалов.
При соединении стальных элементов образуются химические элементы под названием интерметаллиды, которые делают шов прочнее. Они возникают, если в составе деталей содержится хром, кобальт, молибден или вольфрам. Никель не образует интерметаллидов, поэтому соединение заготовок из этого металла получается непрочным.
Виды сварки давлением
Способы сварки металлов давлением подразделяются на 2 группы:
- Механические выполняются только за счет приложения усилия. В группу входят сварка ультразвуком, трением, взрывом, холодная.
- Термомеханические (комбинированные) методы выполняются сочетанием механического воздействия и местного нагрева. В группу включены контактная, диффузионная, газопрессованная разновидности сварки давлением.
Контактная
При соединении этим способом заготовки нагревают электрическим током, затем сжимают. В зависимости от способов выполнения контактная сварка бывает:
- точечной;
- рельефной;
- шовной;
- стыковой.
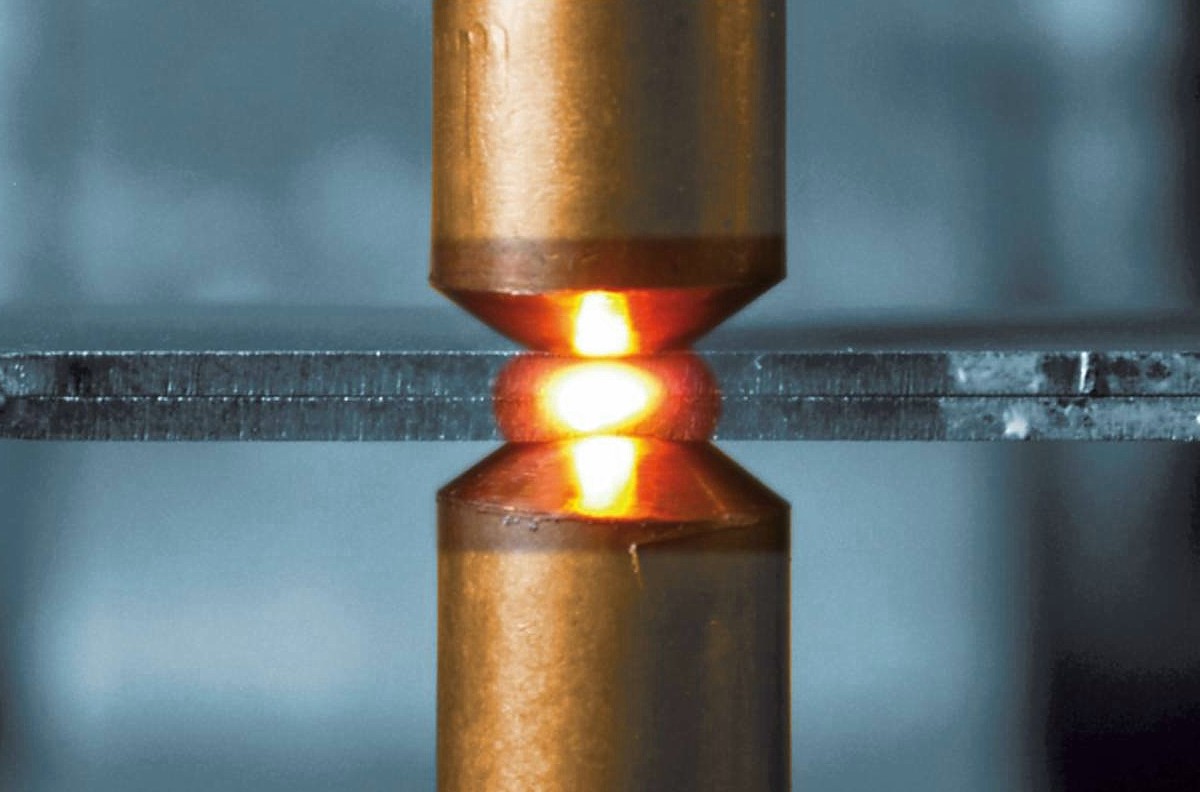
При точечной сварке давлением заготовки, уложенные внахлест, соединяют в одной или нескольких точках. Ток и усилие деформации передаются через цилиндрические электроды из медных сплавов диаметром 12 — 40 мм, которые расположены с одной или обеих сторон. Нагрев проводится до тех пор, пока верхние слои металла не станут пластичными, а внутренние расплавятся. Для выполнения этого условия электроды охлаждают водой. После прекращения подачи тока, детали кратковременно удерживают под давлением для охлаждения и кристаллизации металла. Этот способ применяют для сборки негерметичных конструкций (каркасов, сеток, узлов автомобильных корпусов, листового металла). Допустимая толщина заготовок от долей до 30 мм.
При рельефном способе механическое усилие и ток прикладываются к отштампованным выступам на поверхности. Это позволяет одновременно сваривать широкими электродами до 20 точек. Этим методом на детали из листового железа крепят болты, гайки, шпильки, создают герметичные соединения длиной до 10 см.
Шовную сварку давлением выполняют вращающимися дисковыми электродами (роликами) диаметром 40 — 350 мм с импульсной или непрерывной подачей тока. После прохождения деталей между роликами образуется сплошное соединение. Этим способом сваривают небольшие герметичные емкости со стенками толщиной до 3 мм.
При стыковой сварке детали сваривают по всей площади контакта поверхностей. Заготовки зажимают в губках электродов (подвижном и неподвижном), сближают, включают ток. После появления слоя жидкого металла ток отключают и, не снимая давления, проводят осадку. Этим способом стыкуют заготовки круглого, квадратного, шестигранного сечения, рельсы, трубы.
Диффузионная
Принудительный процесс обмена частицами на атомарном уровне между двумя твердыми телами называется диффузионная сварка. Для ее выполнения необходим нагрев места соединения до 0,5 — 0,7 величины температуры плавления и механическое воздействие 0,5 МПа. Длительность процесса зависит от состава деталей и может составить от 2 минут до нескольких часов.
На производстве обычно используют диффузионную сварку давлением в вакууме или среде защитного газа, которая была изобретена в середине прошлого века советским ученым Н. Ф. Казаковым. В разреженной среде можно соединять металлы с неметаллами, чего не может обеспечить холодная сварка. Материалы, устойчивые к кислороду, допускается сваривать на воздухе.
Этим способом создаются монолитные швы высокой прочности. При равных условиях, энергии тратится в 4 — 6 раз меньше, чем при контактной сварке. Процесс экологически чистый, так как нет опасных излучений и выделения вредных газов. Однако, из-за сложности дорогого оборудования и низкой производительности, повсеместного распространения не получил. Диффузионную сварку применяют на высокотехнологическом производстве:
- создают микроскопические полупроводниковые детали для электронных приборов;
- в авиационной и космической промышленности изготавливают ответственные детали;
- сваривают тугоплавкие металлы (вольфрам, тантал);
- соединяют металлы с керамикой, стеклом, сапфирами, графитом, сталь с медью и алюминием.
Трением
Метод основан на нагреве соединяемых поверхностей за счет трения между ними. Одна деталь крепится неподвижно, после прижима другой заготовки включают вращение. Когда место соединения нагреется до 0,7 — 0,9 температуры плавления вращение останавливают, усилие сжатия увеличивают в 2 раза.
Сваркой трением соединяют пластмассовые и детали из разнородных металлов. Неподвижная заготовка может быть плоской. К преимуществам также относят простоту выполнения, высокую производительность. Недостатком считают то, что одна деталь должна быть телом вращения. Сварка трением деталей диаметром больше 150 мм становится нерентабельной из-за повышенного расхода энергии.
Ультразвуковая
Метод основан на образовании пластической деформации под действием ультразвуковых колебаний частотой от 16 до 230 кГц при небольшом сжимающем усилии в диапазоне от 100 до 2000 кН. Для ускорения процесса допускается слабый подогрев. Ультразвуком и усилием сжатия сначала разрушается и удаляется оксидная пленка, затем формируется соединение.
Этим способом сваривают разнородные металлы, в том числе тугоплавкие, пластмассу, ткань из полимерных нитей. Ультразвуковая сварка незаменима для соединения сверхтонких, 0,005 мм, материалов. К достоинствам относят широкую сферу применения и возможность автоматизации. Основным недостатком считается невозможность сварки заготовок с толщиной больше 3 мм, так как при повышении мощности генератора разрушается волновод.
Взрывом
Этот вид сварки давлением очень прост. Как правило, соединяют две пластины. Над нижней устанавливаю верхнюю под углом. Сверху размещают взрывчатку с детонатором. После подрыва пластины сжимаются, поверхности деформируются до жидкого состояния, образуется соединение.
Этим способом сваривают как однотипные металлы, так и разнородные, делают детали и заготовки из композитных материалов. Сварка взрывом применяется для нанесения (плакирования) слоя одного металла на другой толщиной 0,01 — 43 мм. Достоинствами считают высокую производительность, дешевизну, простоту проведения. Из недостатков отмечают необходимость обучения персонала, отсутствие разработок по автоматизации процесса.

Методы сварки давлением были разработаны для создания соединений, которые невозможно выполнить классическими способами плавления. Однако за счет меньшего энергопотребления и простоты технических решений начинают вытеснять традиционные технологии во многих отраслях промышленности.
Сварка плавлением
За счет простоты выполнения и надежности наибольшее распространение сварка плавлением получила в строительстве для монтажа металлоконструкций. В промышленности этим способом соединяют детали производимой продукции ― от бытовых приборов до космической техники. В домашних условиях сварку используют для ремонта и сборки несложных металлических конструкций.

Сущность процесса сварки плавлением
Сварка плавлением ― это способ соединения заготовок методом расплавления соприкасающихся поверхностей без сжатия. Источник энергии должен обеспечивать мощность, достаточную для плавления кромок деталей и присадочного материала. Для образования сварочной ванны, которая представляет собой смесь жидких металлов, пламя концентрируют на небольшом участке стыка. При перемещении места приложения тепловой энергии вдоль линии соединения после остывания создается сварочный шов по всей длине.
Вместе с металлом плавятся загрязнения, поэтому на поверхности ванны образуется шлак. Верхние слои нагреваются выше температуры плавления, что приводит к изменению структуры и механических характеристик шва после остывания. К достоинствам сварки плавлением относят универсальность и возможность соединения разнородных металлов.
Виды сварки плавлением
В зависимости от источника тепла к основным видам сварки плавлением относят электрическую и газовую. По способу выполнения электрический вид подразделяется на несколько разновидностей.
Газовая
Газовая сварка плавлением за счет плавного нагрева позволяет соединять заготовки из чугуна, цветных металлов, высокоуглеродистой стали. Зазор между деталями заполняют присадочной проволокой, которая плавится вместе с основным металлом. Стык нагревают пламенем горелки, которое образуется при сгорании смеси кислорода с горючим газом:
- ацетиленом;
- бутаном;
- пропаном;
- водородом;
- парами керосина или бензина.

Для газовой сварки не требуется электроэнергия, поэтому ремонтные работы можно проводить даже в чистом поле. Недостатком считают невозможность работы с заготовками толщиной больше 5 мм.
Электродуговая
Электродуговая сварка выполняется за счет тепла дуги, которая возникает при прохождении тока через электрод и заготовки. Из расплавленного металла деталей и электрода или присадочной проволоки образуется сварочная ванна. После остывания формируется шов. Разновидности классифицируют по следующим признакам:
- виду тока ― переменный или постоянный; когда на электроде минус, полярность прямая, если плюс ― обратная;
- типу электрода ― плавящийся, неплавящийся;
- уровню механизации ― ручная, полу и полностью автоматическая;
- виду дуги ― прямого действия (между металлом и электродом), косвенного (между двумя электродами);
- способу защиты места сварки ― инертный газ, флюс, покрытие электрода.

Металл плавящегося электрода должен быть таким же, как у заготовок или близким по составу. Когда марку стали определить невозможно варят переходным (буферным) электродом. Его также используют для соединения элементов из стали с разным составом. В качестве неплавящегося электрода используют вольфрамовые, графитовые, угольные стержни. Присадочная проволока и свариваемые детали должны быть близкими по химическому составу.
Плазменная
Нагревание осуществляется за счет энергии дугового разряда внутри плазмотрона. Поток газа (аргон, азот, воздух) проходит через канал с горящей дугой, ионизируется, выводится через сопло наружу в виде потока плазмы с температурой больше 5500⁰C. Для защиты от перегрева сопло охлаждают проточной водой. Газ нагревается дугой косвенного действия между встроенными электродами.

Плазменная сварка применяется в авиа и приборостроительной отрасли для работы с молибденом, вольфрамом, нержавеющей сталью, никелевыми сплавами. За счет большой глубины плавления можно соединять листы металла толщиной 9 мм. Качественная сварка алюминиевых сплавов проводится в среде защитного газа.
Лазерная
Кромки нагреваются лучом лазера. Среди способов сварки плавлением, этот самый точный для соединения элементов сложной конфигурации. Для снижения себестоимости процесса при массовом производстве световой поток линзами разделяют на несколько лучей, которыми одновременно нагревают несколько стыков. Для домашних работ производители выпускают компактные модели небольшой мощности. Лазером можно формировать непрерывные и точечные швы со сквозным или поверхностным плавлением.

Лазерная сварка применяется для работы с титаном, нержавеющей сталью, цветными и драгметаллами, пластиком, стеклом. Этим методом сваривают тонкостенные листы и заготовки с большой толщиной. Лазер широко используется в оборонной, космической и атомной отрасли, радиоэлектронике, автомобилестроении.
- не нагреваются участки возле шва, что снижает риск деформирования;
- с гибкими световодами можно работать на труднодоступных участках;
- переход на резку без модификации аппарата;
- не нужны расходные материалы;
- из-за малой площади нагрева и быстрого перемещения луча расплавленный металл не успевает окислиться, поэтому работать можно без флюса и защитного газа.
К недостаткам относят высокую цену оборудования и низкий КПД.
Электрошлаковая
Этот метод основан на тепловой энергии, которая выделяется при прохождении тока от электрода к деталям через слой электропроводного расплавленного шлака (флюса). Заготовки ставят вертикально с зазором между ними. Электродная проволока подается в промежуток между деталями через один или несколько мундштуков, подключенных к источнику тока. Сварочная ванна удерживается с обеих сторон медными ползунами с водяным охлаждением. По мере заполнения зазора они вместе с мундштуками передвигаются вверх.

Электрошлаковая сварка используется в машиностроении при изготовлении крупногабаритных конструкций. Этим способом можно соединять детали из цветных металлов, стали, чугуна, титана, сплавов на основе никеля толщиной от 20 мм до 1 м и больше. Основным плюсом электрошлакового метода считают возможность сварки деталей за один проход независимо от толщины. Из минусов отмечают необходимость тепловой обработки шва для повышения пластичности.
Требования к качеству сварочных швов
Перечень требований, предъявляемых к сварным соединениям, определяется назначением готового изделия. Однако есть обязательные требования, в соответствии с которыми должен выполняться сварной шов. По твердости и прочности он не должен уступать металлу заготовок.
Для визуального контроля шов очищают от шлака и окалины, которые образуются при сварке плавлением. Ширина шва должна быть одинаковой по всей длине, поверхность мелкочешуйчатой. Не допускается наличие наплывов, пропусков, сужений. Если на металле есть поры или трещины шов бракуется.
Вид сварки плавлением выбирают в зависимости от решаемых задач. Когда приходится часто работать вне помещения удобней будут переносные дуговые аппараты или газовая горелка с баллонами. При работе на одном месте лучше выбрать полуавтоматический вариант, а для массового производства автоматический.
Читайте также: