Сварка стали 20 и 09г2с
Обновлено: 13.05.2024
При изготовлении различных металлоконструкций, труб и трубопроводной арматуры на российском рынке чаще всего используются две марки стали: ст.20 и 09г2с. Популярность материалов вызвана их эксплуатационными свойствами, хорошей свариваемостью, широким диапазоном рабочих температур.
Стали применяют в машиностроении, нефтегазовом секторе, химической промышленности и других сферах для производства:
- отводов, переходов, тройников и пр. фитингов;
- труб;
- запорно-регулирующей арматуры;
- сварных конструкций;
- машин и прицепов;
- различных деталей.
Несмотря на схожие области применения, стальные марки различаются составом, а, следовательно, технологическими и механическими свойствами. Поэтому материал выбирают, отталкиваясь от государственных и отраслевых стандартов, технических условий и проектной документации.
Характеристика стали 20
Ст.20 ‒ качественная углеродистая конструкционная сталь, которую используют для производства деталей, работающих при температуре от -40 до +450 °C.
Материал пластичен, не имеет ограничений в сварке, не склонен к отпускной хрупкости, не чувствителен к флокенам. Средняя теплопроводность обеспечивает равномерный нагрев и охлаждение во время транспортировки изделия. После термохимической обработки подходит для изготовления деталей с невысокой прочностью сердцевины при высокой твердости поверхности (шестерни, червяки и пр.).
Химические элементы, входящие в состав марки:
- С (углерод) ‒ 0,17-0,24%.
- Si (кремний) ‒ 0,17-0,37%.
- Mn (марганец) ‒ 0,35-0,65%.
- Ni (никель) ‒ до 0,3%.
- Р (фосфор) ‒ до 0,03%.
- S (сера) ‒ до 0,035%.
- Fe (железо) ‒ ∼98%.
- Концентрация др. элементов, в т.ч. вредных ‒ менее 0,3%.
Допускается снижение содержания кремния при использовании ванадия, алюминия, титана или ниобия. Количество марганца также может быть уменьшено при удовлетворении требований к механическим свойствам.
Легирование стали повышает прочность, стойкость к коррозии, снижает опасность хрупкого разрушения. Основные легирующие элементы: Cr (хром), Ni (никель), Cu (медь), N (азот), V (ванадий), Ti (титан) и пр.
Материал изготавливают волочением, отливкой, ковкой, горячей или холодной деформацией.
Механические свойства
Характеристика стали 09г2с
Марка 09г2с ‒ конструкционная низколегированная. Ее используют для изготовления деталей и сварных металлоконструкций, работающих под давлением при температуре от -70 до +425 °C, что позволяет выдерживать сильные температурные деформации при длительной эксплуатации. Другими словами, материал морозоустойчив.
- 09 ‒ содержание углерода (C) ‒ 0,09%.
- г2 ‒ показывает наличие марганца (Mn) до 2%.
- с ‒ присутствие кремния (Si), отсутствие цифр после «с» определяет его содержание ‒ до 1%.
Химический состав стали не ограничен указанными тремя элементами, он может быть дополнен серой (S), никелем (Ni), фосфором (P), азотом (N) и др. При этом общий процент легирующих добавок не должен превышать 2%.
- не деформируется при эксплуатации;
- выдерживает нагрузки с переменным вектором силы;
- легко подвергается термической обработке;
- пластичная;
- устойчива к образованию флокенов;
- не склонна к отпускной хрупкости;
- не имеет ограничений в свариваемости;
- в сварном шве не образуются микропоры.
Сталь марки 18ХГТ
Марка стали 18ХГТ
характеризуется содержание 0,18% углерода и менее 1,5% хрома, марганца и титана. В совокупности количество химических добавок приблизительно 3%, что говорит об отношении данной марки к категории низколегированных сталей. В большинстве случаев прибегают к контактной точечной сварке (КТС). Вид поставки
18ХГТ
различен в зависимости от ГОСТа: ее выпускают в шлифованных прутках (ГОСТ 14955-77), кованых заготовках (ГОСТ 1133-71), калиброванных прутках (ГОСТ 8560-78).
Сталь марки 18ХГТ
используют в цементированном состоянии для деталей, к которым предъявляют требования повышенной износостойкости и прочности, эксплуатируемые под действием ударных нагрузок. При термической обработке воздействует температурой выше 800оС. Отпускная хрупкость (снижение ударной вязкости стали при отпуске ) практически не присуща для марки
18ХГТ
(малосклонна).
Отличия
Стали различаются содержанием химических элементов, что влечет за собой разницу в применении.
Ст20 расширяется под воздействием высоких температур, становится пластичной. При низких температурных значениях становится хрупкой. Является более дешевой маркой в сравнении с 09г2с.
Ст.09г2с сохраняет свои первоначальные характеристики, она более износостойкая. Поэтому ее используют для производства стальных элементов, к которым предъявляются повышенные требования к стойкости и температурным изменениям.
Обозначения
| Название | Значение |
| Обозначение ГОСТ кирилица | 20 |
| Обозначение ГОСТ латиница | 20 |
| Транслит | 20 |
| По химическим элементам | 20 |
| Название | Значение |
| Обозначение ГОСТ кирилица | 20А |
| Обозначение ГОСТ латиница | 20A |
| Транслит | 20A |
| По химическим элементам | 20 |
| Название | Значение |
| Обозначение ГОСТ кирилица | 20В |
| Обозначение ГОСТ латиница | 20B |
| Транслит | 20V |
| По химическим элементам | 20W |
Сравнение сталей 20 и 09г2с
Сталь 09Г2С — конструкционная низколегированная для сварных конструкций
Аналоги и заменители
- TSt E 355 (1.0566) — Германия DIN
- A590 AЗ, A 36-207 — Франция (AFNOR)
ВАЖНО. Возможность замены определяется в каждом конкретном случае после оценки и сравнения свойств сталей
Вид поставки
Сортовой прокат, в том числе фасонный: ГОСТ 19281—73, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 8239-89, ГОСТ 8240-89. Лист толстый ГОСТ 19281-89, ГОСТ 5520-79, ГОСТ 5521-93, ГОСТ 19903-74. Лист тонкий ГОСТ 17066-80, ГОСТ 19903-74, ГОСТ 19904-74. Полоса ГОСТ 103-76, ГОСТ 82—70. Поковки и кованые заготовки ГОСТ 1133—71.
Назначение
Детали аппаратов и сосудов, работающие при температуре от -70°C до +475°C под давлением. В трубопроводах пара и горячей воды — детали, изготовленные из листа — до температуры 450°C, трубы — до температуры 425°C, в котлах — листовые детали, работающие при температуре до 450°C, во всех случаях без ограничения давления. Крепежные детали в котлах и трубопроводах используются до температуры 425°C и давлении до 10 Н/мм2.
Сталь марки 09Г2С должна испытываться на растяжение при повышенных температурах.
В результате таких испытаний предел текучести при 320 °С для листов из стали марки 09Г2С толщиной 60 мм и более должен быть не менее 18 кГ/мм2
Расшифровка стали 09Г2С
Двузначное число 09 обозначает примерное содержание углерода в стали в сотых долях процента, т.е. содержание углерода в стали приблизительно 0,09%.
Бука Г означает, что в стали содержится марганец в количестве около 2%.
Буква С означает, что в стали содержится кремний.
Химический состав, % (ГОСТ 19281-2014)
| C, углерод | Mn, марганец | Si, кремний | P, фосфор | S, сера | Cr, хром | Ni, никель | Cu, медь | As, мышьяк | N, азот |
| не более | |||||||||
| 0,12 | 1,3-1,7 | 0,5-0,8 | 0,035 | 0,040 | 0,30 | 0,30 | 0,30 | 0,08 | 0,008 |
Применение стали 09Г2С для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды (стенки), °С | Дополнительные указания по применению |
| Листы ГОСТ 5520, категории 7, 8, 9 в зависимости от температуры стенки | От -70 до 200 | Для сварных узлов арматуры, эксплуатируемой в макроклиматическом районе с холодным климатом | |
| Категория 6 | От -40 до 200 | ||
| Категории 3, 5 | От -30 до 200 | ||
| Категория 12, 17 | От -40 до 475 | ||
| Категория 15, 17 | От -70 до 475 | ||
| Листы ГОСТ 19281, категория 3 | От -30 до 200 | ||
| Категория 4 | От -40 до 200 | ||
| Категория 12 | От -40 до 475 | ||
| Категории 7, 15 | От -70 до 200 |
Применение стали 09Г2С для крепежных деталей арматуры (ГОСТ 33260-2015)
| Марка стали, по ГОСТ 1759.0 | Стандарт или технические условия на материал | Параметры применения | |||||
| Болты, шпильки, винты | Гайки | Плоские шайбы | |||||
| Темпера- тура среды, °С | Давление номи- нальное, МПа (кгс/см2) | Темпера- тура среды, °С | Давление номи- нальное, МПа (кгс/см2) | Темпера- тура среды, °С | Давление номи- нальное, МПа (кгс/см2) | ||
| 09Г2С | ГОСТ 19281 | От -70 до 425 | 16 (160) | От -70 до 425 | 16 (160) | От -70 до 450 | Не регламен- тируется |
Максимально допустимые температуры применения стали 09Г2С в средах, содержащих аммиак
ПРИМЕЧАНИЕ Условия применения установлены для скорости коррозии азотного слоя не более 0,5 мм/год.
Максимально допустимая температура применения стали 09Г2С в водородосодержащих средах
| Марка стали | Температура применения стали, °С при парциальном давлении водорода, МПа (кгс/см2) | ||||||
| 1,5 (15) | 2,5 (25) | 5 (50) | 10 (100) | 20 (200) | 30 (300) | 40 (400) | |
| 09Г2С | 290 | 280 | 260 | 230 | 210 | 200 | 190 |
Температура критических точек, °С
Предел текучести σ0,2 (ГОСТ 5520-79)
| σ0,2, МПа, при температуре испытаний, °C | |||||
| 250 | 300 | 350 | 400 | ||
| 225 | 195 | 175 | 155 | ||
Механические свойства
| ГОСТ | Состояние поставки | Сечение, мм | σ0,2, МПа, | σв, МПа, | δ5 (δ4), % |
| не менее | |||||
| ГОСТ 19281-2014 | Сортовой и фасонный прокат | До 10 | 345 | 490 | 21 |
| ГОСТ 19281-2014 | Лист и полоса (образцы поперечные) | От 10 до 20 вкл. | 325 | 470 | 21 |
| Св. 20 до 32 вкл. | 305 | 460 | 21 | ||
| Св. 32 до 60 вкл. | 285 | 450 | 21 | ||
| Св. 60 до 80 вкл. | 275 | 440 | 21 | ||
| Св. 80 до 160 вкл. | 265 | 430 | 21 | ||
| ГОСТ 19281-2014 | Лист после закалки и отпуска(образцы поперечные) | От 10 до 32 вкл. | 365 | 490 | 19 |
| От 32 до 60 вкл. | 315 | 450 | 21 | ||
| ГОСТ 17066-94 | Лист горячекатанный | 2 — 3,9 | — | 490 | (21) |
Механические свойства при повышенных температурах
| tисп., °C | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % |
| 20 | 300 | 460 | 31 | 63 |
| 300 | 220 | 420 | 25 | 56 |
| 475 | 180 | 360 | 34 | 67 |
Примечание. Нормализация при 930—950 °С.
Механические свойства в зависимости от температуры отпуска
| tотп., °C | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % |
| 20 | 295 | 405 | 30 | 66 |
| 100 | 270 | 415 | 29 | 68 |
| 200 | 265 | 430 | — | — |
| 300 | 220 | 435 | — | — |
| 400 | 205 | 410 | 27 | 63 |
| 500 | 185 | 315 | — | 63 |
Ударная вязкость KCU
| ГОСТ | Состояние поставки | Сечение, мм | KCU, Дж/см2, при температуре, °C | ||
| +20 | -40 | -70 | |||
| ГОСТ 19281-89 | Сортовой и фасонный прокат | От 5 до 10 От 10 до 20 вкл. От 20 до 100 вкл. | 64 59 59 | 39 34 34 | 34 29 — |
| Лист и полоса | От 5 до 10 От 10 до 160 вкл. | 64 59 | 39 34 | 34 29 | |
| Лист после закалки и отпуска (образцы поперечные) | От 10 до 60 | — | 49 | 29 | |
Категорийность стали 09Г2С
Технологические свойства
Температура ковки, °С: начала 1250, конца 850. Свариваемость — сваривается без ограничений. Способы сварки: РДС, АДС под флюсом и газовой защитой, ЭШС. Обрабатываемость резанием — Kv тв.спл = 1,0 и Kv б.ст = 1,6 в нормализованном, отпущенном состоянии при σв = 520 МПа. Склонность к отпускной хрупкости — не склонна. Флокеночувствительность — не чувствительна.
Узнать еще
Сталь 17Г1С — конструкционная низколегирован…
Сталь Ст2пс — углеродистая обыкновенного качества…
Сталь конструкционная углеродистая обыкновенного к…
Описание механических обозначений
| Название | Описание |
| sТ|s0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию — 0,2% |
| σB | Предел кратковременной прочности |
| d5 | Относительное удлинение после разрыва |
| d4 | Относительное удлинение после разрыва |
| d | Относительное удлинение после разрыва |
| y | Относительное сужение |
| KCU | Ударная вязкость |
| HB | Твёрдость по Бринеллю |
| HRB | Твёрдость по Роквеллу (индентор стальной, сферический) |
Марки металла ст20 и 09г2с востребованы на рынке труб и трубопроводной арматуры. Их используют в отечественной и зарубежной промышленности для производства:
- металлопроката;
- сварных конструкций;
- отводов, опор и запорных механизмов;
- тройников и переходов.
Популярность связана с высокими эксплуатационными характеристиками, которые позволяют использовать их в регионах с критически низкими температурами наружного воздуха, в системах высокого давления и его резкими перепадами.
Несмотря на применение этих марок в одинаковых областях, их тип, отдельные химические и физические параметры различаются. Поэтому подходящий материал выбирает производитель в соответствии с техническими условиями, государственными и отраслевыми стандартами, особенностями транспортируемой рабочей среды.
Сравнение сталей 09г2с и 20
Стали марок 09г2с и 20 являются наиболее востребованными в производстве металлоконструкций и трубопроводной арматуры на российском рынке. Это связано с отличными техническими свойствами данных материалов. Они легко свариваются и подходят для эксплуатации в любых климатических условиях. Детали из стали этих марок используют для работы даже при критически низких отметках температуры и резких перепадах давления.
Стали 09г2с и 20 применяют в машиностроении, химической промышленности, нефтегазовой отрасли и других сферах. Из них изготавливают фитинги, трубопроводную и запорно-регулирующую арматуру, сварные и прочие конструкции.
Марки отличаются физическим и химическим содержанием. Выбор сплава зависит от рабочих условий создаваемых деталей, отраслевых стандартов, типа и агрессивности транспортируемого вещества в трубопроводе. В этой статье мы ознакомимся с подробными описаниями каждого вида стали и их отличиями, чтобы не ошибиться с выбором.
Сварка труб из стали 20

Материал относится к малоуглеродистым конструкционным сталям. Из него изготавливают широкий ассортимент проката: от поковок до прямошовных патрубков.
Сырье обладает хорошей свариваемостью и не требует предварительного подогрева. Последующая термообработка также не требуется. После обработки сплав не теряет прочности, надежности, а полученный шов (рубец) выдерживает значительное механическое воздействие.
Способы сварки
Трубные конструкции из ст20 сваривают по-разному. Наиболее распространены три технологии:
- термическая: к ней относятся газовая, лазерная, плазменная, дуговая, электронно-лучевая;
- механическая: в эту группу входит состыковка металлоизделий трением и взрывом;
- термомеханическая: комбинированный способ подразумевает воздействие на металл повышенной температурой и механическими усилиями. Подходит для скрепления малогабаритных частей.
Кроме того, выделяют подвиды в зависимости от способа проведения работ: механизированную и ручную технологии.
Для низкоуглеродистого сплава двадцать оптимально подходит электросварка (полуавтоматическая в среде защитных газов, автоматическая с применением проволоки, ручная дуговая, ручная аргонодуговая). Газовую используют реже: она представляет повышенную опасность из-за баллонов с газом, который находится под повышенным давлением.
Регламентирующий стандарт
Основные требования, которым должны соответствовать физико-химические свойства ст. 20, прописаны в ГОСТ 1050-2013.
В России действуют несколько госстандартов, которые касаются типологии сварочных способов. Так, виды сварочных швов прописаны в ГОСТ 14771-76, 5264-80.
Стандарты на сварные соединения, правила аттестации сварщиков содержатся в ГОСТ 5264-80, 8713-79, 11533-75 и др.
Технология сварки
Обычно делится на три этапа: подготовительный, непосредственно металлообработка, завершающий. По нормативам в первый входит очистка поверхности заготовок от грязи, жира; выравнивание стальных труб в месте стыка; подбор подходящего режима сваривания. Зачистка краев элементов от окалины, заусенцев и обезжиривание поверхностей позволит избежать дефектов в полученном шве.
После подготовительных мероприятий приступают ко второму этапу – свариванию.
- Включают сварочный аппарат, к которому присоединен кабель с держателем стержней. Выбор источника тока, режима зависят от толщины деталей, опыта сварщика, метода работ. Также необходимо зафиксировать на обрабатываемых заготовках земляные контакты.
- Выполняют предварительный подогрев (для стали двадцать он не требуется).
- Устанавливают прихваточные швы. Их размеры, количество определяются толщиной металла на деталях, размером заготовок.
- Осуществляют проварку изделий по контуру.
На завершающем этапе сварной рубец очищают от шлака. Остывший затвердевший покров отбивают молотком. С помощью жесткой щетки его зачищают от окалин, брызг раскаленного металла, наплывов. Если количество образований большое, задействуют шлифовальную машинку или болгарку. После полученные рубцы осматривают, чтобы исключить дефекты или непроваренные участки. В промышленных условиях для визуального контроля используют рентген-просвет.
Какими электродами варить трубу
При работе не обойтись без расходных материалов – электродных прутков. Они представляют собой металлический стержень, на поверхность которого нанесено специальное покрытие (обмазка). Оно обеспечивает защитный слой (пленку), который предотвращает попадание в шов кислорода и азота.
Виды оборудования по типу защитного слоя:
- с рутиловой пленкой ‒ нужны для создания угловых швов, прихваток;
- с целлюлозным покрытием ‒ используются для скрепления объектов с большим диаметром. Позволяют создавать кольцевые, вертикальные швы;
- с рутилово-целлюлозным слоем ‒ комбинация востребована при выполнении сложных конструкций (например, вертикального шва сверху вниз).
При подборе стержней учитывают несколько факторов: режим функционирования, мощность аппаратуры, условия, при которых выполняется работа, качество металла и другие. Выбор сердечника строго регламентируется специальными документами.
Электроды для трубопроводов под давлением
Для присоединения трубных секций из ст.двадцать оптимальны прутки Э42А УОНИ-13/45. Если в их составе присутствуют материалы 30ХМА, 20Х3МВФ, лучше выбрать оборудование ЭП-60, ЦЛ-19ХМ, ВСН-2.
Также для стыковки магистралей высокого давления применяют марки ОК 74.70, ОК 53.70. Последние покрыты специальным флюсом, позволяют проводить качественную обработку сетей, которые созданы на основе малоуглеродистых сталей. В результате получается сварное соединение, которое обладает повышенной пластичностью, хорошей ударной вязкостью.
Электроды для газопроводов
Для газопровода используют несколько марок. Наиболее универсальной считается ОК-46. Она обеспечивает качественный шов, поэтому часто используется при обработке ответственных сооружений (в т.ч. в судо- и авиастроении).
Прочные долговечные швы в поворотных и неповоротных местах газовых магистралей позволяют получить марки ЛБ-52, УОНИ-1355, МТГ-01К. Для этих стержней характерна стабильная дуга, легкое удаление шлакового покрова, небольшое разбрызгивание.
Электроды для нефтепроводов
Среди отечественных элементов наибольшее распространение получили сертифицированные марки ЛЭЗ ЛБгп. Устройства с диаметром 2,5 - 4 мм покрыты кремнием, серой, углеродом, марганцем.
Также для нефтепроводов применяют оборудование иностранных производителей: ОК 53/70 (Швеция), LB 52U (Япония) и др.
Электроды для тепловых сетей
Для создания короткой дуги часто используют марку ЦЛ-9 с низким содержанием водорода. Она позволяет работать в любом пространственном положении, но выделяет токсичные ядовитые вещества при горении. Также для тепловых сетей выбирают проволоку Э42А, Э-09Х1МФ, УОНИИ-13/45.
Сварка труб из стали 20 и 09г2с
Сплавы отличаются невысоким содержанием углерода. Они не закаливаются, не склонны к перегреву, устойчивы к образованию трещин. Для ручного или автоматического скрепления конструкционных слаболегированных веществ 09Г2С и 20 подходит оборудование УОНИ-13.55, Э42, АНО-21, ОЗС-12, МР-3 ЛЮКС. При соблюдении технологии, грамотного подбора сырья и аппаратуры получается прочный участок сварного соединения.
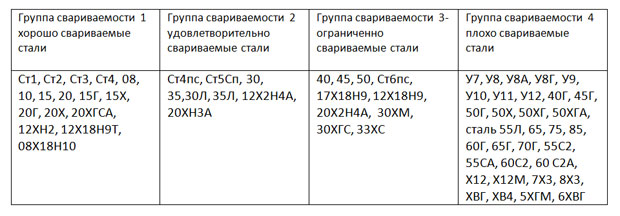
Группы свариваемости сталей
Свариваемость стали - характеристика, указывающая на возможность сварки металла с удовлетворительными механическими свойствами без образования трещин. Разделяют четыре группы свариваемости сталей:
- хорошая свариваемость
- удовлетворительная свариваемость
- ограниченная свариваемость
- плохая свариваемость
Как правило стали с низким содержание углерода обладают хорошей свариваемостью, с высоким содержанием углерода ограниченной или плохой.
Группа свариваемости 1 - хорошо свариваемые стали
Стали, относящиеся к 1 группе могут быть сварены без подогрева и без обязательной последующей термообработки, она применяется только в том случае, если необходимо снять внутренние напряжения металла после сварки.
К хорошо свариваемым относят стали Ст1, Ст2, Ст3, Ст4, сталь 08, 10, 15, 20, стали 15Г, 15Х, 20Г, 20Х, 20ХГСА, 12ХН2, 12Х18Н9Т, 08Х18Н10 и многие другие малоуглеродистые марки сталей.
Группа свариваемости 2 - удовлетворительно свариваемые стали
Стали, которые относят ко 2 группе при сварке в нормальных условиях не склонны к образованию трещин на швах, а также стали которые нуждаются в предварительном подогреве и последующей термообработке для достижения удовлетворительных свойств сварного шва.
К сталям второй группы относят Ст4пс, Ст5Сп, сталь 30, 35,30Л, 35Л, 12Х2Н4А, 20ХН3А.
Группа свариваемости 3 - ограниченно свариваемые стали
Стали 3 группы склонны к образованию трещин на швах. Для предотвращения образования трещин стали 3 группы нагревают, а после сварки термообрабатывают.
К группе с ограниченной свариваемостью относят стали 40, 45, 50 Ст6пс, 17Х18Н9, 12Х18Н9, 20Х2Н4А 30ХМ, 30ХГС, 33ХС.
Группа свариваемости 4 - плохо свариваемые стали
Стали 4 группы свариваются трудно, на швах часто образуются трещины, их необходимо подогревать перед сваркой так в ее процессе. После сварки также требуется термообработка.
К 4 группе относят инструментальные нелегированные стали У7, У8, У8А, У8Г, У9, У10, У11, У12, 40Г, легированная конструкционная сталь 45Г, 50Г, 50Х, 50ХГ, 50ХГА, сталь 55Л, 65, 75, 85, 60Г, 65Г, 70Г, 55С2, 55СА, 60С2, 60 С2А, Х12, Х12М, 7Х3, 8Х3, ХВГ, ХВ4, 5ХГМ, 6ХВГ.
Таблица свариваемости сталей.
Свариваемость различных марок стали
Рассмотрим свариваемость самых распространенных марок стали.
Свариваемость стали 09г2с и Ст3
Стали Ст3 ГОСТ 380-94 и 09г2с ГОСТ 19281-89 относятся к группе 1, для их сварки не требуется нагрева. Сварной шов при соблюдении технологии не склонен к образованию трещин.
Свариваемость Сталей 10 и 20
Сталь 10 и сталь 20 ГОСТ 1050-88 относят к группе свариваемости 1. Детали, изготовленный из указанных марок стали хорошо свариваются без дополнительного подогрева.
Свариваемость Стали 45
Углеродистая сталь 45 ГОСТ 1050-88 относится к группе свариваемости 3. Для сварки эту сталь необходимо подогревать, а после сварки - подвергнуть термообработке.
Технология сварки разнородных сталей

Разнородными принято считать стали, которые отличаются атомно-кристаллическим строением, т.е. имеют ГЦК-, ОЦК- решетку или принадлежат к разным структурным классам (перлитные, ферритные, аустенитные), а также стали с однотипной решеткой, относящиеся к различным группам по типу и степени легирования (низколегированные, легированные, высоколегированные). Они содержат в сумме до 5, 10 или свыше 10 % хрома и других легирующих элементов соответственно.
В табл. 1 приведены основные группы сталей, применяемых в машиностроении. Из них формируют различные сочетания для изготовления сварных конструкций.
Табл. 1 Классификация сталей, применяемых в сварных соединениях разнородных сталей
Класс сталей и сварочных материалов
Характеристика сталей
Марки (примеры)
Перлитные и бейнитные
09Г2С, 10ХСНД, 20ХГСА
30ХГСА, 40Х, 40ХН2МА, 38ХВ
Теплоустойчивые (Cr-Мо и Cr-Mo-V)
12МХ, 12Х1МФ, 20Х1М1Ф169
Мартенситные, ферритные, ферритно-мартенситные, аустенитно-мартенситные, ферритно-аустенитные
12 %-ные хромистые, жаростойкие
08X17Т, 15Х25Т, 20X17Н2
12 %-ные хромистые, жаропрочные
Аустенитные стали и сплавы на никелевой основе
Аустенитные коррозионно-стойкие и криогенные
Жаропрочные никелевые сплавы
Конструкции, сваренные из разнородных сталей, называют комбинированными. Они применяются в тех случаях, когда условия работы отдельных частей конструкции отличаются температурой, агрессивностью среды, особыми механическими воздействиями (износ, знакопеременное нагрузка и т.п.).
Особенности технологии сварки комбинированных конструкций из сталей различных структурных классов
Одна из причин пониженной свариваемости перлитной и аустенитной сталей - образование хрупкого мартенситного слоя или карбидной гряды в объеме переходной кристаллизационной прослойки, у которой уровень легирования металла снижается, приближаясь к перлитной стали. Образование этой прослойки объясняется ухудшением перемешивания жидкого металла в пристеночных слоях. При небольшом запасе аустенитности металла шва толщина этой прослойки может достигнуть критической величины, при которой происходит хрупкое разрушение сварного соединения.
Поэтому при выборе способов и режимов сварки отдают предпочтение технологии, при которой толщина кристаллизационной прослойки минимальна. Этого достигают следующими методами:
- Применением высококонцентрированных источников тепла (электронный луч, лазер, плазма);
- Разделкой кромок или их наплавкой (рис. 1), уменьшающей долю участия сталей;
- Выбором режимов сварки с минимальной глубиной проплавления;
- Переходом к дуговой сварке в защитных газах, обеспечивающей интенсивное перемешивание металла ванны.
Преимущества сварки комбинированных конструкций в защитных газах связаны с увеличением температуры расплавленного металла, снижением поверхностного натяжения и, соответственно, увеличением интенсивности его перемешивания, что вызвано ростом приэлектродного падения напряжения сварочной дуги и увеличением кинетической энергии переноса капель электродного металла и плазменного потока в дуге.
Добавление в аргон кислорода, азота, углекислого газа усиливает отмеченные преимущества. Добавки кислорода повышают температуру ванны также тем, что вызывают экзотермические окислительно-восстановительные реакции. В результате отмеченных явлений снижается уровень структурной и механической неоднородности в зоне сплавления перлитной стали с аустенитным швом.
При ручной дуговой сварке положительные результаты получают в противоположном варианте, т.е. при снижении температуры сварочной ванны, что зависит от температуры плавления электрода. Снижения температуры плавления электрода достигают увеличением содержания никеля и марганца. Применение таких электродов является наиболее радикальным мероприятием и при сварке под флюсом, одновременно уменьшающем ширину кристаллизационных и диффузионных прослоек (рис. 2).
При сварке под флюсом перемешивание ванны также может быть усилено увеличением силы тока, напряжения или скорости сварки. Однако рост этих параметров приводит к неблагоприятному изменению схемы кристаллизации (увеличению угла срастания кристаллитов), что увеличивает риск образования горячих трещин. Скорость сварки, как правило, не должна превышать 25 м/ч. Интенсивному электромагнитному перемешиванию ванны препятствует наличие шунтирования магнитного поля перлитной сталью, а также нарушение шлаковой защиты. В этом процессе весьма эффективен ввод внутренних стоков тепла в виде охлаждающей присадки (рис. 3), также снижающей температуру ванны.
Табл. 2 Выбор композиции наплавленного металла и термообработки для сварки перлитных и бейнитных сталей с аустенитными сталями и сплавами
Группа свариваемых сталей (см. табл. 1)
Композиция наплавленного металла
Предельная температура эксплуатации, °С
Термическая обработка
VI – VIII + XI – XIII
При формировании следующего слоя 2 со стороны перлитной стали в нем участвует основной металл (т. П), и корневой шов (отрезок а - в), образуя ванну состава т. Д, а также входящий в нее электрод (т. В), что в сумме создает металл слоя со структурой в - г, соответственно долей их участия. Аналогично слой 3 со стороны аустенита характеризуется отрезком е - д.
Большой запас аустенитности металла шва позволяет предотвратить образование малопластичных участков с мартенситной или карбидной структурой в корневых швах и слоях, примыкающих к перлитной стали в условиях неизбежного колебания долей их участия. Однако для этого варианта технологии будет характерна высокая склонность к возникновению горячих трещин в однофазном аустенитном металле шва, образующихся по границам зерен, сформированных в результате миграции. Для их предотвращения в швах со стабильно аустенитной структурой наплавленный металл легируют элементами, снижающими диффузионные процессы при высоких температурах, применяют электроды типа Х15Н25АМ6, содержащие 6 % Мо и 0,2 . 0,3 % N. Они препятствуют развитию высокотемпературной ползучести и межзеренного проскальзывания в твердом металле при сварке, повышая при этом пластичность в температурном интервале хрупкости и тем самым предотвращают образование горячих трещин. Более сложный вариант технологии необходим при сварке жестких узлов из аустенитной и среднеуглеродистой стали мартенситного класса, когда в корневых слоях из-за увеличения до 0,5 доли участия основного металла возможно образование горячих трещин, а в верхних слоях - холодных трещин типа "отрыв" и "откол". В этом случае корневые слои выполняют электродами, содержащими до 60 % Ni и 15 % Мо.
Указанные электродные материалы с однофазной аустенитной структурой шва применяют и при сварке перлитных сталей с термоупрочняемыми жаропрочными аустенитными сталями и никелевыми сплавами.
В большинстве таких случаев при сварке перлитных и термически неупрочняемых аустенитных сталей группы IX применяют другой - аустенитно-ферритный электрод, образующий в наплавленном металле 10 . 12 % ферритной фазы и допускающий долю участия перлитной стали в металле шва до 30 %. При смешивании материала электрода и расплава в том же соотношении будет получен шов, содержащий 4 . 6 % дельта-феррита, что исключает образование горячих трещин, но несколько увеличивает толщину кристаллизационной прослойки.
Такой вариант технологии допустим при сварке аустенитных сталей с перлитными (группы II - III), содержащими активные карбидообразователи для ограничения диффузии углерода, либо содержащих весьма малое количество углерода путем его частичной замены азотом.
Для сварных узлов, эксплуатирующихся при высоких температурах, необходимо применение высоконикелевых электродов типа ХН60М15. Швы, выполненные такими электродами хорошо работают в условиях теплосмен из-за равенства коэффициента линейного расширения с перлитной сталью (см. табл. 10.2). Этими электродами заваривают дефекты литья сталей групп IV и V без последующей термообработки.
При недостаточности или неприемлемости указанных технологических вариантов прибегают к сварке через проставки или к предварительной, в том числе комбинированной (см. рис. 10.9) наплавке кромки перлитной стали аустенитным металлом, с последующей сваркой таких заготовок аустенитно-ферритными сварочными материалами с регламентированным количеством ?-Fe (2 . 6 %).
При сварке кислотостойких и жаропрочных высокохромистых ферритных сталей (гр. VIII) с аустенитными (гр. XI . XIII) принципиально возможно применение как аустенитных, аустенитно-ферритных, так и высокохромистых электродов, поскольку при перемешивании в ванне указанных сталей с электродным металлом при доле его участия до 40 % металл шва сохраняет такую же структуру, как и у наплавленного указанными электродами. При этом с повышением температуры эксплуатации выше 500 °С предпочтительны высокохромистые электроды. При эксплуатации в условиях термоциклирования необходимо сваривать указанные сочетания сталей аустенитными электродами на никелевой основе, поскольку их коэффициент линейного расширения близок с высокохромистой сталью. Для удовлетворения требований жаростойкости шва следует применять электроды с высоким содержанием хрома (25 . 27 %) и никеля (12 . 14 %), что позволяет их эксплуатировать при 1000 °С.
При неагрессивных рабочих средах соединения указанных сталей, подвергаемые термообработке, могут быть выполнены электродами типа Э-08Х15Н25АМ6, которые допускают значительное перемешивание с основным металлом без образования горячих трещин. Если термообработка невозможна, рекомендуется облицовка кромок закаливающихся сталей электродами на никелевой основе.
Третий вариант технологии предусматривает предварительную наплавку на перлитную закаливающуюся сталь аустенитного слоя, при которой производится предварительный или сопутствующий подогрев, обеспечивающий необходимую скорость охлаждения, с последующим отпуском для устранения закалки. После этого детали из перлитной стали с наплавленными кромками сваривают с аустенитной сталью на режимах, оптимальных для последней.
Во всех случаях сварки разнородных сталей важным параметром процесса является уровень содержания водорода в шве, зависящий от длины дуги и температуры прокалки электродов. Водород вызывает пористость швов и способствует развитию зародышей всех указанных выше типов холодных трещин в закаленных зонах. Поэтому необходимо применять низководородистые электроды с основным покрытием и флюсы на фтористо-кальциевой основе.
Другое сочетание сталей разнородных структурных классов в сварных конструкциях - сварка перлитных и высокохромистых сталей. При сварке перлитных сталей с 12 %-ными хромистыми сталями необходимо предотвратить образование мартенсита и холодных трещин, а также развития диффузионных прослоек при отпуске и высокотемпературной эксплуатации. При выборе сварочных материалов следует исключить образование хрупких переходных участков в зонах перемешивания сталей. Для обеспечения наибольшей пластичности шва применяют сварочные материалы перлитного класса (табл. 3). В этом случае в переходных участках со стороны высоколегированной стали, содержащих до 5 % хрома, сохраняется высокая пластичность, вязкость, а также длительная прочность соединения в целом. Для снижения размеров диффузионных прослоек перлитный наплавленный металл должен легироваться определенным количеством более активных, чем хром, карбидообразующих элементов.
Табл. 3 Выбор композиции наплавленного металла и термообработки для сварки перлитных сталей с мартенситными, ферритными и аустенитно-ферритными
Сварка стали 20: правила осуществления и возможные нюансы используемых технологий сварочных процессов

Ключевые требования, которые предъявляются к физико-химическим свойствам стали 20, содержатся в ГОСТ 1050-2013. В рамках существующих регламентирующих документов также содержится указание на то, в каком виде должна поставляться данная сталь с завода – в виде полуфабрикатов (рулонами, листами) либо в виде готовых изделий (уголков, швеллеров, труб, прутков и иных, доступных для завода-изготовителя при соблюдении технологических процессов).
ГОСТ 1050-2013 «Металлопродукция из нелегированных конструкционных качественных и специальных сталей» введен в действие 1 января 2015 года и призван осуществлять межгосударственное регулирование процессов изготовления металлической продукции, изготовленной способами горячего проката, ковки, калибровки, а также для продукции со специальной разделкой поверхностей, которая будет использоваться в различных отраслях промышленности.
Какими электродами варить нержавейку на переменном и постоянном токе

Для сварки коррозионностойких сталей на переменном токе в большей степени используются электроды содержащий в своей обмазке рутил. Это могут быть электроды чисто с рутиловым покрытием, рутилово-целлюлозным, рутилово-карбонатным и прочими. Рутил которые входят в состав обмазки обеспечивает легкое зажигание и стабильное горение сварочной дуги.
При сварки на переменном токе, нет такого понятия как полярность (прямая, обратная ) которые присуще только сварки на постоянном токе.
Даже при наличии дополнительных компонентов составе обмазки, сварка на переменном токе менее качественна и имеет ряд ограничений по сравнению с постоянным током, а потому применяется реже.
Предпочтительные способы сварки
Сталь 20 предпочтительнее всего варить посредством использования электросварки. Газовая сварка по отношению к данной стали используется редко из-за повышенной опасности (наличие баллонов с горючим газом, который находится под высоким давлением).
Если говорить об использовании электросварки, то чаще всего используется:
- полуавтоматическая сварка в среде защитных газов или с использованием порошковой самозащитной проволоки;
- автоматическая сварка с использованием проволоки;
- ручная дуговая сварка с использованием штучных электродов (наиболее оптимальна для домашнего использования);
- ручная аргонодуговая сварка (наиболее оптимальное ее использование – при сварке тонких деталей).
Перечисленные выше способы являются наиболее оптимальными при условии правильного выбора присадочных материалов, а также режимов выполнения сварки.
Для сварки стали 20 также могут быть использованы способы контактной сварки, сварки трением, термитной и сварки под флюсом. Однако эти способы являются достаточно затратными, что обуславливает их применение, в первую очередь, в промышленном производстве.
Сварка нержавейки с черным металлом
Если нужно приварить нержавейку с черным металлом, то рекомендуется использовать специальные электроды:
- ОЗЛ-25Б — электроды позволяют сваривать черные металлы с нержавейкой;
- НИАТ-5 — применяются для сварки аустенитных сталей;
- ЦТ-28 — используются для сварки черных металлов и нержавейки, в которой содержится большой процент никеля.

Если по каким-то причинам узнать точный состав нержавеющей стали нет возможности, то можно использовать для сварки такие электроды, как ОЗЛ-З12.
Необходимое оборудование
То, какое именно оборудование будет использоваться, зависит от выбранной технологии сварки.
Для газовой сварки потребуются:
- баллоны с горючим газом;
- комплекты шлангов для подачи газов в газовую горелку;
- редукторы;
- газовая горелка;
- присадка (проволока);
- сварочный молоток;
- щетка для зачистки сварных соединений;
- резервуар с водой для охлаждения газовой горелки.
Если речь идет об электрической сварке, то здесь перечень оборудования также будет варьироваться в зависимости от того, какой технологией будет пользоваться сварщик, однако, общий перечень является стандартным:
- источник сварочного тока;
- комплект кабелей для направления тока к месту сварки;
- комплект шлангов (рукавов) для подачи защитного газа (в случае использования данного способа);
- механизм для подачи сварочной проволоки (если используется данная технология);
- присадки (электроды или сварочная проволока, подобранные в соответствии с выбранной технологией, а также в соответствии с физико-химическими параметрами свариваемой стали).
Также потребуются средства для очистки сварного шва от шлаков, образуемых в процессе сварки (молоток, щетка и при необходимости химические средства очистки).
Также при осуществлении сварки потребуется использование защитного оборудования для сварщика:
- костюм из плотной ткани, прошедшей пропитку огнезащитными составами;
- сварочная маска с затемненным стеклом или очки;
- перчатки (краги).
Если выполняются работы высотного типа, то потребуется также и специальный пояс для выполнения высотных работ.
Вне зависимости от того, идет ли речь об электросварке либо о газовой сварке, потребуется подготовить также приспособления для фиксации деталей. В промышленных условиях используются специальные центраторы, кондукторы и станины. В домашних условиях это могут быть тиски, струбцины, сварочные магниты.
Фиксация всех деталей осуществляется на сварочном столе, что позволит минимизировать риск смещения деталей при выполнении сварочных швов.
Электроды по нержавейки для переменного тока

Рассмотрим несколько основных марок применяемые для сварки по нержавейке на переменном токе. Их также можно использовать и для сварки на постоянном токе.
ЦТ 50

Эта марка применяется для сварки нержавейки, крайне распространённой и в промышленности, и в быту 08х18н10т, 12Х18Н10Т, 12Х18Н9Т и прочие. Они используются, когда нет особых требований к коррозионной стойкости соединения. Выпускаются диаметрами от 3 мм до 5 мм. Покрытие у них — рутилово-основное. Ими выполняется работа как правило на переменном токе, но можно и на постоянном с обратной полярностью, во всех пространственных положениях за исключением вертикального положения сверху вниз.
ОЗЛ 14

Эти электроды так же как и их предшественники используются по нержавеющей стали аустенитного класса (все по тем же 12Х18Н10Т, 12Х18Н9). Также они рассчитаны на условия, которых не требуется жёстких параметров по межкристаллитной коррозии. Сварка имя возможного всех пространственных положениях, на переменам / постоянном токе. Выпускаются они диаметром 3 и 4 миллиметра. Покрытие у них рутиловое.
Важно — при использовании электродов с рутилом покрытием возможна сильная зашлаковка сварочного шва. Это на заметку начинающим сварщикам так как очень сложно отличить сварочной ванне расплавленный металл от шлака.
ОЗЛ-310
Эти электроды используются для сварки и наплавки жаропрочных хрома никелевых сплавов также высоколегированные стали Х45Х25Н20С2 и сварка жаростойких ферритно-перлитных сталей. Покрытия— рутил— карбонатное. Диаметрами они выпускаются 3— 4 миллиметра и применяются для сварки на переменном токе (можно использовать на постоянным). Они обладают отличными сварочными и технологическими свойствами потому как содержит 20-22 процента никеля. Варить можно во всех пространственных положениях за исключением вертикального сверху вниз.
Полезная статья — Как правильно выбрать сварочный кабель для инверторного аппарата и не потерять деньги.
Как и в любом другом виде сварки, вся технология делится на три этапа – подготовительный, этап сварки и завершающий. Если сварочное соединение осуществляется в несколько проходов, то вся технология повторяется циклично.
Подготовительный этап
На подготовительном этапе необходимо:
- разметить детали и разрезать их посредством использования специального инструмента (в домашних условиях – болгаркой, в промышленных – плазменная, лазерная резка, резка с использованием механических ножниц и т. д.);
- зачистить края деталей, которые подлежат сварке, от окалин, заусенцев и возможных окислов;
- обезжирить с помощью специальных химических составов;
- в случае наличия влаги прогреть края деталей с помощью газовой горелки или паяльной лампы с целью исключения попадания влаги в сварочный шов.
Основные работы
На основном этапе производится непосредственно сварка деталей:
- подключение источника сварочного тока и выбор режимов: зависят от толщины деталей, выбранной технологии, опыта сварщика;
- предварительный подогрев (за исключением случаев выпаривания влаги) не требуется для стали 20;
- сначала необходимо установить прихваточные швы, размеры и количество которых устанавливается в зависимости от толщины металла на деталях, а также в зависимости от размера самих деталей;
- после этого осуществляется проварка всего контура деталей.
Завершающий этап
Завершающий этап предусматривает обязательную очистку шва от образовавшегося шлака. Сначала весь шлак отбивается с помощью сварочного молотка, а затем происходит зачистка от окалин, наплывов металла, брызг. Это действие может быть осуществлено с помощью специальной жесткой щетки (если количество таких образований небольшое и может быть устранено без серьезных затруднений) либо с помощью болгарки или угловой шлифовальной машинки (если количество образований велико, либо их размеры не позволяют обойтись без специального оборудования). После такой зачистки все швы необходимо осмотреть на факт наличия непроваров либо дефектов (в промышленных условиях возможно использование специального «рентген-просвета», в домашних – визуальный контроль).
В случае выявления существенных дефектов потребуется либо осуществить повторную сварку, либо полностью вырезать соединение и провести его повторную обработку.
Зачистка проводится и в случае многоэтапного формирования сварного шва, если такое действие предусмотрено технологией.
Маркировка и типы электродов
Наиболее распространённые электроды по свариванию нержавейки имеют следующие маркировки:
Остальные марки электродов для сварки деталей из нержавейки менее популярны по причине узости применения, высокой стоимости или технических параметров.

Маркированные электроды для сварки нержавейки
ЦЛ-11 – электроды для сварки хромоникелевой нержавейки при +4500С. Преимущества сварных швов:
- несклонность к кристаллизационным коррозионным процессам;
- однородность наплавляемого слоя;
- в процессе сваривания не образуются брызги расплавленного металла.
ОЗЛ-6 – электроды, применяемые для сварки нержавеющей стали, которую предполагается эксплуатировать в условиях повышенных температур до +10000С. Преимущества идентичны ЦЛ-11.
НЖ-13 – марка электродов по свариванию нержавейки, применяемой в пищевой промышленности, сплавов на основе никеля, хрома, молибдена. Используются для формирования швов, которые предполагается эксплуатировать при температуре окружающей среды до +3500С.
Другие марки
Существуют также и другие маркировки электродов по нержавейке, которые также позволяют получать надёжные швы:
- ЗИО-8 используются для соединения жаростойких нержавеющих сталей. Выпускаются со стандартной по составу обмазкой, позволяющей проводить работы на постоянном или переменном токе.
- НИИ-48Г имеют универсальное применение, можно сваривать стали низколегированного класса. Расположение относительно поверхности допускается любое удобное.
- ОЛЗ-17У применяют для сталей, которые предполагается эксплуатировать в химически активных средах.
- ЭА для сваривания конструкционных элементов из стальных сплавов высоколегированных марок. Рекомендуется применять при короткодуговой сварке.
- ОК 63.30 – электроды для сварки нержавейки любой марки.
Для сохранения коррозионностойких свойств нужно использовать способ холодной сварки. Он позволяет предотвратить образование карбидов на основе хрома или железа.
Как подобрать диаметр электрода в зависимости от толщины металла

При выборе следует учитывать зависимость диаметра электрода от толщины свариваемого металла изделий и элементов. Чем толще последний — тем, соответственно, больше и толщина стержня электрода. Так,
- при толщине свариваемых элементов в 1,5-2,5 мм толщина электрода будет составлять 2-2,5 мм;
- при толщине в 3 мм — соответственно 2,5-3 мм;
- при 4-5 мм — 3-4 мм;
- при 6-10 мм — 4-5 мм.
Допустимые значения сварочного тока также варьируются в зависимости от диаметра расходника (об этом — ниже). При повышенных значениях тока (всегда указываются на упаковке) и превышении рекомендуемых показателей диаметра существуют риски образования в металле шва пор. Следует также сказать о том, что если толщина изделий не более 1,5 мм, ручная дуговая сварка обычно не используется.
Как правильно выбрать электроды для сварки
Речь в статье пойдет о покрытых электродах, используемых для ручной электродуговой сварки. Параметры выбора электродов достаточно многочисленны, назовем основные:
- выбор металлов, сплавов (стали, сплавы, разновидности чугуна и т. д.).
- типы обслуживаемой конструкции или оборудования;
- тип работ, который зависит от конструкции (массивные, толстостенные, тонкостенные, тавровые и т. д.);
- род используемого для сварки тока;
- наличие опыта у сварщика;
- собственно, качество самого электрода.
Основываясь на этих параметрах, рассмотрим вопрос о том, как сделать оптимальный выбор.

Возникающие трудности при сварке
Представляя собой композиции, выполняемые на базе железа, жаропрочные стали, и сплавы отличаются большим количеством легирующих элементов. По общему объему такие добавки могут составлять предел 65%. Чтобы сварка жаропрочной нержавеющей стали была проведена на самом высоком уровне, необходимо знать особые нюансы о работе с этим сплавом. Под жаропрочностью понимают устойчивость нержавейки к процессам разрушения, проходящим под высокой температурой воздействия. Но это свойство зависит не только от выбранного режима температур, а и от временных факторов. При разрушениях особо прочного металла или сплава, когда наблюдается длительное высокотемпературное нагружение – это характеризуется диффузионной природой, где развивается дислокационная ползучесть. В целях предотвратить ползучесть и обеспечить требуемый уровень жаропрочности нержавейки, принято использовать несколько способов.
Среди основных способов, предотвращающих ползучесть, увеличивающих жаропрочность железных сплавов, различают:
- Формирование дисперсных термостойких барьеров. Такие включения предотвратят скольжение дислокаций и их переползание на свободные места. В работе используют как интерметаллиды, так и карбиды. Жаропрочные стали принято различать на подкатегории – гетерогенные и гомогенные, что не подвержены термическому упрочнению, а также на упрочняемые в процессе термообработки.
- Подвижность вакансий, где проводят легирование, повышая технические характеристики γ-твердого раствора при помощи вольфрама, молибдена или других элементов.
Жаропрочные и жаростойкие сплавы из разряда жаростойкой нержавейки и аустенитной стали, не подвержены преобразованиям как при нагревании, так и при охлаждении.
Для упрочнения аустенитных сталей термическая обработка неприменима!
Жаростойкость и повышенную антикоррозионную стойкость таким сплавам обеспечивает хром. Благодаря наличию никеля, стабилизируется вся структура, увеличиваются показатели жаропрочности, технологичности и пластичности. Это способствует широкому применению аустенитной стали, используемой как универсальный конструкционный материал.
Отличаясь повышенной устойчивостью к коррозии, выделяясь жаро- и хладостойкостью, аустенитные сплавы применяют для сварки не только в условиях высоких и низких температур, но и при надежном монтаже в агрессивной среде.

Общие принципы выбора электродов
Выбор сварочных электродов необходимо производить по материалу детали (основной материал из которого изготовлены детали). Самый простой способ — это забить в интернете (но лучше конечно смотреть в ГОСТе или марочнике сталей) механические характеристики нужного нам материала. Нас интересуют такие характеристики как предел текучести — σт и временное сопротивление σв.
Получаем значения и идем снов в интернет, гост или каталог электродов и сравниваем значения. Значения основного металла должны быть равны или немного меньше значением для электродов. Ну и конечно, как уже говорилось состав металла в электродах должен соответствовать или быть близким основному металлу.
Читайте также: