Сварка стальных колесных дисков
Обновлено: 20.09.2024
Колесные диски автомобиля подвергаются повышенным нагрузкам. Среди них: удержание массы авто от 700 до 2500 кг, работа на высокой скорости, удары о выступающие препятствия (бордюр, камни, ветки), удары от попадания в ямы. В результате металл деформируется, трескается и даже отваливаются бортики в конструкции. Рассмотрим как происходит ремонт дисков сваркой, какие применяются способы, оборудование и материалы.
TIG сварка литых дисков: особенности, оборудование и материалы
Литые диски изготавливают путем литья расплавленного металла в подготовленные матрицы, от чего изделие и получило такое название. Еще они считаются легкосплавными, поскольку отливаются из алюминия и дополнительных добавок, обладающих меньшим весом, чем углеродистая сталь. Алюминий имеет на поверхности тугоплавкую пленку с температурой плавления более 2000º С, хотя сам металл становится жидким при 660.3º С. Это затрудняет сваривание обычным покрытым электродом — пока пленка не расплавлена, отсутствует надлежащее перемешивание присадочного и основного металлов. После расплавления оксида начинаются прожоги.

Ввиду этих трудностей, сварка литых дисков аргоном на переменном токе AC является самым распространенным способом для ремонта и восстановления изделий из алюминия и его сплавов. Применяется неплавящийся вольфрамовый электрод для возбуждения электрической дуги, горящей в среде аргона. Газ защищает сварочную ванну от вмешательства внешней среды. Второй рукой сварщик подает присадочную проволоку, используемую для:
- заполнения трещины/разреза;
- увеличения толщины металла;
- наращивания сточенных бортиков и пр.
TIG сварка алюминиевых дисков на переменном токе эффективно разрушает оксидную пленку и не дает вольфрамовому электроду перегреваться. Здесь используется электрический способ удаления оксида. Когда на горелке плюс, электроны вырываются с поверхности алюминия, разрывая тугоплавкую пленку. Когда полярность меняется и на электроде образуется минус, диск лучше разогревается, а сам электрод в это время остывает. Переменный ток разрешает вести сварку легкосплавных дисков на повышенной силе тока без перегрева.
Аргонная сварка дисков выполняется инверторами TIG с возможностью выбора тока AC/DC. Понадобится мощный аппарат с силой тока от 250 А и водяным охлаждением горелки. Вот ТОП-5 лучших сварочных инверторов, которые подойдут для ремонта литых дисков:
- — бюджетный сварочный аппарат на 250 А с постоянным и переменным током, у которого есть высоковольтный бесконтактный поджиг и импульсный режим, защищающий от прожогов. — аппарат с русифицированной панелью управления, силой тока 315 А, высокочастотным поджигом и регулировкой баланса переменного тока. Опционально доступно подключение педали для дистанционного управления. — промышленная версия, с которой сварка дисков аргоном доступна без перерывов по 6-8 часов за счет максимальной силы тока 400 А и блока жидкостного охлаждения Cool 70. — максимально мощный аппарат для аргоновой сварки дисков с силой тока 500 А. В нем настраивается каждая стадия сварочного процесса с момента поджига дуги, нарастания сварочного тока, регулировки импульса и заканчивая заваркой кратера и постпродувкой газом. — аппарат для сварки литых дисков с двойным импульсом Double Pulse, комбинацией постоянного и переменного тока MIX TIG, выбором формы кривых переменного тока Optima AC, приносящем частичку магии в процесс.
Для качественной заварки трещин с предварительной разделкой кромок и наращиванием бортиков потребуется присадочный пруток. Оптимальными вариантами будут ESAB OK Tigrod 5356 с диаметром от 2.0 до 3.2 мм или ESAB OK Tigrod 4043. Последний рассчитана даже на сварку блоков ДВС.
Остальные способы сварки легкосплавных дисков возможны лишь в теории, а на практике шов будет очень плохого качества и не выдержит длительной эксплуатации при высоких нагрузках, оказываемых на колеса. Но для штампованных стальных дисков эти методы подойдут, поэтому мы их коротко рассмотрим.
MIG сварка штампованных дисков: особенности, оборудование и материалы
MIG сварка дисков авто выполняется полуавтоматом в среде смеси аргона с углекислым газом. Шов ведется горелкой, из которой подается проволока, служащая электродом. Это позволяет быстро заполнять трещины или наплавлять борта диска. После сварки требуется обработка на токарном станке. Оптимальными для такой работы будут следующие сварочные аппараты:
- — простой, но надежный полуавтомат с силой тока 200 А, стабильной сварочной дугой и легким поджигом благодаря напряжению холостого хода 60 В. — полуавтомат с регулировкой индуктивности, возможностью дожигания сварочной проволоки и стабильной работой от сети с пониженным напряжением от 160 В. — профессиональная версия с цифровым дисплеем, которая весит всего 13 кг. Оптимален для работы в полевых условиях, поскольку выдает максимальные 200 А от генератора 3.5 кВт.
- сколы;
- искривление обода;
- смещение относительно оси;
- отсутствие некоторых частей;
- разломы;
- трещины;
- царапины;
- задиры;
- повреждение поверхности.
- Сварочный аппарат, обладающий функцией сварки переменным током. Преимуществом обладают инверторы.
- Присадочные прутки.
- Горелка.
- Вольфрамовые электроды.
- Баллон с аргоном.
- Выпрямитель.
- Трансформатор.
- Осциллятор.
Для заправки в полуавтомат рекомендуем проволоку ESAB OK Aristorod 12.63. У нее покрытие ASC и она подходит для сварки как в среде чистой углекислоты, так и смеси с аргоном. Дуга горит стабильно, разбрызгивание металла минимально, швы хорошие. Более бюджетным вариантом для сварки штампованных дисков будет ESAB Св-08Г2С d0,8.
MMA сварка штампованных дисков: особенности, оборудование и материалы
MMA сварка штампованных автомобильных дисков выполняется при помощи инвертора и покрытых электродов. Дуга горит между металлическим стержнем и изделием, а плавящаяся обмазка электрода защищает сварочную ванну от внешних газов. Метод самый доступный по цене (оборудование недорогое, расходные материалы дешевые), но проигрывает MIG по скорости и качеству. Подойдет для периодической сварки трещин дисков, где не требуется значительная наплавка высоты.

Вот лучшие инверторы, на которые стоит обратить внимание:
- — простой и доступный по цене инвертор с силой тока 180 А. Есть защитная функция VRD, снижающая холостой ход. — еще одна бюджетная модель с рабочим током до 200 А, горячим стартом, защитой от прилипания. На эту серию производитель выдает гарантию 5 лет. — профессиональный инвертор с силой тока 250 А и ПВ100%. Оптимален для постоянной эксплуатации в автомобильной мастерской. Весит всего 13 кг, поэтому с ним легко перемещаться по ангару.
В качестве расходных материалов рекомендуем электроды ESAB OK 46.00 с отличным повторным поджигом или ESAB СВЭЛ УОНИИ-13/55, разработанные специально для ответственных конструкций.
При ремонте колесных дисков важен качественный провар, поскольку на элементы оказывается высокая нагрузка. Для легкосплавных литых алюминиевых дисков оптимальна аргоновая сварка при помощи инверторов TIG. Штампованные модели отлично варятся полуавтоматами и инверторами для ММА. Все вышеперечисленное оборудование и расходные материалы имеются у нас в наличие. Для получения расширенной консультации обратитесь к нашим специалистам.
Ремонт и восстановление колесных дисков: прокатка, сварка, покраска и полировка

Ямы, лежачие полицейские и противоголедные реагенты на отечественных дорогах беспощадны к колесным дискам вне зависимости от марки и модели автомобиля. Спектр повреждений достаточно широк: от царапин и мелких сколов как последствий «бордюрной болезни» до серьезной деформации, глубоких трещин и утраты целых фрагментов. Как происходит процедура восстановления диска? В каких случаях диски можно восстановить, а когда лучше отказаться от ремонта и найти диску замену (даже если это стоит недешево)? Где лучше делать эту процедуру и какие гарантии дают мастера?
Восстановлению подлежит!

В случае если повреждения дисков носят косметический характер, устранить их не очень сложно. Неглубокие царапины можно заполировать, мелкие задиры на ободе подвергнуть шлифовке, также при необходимости диск можно полностью перекрасить.
Сложнее дело обстоит с деформациями — здесь многое зависит от степени повреждения диска. Достаточно часто проблему можно решить прокаткой на специальном станке, но окончательный вердикт может вынести только опытный специалист. Наиболее спорный способ восстановления дисков – это сварка, и здесь теория и практика сильно расходятся.
«Варить нельзя выбросить»

В стане противников такого подхода к ремонту Ассоциация европейских производителей колесных дисков (EUWA). Так, в пункте 5 принятого ей стандарта ES 1.02 указано, что «категорически запрещено и незаконно ремонтировать обода, центральные части и другие элементы дисков при помощи сварки». Это связано с тем, что локальный нагрев приводит к изменению молекулярной структуры металла и накоплению остаточных деформаций.
Эксперты отмечают, что восстановленный диск теряет присущие ему прочностные характеристики, а значит, и гарантию производителя. Между тем, услуги по сварке колесных дисков предлагают множество компаний – от специализированных центров до мелких шиномонтажных мастерских. Высокий спрос на это объяснить легко: часто цена одного нового диска в 5-10 раз выше стоимости ремонта, а многие штатные легкосплавные диски продаются только комплектом.
Для ремонта используется аргонно-дуговая сварка, при этом края свариваемых трещин требуют тщательной подготовки, включающей в себя механическую обработку, удаление тугоплавкой оксидной пленки и обезжиривание. При несоблюдении технологии возможно появление «горячих трещин» в сварном шве, разрушение кромок и коробление диска.
Кроме того, не каждая марка алюминиевого сплава подвержена сварке, а узнать точный состав «коктейля», из которого изготовлен диск, нелегко даже в лабораторных условиях. Именно поэтому присадочная проволока часто подбирается методом проб и ошибок.
При таких ограничениях успех практически полностью зависит от опыта и знаний сварщика, а также применяемого оборудования. Не меньшее значение имеют масштабы повреждений. Некоторые мастера обещают «сотворить чудо» – сварить легкосплавный диск, разбитый на 2-3 фрагмента, однако большинство отказывает в ремонте при наличии критических повреждений. К таковым специалисты обычно относят трещины в зоне крепления диска к ступице и лопнувшие спицы. Эти элементы испытывают точечные переменные нагрузки, под воздействием которых сварной шов может легко разрушиться. Также не рекомендуют приваривать утраченные фрагменты обода. А вот наплавка его краев с последующей шлифовкой и полировкой для восстановления геометрии считается вполне допустимой. Часто мастера дают гарантию качества сварного шва на срок до 1 года.
Борьба с деформацией
Если диск деформирован, но трещины отсутствуют, шансы на успешный ремонт оценивают выше. В случае с относительно небольшими вмятинами чаще всего осуществляют правку на специальном оборудовании. Диск зажимается во вращающемся патроне и постепенно вытягивается гидравлическим цилиндром под контролем мастера.
В отличие от классической прокатки стальных штампованных дисков правка осуществляется без нагрева. Но только при наличии станка, который, к слову, стоит отнюдь не дешево. При отсутствии нужного оборудования диск часто нагревают паяльной лампой, после чего рихтуют кувалдой. В результате визуально геометрия будет восстановлена, но осевое и радиальное биение устранить не получится.
Восстановить сильно деформированный обод методом «холодной» рихтовки на станке гораздо сложнее из-за высокой вероятности появления трещин: металл может просто не выдержать нагрузки. Распространенным решением, является правка с локальным нагревом, возможные последствия которого были рассмотрены выше.
Покраска и полировка

Для устранения царапин, рисок и небольших зазубрин на кромке обода используют полировку. Ее можно выполнить самостоятельно: для этого потребуется наждачная бумага с зерном 200P/400P/600P и несколько часов свободного времени. Добиться зеркального блеска помогут мелкоабразивные полироли, которые легко найти в магазинах автокосметики.
Для покраски дисков специалисты рекомендуют использовать порошковые краски. Причина в том, что они отличаются высокой стойкостью к агрессивным средам (например, реагентам) и механическим воздействиям, а также долговечностью. В гаражных условиях работать с порошковой краской невозможно, как минимум из-за отсутствия сушильной печи, а другие виды покрытий, как показывает практика, на дисках держатся недолго.
Кроме того, покраске дисков в мастерской предшествует тщательная подготовка – пескоструйная обработка для удаления старого ЛКП и обезжиривание. Только тщательное соблюдение технологии покраски гарантирует стойкость покрытия.
Сложный выбор

Обсуждая ремонтопригодность легкосплавных дисков, мастера чаще всего уточняют, что их восстановление не всегда целесообразно. При серьезных повреждениях, устранение которых требует нагрева или сварки, диск бывает проще заменить, тем более, если стоимость ремонта сопоставима с покупкой нового. В оценке повреждений поможет специалист, но окончательный выбор все равно остается за автовладельцем. При этом не стоит забывать, что, выполняя «любой каприз за ваши деньги», не каждый мастер будет озабочен вашей безопасностью.
FAQ по результатам статьи о сварке дисков.

Второй момент, который я не учел, это «то что в голове – не всегда на языке». Часто бывает, что некоторые вещи просто не упоминаются в силу того, что подразумеваются само собой разумеющиеся, и стиль научной рецензируемой статьи сильно отличается от «науч-поп» статьи. Я думаю, что многие хоть раз замечали подобную особенность за любым специалистом в какой угодно области.
В качестве очень-очень-очень грубого примера — реальная история с моим знакомым, который купил году в 2008 году (вроде)тойоту (кажется)целика (какое-то модное купе или кабриолет) и спустя месяц у него заклинило двигатель на трассе – мотор был сухой, масла не было – а он то и не знал, что моторы могут есть масло (божественная надёжная тойота) и его проверять надо, хотя казалось бы – очевидная вещь. Пример посложнее это неумение многих отличать скажем металл от стали или железа, но активно оперировать этими понятиями и вносить путаницу в дискуссию из за разного исходного восприятия понятий. А совсем узкий пример доступен из прошлой статьи на картинке ниже.
На картинке в красном квадратике находится надпись кгс. Те, кто не в теме не обращают внимание на буковку С и с легкостью трактуют это как давление, мол де – автор лошара, даже циферки переводить не умеет. На самом деле кгС это килограммСИЛ, она же kgf и она же кГ. Устаревшая система единиц, однако многие старые справочники до сих пор ей изобилуют. Поскольку никакой редактуры у меня нет, я всё пишу в одиночку, а статья по сварке была фактически первой в "научпоп" стиле, то такие вот «неточности» конечно встречаются и вылавливать их удается только по комментариям. Затем в статью вносились (или не вносились) соответствующие правки. Так что хочется сказать спасибо всем тем, кто вежливо общался, делал замечания и задавал вопросы, ваше участие в статье неоценимо и помогает сделать ее лучше. Хочется сказать спасибо и быдло-колхозникам, не умеющим связать(сварить) пару слов без помощи фекале-излияния. Смелые эксперты:
1) Удаляли свои комментарии, когда их домыслы опровергались
2) Запрещали комментировать их ответы, когда боялись получить опровержение.
3) Не обсуждали сутевую часть статьи, а обсуждали автора и/или орфографию.
девочки, без Вас ни одна тема не обходится. Про вас Михаил Фадеев создал крайне интересное чтиво (конечно многабуков) — Как бабская логика губит ваш бизнес и отравляет вашу жизнь. Рекомендую ознакомиться.
FAQ по результатам комментариев.
О чем эта статья ?
Эта статья о сварке автомобильных дисков. Не блоков, не мостов, не рам, не панелей, не корпусов катеров. Эта — о сварке автомобильных дисков — очень маленькой области применения сварки. Не в смысле что это невозможно, а в смысле, что зачастую это опасно и не разумно.
Ну так, а как же тогда варят эти блоки/мосты/рамы/панели и используют годами
Материал всегда подбирается под условия его эксплуатации (нагрузку) и с учетом технологии изготовления. Если деталь можно сделать ковкой — её не будут отливать и варить. Её сделают из ковочного алюминия — который по природе своей имеет другие механические характеристики, за счет чего компенсируются недостатки сварки.
афтар, а у меня диски варены на заводе — что там, лохи сидят ?
1) см. выше. 2) см. конец статьи. Большой завод с СМК и гараж с вывеской "варю диски", это пропасть разницы.
Автор дурак, я точно знаю что сварка может быть прочнее, чем материал, сам же про это пишешь .
Может быть прочнее, да. Но даже там, где это возможно (а автор про это знает и написал в самом начале статьи), задумайтесь над простой вещью — если сварочный шов прочнее — почему бы весь диск бы не сделать одним сплошным сварочным швом ? Будет же лучше.
В диски закладывается большой запас прочности, от одной трещинки ничего не будет
Да ? А какой это "большой" — 10% ? 50% ? А подумайте, зачем производителю умышленно туда закладывать "большой запас" — это же лишние деньги.
Да я на своей девяточке проездил от Владика до Бреста на всех заваренных колесах, даже руль завареный был и нормально — статья бред
Под Вас давно уже придумали специальный термин — Систематическая ошибка выжившего — разновидность систематической ошибки отбора, когда по одной группе («выжившим») есть много данных, а по другой («погибшим») — практически нет, в результате чего исследователи пытаются искать общие черты среди «выживших» и упускают из вида, что не менее важная информация скрывается среди «погибших»
Народ бедный, у него просто нет денег
У народа есть деньги, просто очень хочется казаться, а не быть. Айфоны в кредит и заваренные воссены — это не от бедности, а от глупости. На рынке продаются новые дешевые стальные штамповки, но все бегут на авито за бу хламом.
Да я вот сам 146 дисков заварил и никто не жаловался, а эти ваши теории запихните обратно откуда достали …
Ну, может никто и не жалуется, потому что понимает — что бесполезно.Сломав такой "чиненый" диск, потребитель скорее всего подумает "мастер плохой, поеду искать другого" и ведь поедет. А вот если бы сварщик давал бы на свою работу гарантию. Взрослую гарантию, а не 2 недели и не 2 месяца (конечно — диск от сварки то только прочнее становится ! это же прям какое улучшение, всего за 1т.р. !). То, я уверен, гарантийщиков бы понабежало … Просто подумайте, есть же офф дилеры, которые ремонтируют свои автомобили по гарантии, но нет офф диллеров, которые ремонтировали бы по гарантии диски. Какой бизнес пропадает то. а ? Мошть не просто так всё ?
Откуда там такие температуры ?
Потрогайте капот своего автомобиля летом, часов в 12, до того как ехать по серпантину из Краснодара в Сочи. Да, это не ежедневная эксплуатация, но причиной всех крупных аварий всегда становится злополучное стечение случайных событий. Зачем повышать шансы ?
На закуску дочитавшим. Типичные комментарии с форума сварщиков.
О литьевом алюминии (местные нарекают его силумином):
Выкидываю нафиг, и посылаю … за новым изделием, тех кто приносит силумин, после случая как из расплава аж чутьли не земля попёрла.
Сдайтесь, там стоит клеймо Mg.Шов крошится как песок
Шов вроде гладкий, ломается на границе шва и изделия. место отлома зернистое как чугун.ломается легко даже усилий не надо.
Принесли поддон от Оpel, варю, а осколок с грецкий орех отламывается!
Заказали и отлили нам из АК5, попробовали вроде шов нормальный, но при проверке на герметичность стали попадать дефекты шов проускает
Кто — нибудь может поточнее расшифровать этот шильдик /на шильдике написано AlMg3 (т.е. чел даже не в курсе смысла этих букв, но зато он СВАРЩИК) — прим. автора статьи/? Как раз маркировка тех баков, которые мне нервы выматывают редко, но очень метко. Что по присадке можно сказать? Я подобрал только 5356 — самый приемлемый результат
Кто знает из какого сплава обычно делают крышку от масляного фильтра( вроде так) на мотоциклах…а то принесли, до меня уже кто-то варил, а там куча пор… начала варить а там ещё больше такая квака вышла, присадка была AlMg5…впрочем другой нету…
Почему нельзя варить диски. Подробно. v.1.3
Внимание ! В статье многабуков (автор в курсе, да, можно это не повторять в каментах). Целевая аудитория статьи — люди, которые способны воспринимать и анализировать что-то больше, чем мемасики из вконтакта.
Всем привет. До этого я уже публиковал несколько своих статей про диски. А вот тут я уже сделал попытку, на скорую руку убедить людей не заниматься опасной и бесполезной тратой своих денег.. Начал я с того что рассказал о кованных дисках, как начало, введение и основу понимания будущего. Можете продолжить потом там — там тоже есть что узнать.
К делу:
Не секрет, что в каждом гараже можно встретил адептов сварки сломанного хлама, которые с пеной у рта, убеждают неокрепшие умы простых пользователей в абсолютной безопасности и выгодности этого процесса. Ну, т.е. мол, варенный оригинал даже ЛУЧШЕ, чем новый диск — стоит дешевле, а качество тоже, идите мол, ремонтируйтесь у нас. Это всё — глупость вперемешку с элементарным невежеством. Поэтому я решил всё же закончить начатое, и ниже будет подробное и развернутое объяснение моей позиции по ремонту автомобильных дисков.
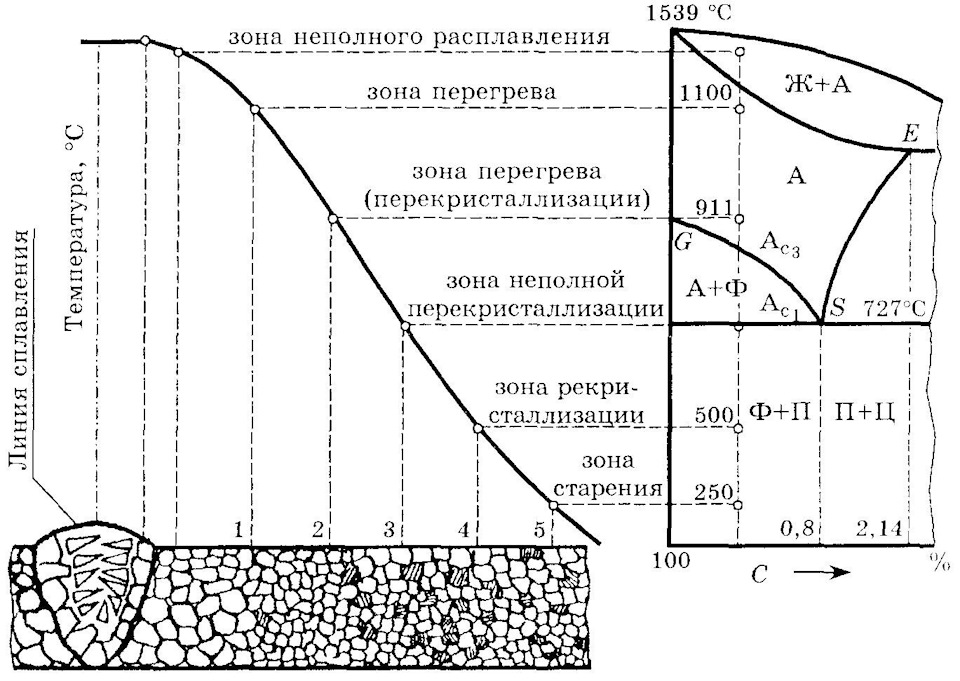
Начать, наверное, следует с небольшой исторической ссылки. Отрежем всё скучное и начнем сразу со сладкого. Расцвет сварочных технологий в мире начался во время Второй мировой войны. Именно тогда были заложены основы всех современных технологий сварки. Немаловажно, что одним из реальных, а не псевдо-лидеров в этом направлении, был СССР. Но, так было не всегда — нас заставила нужда, а до войны ситуация со сваркой была плохая. В ходе прошедшей в 1938 г. на Ижорском заводе конференции, технологи завода печально констатировали, что многие сварные конструкции поражены трещинами. Никак не удавалось качественно сварить бронелисты. В те далекие годы, сотрудникам завода пришлось хитрить и корректировать состав броневой марки стали, ухудшая ее рабочие характеристики — лишь бы улучшить ее свариваемость. То бишь, люди обдуманно пошли на ухудшение свойств конструкции для увеличения выхода годной продукции.
Спустя два года, в 1940 г. сотрудники Института электросварки АН УССР сумели уже самостоятельно воссоздать метод автоматической сварки под слоем флюса ( запатентованный в 1936 г. американской фирмой «Линде»). Однако то был процесс для рядовой стали, а для сварки брони метод не подходил, требовалось еще время … но начало было положено.
К лету 1941 года, были завершены лабораторные испытания технологического процесса сварки и оборудования для него. Новый метод продемонстрировал великолепное качество: при испытании сваренной конструкции Т-34 снарядным обстрелом — оказался разбит не шов, а броневой лист !
6 ноября 1941 г. нарком танковой промышленности В. А. Малышев, будучи в Нижнем Тагиле, подписал приказ №0204/50, содержащий предписание всем предприятиям отрасли: «В связи с необходимостью в ближайшее время значительно увеличить производство корпусов для танков и недостатком квалифицированных сварщиков на корпусных и танковых заводах, единственно надежным средством для обеспечения выполнения программ по корпусам является применение уже зарекомендовавшей себя и проверенной на ряде заводов автоматической сварки под слоем флюса по методу академика Патона.


Это была точка отсчета победы в будущей войне. От процесса, где самым главным были индивидуальные знания каждого конкретного сварщика (часто — противоречивые), сварка превратилась в конвейер. На сварочных аппаратах могли работать кто угодно, студент театрального техникума, учитель математики из сельской школы, художник. Кто угодно ! настолько процесс был автоматизирован. С этого момента сварка всё больше переставала быть "магией" в руках уникальных специалистов, опыт полученный на заводах формализовывался и систематизировался. Любой желающий мог с ним ознакомиться просто заглянув в справочник.
Почему диски алюминиевые.
Если не вдаваться в глубокий анализ, то это самый дешевый и сердитый сферический конь (материал) в вакууме. По показателям отношения прочности к плотности — высокопрочные алюминиевые сплавы значительно превосходят чугун, низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана.
Проблема сварки Al сплавов.
Проблем при сварке Al сплавов масса, большинство из них узкопрофессиональны, но я выделю только наиболее значимые и важные для вашего понимания:
• Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С. При расплавлении алюминия он перекатывается внутри этой пленки наподобие ртути.
• При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
• Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания. Что влияет и на балансировку колес (любых изделий) в целом.
• Если говорить о сварке алюминия своими руками, то ваш сплав будет неизвестной марки, к которому придется подбирать сварочный режим и адекватные дополнительные материалы. И пробовать придется прямо на вашем диске!
Общие сведения
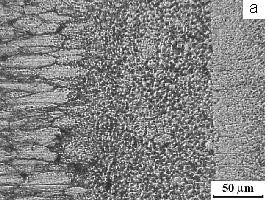
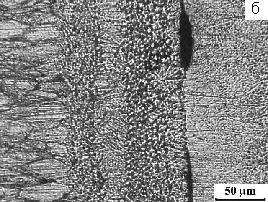
При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов могут изменяться в зависимости от состава сплава, используемого присадочного металла, способов и режимов сварки. Для всех способов сварки характерно наличие больших скоростей охлаждения и направленного отвода тепла. При кристаллизации в этих условиях в структуре металла образуется эвтектика,
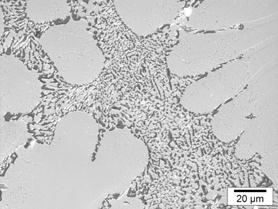
Которая снижает пластичность и прочность металла. В связи с этим, в швах возможно возникновение кристаллизационных трещин при застывании.

Свойства сварных соединений зависят также от процессов, протекающих в околошовных зонах. При сварке чистого алюминия и сплавов, неупрочняемых термической обработкой, в зоне теплового воздействия наблюдается рост зерна и некоторое их разупрочнение, вызванное снятием нагартовки (он же наклёп — упрочнение происходящее при изменении структуры и фазового состава материала в процессе пластической деформации при холодной обработке).
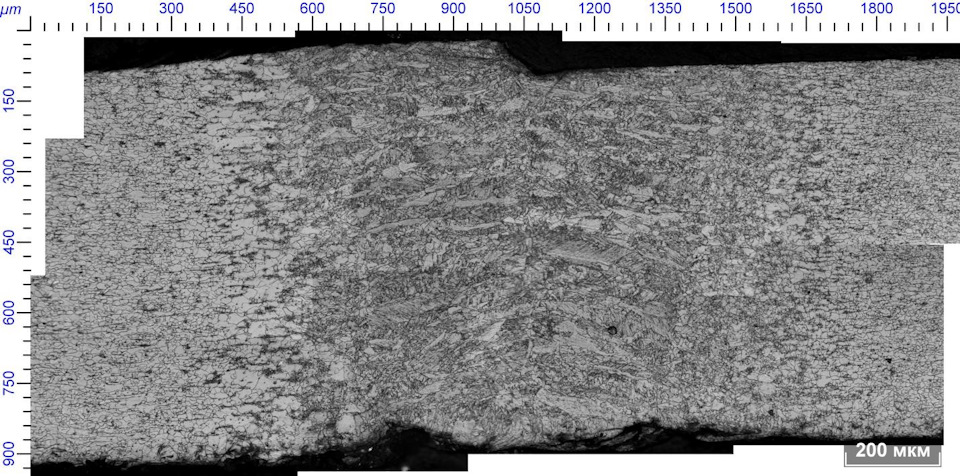
Рост зерна и разупрочнение нагартованного металла при сварке изменяется в зависимости от способа сварки, режимов и степени предшествовавшей сварке нагартовки. Свариваемость сплавов АlMg (систем алюминий-магний, большинство дисков именно такие) осложняется повышенной чувствительностью их к нагреву и склонностью к образованию пористости и вспучиванию в участках основного металла, непосредственно примыкающих к шву. Способность этих сплавов образовывать пористость в зонах термического воздействия связывается с наличием молекулярного водорода. После обработки образуются несплошности в виде каналов или коллекторов, в которых водород находится под высоким давлением.
При сварке сплавов, упрочняемых термической обработкой, в зонах около шва происходят изменения, ухудшающие свойства свариваемого металла. Однако самым опасным изменением, резко ухудшающим свойства металла и способствующим образованию трещин, является оплавление границ зерен. Появление жидких прослоек между зернами снижает механические свойства металла в нагретом состоянии и так же способствует образованию кристаллизационных трещин. Это происходит независимо от способа сварки и исходного состояния металла, в непосредственной близости от шва. Ширина этой зоны меняется в зависимости от способа и режимов сварки. Наиболее широкая зона появляется при газовой сварке и более узкая при способах сварки с жестким термическим воздействием.
Распределение эвтектики в этой зоне изменяется в зависимости от исходного состояния сплава. В сварных соединениях, полученных при сварке закаленного сплава, эвтектика располагается в виде сплошной прослойки вокруг зерен. Последующей термической обработкой не удаётся восстановить свойства металла в зоне, прилежащей к шву, что приводит к большому изменению прочности соединений и делает ненадёжными эти соединения в эксплуатации.
А места соединений всегда будут местами концентрации напряжений и очагами разрушения под нагрузкой.
Подготовка под сварку
Важным этапом на пути к результату (которым часто пренебрегают), является подготовка шва. При подготовке деталей из алюминиевых сплавов под сварку профилируют свариваемые кромки, удаляют поверхностные загрязнения и окислы. Обезжиривание и удаление поверхностных загрязнений осуществляют с помощью органических растворителей (обычны уайтспирит). Удаление поверхностной окисной пленки является наиболее ответственной операцией подготовки деталей. При этом в основном удаляют старую пленку окислов, содержащую значительное количество адсорбированной влаги.
Окисную пленку можно удалять с помощью металлических щеток. После зачистки кромки вновь обезжиривают растворителем. При этом, нельзя подготовить и отложить на завтра, продолжительность хранения деталей перед сваркой после зачистки 2—3 ч. При сварке деталей из сплавов алюминия, содержащих магний повышенной концентрации (например, сплава АМгб), перед сваркой кромки деталей и особенно их торцовые поверхности необходимо зачищать шабером. Применение при аргонодуговой сварке флюсов, наносимых на торцовые поверхности перед сваркой в виде дисперсной взвеси фторидов в спирте, также способствует уменьшению количества окисных включений в металле шва.
Соединение
При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые, выполнить которые можно любыми способами сварки. Для устранения окисных включений в металле швов применяют подкладки с канавкой или разделку кромок с обратной стороны шва, что в некоторых случаях обеспечивает удаление окисных включений из стыка в формирующую канавку или в разделку. При разделке кромок угол их раскрытия ограничивают с целью уменьшения объема наплавленного металла в соединении и как следствие — вероятности образования дефектов. Площади сечения деталей в зоне соединения делают приблизительно одинаковыми.
Присадки
Улучшение кристаллической структуры металла швов при сварке алюминия и некоторых его сплавов достигается модифицированием в процессе сварки. Поэтому при сварке используют присадки (цирконий, титан, бериллий). Введение этих элементов в небольших количествах позволяет улучшить кристаллическую структуру металла швов и снизить их склонность к трещинообразованию.
При выборе присадочного металла учитывают возможность появления в структуре металла швов различных химических соединений. При сварке сплавов алюминия, содержащих магний, с применением присадочной проволоки, содержащей кремний, в металле швов и особенно в зоне сплавления появляются иглообразные выделения Mg2Si, снижающие пластические свойства сварных соединений. Неблагоприятно влияют на свойства соединений из сплавов системы Аl—Mg ничтожно малые добавки натрия, которые могут попадать в металл шва через флюсы.
Самое интересное. Дуговая сварку в среде защитных газов ("Варю аргоном")
Самый массовый и «бытовой» вариант для сварки алюминия и его сплавов. В качестве защитного газа применяют аргон чистотой не менее 99,9% (по ГОСТ 10157-79) или смесь аргона с гелием. С вероятностью 99% вам предложат варить именно так. Если предложат варить электродами вручную, это стопроцентный win и премия Дарвина для ваших дисков. А заводские методы Вам скорее всего будут недоступны.
Основным преимуществом процесса является высокая устойчивость горения дуги. Благодаря этому процесс используется при сварке тонких листов. При ручной сварке горелку перемещают с наклоном «углом вперед». Угол наклона горелки к плоской поверхности детали около 60°. Присадочная проволока подается под возможно меньшим углом к плоской поверхности детали. При механизированной или автоматической сварке неплавящимся электродом горелка располагается под прямым углом к поверхности детали, а присадочная проволока подается таким образом, чтобы конец проволоки опирался на край сварочной ванны, скорость подачи меняется от 4—6 до 30—40 м/ч в зависимости от толщины материала.
Что мы можем получить после сварки?
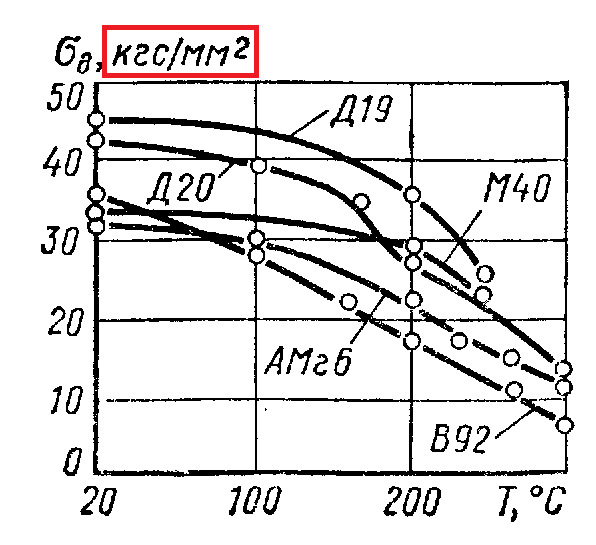
Представим, что были соблюдены все рекомендации, мастер был трезв, Луна была в зените, а Марс сошелся с юпитером. То есть, в лабораторных условиях, при соблюдении всех тонкостей процесса (автоматизация, зачистка, обезжиривание, профессионализм сварщика, 100% соответствие режима сварки – свариваемому материалу, присадки и т.д., и т.п.) предел прочности образцов, сваренных шовной сваркой, зависит от толщины металла и, например, для сплава AMг6 составляет в среднем 80% предела прочности на растяжение основного металла. Это при условии, что Ваш автомобиль в этих дисках стоит на месте и ничего не происходит. Не забывайте, что у вас уже не цельный диск, а «составной», с которым надо обходиться уже по-другому. Простой пример — наступает лето, и Вы соскучились по покатушкам. Смотрим на график ниже
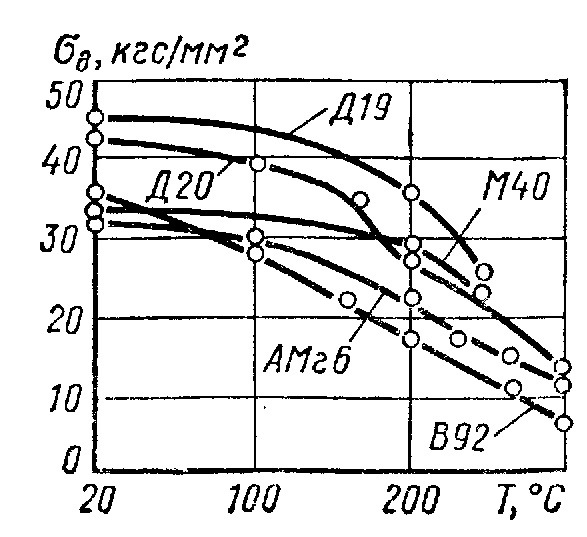
Нас интересует начальный участок кривой В92 (например, как самой показательной). Тут можно легко оценить потери прочности при нагреве всего до 100 градусов, которые легко достигнуть при активной езде летом.
Вот например видео (длительность — 1 минута)
Или вот такой вариант (длительность — 30 сек)
Вместо 343 МПа (~35 кгс/мм2) вы получите 274 МПа (~28 кгс/мм2). Потери – больше 20%! Ну, конечно, скажет пытливый читатель, а почему именно эта кривая? А вы точно знаете из какого именно сплава сделаны Ваши диски?
А у меня никогда не бывает 100 градусов ! А что, на 10% потерь вы согласитесь со спокойной душой?
В сухом остатке
Механические свойства сварных соединений из алюминиевых сплавов зависят от массы входящей информации — технологии их получения, состояния материала до сварки, обработки после сварки, всем этим, Вы не обладает в полной мере.
Важно понимать, что в сварных конструкциях, которые проектируются с учетом характеристик прочности сварных соединений в основном используют полуфабрикаты из деформируемых сплавов – у них микроструктура и хим. состав более-менее приспособлены к сварке и природная прочность материала (а также распределение нагрузок) компенсирует ослабление в местах сварки. А большинство ремонтирующихся в гаражах дисков – литые с неизвестной историей. Я глубоко сомневаюсь, что Вам делали, или обещают сделать именно хотя бы приблизительно так как описано выше (или даже лучше, по авторской методике), глубоко погружаясь именно в Вашу конкретную задачу. Скорее всего вы просто очередной клиент с деньгами…
Вспомните начало статьи, про Т-34, там люди работали с известными материалами, по известным режимам, на автоматизированном оборудовании и даже так – косячили. Думаете что-то кардинально изменилось? Думаете, что именно ваш мастер высоко квалифицирован? Человеческий фактор — это основной фактор нестабильности качества, даже на производстве где есть контроль. Как вы сможете проконтролировать результат работы и её качество — рентген ? ультразвук ? на глазок ? на слово ?
Учитывая всё вышесказанное я бы оценил прочность сварного шва в ваших дисках как 30-50% от исходной. Ну, т.е. вы покупаете новые диски и смело снимаете с них 30-50% толщины, а затем сразу, едите наваливать на трек, смотреть на результат! Неудачные наезд зимой на бордюр или на что угодно при обгоне – может быть фатален.А если у вас еще и проставки установлены … уууу.
Помните, что:
1) У вас обязательно, как бы вы ни старались произойдет изменение кристаллической структуры в области сварки и как следствие – ухудшение механических свойств. Они будут неоднородны по всему диску. Улучшит ли это ваш диск ?
2) Место сварки потенциально будет менее пластично (более хрупко) и менее прочно. Это концентратор напряжений. В отдельных случаях, прочность сварного шва может достигать прочности основного материала. Будет ли это в вашем случае ?
3) При сварке дисков КРАЙНЕ важна квалификация сварщика и оснащенность конторы, и максимум что вы сможете достигнуть это 80-90% процентов от свойств основного материала, но это только в теории. Вам проводят контроль качества или Вы верите на слово ?
4) Как бы на первый взгляд хорошо не выглядела сварка, диск всё равно поведёт (и вы никак это не сможете проверить) что может отразиться и на балансировке колес и управляемости автомобиля в целом.
На сладкое — при действии знакопеременных нагрузок прочность соединений относительно невелика. Например, напряжения в листе при усталостном разрушении точечной сварки составляет всего 20 МПа. Для сравнения, у эпоксидной смолы этот показатель 20-90 МПа, т.е. в теории, эффект будет тот же, что и просто склеить поксиполом или моментом.
Так что, если вы владелец автомобиля с ватным диваном вместо подвески, и у вас маленькая трещина вдоль обода, то вполне возможно вам то всё равно, но, если вы владелец турбовой зажигалки, с жесткой подвеской и вдруг решили сэкономить на дисках, купив отремонтированные, то, пожалуйста, не выезжайте на общественные дороги.
P.S Кратикий ликбез почему тут появляются странные комментарии — находится по этой ссылке.
P.P.S. Не вошедший в статью доп. материал по теме есть еще в блоге. Большое спасибо тем, кто держится конструктива, делиться этим материалом со своими подписчиками и комментирует.
Напоминаю про одно из основных правил drive2 — "Материться и переходить на личности категорически запрещено".
Сварка дисков
Все транспортные средства имеют колеса, одной из составляющих которых являются диски. Езда по не совсем качественным дорогам может привести к их повреждениям, и потребуется ремонт. Сварка колесных дисков может быть осуществлена самостоятельно.

Виды дисков
Диск - это часть колеса, на которую одевается резиновая покрышка. Диски могут быть изготовлены из разных материалов и по различным технологиям, что и будет определять их свойства. Наибольшее распространение имеют штампованные диски, для изготовления которых используются углеродистые стали.

Они изготавливаются из двух частей - центральной и обода, которые потом объединяются друг с другом сваркой. После соединения диски покрывают эмалью для защиты от воздействия окружающей среды. Это является бюджетным вариантом, поскольку стоимость дисков, выполненных штамповкой, не слишком велика, хотя и особой красотой они не отличаются. Штампованные диски устанавливают на новые автомобили, выходящие из производства, что уменьшает их себестоимость.
Благодаря тому, что при изготовлении штампованных дисков используются материалы, обеспечивающие мягкость и пластичность, их можно отнести изделиям с высокой ремонтопригодностью. При эксплуатации автомобиля это становится существенным достоинством.
При возникновении механических ударов диск сминается, и его форма изменяется. При этом он воспринимает на себя основную часть удара, частично гася его. Измененный диск подлежит восстановлению, в частности применяется ремонт дисков сваркой. Недостатком штампованных дисков является их большой вес. Это может привести к ухудшению динамики и увеличить расход бензина.
Литые диски представляют собой цельную деталь, изготовленную методом литья. Для их изготовления в основном используются сплавы на основе алюминия. Сталь для этого является непригодной. Для того, чтобы литые диски приобрели большую прочность, их подвергают закалке, которая снимает остаточное напряжение. После этого диски покрывают лаком.

Большим преимуществом литых дисков является их небольшой вес. Вследствие этого снижается нагрузка на подвеску автомобиля, что повышает его устойчивость и легкость управления. Подвеска при этом меньше изнашивается. Из-за уменьшения встрясок увеличивается комфорт езды в таком автомобиле. Благодаря тому, что во внутренней части отсутствуют колпачки, тормозная система может охлаждаться естественным путем. Использование алюминия обеспечивает увеличенную стойкость к коррозии. Таким образом, компенсируются первоначальные затраты.
Однако полученная при закаливании прочность приводит к хрупкости изделия. Если машина получит удар, литой диск не погнется, а треснет или расколется. В этом случае понадобится ремонт литых дисков сваркой.
Кованные диски от литых отличаются технологией их изготовления.

Материалом для них служат легкие алюминиевые сплавы с добавление магния. Технология изготовления заключается в горячей штамповке. Полученные заготовки затем подвергаются механической обработке, обеспечивающей необходимый дизайн.
Красота кованных дисков сочетается с легкостью и прочностью. Важным качеством является пластичность. При получении машиной сильного удара кованный диск не растрескается, а сомнется. Это обеспечит возможность его восстановления, что обеспечит сварка кованных дисков.
Виды повреждений
Если сравнивать различные типы дисков, то можно заметить, что кованным дискам присуща высокая хрупкость, а литые и штампованные легко гнутся. В зависимости от этого требуются различные методы их восстановления.
Сварка дисков становится необходимой при следующих повреждениях:
Эти повреждения поддаются исправлению, за исключением трещин на ступице, а также критичных отклонений от геометрии. Для исправления повреждений используется сварка дисков аргоном. Особенно целесообразно использовать этот метод при образовании трещин и сколов. Правка литых дисков сваркой осуществляется именно этим способом.
Ремонт аргоновой сваркой
Ремонт дисков сваркой аргоном является наиболее эффективным методом, поэтому он получил наибольшее распространение. Хотя этот газ входит в название способа, в непосредственном соединении металлических деталей участия он не принимает. Его функция заключается в создании защитной среды, что позволяет успешно осуществлять сварку различных металлов.

Основное свойство аргона заключается в том, что он тяжелее воздуха, благодаря чему способен вытеснять из сварочной ванны его другие летучие соединения. Аргон, как и все инертные газы, не вступает в реакцию с иными химическими соединениями. На процесс сварки он не оказывает влияния. У аргона имеется одна особенность - при включении обратной полярности он начинает играть роль электропроводной среды. Сварка автомобильных дисков аргоном может осуществляться ручным способом, полуавтоматическим и автоматическим.
Достоинство метода аргонной сварки заключается также в отсутствии предварительной подготовки изделия, за исключением очистки от загрязнений. Благодаря защитной среде из аргона не происходит образование оксидной пленки. Сварка литых дисков аргоном позволяет устранять дефекты в труднодоступных местах.
Аргоновая сварка дисков потребует следующего оборудования:
Сварка легкосплавных дисков будет обеспечена при использовании неплавящихся электродов из вольфрама.

Допустимыми являются небольшие примеси других металлов, что улучшает качество электрода. Неплавящимися такие электроды называют, потому что при сварке их размер практически не уменьшается. Сварка алюминиевых дисков вольфрамовыми электродами обеспечит получение хорошего результата.
Не следует забывать о средствах индивидуальной защиты. К ним относятся плотный костюм, крепкая обувь, брезентовые рукавицы и маска сварщика.
Технология сварки
Ремонт литых дисков сваркой аргоном требует предварительного определения химического состава основного материала, поскольку металлические заплатки должны ему соответствовать для хорошей свариваемости и иметь приблизительно такие же характеристики. Возможно соединение только однородных металлов.
В зависимости от степени повреждения на оборудовании выставляют соответствующую мощность. Если толщина металла менее трех миллиметров, то предварительная разделка кромок не требуется. Сварка литых дисков должна осуществляться на повышенной скорости, что сведет к минимуму тепловое воздействие на обрабатываемый металл. Для лучшего розжига дуги следует осуществлять предварительный прогрев электродов.
Сохранение длины дуги в диапазоне 1-1,5 миллиметров будет способствовать разрушению оксидной пленки на поверхности, что необходимо для получения качественного шва. Чтобы не было нарушено облако защитного газа, сварщик должен вести электрод ровно, не допуская колебательных движений. Равномерность подачи присадочного материала будет обеспечена при использовании полуавтоматического оборудования.
Для освобождения металла от грязи потребуются механические способы, а от жиров, масел, краски - химические. Когда для того, чтобы убрать дефекты, используются металлические заплатки, то вначале необходимо их прихватывать для обеспечения фиксации, после чего уже можно начинать проваривать швы. Для сваривания алюминиевых дисков устанавливают обратную полярность.
Если предстоит сварка участков, значительных по толщине, то место сварки необходимо предварительно разогреть во избежание появления в металле трещин. Для этого используется горелка или резак.
Начинать ремонт дисков сварочным методом следует с установки тока силой 150 Ампер. Сварку рекомендуется осуществлять в два прохода, сваривая вначале корень шва, а затем производить заполнение соединения. Горелкой также можно пройтись с изнанки шва для его выравнивания.
Если необходимо произвести наплавку на недостающую часть, то выставляется ток небольшой величины, порядка 120-140 Ампер. Наращивание следует осуществлять в несколько слоев, удалив после окончания сварки излишки методом шлифовки. Если заваривается трещина, то необходимо следить за тем, чтобы металл шва покрывал стороны с запасом. Если после зачистки шва найдутся непроплавленные участки, то следует пройтись по шву повторно, а затем подвергнуть очистке.
В рабочую зону аргон следует начать подавать за несколько секунд до начала сварки. Для возникновения дуги горелка должна быть расположена близко к поверхности диска. Слишком быстро подавать присадочную проволоку не рекомендуется, чтобы не вызвать избыточного разбрызгивания. Проволоку следует вести несколько впереди горелки. Дуга должна быть максимально короткой. Оптимальное расстояние между поверхностью диска и концом электрода - полтора миллиметра.
Заваривают кратер шва, не прерывая горения дуги, путем постепенного снижения напряжения. Подачу аргона прекращают только через несколько секунд после завершения сварки диска. Помимо ремонта этих частей автомобиля таким же образом может осуществляться сварка дисков мотоцикла.
Интересное видео
Читайте также: