Сварка сетки из нержавеющей стали
Обновлено: 19.04.2024
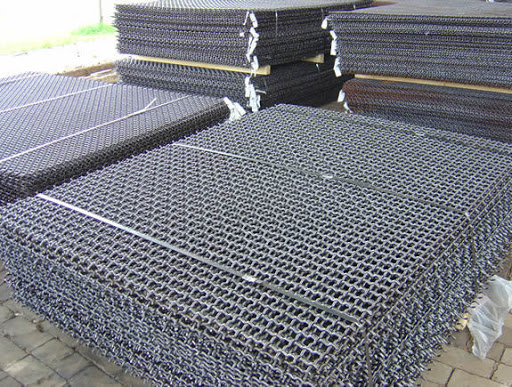
Сварная нержавеющая сетка с каждым днем набирает все большую популярность как в сфере строительства, так и в других областях. Это обусловлено ее превосходными эксплуатационными характеристиками. Для производства сварой нержавеющей сетки применяется проволока различного диаметра. Проволочные нити располагаются перпендикулярно друг к другу, а в местах пересечения их скрепляют при помощи точечной сварки. Благодаря данной процедуре изделие приобретает высокую прочность и в дальнейшем остается устойчивым к внешним механическим воздействиям не теряя своей формы.
Разновидности сварной сетки из нержавейки
Сварная нержавеющая сетка может быть как неоционкованной, так и оцинкованной, для производства которой используется холоднотянутая низкоуглеродистая проволока.
Оцинкованная сварная нержавеющая сетка изготавливается как из обыкновенной, так и из оцинкованной проволоки. При использовании обычной проволоки проводят оцинковку уже готовой сетки.
Неоцинкованная сварная нержавеющая сетка изготавливается из черной стальной проволоки.
На сегодняшний день для производства сварной сетки из нержавеющей стали часто используются и современные технологии, благодаря которым сфера применения данного изделия становится все шире. К примеру, в некоторых случаях сварная нержавеющая сетка может быть обработана полимером. Это позволяет значительно увеличить ее устойчивость к коррозии, а также продлить срок ее службы.
Нержавеющая сварная сетка также подразделяется на рулонную сетку и сетку в виде карт. Эти виды отличаются друг от друга диаметром используемой для изготовления проволоки, а также линейными размерами.
Рулонная сварная нержавеющая сетка производится из проволок, которые имеют малый диаметр, благодаря чему достигается хорошая гибкость полотна. Данная характеристика позволяет легко и просто сворачивать изделие в рулоны вне зависимости от его длины. Рулонная сетка обычно используется для армирования слоев в ходе монтажа всевозможных конструкций и оштукатуривании гладких поверхностей. Размеры ячеек используемой сетки будут зависеть от того, какова толщина штукатурного слоя, а также от характеристик подвергаемой обработке поверхности. Обычно применяют сетку из нержавеющей стали с размерами 50 на 50. Данные размеры принято считать наиболее подходящими для самых разных условий. Также существуют и другие варианты. Размеры ячеек бывают как 10 на 10, так и 200 на 200. Для того, чтобы правильно выбрать сетку, нужно учитывать характеристики покрытия и необходимую прочность штукатурного слоя. Для крепления нержавеющей сварной сетки могут использоваться стандартные саморезы по дереву и металлу, а также дюбеля гвоздей для осуществления оперативного монтажа, если поверхность бетонная. Сварная сетка из нержавеющей стали способствует отличному креплению раствора на тех поверхностях, которые имеют низкий уровень адгезии.
Сварная нержавеющая сетка, изготовленная виде карт различных размеров является более жесткой. При ее производстве используется проволока, имеющая большие диаметры, чем у рулонной сетки, благодаря чему достигается высокая жесткость изделия, а также его стойкость к всевозможным механическим воздействиям. Данная сетка, как правило, используется при проведении монтажа разнообразных ограждений. Заборы, созданные из сварной сетки в картах, очень долговечны и превосходно противостоят негативному воздействию влаги и химических веществ. При грамотно проведенном монтаже подобная сетка будет выглядеть достаточно привлекательно, что делает ограждения не только надежными, но и эстетичными.
Преимущества сварной сетки из нержавеющей стали
Сварная нержавеющая сетка может оказаться дороже, нежели изделия, которые производят из обычной стали, но, тем не менее, ее использование способствует значительной экономии средств в будущем. Нержавеющая сталь имеет большую устойчивость к коррозии, а также негативному воздействию различных химических веществ. Этим и обуславливается долговечность изделий, изготовленных из данного материала. Благодаря таким превосходным эксплуатационным характеристикам возможно обеспечить надежность разнообразных строительных конструкций, а также отделочных покрытий. Именно надежность и называют основным плюсом сварной нержавеющей сетки. Данное изделие имеет и множество других преимуществ, которые достойны упоминания:
Простая технология изготовления, которая, тем не менее, позволяет производить надежные материалы.
Элементы сварной нержавеющей сетки, к которым относятся нити основы и нити утка, именуемые поперечными, соединены между собой при помощи сварки. Благодаря этому полотно приобретает жесткость и становится очень надежным изделием. Добиться подобных характеристик у сеток, произведенных при помощи иных технологий (плетеные, тканые, рабица) невозможно.
Высокая прочность достигается и без использования проволоки с большим диаметром. На сегодняшний день наибольшей популярностью пользуется сварная сетка из нержавеющей стали с диаметром проволоки 2 мм. Ее, как правило, используют в различных строительных конструкциях.
Данный материал нет необходимости покрывать специальным покрытием или же краской.
Где применяется сварная нержавеющая сетка?
Сварная нержавеющая сетка очень часто используется в ходе производства бетона. Также она активно применяется при просеивании песка или же других сыпучих материалов. Данное изделие приобрело большую популярность и во многих других сферах. Сюда относится автомобилестроение, пищевая промышленность, газо- и нефтедобыча, а также добыча других полезных ископаемых. Сварную нержавеющую сетку применяют и при осуществлении химических разработок. Иногда тонкая сетка, имеющая очень маленькие ячейки, может быть использована для фильтрации всевозможных жидкостей.
На сегодняшний день нержавеющая сварная сетка в некоторых случаях изготавливается из сверхпрочных достаточно тонких металлических нитей, благодаря чему становится возможным ее активное применение в сфере микроэлектроники. Часто такая сетка выступает в роли основы при создании трафаретов и клише. Их очень активно используют в полиграфии в ходе тиражирования печатных изданий.
Сварная нержавеющая сетка активно применяется как в строительной сфере, так и в области сельского хозяйства. Из нее получаются отличные заграждения, клетки и вольеры. Ее используют для армирования кладки кирпича и различных конструкций из железобетона. Благодаря этому увеличивается прочность построек и равномерно распределяется вес самих конструкций. Сварная нержавеющая сетка используется при заливке бетона, в ходе проведения стяжки полов, обустройства фундамента и оштукатуривании.
Технология производства и оценка качества продукции
В большинстве случаев при производстве сварной нержавеющей сетки на промышленных предприятиях используются абсолютно автоматизированные линии. Сплетенные проволоки основы и утка соединяются точечной сваркой. В ходе данного процесса обязательно требуется применение режимов, которые способствуют сохранению всех эксплуатационных характеристик нержавеющей проволоки.
Для оценки качества материала необходимо обратить внимание на следующие характеристики:
Диаметры каждой из проволок непременно должны соответствовать технической документации. Также стоит обратить внимание на такое же соответствие размеров ячеек. Даже самое малое отклонение в данных характеристиках невозможно.
Качество сварки в обязательном порядке должно соответствовать имеющимся стандартам. Невозможна эксплуатация изделий, в которых имеются непроваренные либо разрушенные стыки.
Проволока, которая используется при производстве сварной нержавеющей сетки, должна полностью соответствовать имеющимся техническим требованиям к данному материалу. Наличие каких-либо дефектов не допускается.
На что обратить внимание при выборе сварной сетки из нержавеющей стали?
Есть несколько важных параметров сварной нержавеющей сетки, которые обязательно необходимо учитывать при выборе. Для начала внимательно осмотрите сетку и убедитесь в качестве сварки на каждом стыке проволочных нитей. Также необходимо обратить внимание на качество покрытия как оцинкованного, так и полимерного. Важно учитывать и фактические размеры ячеек сварной сетки. Далее нужно понять, в каком виде вы желаете видеть поставленную нержавеющую сетку. Она может быть доставлена вам в рулонах, либо же в картах. Это уже будет зависеть от того, в каких условиях планируется использовать данную сетку, каким способом будет осуществляться ее монтаж и конструкций, для применения в которых вы приобретаете данное изделие.
Перевозка и хранение сварной сетки из нержавеющей стали
Сварная нержавеющая сетка должна храниться на поддонах из дерева. Изделие, как правило, складываются в пакеты, вес каждого из которых не более трех тонн. Обязательно все пакеты с сеткой подлежат маркировке.
Сварная нержавеющая сетка может быть транспортирована исключительно в горизонтальном положении. Во время загрузки изделия необходимо осторожно перемещать сетку, чтобы избежать возможных повреждений. Упакованные изделия следует хранить на крытых складах для ограждения их от разрушительного влияния окружающей среды.
ГДЕ МОЖНО ВЫГОДНО ПРИОБРЕСТИ СВАРНУЮ НЕРЖАВЕЮЩУЮ СЕТКУ?
Сварная нержавеющая сетка по выгодным ценам реализуется компанией . Здесь вы можете выбрать наиболее подходящую для ваших целей продукцию. Качество всех изделий гарантировано, так как при их производстве соблюдаются все необходимые стандарты. Вы можете быть уверены, что продукция будет доставлена вам в соответствии с требуемыми условиями транспортировки. Компания понимает важность соблюдения сроков поставок, поэтому заказанные изделия клиенты всегда получают вовремя. Сделать заказ можно позвонив по телефону на сайте или же оформив заявку прямо на сайте компании. Сварная сетка из нержавеющей стали отлично подходит для различных сфер деятельности, поэтому наши клиенты являются представителями разных областей промышленности. Все они удовлетворены качеством поставленных изделий, поэтому в действительно стоит обращаться.
Многоканальный сall-центр

Помогут оформить заказ и ответят на все интересующие вас вопросы наши менеджеры по телефонам:
Сварка тонкой нержавейки

Сварка тонкой нержавейки — это достаточно сложный технологический процесс. Нержавеющий металл трудно поддается сварке из-за своей низкой температуры плавления. А в сварочной ванне нержавейка и вовсе приобретает свойства жидкости, теряя присущую металлам тягучесть и податливость.
Особенности сварки тонкой нержавейки
Сварочный процесс толстостенного нержавеющего металла производится в обычных условиях. Для тонкой же нержавейки требуются более щадящие режимы сварки, минимизирующие риск прожигания металла насквозь. При мельчайшем промедлении сварщика в металле может появиться прожиг из-за особенных свойств нержавейки либо по причине нарушения технологии при растекании сварочного материала. Из-за малой толщины металла следует уделить повышенное внимание нагреву свариваемого участка — возникающие напряжения в заготовке могут дать трещины и разрывы, а резкий перепад температур может спровоцировать деформирование. Обрабатываемый лист необходимо также надежно фиксировать, не давая ему возможность смещаться в процессе сварочных работ.

Для относительно быстрой сварки тонких листов в бытовых условиях подойдут обычные нержавеющие электроды, но при этом необходимо выставить минимальный режим сварки. Впрочем, учитывая мягкие требования к изделиям, изготавливаемым в домашних условиях, допустимы незначительные дефекты.
Если же обработке подлежит изделие из тонкой нержавейки, которое будет использоваться под нагрузками и должно отвечать определенным требованиям, сварочные работы следует проводить в защитной газовой среде. Для этого может использоваться как газовая сварка, так и аргонодуговая. Первый вариант предпочтительнее ввиду низкой скорости обработки, в то время как второй вариант способен обеспечить более высокое качество работ, хотя он и более трудоемкий. Следует помнить о том, что температурные режимы можно делать одинаковыми и в том, и в другом случае.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для каждого значения толщины нержавейки выбираются свои параметры оборудования и определяется свой набор расходных материалов. Результат работ будет качественным, если подбирать значения по следующей таблице:
| Толщина нержавейки, мм | Вид тока | Сила тока, А | Напряжение, В | Диаметр электрода, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1 | Постоянный | 30-60 | 11 | 1 | 12/28 | 2,5 |
| 1,5 | Постоянный | 40-70 | 12 | 1 | 9-19 | 2,7 |
| 2 | Переменный | 50-80 | 13 | 2 | 14-13 | 2,9 |
| 2,5 | Постоянный | 60-90 | 14 | 2 | — | 3 |
Подготовка тонкой нержавейки к сварке
Перед сваркой тонкой нержавейки для получения качественных соединений поверхности изделий необходимо грамотно подготовить. Предварительная обработка тонких листов металла ненамного отличается от обработки других форм металлических заготовок.
Для начала производится зачистка кромок соединяемых деталей до блеска с использованием шлифовального устройства или щетки с металлической щетиной. Затем кромки нужно обезжирить ацетоном либо авиационным бензином. Это обеспечит устойчивую дугу и повысит качество шва.
Рекомендуем статьи по металлообработке
Подготавливаемые к сварочному соединению заготовки должны иметь зазор, необходимый для компенсации возможных деформаций.
Также в процессе подготовки тонкой нержавейки к сварке особо важен правильный подбор присадки. Нужно оценивать как диаметр присадочной проволоки, так и ее состав. В частности, степень легирования присадочного материала должна быть выше, чем у металла соединяемых заготовок.

Важно! При обработке тонкой нержавейки щеткой не следует снимать избыточный слой металла.
На подготовленную поверхность выкладывается флюс, улучшающий качество сварочных работ. После этого заготовка подогревается примерно до 250 градусов Цельсия, когда начнется характерное изменение цвета заготовки. Такая операция облегчит процесс сварки и защитит металл от возникновения напряженных состояний. После этого сварочные работы можно начинать.
Методы сварки тонкой нержавейки
Для сваривания заготовок из нержавеющей стали применяют несколько методов, подразумевающих в каждом случае использование конкретных инструментов и расходных материалов.
- Ручной метод с применением электрода
Сварка тонкой нержавейки электродом вручную — это универсальный метод, пригодный для использования в любой производственной отрасли. Обеспечивая удовлетворительное качество сваривания, метод может использоваться как в домашних условиях, так и специалистами на производстве. Простота процесса и его легкость являются важными достоинствами данной технологии. У дуговой сварки нержавейки имеются и другие преимущества, которые стоит упомянуть:
- ценовая доступность оборудования и расходных материалов;
- длительный период непрерывной работы оборудования (в течение рабочего дня);
- компактность оборудования и его небольшой вес, как следствие — высокая мобильность;
- высокая скорость сварочного процесса при условии правильной эксплуатации оборудования и расходных материалов;
- высокая прочность сварных швов;
- простота освоения технологии, позволяющая изучить весь процесс самостоятельно и реализовать его на практике.
Качество и надежность сварного шва зависят от правильно подобранных электродов. Для ручной сварки можно использовать перечисленные ниже марки сварочных материалов в зависимости от условий.
Электроды ОЗЛ-8 используются для сваривания тонкой нержавейки в агрессивной среде. Высокие требования к присадочным материалам по стойкости к МКК при этом не предъявляются. В основном эти электроды используются при обработке ответственных сооружений.
Электроды марки НЖ-13 обеспечивают надежное сварочное соединение и защищают от образования межкристаллитной коррозии. Образующаяся после сварочного процесса тонкая корка шлака отходит сама после остывания и сжатия зоны обработки, что позволяет увеличить скорость сваривания в случае большого объема сварочной работы.
Марка ЦЛ-11 обеспечивает надежную изоляцию сварочной зоны от внешнего агрессивного воздействия, а также дает прочное сварное соединение. Данный метод предполагает использование постоянного тока с обратной полярностью. Изложенные выше данные помогут овладеть дуговой сваркой даже новичку.
- Ручной метод с применением аргона
При ручной сварке тонкой нержавейки аргоном применяются вольфрамовые электроды. Правильное использование этого метода гарантированно даст качественные сварные швы. Даже при выполнении работ в домашних условиях с соблюдением технологии полученные соединения будут отвечать всем требованиям. Данный метод сварки можно использовать, если особенно важен эстетический внешний вид сварных швов. Швы при этом не нуждаются в последующей зачистке от шлаков. Аргонодуговая сварка считается наиболее чистым методом соединения металлических деталей и изначально создана для обработки очень тонкого материала. Характерной особенностью метода является отсутствие искр при сваривании. При сварке используется постоянный либо переменный ток с прямой полярностью.
Стоит учесть некоторые особенности метода:
- поджигание дуги производится бесконтактно во избежание попадания вольфрама в расплавленный металл;
- в процессе сварочных работ не следует совершать колебательных движений стержнем, иначе защитная область сварочной зоны может нарушиться, и, как следствие, возникнет риск окисления сварного шва.
Важно! Применяя данный метод, можно уменьшить расход электродов. Для этого не следует отключать подачу газа сразу по окончании обработки, а выждать примерно 10-15 секунд. Это обеспечит защиту горячего электрода от обильного окисления.
- Лазерный и плазменный методы
Для лазерного метода необходимо специальное оборудование, поэтому данный метод сварки производится только в производственных условиях. При этом процесс сваривания может осуществляться либо по шву, либо точечно.
Изделия из тонкой стальной нержавейки, стойкой к коррозии, соединяются лазером исключительно встык, поскольку при соединении внахлест возникают термические напряжения в металле, негативно сказывающиеся на прочностных характеристиках свариваемой детали.

Основные достоинства лазерного метода: прочность в зоне отпуска не снижается, исключено образование термических трещин на заготовке, а благодаря быстрому и точному воздействию лазерного луча оксидная пленка не успевает образоваться. К тому же сварной шов остывает сравнительно быстро, что является основной особенностью этого метода.
Плазменный метод сварки делят на автоматический и ручной. В ручном методе сваривание производится дугой, которая формируется между тонкой заготовкой и электродом. Ручной плазменный метод еще называют микро-плазмой либо мини-плазмой. Сваривание выполняется на переменном токе в диапазоне 0,1-15 А. Метод хорошо подходит для сварки тонкой нержавейки. В числе прочих применяется техника «беспучкового сопла», выполняющаяся при силе тока 15-100 А.
Автоматический плазменный метод основан на действии плазмотрона, формирующего лучевой поток. Плазменный пучок высокой мощности создается переменным током силой более 100 А и потоком газа.
Среди основных достоинств метода: возможность контролировать затраты энергии благодаря стабильной и «жесткой» дуге; относительно высокая скорость сваривания; изменяемое расстояние между соплом и обрабатываемой зоной без потери качества сварного шва.
Проверка качества сварки тонкой нержавейки
Непосредственно перед проверкой всего металлоизделия на соответствие действующим стандартам обязательно проверяется качество сварных швов для выявления возможных их недостатков как снаружи, так и изнутри. По возможности обнаруженные недостатки устраняются.
Перед вводом в эксплуатацию каждого изделия из тонкой нержавейки, обработанного сваркой, проводится его тщательный и многоуровневый контроль. Первый уровень проверки качества представляет собой визуальный осмотр изделия, позволяющий выявить наиболее заметные и грубые дефекты швов — непровары, крупные трещины и т. п.
Большая часть видимых деформаций в швах сваренного изделия из тонкой нержавейки выявляется именно на стадии визуального осмотра невооруженным взглядом. Но иногда применяются и специальные приспособления. Контрольные мероприятия по выявлению недостатков делятся на два вида: разрушающие и неразрушающие. К первому типу относят только визуальный осмотр, более сложные методы проверок причисляют ко второй категории.
В свою очередь, неразрушающий тип контроля бывает капиллярным, магнитным, ультразвуковым, радиационным и проверяющим на проницаемость.

Неразрушающий контроль отличается от разрушающего также сохранением внешнего вида изделия из тонкой нержавейки без его деформирования. Поэтому данный вид проверки является более востребованным.
Разрушающий контроль выполняется лишь после процесса сваривания изделия в постоянных условиях с применением одного типа сварки.
Методы проверки швов также различаются. Для контроля на соответствие ГОСТ и определения качества шва выполняются несколько видов проверок поочередно. Эти методы разделяются на химические, физические, механические, визуальный осмотр и ультразвуковая проверка.
Визуальный осмотр проводится без каких-либо финансовых трат — это самый дешевый способ. Но его использование диктуется отнюдь не экономией средств, а необходимостью для выявления самых грубых нарушений сварки.
Визуальному осмотру подвергаются все виды соединений металлических заготовок вне зависимости от того, какие проверки будут проводиться после этого. Зачастую визуально осматривают изделия из тонкой нержавейки на соответствие ГОСТ без вспомогательных средств. Для повышения точности иногда пользуются лупой с десятикратным увеличением.
Лупа поможет обнаружить наиболее мелкие дефекты (непровары, наплывы, подрезы и т. д.). Кроме визуального осмотра в процессе внешней проверки также обмеряются швы, замеряются кромки и проводятся другие процедуры. Для изделий из тонкого металла, производимых большим тиражом, используются специальные шаблоны, контролирующие точность и одинаковость замеров характеристик шовных соединений.
После успешного прохождения визуального осмотра деталь из тонкой нержавейки подвергается физическому осмотру, определяющему качество сварного шва и другие важные параметры. Физический контроль проверяет соответствие характеристик швов требованиям ГОСТ.
Физический и химический тесты требуют специального оборудования, такого как электромагнитный сердечник, а также других приспособлений. Любые контролирующие мероприятия после сварки тонкой нержавейки проводятся для определения качества не только шовного соединения, но и самого получившегося в результате изделия. Выявляются также нарушения в процессе сварочных операций.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка нержавеющей стали
Нержавеющей сталью являются коррозионностойкие легированный сплавы, устойчивые к тяжелым условиям. Исследователь Гарри Бреарли во время экспериментов с металлами в 1913 году, обнаружил заметную сопротивляемость коррозийным факторам, состава с хромом. Перед этим Krupp Iron Works запатентовала сталь аустенитного типа (7% никеля и 21% хрома). В 1915 году компания из Шеффилда выпустила на массовый рынок нержавейку. Производитель рекомендовал использовать продукцию для столовых материалов.

Виды нержавеющей стали
Нержавейка разделена на три отдельных типа:
- Жаростойкие сплавы – материал со способностью эффективного сопротивления агрессивным средам в условиях высокой температуры.
- Коррозионностойкая сталь – применяется в быту и небольших предприятиях. Такие металлы можно встретить на объектах нефтеперерабатывающей, легкой промышленности. Вариант материала пригоден для производства различных инструментов и техники.
- Жаропрочный тип стали необходим для сохранения механических свойств (формы, прочности) во время высокой температуры.
Коррозионностойкая сталь Жаропрочная нержавейка
По химическому строению нержавеющие сплавы разделяют на различные виды:
- Мартенситные стали получили отличные коррозионностойкие качества в условиях обычного открытого пространства и средах с малым уровнем агрессивности. Такую нержавейку применяют для приборов, функционирующих на износ. В частности, из мартенситных сплавов изготовляют ножи, упругие элементы химического и продовольственного производства. Такой материал может применяться в незначительных концентрациях соли и кислотных растворов.
- Аустенитные нержавейки отличаются физическими свойствами в том числе твердостью и пластичностью. Нержавейку активно применяют в машиностроительной отрасли. Этот вариант сплава при осуществлении холодных деформационных усилий может проявить магнетическую силу. Высокая технологичность материала позволяет использовать детали для конструкций и приборов.
- Ферритные сплавы можно обнаружить в окислительной атмосфере. Подобный материал отлично выполняет функции в бытовых приборах, системе отопления, системах для теплообмена. Также сплав высоко ценится в пищевом сегменте производства. На сплав не действует азотные концентраты, жидкости с аммиаком и подобные агрессивные среды.
- Аустенитно-ферритная основа проявляет более высокий предел текучести материала на фоне подобных металлов. Комбинированный металл демонстрирует малый рост зерен при двухфазной структуре. В связи с малым количеством никеля аустенитно-ферритовая сталь хорошо соединяется во время сварки. Такие сплавы удачно применяются в авиастроении, химическом производстве, тяжелой промышленности.
Структура мартенситной стали Мартенситная сталь Структура аустенитной нержавейки
Классификация материала по составу элементов
Хромистые виды включающие Мартенситные, Полуферритные, Ферритные сплавы используют для клапанов гидравлических прессов, лопаток для турбин, пружин и прочей бытовой техники.
Хромоникелевые (аустенитные) нержавейки идут в качестве ресурса для столовых приборов, стоматологических изделий.
Стабилизированные аустенитные марки являются ресурсом для создания сварных конструкций для работы в агрессивных условиях, высоких температурах (до 800 °C).
Соединение металла сваркой
Сварки нержавейки имеет свои особенности, которые стоит учитывать при работе для избегания брака и дефектов.
- Материал склонен к утрате коррозийного сопротивления. При температуре более 500 °С материалы начинают терять включения хрома и феррума. Для предотвращения выхода молекул из раскаленной сварочной ванны, когда проводится работа с различной нержавейкой, требуется быстрое охлаждения участка нового шва.
- Нержавейке свойственен высокий уровень усадки и эффекта расширения. Во время охлаждения сталь сужается. При сварочном нагреве нержавейка наоборот незначительно увеличивается в размерах.
- Коррозионностойкая сталь имеет в два раза меньшую теплопроводность, чем у прочих металлов используемых для сварки. Это приводит к скапливанию тепловой энергии во время проведения сварки в зоне нагрева. Чтобы предотвратить значительное неравномерное распределение энергии, сварочный ток, как правило подается на 15% меньше нормы.
Создавать связь нержавейки можно несколькими методами, но практически применяют:
- Электросварочные работы по нержавеющей стали покрытыми электродами (ММА).
- Сварка полуавтоматом с нержавеющей проволокой (МИГ).
- Аргоновый метод с вольфрамовым электродом (TIG).
Наиболее распространенные способы неразъемного соединения нержавеющего материала
Благодаря многочисленным исследованиям, сварить нержавейку связывают швом разными технологиями.
Способы проведения сварки нержавеющей стали имеют свои особенности и выбираются исходя из возможностей целей и доступности.

Ручная сварка нержавейки
Известны ручные, автоматические и полуавтоматические варианты соединения. На производстве часто используют автоматические виды сварки, в частности сварку под флюсом. При таком методе сварочная дуга производится под требуемой прослойкой флюса между сварочной проволочного электрода и основной массой металла. Такой метод решает массу задач:
- шлак защищает зону сварочной ванны от влияния атмосферы;
- дуга горит стабильно без прерываний;
- отсутствие разбрызгивания расплавленного металла;
- более удобная среда для создания сварного соединения.
Существует ручной и полуавтоматический способ сварки под флюсом. Такие способы пригодны для обработки малого радиуса кривизны и коротких мест соединений. В большинстве случаев применяют автоматы.

Сварка нержавейки полуавтоматом
Автоматическая форма происходит с использованием автоматической установки которая контролирует следующие функции:
- Перемещение электрической дуги по линии шва.
- Обеспечение стабильной сварочной дуги.
- Производит подачу заданного количества проволоки и необходимого флюса в зону плавления.
Способ отлично подходит для соединения ответственных конструкций нержавейки с большим значением толщины. Сварщики могут применять тандемную схему, где пара электродных проволок находятся одной плоскости, что положительно влияет на характер сварного шва. Весьма активно распространяется труд роботизированных систем во время обработки угловых швов и соединения ровных площадей.
Контактная сварка нержавейки
Сварочный метод контактной сварки (роликовая и точечная) подойдет при соединении нержавеющих заготовок с толщиной более 2 мм.
Точечный способ происходит при меньшей силе тока и позволяет уменьшить шанс прожога и появления карбида, способствующего окислительным явлениям.
Роликовый способ применяют для сварки неответственных соединений. Качества шва может превысить качество основы.
Холодная сварка нержавейки
Такой метод предусматривает соединение с применением двухкомпонентного клея. Такой способ приемлем для временного ремонта емкостей и труб. Смешав компоненты, холодная сварка наносится на необходимое место и затвердевает. Такой способ не применяется для разнородных металлов. Способ доступный любому лицу без подготовки и не требует значительных растрат.
Плазменный метод
Плазмой сваривают нержавейку двумя вариантами.

Плазменная сварка нержавейки
Ручной метод с использованием дуги между основным изделием и электродом, с силой тока 0,1 – 15 А. Сварка автоматом обеспечивается плазмотроном. Такой аппарат производит сварку благодаря пучку плазмы с силой тока более 100 А.
Ручная сварка аргоном
Сварка нержавейки аргоном, обеспечивает создание защитной среды от окисления, с применением благородного газа, с применением электрода из вольфрама.

Полученное сварочное соединение обладает всеми качественными характеристиками, даже если работу выполнял любитель. Аргоновый способ не производит брызги, создает красивый шов, после которого нет необходимости зачищать поверхность от шлака. Аппарат с использованием аргона для сварки нержавейки позволит вести работу даже с тонкими деталями, являясь самым чистым вариантом проведения операции. Работа с маркой нержавейкой может проходить как на переменном, так и противоположном токе. Электрическое напряжение следует настроить исходя из размеров нержавейки.
Соединение нержавеющего металла электродом при домашних условиях
В стандартных бытовых условиях соединение производится с аппаратами инверторного варианта. Такая техника питается от сети 220 В, а небольшой вес позволит легко перемещать технику и производить сварку дома или в гараже. Инвертор сможет создать надежные соединения металлических заготовок.
Для успешной операции применяют следующие параметры:
- Напр. 60 А, для материала толщиной 1,5 мм, электроды – 2 мм.
- Электрическое напряжение 75-85 А, для 3 мм толщины, следует применять электроды 3 мм.
- Величина настройки 100 А, для толщины 4 мм, электроды 3мм.
- При режиме работы 150 А, для 6 мм с электродами 4 мм.
ММА сварка: особенности
Создание неразъемной связи нержавеющей марки стали простыми электродами осуществляется несколькими этапами. В начале удаляется вся ржавчина и лишние включения на поверхности изделия. При наличии кромок свыше 4 мм мастер осуществляет их разделку напильником, что обеспечит эффективное проплавлением детали. Если изделие имеет тонкие размеры, необходимо плотно сдвинуть два края заготовки. По ГОСТу 10052-75 для нержавейки подходят ОЗЛ-8, ЦЛ-11, марки УОНИ. При наличии информации о марке металла по ГОСТу можно подобрать требуемый расходный материал.
- Заготовки с шириной более 7 мм, необходимо нагреть до 150 °С.
- После подготовки готовый инструмент подносится и легко ударяется по месту будущего шва несколько раз. Таким образом сварщик активизирует электрическую дугу.
- Дальнейшая операция проходит под воздействием эффекта короткой дуги. Сварщик медленно проходит весь участок шва вдоль линии с плавными зигзагообразными движениями.
- В конце требуется сделать замок для предотвращения швов.
- После остывания можно снять шлак и места сварки и произвести последующую полировку шва.
Для создания шва необходимы электроды коррозионностойкого и жароустойчивого вида. К таким электродам можно отнести ОЗЛ-6 с характерной жаростойкостью. Также выгодны прутки АНО-27 для сварки необходимых конструкций и деталей. Шов отлично противодействует низким температурам.
Расходные материалы для сварки нержавейки с черным металлом
Иногда появляется необходимость присоединить два различных металла. Согласно техническим правилам, такая связь является неверной, а необходимость соединения присутствует не часто. Для этих целей производители предлагают специальные электродные прутки.

Сварка нержавейки с черным металлом
Сварщик должен учитывать возможно ли осуществить соединение между соответствующими видами металла. Выделяются два варианта для соединения:
- Операция вольфрамовыми стержнями.
- Операция с черным сплавом покрытыми стержнями.
Самыми частыми электродами являются АНЖР-1 и АНЖР-2. Такие электроды позволят провести сварку во всех пространственных положениях.
Тig сварка
Работа вольфрамовыми прутками является не такой востребованной в связи с высокой стоимостью. Кроме того, необходима специальная техника. Во время работы сварщик должен постоянно следить за перпендикулярным размещением электрода по отношению с зоной сварки.

В индивидуальном порядке определяют силу тока:
- 1 мм – сила до 60 А, диаметр расходного материала – 2 мм.;
- 2 мм – ток до 80 А, с прутком – 3 мм;
- 4 мм – напряжение – 90-130, расходник -4 мм.
Работа с тонкой нержавейкой
Сварщик должен уметь работать с тонким материалом для удачного соединения. При соединении тонкостенной нержавейки необходимо применять напряжение на 20% меньше чем в стандартном случае. Для соединения используют прутки не более 35 мм. Сварка любой тонкой нержавейки в домашних условиях также чаще всего используют инвертор.
При работе необходимо придерживаться следующих условий:
- Не нагревать детали более 150 °С.
- Соединение осуществляется с малым током.
- Не стоит придавать дуге колебательные манипуляции.
- Для уменьшения уровня нагрева тонкостенных деталей, следует подставить теплоприемники.
Для сварки тонкостенной нержавейки используются электроды ЦЛ-11- материал является стойким к коррозии. Также ОК 63.20 разработан для сварки тонкостенных металлов для использования в агрессивной и жидкой атмосфере, выдерживая температурный режим до 350 °С.
Сварка различных нержавеющих труб
Неразъемная связь большинства нержавеющих марок труб может производиться электродами. Такие операции производятся со стержнями с рутиловой или основной обмазкой. Процесс соединения происходит с постоянным током обратной полярности.
Постоянный ток позволит предотвратить разбрызгивание нержавейки, упростить процесс работы. Также создается более качественный шов и позволяет работать с тонкостенными трубами.
Сварка труб и прочих изделий из нержавеющей стали состоит из следующих действий:
- Обработка материала от ржавчины.
- Предварительное зажигание и удержание дуги.
- Проверка характеристики шва, с отбытием шлака.
Для труб используют марку электродов ОК 63.20 с использованием сварки токами (способ поджига – тушения электрода).
Режимы сварки
Для нержавейки оптимальным вариантом сварки является соединение постоянным током. Чаще всего для нержавеющих металлов используют обратную полярность. Таким образом, положительным становиться электрод, а основной металл позиционируется как минус. В индивидуальном порядке режим сварки может изменяться.
Mig mag сварка
Такое решение применяется для сварочного материала с тонкой стенкой и высокими требованиями к качеству шва. Такую сварку применяют для ответственных работ для системы в условиях повышенного давления.

Соединения производят постоянным током в среде инертного газа, с использованием высоколегированной посадочной проволоки. Соединение происходит без колебаний, в противном случае нарушается защитный газовый слой. Внешний участок шва часто охлаждаю водой. Для сохранения вольфрамового стержня рекомендуется выключать поток газа спустя 15 сек после окончания работы.
Сварка лазером и сварка электронным лучом
Разогрев деталей проходит под воздействием лазерного луча. Метод высокоточный и проходит с большой скоростью.

Сварка нержавейки лазером
Лазер позволяет создать герметичное соединение различной герметичной формы. Для осуществления сварки нет необходимости в среде вакуума. Метод не применяется для толстых заготовок, кроме того лазерное оборудование обладает низким КПД (1-2%) и имеет высокую стоимость. Электронно-лучевая неразъемная связь производит операцию с использование потока заряженных частиц, которые бомбардируют необходимый участок направляемые специальной электронной пушкой. Полученный таким методом шов характеризуется высоким качеством. Такой метод редко используется в виду сложности и дороговизны реализации процесса, необходимости в вакуумной камере.
Типы нержавеющих сеток и их различные применения
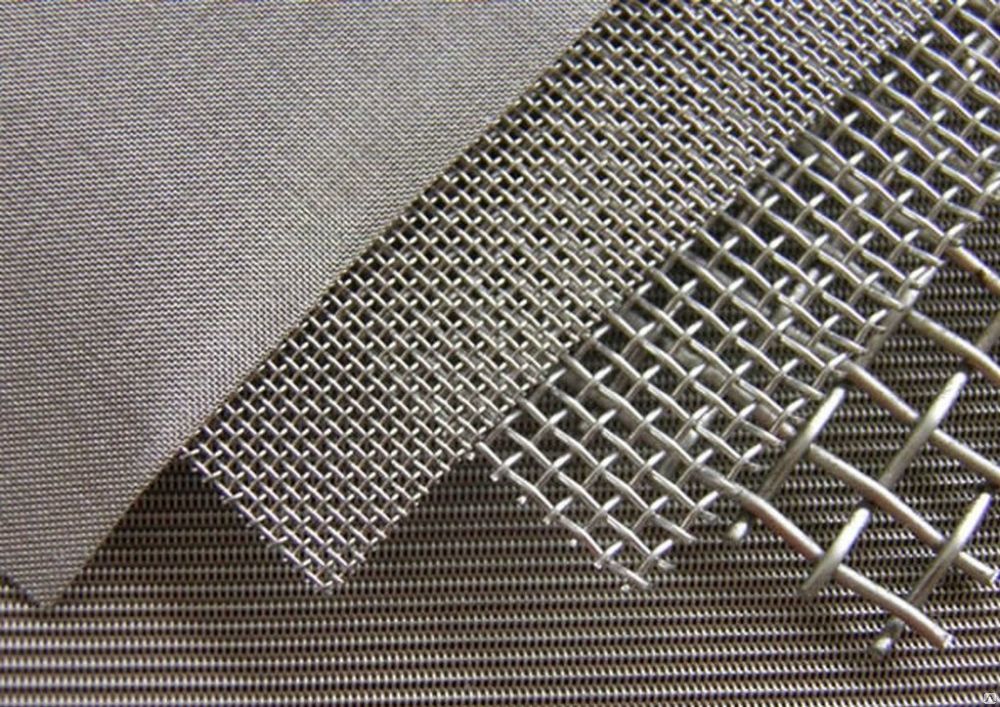
Нержавеющая проволочная сетка, как следует из названия, представляет собой цепь переплетенных проводов, образующих сетку. Когда эти пересечения свариваются друг с другом через равные промежутки времени с равным зазором, сетка становится сварной и более прочной. В зависимости от применения эти нержавеющие сетки создаются в разных типах и стилях: как для бытовых, так и для промышленных целей.
Типы сварных сеток
На основании процесса сварки и различных типов материалов, используемых в его конструкции, эти материалы можно разделить на категории, описанные ниже.
Нержавеющая сетка с элементами ПВХ
Нержавещая проволока, используемая для изготовления этого типа сетки, покрыта мелким порошком ПВХ для коррозионной стойкости. Пластиковое покрытие защищает нижележащий металл, а также придает цвет готовым изделиям из нержавеющей сетки.

Оцинкованная нержавеющая сетка
Как следует из названия, на металлические провода наносят цинковое покрытие в процессе гальванизации. В зависимости от используемого процесса эту сварную нержавеющую сетку можно разделить на две категории, как указано ниже.
Этот процесс гальванизации использует электричество, чтобы связать цинк с основным металлическим проводом. Растворы электролита, такие как хлорид или цианид, используются в процессе, чтобы придать нержавеющей проволоке прочность и коррозионную стойкость, что дает яркое блестящее покрытие.
Это еще один тип процесса гальванизации, при котором нержавеющую сетку погружают в емкость для гальванизации, заполненную расплавленным цинком, при температуре около 450 ° C. Процесс образует карбонат цинка на поверхности нержавеющей, сильное, матово-серое соединение
Сварная сетка из нержавеющей стали
Провола из нержавеющей стали сварены вместе на пересечениях, чтобы сформировать однородную стальную сетку. Сваренная сетка из нержавеющей стали, широко используемая для обеспечения стабильности и относительно низких затрат, рассматривается как ограждение по периметру в различных отраслях промышленности благодаря простоте развертывания и долговечности.
Заборы из нержавеющей сетки
Эти нержавеющие заборы предварительно сконструированы в заданных формах и размерах для установки в качестве ограждений вне домов, парков, садов и т. Д. Готовая конструкция прочная и устойчивая, однако ее можно легко разобрать и использовать повторно, что также улучшает внешний вид объекта в целом.
Существует широкое применение для нержавеющих сеток в разных секторах жилищного хозяйства. Некоторые из этих приложений помимо широкого использования в качестве различных типов ограждений описаны ниже.
Проволочная нержавеющая сетка
Обычно используемые в качестве экранов для защиты от насекомых, проволочные ткани сплетены и сварные сетки с крошечными, равномерными отверстиями. Эти отверстия также бывают разных размеров.
Дверные сетки
Проволочные нержавеющие сетки также используются в качестве экранных дверей и окон или крышек вентиляционных шахт, чтобы пропустить свет и воздух, но при этом не допустить попадания нежелательных материалов внутрь.
Сварные нержавеющие провода для армирования бетона
Эти проволочные нержавеющие сетки свариваются с небольшим интервалом, образуя квадратную сетку или квадрат для заливки бетона. Когда смесь оседает, она интегрируется в бетон и придает прочность и стабильность бетонной конструкции.
М-Ренессанс продает высококачественную нержавеющую сетку онлайн и известна своим обслуживанием клиентов и надежностью по всей России.
Декоративная сетка
Сварные габионы
Популярные товары
У нас вы можете заказать нержавеющую сетку от производителя с доставкой по всей России
Сетка сварная нержавеющая

Применение сварной сетки: от химического реактора до частного мангала
Производство сварной сетки по сравнению с другими видами металлоизделий налажено в России не так давно, однако благодаря универсальности применения эта продукция быстро приобрела широкую популярность. Сегодня сварная сетка из нержавеющей стали используется во многих отраслях хозяйства: от бытовой сферы до промышленного производства.
Полотно с жесткой и прочной структурой отлично выдерживает серьезные механические нагрузки, не подвержено коррозии, поэтому используется в сельском хозяйстве: из сеток делают вольеры, заборы, габионы, ограждения.
В строительстве сварные сетки нержавеющие применяются для армирования стен и укрепления горных выработок при строительстве метрополитена, в пищевой промышленности и для производства печей.
Сетка из нержавейки сварная рассчитана на длительную эксплуатацию при высокой температуре, не окисляется, и ее цена вполне доступна, поэтому она используется для изготовления кухонных и промышленных сит, в пищевой и химической отраслях.
Сетки сварные нержавеющие: действующие стандарты на изготовление
Производство сварных сеток регулируется не государственным стандартом (его не существует), а техническими условиями, которые разработали наши специалисты.
На этом сайте вы можете купить сетку сварную от производителя в Москве, изготовленную по ТУ, которые разработаны непосредственно специалистами производителя.
Сетка нержавеющая сварная: особенности производства
По структуре сварная сетка представляет собой решетку, которая образуется путем перпендикулярного пересечения стальных проволок. Главное отличие от других видов сеток заключается в том, что в место пересечения проволоки свариваются контактной сваркой. Осуществляется это автоматически на специальном оборудовании: многоточечная многоконтактная сварка происходит на десятках участков одномоментно.
Для изготовления сеток используют стальную высоколегированную коррозионностойкую проволоку диаметром от 0,5 до 8 мм (для сравнения: максимальная толщина проволоки в тканой сетке равна 2,5 мм). Сетки также отличаются большим размером ячеек – до 200 * 200 мм. Благодаря фиксации проволок за счет сваривания структура приобретает дополнительную стабильность и жесткость, сварные сетки получаются высокопрочными.
Сетки сварные выпускаются в виде карт или рулонов. Для производства продукции в картах применяются также кондукторные станки, на которых предварительно выровненная проволока выкладывается в кондуктор, а потом сваривается точечной сваркой. Кондукторный тип изготовления не очень производителен, но незаменим при изготовлении сеток с ячейками разных размеров и геометрических форм, из проволок различных диаметров и карт нестандартных размеров. Сетка сварная рулонная изготавливается методом многоточечной сварки: на станок стальная проволока подается прямо с мотка или катушки.
Сетка сварная с прямоугольными ячейками
Сетка сварная с квадратными ячейками
Сварная сетка в рулонах: размеры и условия отгрузки
У нас можно купить сетку рулонную сварную стандартного типоразмера: сечение проволоки – 0,7–2 мм, размер ячеек – 6–25 мм. На этапе изготовления полотно сетки длиной до 30 м и шириной до 1 м2 сразу же сматывается в рулон. Максимальный вес рулона – 100 кг.
В Москве сварную сетку можно купить в рулонах, а также заказать в виде отрезка нужного размера – длиной от 1 м. Однако нужно принять во внимание, что при заказе минимального количества рулонной сварной сетки цена будет на 25% выше.
Края каждого рулона фиксируются проволокой, затем сетку обматывают пленкой и закрепляют упаковку скотчем. Для дальнейшей транспортировки и хранения сварная сетка в рулонах складывается на паллеты.
Сетка сварная в картах: размеры и условия отгрузки
Сетка сварная нержавеющая с ячейками со сторонами 20–200 мм и сечением проволоки от 2,5 мм может быть выпущена в картах. Форма ячеек квадратная или прямоугольная. Готовые жесткие листы сетки размером 1000 * 2000 мм не нужно дополнительно нарезать, что существенно облегчает перевозку и монтаж.
На сайте нашей компании представлена сварная сетка из высоколегированной проволоки марки12X18H9 стандартного типоразмера. Также можно купить комбинированную продукцию, изготовленную из проволоки различного диаметра. По запросу клиента можно менять размеры карты.
Готовая продукция в картах складывается в пачки и обвязывается лентой по периметру упаковки. Купить нержавеющую сварную сетку можно в количестве от одной карты.
Сетка сварная: марки стали и свойства
При необходимости сетки сварные нержавеющие можно изготовить из любого стального сплава, который поддается контактному свариванию. Однако самым распространенным материалом в производстве сварных сеток является высоколегированная антикоррозийная сталь:
- 12Х18Н9: соответствует 08Х18Н10 (зарубежная марка – AISI 304) – это сплав универсального назначения. Сварная сетка из нержавеющей стали этой марки применяется в бытовой сфере, разных отраслях промышленности, аграрном и строительном сегментах. Ключевые преимущества – жаростойкость, устойчивость к межкристаллитной и атмосферной коррозии, применяется в агрессивных средах при высокой и низкой температуре. Однако из-за отсутствия титана в составе сплав не подходит для сварных изделий, которые эксплуатируются при температуре выше 500°С (контактная сварка допускается без ограничений). Сетку из нержавейки сварную из стали этой марки можно купить в ТДМС.
- 12Х18Н10Т: соответствует 08Х18Н10Т (зарубежная марка – AISI 321) – состав сплава аналогичен предыдущей марке, однако легирован титаном. Легированная сталь подходит для изготовления любых сварных сеток. Материал жаропрочный и жаростойкий, выдерживает нагрев и длительное использование при температуре до 800°С, сохраняет эксплуатационные свойства и в высокоагрессивной среде. Допускается применение в соленой воде, кислотных и щелочных растворах.
- AISI 201, AISI 202 – марки стали стандарта США. Они являются доступным заменителем более дорогих сталей, усиленных повышенным содержанием никеля: сетка нержавеющая сварная из этих сплавов отличается бюджетной ценой. По ГОСТ 5632-72 разрешается применение сеток из проволоки марки 12Х17Г9АН4 (соответствует американским AISI 201 и AISI 202) в открытой атмосфере. Также может использоваться вместо изделий из стали 08Х18Н10Т или 08Х18Н10 в слабоагрессивной среде.
Усовершенствованный состав нержавеющих сталей и особая технология производства обуславливают высокие рабочие характеристики сварной продукции. Сварная сетка нержавеющая в рулонах легко гнется, но при этом сохраняет прочность и жесткость структуры. Изделия из сварной сетки спустя годы эксплуатации выглядят эстетично и не теряют свойств даже в сложных атмосферных условиях.
Сетка сварная нержавеющая: цена и условия реализации
Стоимость сварной сетки в «ТОРГОВОМ ДОМЕ СЕТОК» определяется несколькими факторами: маркой стальной проволоки, из которой она изготовлена, типоразмером, количеством заказываемой продукции. Также возможна продажа сварной сетки нестандартного типоразмера, изготовленной по спецификации клиента, в этом случае цена будет просчитана индивидуально.
На сайте представлена сетка сварная по розничной цене, которую можно заказать онлайн или выбрать и купить на складе компании в Москве. Обратите внимание, что при покупке от 40 м2 сварной продукции в рулонах действуют оптовые цены. Для сетки в картах оптовая стоимость применяется от 60 м2.
Стоимость металлопрокатных изделий в «ТОРГОВОМ ДОМЕ СЕТОК» конкурентная, однако мы приветствуем долгосрочное и взаимовыгодное сотрудничество, поэтому готовы обсуждать цены и предлагать продажу сварной сетки на особых условиях для наших постоянных клиентов.
Сотрудничать с нами максимально удобно для заказчика: в складской программе представлена сетка сварная различных типоразмеров (50+), купить которую можно по безналичному расчету, а оплатить – наличными или банковской картой непосредственно на складе в Москве или Электростали. В Москве и области действует адресная доставка с оплатой наличными курьеру после получения заказа.
Сетка сварная нержавеющая: специальные заказы
Несмотря на огромный выбор готовой сварной продукции из нержавейки в «ТОРГОВОМ ДОМЕ СЕТОК», наша компания также выполняет индивидуальные заказы на изготовление сварных сеток с особыми параметрами. Если нужна сетка нестандартного типоразмера, когда конфигурация и размеры ячеек которой, а также сечение проволоки отличаются от представленных в складской программе, тогда присылайте спецификацию, и наши специалисты определят возможность изготовления такой сетки. Стандартный размер карты – 1000 * 2000 мм, однако производственные возможности позволяют выпускать сетку нужного размера шириной до 1200 мм, минимальные размеры карты при этом не ограничены. Изготовление карт по требованию заказчика минимизирует последующие расходы материала при обрезке и подгонке.
Кондукторные станки позволяют изготавливать сетки сварные по индивидуальному заказу с шагом проволоки 10–25 мм. Срок выполнения заказа по спецификации клиента – от пяти рабочих дней. Если производится заказная сетка сварная, цена ее в этом случае будет сформирована в индивидуальном порядке.
При выборе сварной сетки на сайте вы можете сразу определить, есть товар на складе или стоит статус «под заказ». Последнее означает, что после оформления заявки сетка сварная будет изготовлена и доставлена на склад в самый короткий срок.
«ТОРГОВЫЙ ДОМ СЕТОК» сертифицирован по международному стандарту управления качеством IS0 9001:2015 (российский стандарт – ГОСТ Р ИСО 9001-2015), что помогает нам поставлять продукты, которые наилучшим образом удовлетворяют запросы клиентов.
Читайте также: