Сварка швеллеров между собой гост
Обновлено: 16.05.2024
Мне больше важен норматив! Нужна балка 10м есть 2 Швеллера по 5 м. Как сварить 2 швеллера - примыкание торцов. Швеллер работает на изгиб по оси "у" и какими электродами? Нужны ли накладки? если да, то какие? (норматив)
ну уж по стенке-то можно и не снимать фаску, особенно при заводской сварке.. =))
По рабоче-крестьянски ("всегда так делали" ) - снять фаску по полкам на одном швеллере, сварить с полным проваром, по растянутой полке шов зачистить и налепить накладку (для спокойствия душевного и чтоб узк не делать ).
И это, топикстартер. Норматива (ГОСТ, СНиП, СП) - вы вряд ли найдете. Серии там, мельников - это все не нормативы.. = ))
И какая у вас там сварка-то хоть есть? Полуавтомат али держак?
Стык не рекомендуется делать в середине пролета. Так что режьте один кусок швеллера 5 м на два по 2,5 м и делайте два стыка. А в середину пролета ставьте второй 5 метровый отрезок.
В моём посте на картинке есть ГОСТ и соединение считается равнопрочным, поэтому можно делать в любом месте. ИМХО
Большое спасибо. Как раз искал.
Добавлю свои 5 копеек. не ГОСТ, но все же документ.
РД 24.031.17-88
РУКОВОДЯЩИЙ ДОКУМЕНТ ПО СТАНДАРТИЗАЦИИ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ВЫБОР ТИПОВ И МЕТОДИКА РАСЧЕТОВ СВАРНЫХ СТЫКОВ ДВУТАВРОВ И ШВЕЛЛЕРОВ СТАЛЬНЫХ КОНСТРУКЦИЙ ПАРОВЫХ СТАЦИОНАРНЫХ КОТЛОВ
ОКСТУ 3103
Дата введения 1991-01-01
Спасибо, всё верно, опечатался. А в общем, я лично не считаю нужным и важным помнить номера СНиПов и ГОСТов, если знаешь где их посмотреть.
Кстати, скажите, кто знает, происхождение понятия НОРМАЛИ? (когда начали применять и какой смысл самого слова?). Спасибо.
Offtop:
это говорит лишь о небольшом опыте.
Со временем не только номера ГОСТов на основные виды проката, но и некоторые, наиболее часто используемые, табличные значения запомните.
Что "Бармаглотище" меня пытался как-то прибить своим "громадным" опытом было видно сразу же из первого поста, я решил свести эту тему на нет, но он всё же решил что я туп и перешёл с намёков на прямой текст. Уважаемый, если вы достигли уровня потребности в признании я очень за вас рад, но не нужно это делать за счёт других людей, тем более писать о каких-то "некомпетентностях". Я считаю что чем меньше у человека внутри, то тем больше у него понтов. Извините, но раздутых самомнений и мнимых авторитетов не признаю принципиально.
Я помог человеку чем смог, чем пользуюсь сам, если для вас это "некорректно" - ваши проблемы, глупостей я не отправлял, а вы, сударь, от скуки решили ко мне докопаться. Лучше бы свой "громадный опыт" направили на помощь человеку, а не критикой других.
Все это очень милое общение.
Но все же мне бы хотелось среди строк найти этимологию слова НОРМАЛИ.
В современных словарях иностранных слов "нормаль - нормативно-технический документ, характеризующий нормализуемый объект "
Согласно толковому словарю Ушакова 30-х годов " нормаль - деталь установленного заводом образца".
Произошло от французского normal в значении - правильный, положенный.
Вот что-что, а признание на форуме в интернете мне вообще не надо. З/п от этого не вырастет и жена красивее не станет. . =))
свой опыт на помощь человеку я уже направил, посмотрите посты выше. Что еще сказать по теме стыковки двух кусков профиля, исходя из предоставленной информации, - я не знаю, нюансов море может быть.
И кстати. Все ваши нормали и равнопрочные стыки - они на заводской сварке. Сварной шов монтажной сваркой равнопрочным быть не может, а в стыках на накладках надо увеличивать длину шва.
Вот сейчас ТС возьмет держак да и сварит по вашему "чем пользуюсь", выдержав все размерчики.
Считая, что стык равнопрочный, забубенит его в середин пролета.
А сварочка-то монтажная, несущая способность швов меньше. А какой там запас - хорошо, если сам ТС это знает.
А теперь сами скажите (себе, мне не надо) - это у вас был хороший совет?
Спасибо andsan… ! Пояснение Ушакова мне пригодилось!
Я понял нормали так: «НОРМАЛЬ» – это ОБРАЗЕЦ. Но не в значении «ПРИМЕР», а в значении «ЭТАЛОН» или «СТАНДАРТ».
Выполнить стыки по нормалям - значит выполнить их по эталону, по чертежу, изображенному в стандартах, сериях, статьях, книгах. Причем последние должны основываться на действующих НД (СНиП, СП, ДБН и пр.).
Или можно провести паралель, что нормали - это полуфабрикат рабочих чертежей.
Добрые люди помогают мне. Но на СТО АСЧМ 20-93 пока нормалей не нашёл.
Мне больше важен норматив!
Вах, а держак в ручки менеджерские - это что, нарушение авторских прав проектанта?
Вы только не обижайтесь, но проектный норматив и Вам и мне - это привязать к скамейке и плёткой так сделать, чтоб одно место лохмотьями вздыбилось надолго.
Никакой "норматив" Вам не нужен. Нужны курсы сварного для начала.
Какими электродами? Ну, Стальной СНиП и сварной ГОСТ Вас, видимо, не устраивают. Наверное, Вы очень привередливый и капризный. Перепробовали всё на свете и теперь в конце жизни разачаровались.
И кстати. Все ваши нормали и равнопрочные стыки - они на заводской сварке. Сварной шов монтажной сваркой равнопрочным быть не может, а в стыках на накладках надо увеличивать длину шва.
Расскажите подробнее, пожалуйста (относительно монтажных условий).
Только что пролистал СНиП "СТК" (раздел 11, . "сварные соединения") и ничего не нашел о меньшей прочности монтажного шва и требований к увеличению длины шва.
И еще. В Будуре "Справочник конструктора. СТК", Киев 2010 на стр. 87 пишется, что нормали разработаны для ручной дуговой сварки и полуавтомат в углекисл газе. На последующих рисунках изображены заводские сварные соединения. Верно ли я понимаю, что даже если сварка и ручная, то все равно она заводская, и к монтажным условиям нормали не подходят?
Как приварить швеллер

Швеллер – востребованный в строительстве вид фасонного проката с поперечным сечением П-образной формы. Для создания конструкций различного назначения применяют сборно-разборные болтовые соединения, неразборные – заклепочные и сварные. Сварное соединение – надежное и долговечное, но только при точном следовании технологии. Ее нарушение может стать причиной ослабления конструкции, поэтому сварочный процесс и его результаты подлежат постоянному контролю. Наиболее распространенный способ соединения фасонного проката между собой – электродуговая сварка.
Технологические требования по сварке двух швеллеров встык без накладок
Сварка встык без дополнительного усиления применяется только для неответственных конструкций, если важна скорость и простота процесса. Этапы:
- Подготовка торцов кромок. При толщине стенок до 6 мм скос кромок не требуется, при толщине 6-12 мм он составляет 30°, более 12 мм – скос выполняется под углом 60° с внутренней стороны соединяемых элементов.
- В первую очередь свариваются более толстые элементы – полки.
- Далее соединяются стенки.
- Обваривание – двухстороннее без накладок. В некоторых случаях может провариваться только одна сторона профиля.
Внимание! Зона шва, выполненного встык, на 5-20% слабее, по сравнению с телом профиля, что обязательно учитывают при проектировании.
Как правильно сварить швеллеры встык с использованием накладок?
Если необходимо получить шов, прочность которого не уступает прочности тела профильного проката, используют накладки, толщина которых зависит от толщины стенок заготовки. Один из нормативных документов, регламентирующих качество получаемого соединения, – ГОСТ 15164.

- Торцы заготовок подготавливаются и свариваются друг с другом.
- Шов изнутри зачищают до ровной поверхности.
- Внутри заготовки приваривают стальную полосу той же марки и толщины, что и основной металл. Опытные сварщики советуют приваривать на шов не полосу, а шестиугольник, который обваривается со всех сторон.
- Снаружи также наваривают шестиугольную накладку, но размер ее должен быть больше, по сравнению с внутренней.
Накладки необходимо приварить по полному контуру, иначе в зазоры может попасть влага, вызывающая коррозию стали. При невозможности выполнить это условие в зазоры заливают антикоррозионный состав. Соединяемые элементы должны укладываться в линию без переломов в горизонтальной и вертикальной плоскостях.
Способы сварки швеллеров между собой по ГОСТу

Швеллер – один из главных элементов из которых состоит металлоконструкция. Для формирования нужной структуры каркаса требуется сварка швеллеров. Сварной узел имеет хорошую надежность, но любые нарушения в технологии сварки могут привести к ослаблению всей конструкции. В связи с этим сварка является самым сложным и контролируемым этапом при производстве металлоконструкций.
Виды стыковки швеллеров
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
Различают следующие варианты взаимного расположения швеллеров:
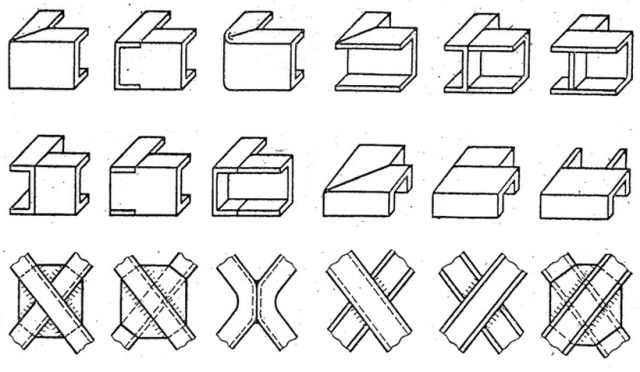
- полки швеллеров обращены внутрь;
- полки швеллеров обращены наружу (образует двутавр);
- смешанное расположение полок;
- полки швеллера перпендикулярны плоскости каркаса;
- диагональное размещение (размещение «стоя» или «лежа).
Выбор определенного варианта связан с:
- условиями наложения шва;
- протяженности места сваривания и количества задействованных рабочих для его наложения;
- вида сил и мест их воздействия;
- типа и габаритных размеров швеллера;
- требуемой расчетной устойчивостью и полной нагрузки на сооружение.
Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже – 40 С.
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Типы сварки
Сварка швеллеров встык
Данное соединение применяют для не ответственных конструкций. Сварка выполняется с лицевой, тыльной стороны и с условием хорошей толщины провара. Монтажный шов сперва выполняют на тонкой, а после на более толстой части швеллера. Допускается выполнение данного шва с одной стороны изделия с обязательной подваркой корня шва.
Последовательность наложения швов
Потребность в снятие кромок определяется исходя из толщины полок швеллера:
- 6 мм и менее-скос кромок не требуется.
- 6-12 мм – скос делают под углом 30 .
- 12 мм и более-скос кромок выполняется под тупым углом на внутренней стороне заготовки. Шов выполняют V и Х-образным.
- Швеллер размещается стенками горизонтально.
- Снимают кромки в зависимости то толщины металла.
- Производится стыковка двух балок с зазором не больше 3 мм.
- Производится временная прихватка заготовок между собой точками с шагом в 40 мм.
- Анализируется правильность созданной конструкции.
- Окончательная обварка поверхности стыка проводится непрерывно от середины стенки в сторону полок.
Для улучшения сварных характеристик и предотвращения появления трещин в местах сварки советуется выполнить усиление проката подкладками сразу после установки изделия. При приварке П-образного проката только в стык, без накладок, сваренное соединение будет слабее чем сам швеллер.
Сварка швеллеров с накладками
Зазор при стыке двух свариваемых деталей устанавливают не больше 8 мм. Накладка размещается со стороны сварного шва. Толщина усиления зависит от режима сварки и размеров проката.
Накладки усиления обязательно обойти электродом по всей плоскости. При невозможности кругового обвара все зазоры заполнить веществом, препятствующим коррозии.
- Швеллера привариваются торцами друг к другу согласно технологических норм ГОСТа.
- Шов внутри швеллера зачищается к плоскости.
- Во внутреннюю часть швеллера приваривается усиление – лист стали имеющий длину равную 5-ти кратной ширине швеллера. Ширина листа ровна ширине швеллеров, толщина листа берется равноценной толщине материала швеллера. Полоса заваривается лишь по продольным сторонам.
- Вторая полоса крепится в качестве ребра и заваривается по обеим сторонам от полосы. Ребро должно быть хорошо проварено по контуру с двух сторон и вплотную к полосе.
Прочностные характеристики срощеного данным методом изделия уступят монолиту на малость.
Соединение швеллеров внутрь
Для создания усиленной пустотелой балки можно соединить два изделия полками внутрь. Выполнение такого соединения одинаково со сваркой двух швеллеров встык. Данное соединение применяют при требовании конструкций средней мощности.
- Заготовки установить полками горизонтально напротив друг друга.
- Скрепить струбцинами.
- Шов выполнить либо по ГОСТу с разделением кромок, либо оставить зазор.(величину зазора выбирают в зависимости от толщины швеллера, но не менее 3 мм).
- Шов необходимо производить по методу прихвата либо от середины к краям.
Зачистка швов болгаркой в данном соединении категорически запрещена и может привести к ослаблению всей конструкции.
Собрать данную конфигурацию в непригодных для данной работы условиях при сборке конструкции реально лишь при проведении сварочных работ в горизонтальной плоскости и нижнем положении. В иных случаях боле разумным и простым будет использование стыковых швов с усилением их листами-подкладками.
Смещенное соединение
Такая сварная конструкция производится несколькими сварщиками и применяется для объединения швеллеров с различными геометрическими размерами. Сварку начинают с мест, имеющих более толстый металл. Соединение встык производят, руководствуясь стандартными нормами, а угловые соединения требуется производить синхронно двумя сварными (от края к середине). Продольные швы нельзя накладывать до конца балки. Это расстояние зависит от соединяемых материалов и площади полки проката. Для углеродистых сталей данное расстояние приравнивается к ширине полки, а для легированных металлов приравнивается к двукратной ее ширине.
При сборе металлоконструкций различной степени сложности и конфигурации используются выше перечисленные нами методы и типы сваривания швеллеров. Любая металлоконструкция может быть разбита на отдельные небольшие самостоятельные узловые соединения, в которых будут применимы вышеописанные методы.
Самым прочным способом соединением среди всех видов считается соединение равнополочного проката с параллельными полками.
Любая сварка швеллеров или двутавров требует соблюдения заранее определенного ряда действий и точного порядка проведения монтажных работ. Сборку любой металлоконструкции всегда нужно начинать с середины и продвигаться к краям, одновременно сварку начинают со швеллеров имеющих более толстый профиль металла. При компоновке не рекомендуется размещать сварные швы близко друг к другу, данные места лучше укреплять применяя подкладные листы из металла и вспомогательные усилительные конструкции. Любой сварной шов сам по себе уменьшает прочность всей металлоконструкции на 5-7 процентов, хотя материал сварного шва обладает более лучшими прочностными характеристиками, чем материал основной детали. Сварочный режим и быстрота наложения сварного шва напрямую зависит от выбранного вами вида соединения, но наилучший при работе ручной электросваркой считается 20 м/ч.
Чтобы создать отличное прочное соединение необходимо перед сваркой хорошо зачистить места будущих соединений, и обработать кромки согласно рекомендациям ГОСТа. Полосы укрепления после приварки встык нужно размещать только снаружи швеллеров. Сварка во внутренних углах швеллера приведет к ослаблению всей конструкции, поэтому проводить работы во внутренних углах узла не желательно.
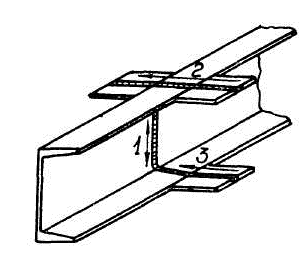
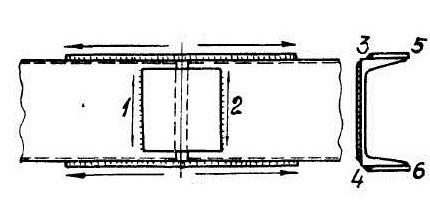
Балки и возможные варианты их сваривания
Стыковое соединение между одинаковыми швеллерами. Накладные монтажные швы выполняются на тонком металле (1,2), а после на более толстом 3. Соединение используется для получения маломощных конструкций.

Комбинированное соединение. После выполнения стыковых соединений часто дополнительно применяют и угловой шов (4). При этом продольные швы никогда не доводят до окончания балки на расстояние, которое зависит свариваемых металлов и ширины полки швеллера. Так для низкоуглеродистой стали это расстояние равняется ширине полки (В), а для легированных металлов — двум размерам полок (2В). Для выполнения конструкций средней мощности используют такой вид соединения.

Соединение со смещенным стыком. Данное соединение выполняется двумя сварщиками и используется для сваривания швеллеров с разными по толщине полками. Первый шов выполняется для более толстого металла (1). Стыковое соединение (3) проводится согласно правилам, а угловые соединения (4) необходимо проводить одновременно двумя сварщиками (от краев балки к середине).
При изготовлении более сложных металлоконструкций используются эти же методы сваривания. Вся конструкция разбивается на отдельные узловые соединения, в которых происходит сваривание швеллеров. Монтаж конструкции всегда начинают от середины к краям и со швеллеров из более толстого металла, а после из более тонкого. Близко друг к другу швы располагать не желательно, лучше использовать подкладки из металла и дополнительные усиления конструкции.
Соединение швеллеров требует определенной последовательности действий и точного плана выполнения монтажа. Важность каждого шва нельзя недооценивать, так как существует большой риск потери всех преимуществ использования швеллеров для прочности конструкций.
Как сварить 2 швеллера - примыкание торцов. Какой норматив!? (Ш работает на изгиб)
Сварка швеллеров между собой гост
ГОСТ Р 53192-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОЕДИНЕНИЯ СВАРНЫЕ В СТАЛЬНЫХ КОНСТРУКЦИЯХ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА
Требования к проектированию, выполнению и контролю качества
Welded joints in steel structures of railway rolling stock. Requirements for design, production and quality control
ОКС 45.060
ОКП 31 8042
Дата введения 2015-05-01
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (ОАО "ВНИИЖТ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 45 "Железнодорожный транспорт"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 декабря 2014 г. N 1985-ст
5 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований Технического регламента Таможенного союза "О безопасности железнодорожного подвижного состава"
Настоящий стандарт содержит требования по проектированию, выполнению и контролю качества сварных соединений стальных конструкций железнодорожного подвижного состава.
Стандарт устанавливает правила применения в железнодорожном машиностроении технических требований ГОСТ Р ИСО 3834-1-2007, ГОСТ Р ИСО 5817-2009.
В стандарте использованы не потерявшие актуальности положения ОСТ 24.050.34-84, ГОСТ Р 53192-2008, опыт передовых предприятий и материалы европейских стандартов EN 15085-1:2007*, EN 15085-3:2007*, EN 15085-4:2007*, EN 15085-5:2007*.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
1 Область применения
Настоящий стандарт распространяется на проектирование, выполнение и контроль качества сварных соединений и сварных узлов в стальных конструкциях железнодорожного подвижного состава климатических исполнений по ГОСТ 15150.
Действие стандарта не распространяется:
- на исправление дефектов литых деталей;
- на сварку опасных производственных объектов и резервуаров воздушных железнодорожного подвижного состава;
- на ремонт железнодорожного подвижного состава.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.3.036-84 Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности
ГОСТ 14.201-83 Обеспечение технологичности конструкции изделий. Общие требования
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17066-94 Прокат тонколистовой из стали повышенной прочности. Технические условия
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 21357-87 Отливки из хладостойкой и износостойкой стали. Общие технические условия
ГОСТ 22703-2012 Детали литые сцепных и автосцепных устройств железнодорожного подвижного состава. Общие технические условия
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 30242-97 Дефекты соединения при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ Р 53525-2009 (ИСО 14731:2006) Координация в сварке. Задачи и обязанности
ГОСТ Р 53526-2009 (ИСО 14732:1998) Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов
ГОСТ Р 53689-2009 (ИСО 544:2003) Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ Р 53690-2009 (ИСО 9606-1:1994) Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 3834-1-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований
ГОСТ Р ИСО 5817-2009 Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 17659, ГОСТ 2601, ГОСТ 30242, а также следующие термины с соответствующими определениями:
Читайте также: