Сварка титана и никеля
Обновлено: 09.05.2024
ГОСТ Р ИСО 5817-2021
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СВАРНЫЕ СОЕДИНЕНИЯ ИЗ СТАЛИ, НИКЕЛЯ, ТИТАНА И ИХ СПЛАВОВ, ПОЛУЧЕННЫЕ СВАРКОЙ ПЛАВЛЕНИЕМ (ИСКЛЮЧАЯ ЛУЧЕВЫЕ СПОСОБЫ СВАРКИ)
Welding. Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded). Quality levels
ОКС 25.160.10, 25.160.40
Дата введения 2021-09-01
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 июня 2021 г. N 549-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 5817:2014* "Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества по дефектам" (ISO 5817:2014 "Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Международный стандарт разработан Техническим комитетом ISO/ТС 44 "Сварка и родственные процессы", подкомитетом SC 10 "Управление качеством в области сварки".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для увязки с наименованиями, принятыми в существующем комплексе национальных стандартов Российской Федерации.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт рекомендуется применять при разработке стандартов на продукцию. Стандарт содержит упрощенную выборку дефектов сварки плавлением на основе обозначений, приведенных в ИСО 6520-1.
Некоторые виды дефектов, описанных в ИСО 6520-1, использованы напрямую, другие сгруппированы.
Целью стандарта является определение размеров типичных дефектов, которые могут возникать при обычном производстве. Настоящий стандарт рекомендуется использовать в рамках системы качества при выполнении сварных соединений. Стандарт устанавливает три комплекса значений размеров, по которым можно сделать выбор для конкретной задачи. Уровень качества, необходимый в каждом отдельном случае, рекомендуется определять по стандарту на продукцию или совместно ответственным проектировщиком и производителем, потребителем и/или другими заинтересованными сторонами. Уровень качества определяют до начала производства, предпочтительно на стадии запроса или заказа. Для конкретных задач могут быть установлены дополнительные требования.
Уровни качества, приведенные в настоящем стандарте, обеспечивают основные справочные данные, а не относятся конкретно к какой-либо задаче. Эти уровни относятся к типам сварных соединений в процессе производства, а не к самому готовому изделию или узлу. Поэтому к отдельным сварным соединениям одного и того же изделия или узла могут применяться различные уровни качества.
Естественно предполагать, что для конкретного сварного соединения пределы размеров всех дефектов можно охватить путем задания одного уровня качества. В некоторых случаях может потребоваться установление различных уровней качества в отношении различных дефектов в одном и том же сварном соединении.
При выборе уровня качества следует учитывать аспекты проектирования, последующую обработку (например, обработку поверхности), режим нагрузок (например, статический, динамический), условия эксплуатации (например, температуру, условия окружающей среды) и последствия аварий. Экономические факторы также играют важную роль и рекомендуется учитывать не только стоимость сварки, но и стоимость контроля, испытаний и ремонта.
Хотя настоящий стандарт включает типы дефектов, относящихся к процессам сварки плавлением, приведенным в разделе 1, необходимо рассматривать только те из них, которые применимы к рассматриваемому процессу и последующему применению продукции.
Дефекты приводятся согласно их фактическим размерам, и их обнаружение и оценка могут потребовать применения одного или нескольких методов неразрушающего контроля. Обнаружение и определение размеров дефекта зависит от методов контроля и объема испытаний, установленных стандартом на применение продукции или договором. В настоящем стандарте не рассматриваются методы, используемые для обнаружения дефектов. Однако ИСО 17635 устанавливает взаимосвязь между уровнем качества и уровнем приемки для различных методов неразрушающего контроля.
Настоящий стандарт применим к визуальному контролю сварных швов и не содержит подробностей о рекомендуемых методах обнаружения и определения размеров неразрушающими методами. Рекомендуется учитывать возникновение определенных трудностей при использовании пределов для установления соответствующих критериев, применяемых к методам неразрушающего контроля, таким как ультразвуковой, радиационный контроль, дефектоскопия вихретоковым методом, проникающими веществами, магнитопорошковая дефектоскопия. Может потребоваться введение дополнительных требований к контролю, исследованиям и измерениям.
Значения, приведенные для дефектов, касаются сварных швов, получаемых с помощью установившейся практики сварки. Требования к меньшим (более строгим) значениям, как, например, для уровня качества В, могут включать дополнительные технологические процессы, например шлифовку, обработку TIG.
В приложении С представлены требования к сварным швам сталей, подверженным усталости.
1 Область применения
Настоящий стандарт устанавливает, в зависимости от дефектов, уровни качества сварных соединений, полученных сваркой плавлением (исключая лучевую сварку), для всех видов сталей, никеля, титана и их сплавов. Он применяется для материалов толщиной 0,5 мм и более. Стандарт распространяется на стыковые сварные швы с полным проплавлением и на все виды угловых швов. Его положения также применимы к стыковым швам с частичным проплавлением.
Уровни качества для стальных сварных соединений, полученных лучевыми способами сварки, изложены в ИСО 13919-1.
Для широкого применения стандарта в сварочном производстве установлены три уровня качества. Они обозначены буквами B, C и D. Уровень качества B соответствует самым высоким требованиям к готовому сварному шву.
Рассматривается несколько видов нагрузок, например статическая, тепловая, коррозионная, нагрузка от давления. Дополнительные указания по усталостным нагрузкам приведены в приложении C.
Уровни качества относятся к производству и к качеству изготовления.
Настоящий стандарт применяется:
a) к нелегированным и легированным сталям;
b) к никелю и никелевым сплавам;
c) к титану и титановым сплавам;
d) к ручной, механизированной и автоматической сварке;
e) ко всем положениям при сварке;
f) ко всем типам сварных швов, например стыковым, угловым, и соединениям патрубков;
g) к процессам сварки и их вариантам согласно ИСО 4063:
- 11 - сварка дуговая плавящимся электродом без защитного газа,
- 12 - сварка дуговая под флюсом,
- 13 - сварка дуговая плавящимся электродом в защитном газе,
- 14 - сварка дуговая неплавящимся вольфрамовым электродом в защитном газе,
- 15 - сварка дуговая плазменная,
- 31 - сварка газокислородная (только для сталей).
Металлургические стороны, например величина зерна, твердость, в настоящем стандарте не рассматриваются.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующий стандарт. Для датированных ссылок применяют только указанное издание ссылочного стандарта. Для недатированных - последнее издание (включая все изменения).
ISO 6520-1:2007, Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding. (Сварка и родственные процессы. Классификация дефектов геометрии в металлических материалах. Часть 1. Сварка плавлением)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 уровень качества (quality level): Описание качества сварного шва на основе типа, размера и количества конкретных дефектов.
3.2 соответствие назначению (fitness-for-purpose): Способность изделия, процесса или услуги соответствовать определенному назначению при заданных условиях.
3.3 короткие дефекты (short imperfections): Дефекты, общая длина которых не более 25 мм на 100-миллиметровом участке, содержащем наибольшее количество дефектов, при условии, что сварной шов имеет длину 100 мм и более.
3.4 короткие дефекты (short imperfections): Дефекты, общая длина которых не более 25% длины сварного шва при условии, что сварной шов длиной менее 100 мм.
3.5 систематические дефекты (systematic imperfections): Дефекты, которые многократно распределены по длине контролируемого сварного шва, причем размер одиночного дефекта находится в определенных пределах.
3.6 площадь проекции (projected area): Площадь, на которой дефекты, распределенные по объему сварного шва, отображаются в двух измерениях.
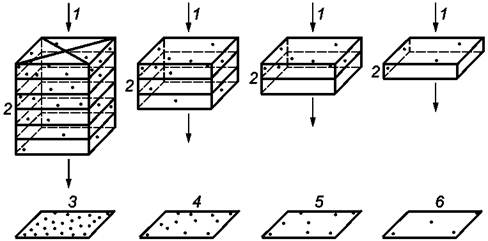
Примечание 1 - В отличие от площади поперечного сечения распространенность дефектов на площади проекции зависит от толщины сварного шва, подвергнутого радиографии (см. рисунок 1).
3.7 площадь поперечного сечения (cross-sectional area): Площадь, которая будет рассмотрена после разрушения или разреза.
3.8 плавный переход сварного шва (smooth weld transition): Ровная поверхность без резкого перехода между валиком сварного шва и исходным материалом.
3.9 класс усталости (FATx) (fatigue class): Классификационная ссылка на кривую S-N, где x - диапазон напряжений в МПа при 2·10 циклов.
Примечание 1 - Усталостные свойства описываются кривой S-N (кривая напряжение - число циклов).
Примечание 2 - См. приложение С.

1 - направление рентгеновского излучения; 2 - элемент объема с четырьмя порами; 3 - шестислойная толщина; 4 - трехслойная толщина; 5 - двухслойная толщина; 6 - однослойная толщина
Рисунок 1 - Радиографические снимки образцов с идентичной распространенностью пор на единицу объема
1. Область применения
Настоящий стандарт устанавливает уровни качества сварных соединений, полученных сваркой плавлением (исключая лучевую сварку), и допустимые дефекты для всех видов сталей, никеля, титана и их сплавах. Он применяется для материалов толщиной более 0,5 мм. Стандарт охватывает стыковые сварные швы с полным проплавлением основного металла и все виды угловых сварных швов. Принципы настоящего стандарта могут быть также применены к стыковым сварным швам с частичным проплавлением основного металла.
Уровни качества для стальных сварных соединений, полученных лучевым способом сварки, представлены в стандарте ИСО 13919-1.
Чтобы обеспечить применение стандарта во многих областях сварочного производства, устанавливаются три уровня качества. Они обозначаются символами В, С и D. Уровень качества В соответствует самым высоким требованиям к готовому сварному шву. Уровни качества относятся к качеству работ, а не к соответствию цели назначения (см. пункт 3.2) произведенного продукта.
Настоящий стандарт применяется к:
- нелегированным и легированным сталям;
- никелю и никелевым сплавам;
- титану и титановым сплавам;
- ручной, механизированной и автоматической сварке;
- всем положениям при сварке;
- всем типам сварных швов, например стыковым швам, угловым швам и патрубковым соединениям;
- указанным ниже процессам сварки и их определенным технологическим вариантам согласно стандарту ИСО 4063:
11 - дуговая сварка плавящимся электродом без газовой защиты;
12 - дуговая сварка под флюсом;
13 - дуговая сварка в защитном газе плавящимся электродом;
14 - дуговая сварка в защитном газе неплавящимся электродом;
15 - плазменная сварка;
31 - газовая сварка с применением кислорода (только для сталей)
Металлургические аспекты, например величина зерна, твердость, настоящим стандартом не охватываются.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие международные стандарты. Для датированных ссылок последующие поправки или изменения любых из этих публикаций действительны для настоящего стандарта только после введения поправок и изменений к нему. Для недатированных ссылок применяется последнее издание приведенного стандарта (включая изменения).
ИСО 2553 Соединения сварные и паяные твердым и мягким припоем. Условные обозначения на чертежах
ИСО 4063 Сварка и родственные процессы. Перечень и условное обозначение процессов
ИСО 6520-1:1998 Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением
ИСО 13919-1 Сварка. Сварные соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 1: Сталь.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3. Термины и определения
3.1 уровень качества (quality level): Описание качества сварного шва на основе типа, размера и количества отобранных дефектов.
3.2 соответствие назначению ( fitness -for-purpose): Способность изделия, процесса или услуги соответствовать определенному назначению при заданных условиях.
3.3 короткие дефекты (short imperfections): В случаях, когда сварной шов имеет длину 100 мм или более, дефекты считаются короткими дефектами, если на 100-миллиметровом участке, содержащем наибольшее количество дефектов, их суммарная длина не более 25 мм.
В случаях, когда сварной шов короче 100 мм, дефекты считаются короткими дефектами, если их суммарная длина не более 25 % длины шва.
3.4 систематический дефект (systematic imperfection): Дефекты, которые циклически распределены по длине проверяемого сварного шва, размер одиночного дефекта не должен превышать определенных пределов.
3.5 площадь проекции (projected area): Площадь, на которой дефекты, распределенные по объему сварного шва, при анализе представляются распределенными на плоскости.
Примечание - В отличие от площади поперечного сечения, распространенность дефектов зависит от толщины просвечиваемого рентгеном сварного шва (см. рисунок 1).
3.6 площадь поперечного сечения ( cross -sectional area): Площадь, которую нужно рассматривать после разрушения или разрезания.
1 - направление рентгеновского излучения; 2 - элемент объема с 4 порами; 3 - шестислойная толщина;
4 - трехслойная толщина; 5 - двухслойная толщина; 6 - однослойная толщина
Рисунок 1 - Рентгенографические пленки образцов с идентичной распространенностью пор на единицу объема
4. Условные обозначения
В таблице 1 применены следующие условные обозначения:
a - номинальная толщина углового сварного шва (см. ИСО 2553);
A - область, охватывающая газовую пору;
b - ширина усиления сварного шва;
d - диаметр газовой поры;
dA - диаметр области, охватывающей газовую пору;
h - высота или ширина дефекта;
l - длина дефекта вдоль направления сварного шва;
lp - длина площади проекции или поперечного сечения;
s - номинальная толщина стыкового сварного шва (см. ИСО 2553);
t - толщина стенки или полки (номинальный размер);
wp - ширина сварного шва или ширина или высота площади поперечного сечения;
z - величина катета углового сварного шва (см. ИСО 2553);
a - угол в месте перехода основного металла и сварного шва;
b - угол углового смещения.
5. Оценка уровня дефектности сварных швов
Ограничения на дефекты приведены в таблице 1.
Если для выявления дефектов применяются микроисследования, то должны рассматриваться только те дефекты, которые могут быть выявлены не более чем с десятикратным увеличением. Исключением являются микроскопические несплавления (см. таблицу 1, подпункт 1.5) и микротрещины (см. таблицу 1, подпункт 2.2).
Систематические дефекты разрешаются только для уровня качества D при условии выполнения прочих требований, указанных в таблице 1.
Сварное соединение необходимо оценивать по каждому конкретному типу дефектов отдельно (см. таблицу 1, подпункты 1.1 - 3.2).
Различные виды дефектов, имеющиеся в каком-нибудь поперечном сечении сварного соединения, требуют отдельного рассмотрения (см. множественные дефекты в таблице 1, 4.1).
Ограничения на множественные дефекты применимы только в случаях, когда не превышаются требования к единичным дефектам.
Любые два смежных дефекта, удаленные на расстояние, меньшее, чем больший размер меньшего дефекта, должны рассматриваться как единый дефект.
Сварка титана и никеля
ГОСТ Р ИСО 15614-5-2009
Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки
ДУГОВАЯ СВАРКА ТИТАНА, ЦИРКОНИЯ И ИХ СПЛАВОВ
Specification and qualification of welding procedures for metallic materials. Welding procedure test. Part 5. Arc welding of titanium, zirconium and their alloys
Дата введения 2011-01-01
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ "НУЦСК" при МГТУ им.Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
4 Настоящий стандарт идентичен международному стандарту ИСО 15614-5:2004* "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 5. Дуговая сварка титана, циркония и их сплавов" (ISO 15614-5:2004 "Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 5: Arc welding of titanium, zirconium and their alloys", IDT).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
Международный стандарт ИСО 15614-5:2004 разработан Техническим комитетом СЕН/ТК 121 "Сварка" Европейского комитета по стандартизации (СЕН), секретариат которого закреплен за ДИН (институт по стандартизации Германии), в сотрудничестве с Техническим комитетом ИСО/ТК 44 "Сварка и родственные процессы", подкомитетом ПК 10 "Унификация требований в области сварки металлов" в соответствии с Соглашением о техническом сотрудничестве ИСО и СЕН (Венское Соглашение).
ИСО 15614 состоит из следующих частей под общим наименованием "Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки":
- часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов;
- часть 2. Дуговая сварка алюминия и алюминиевых сплавов;
- часть 3. Дуговая сварка нелегированного и низколегированного чугуна;
- часть 4. Исправление дефектов алюминиевого литья;
- часть 5. Дуговая сварка титана, циркония и их сплавов;
- часть 6. Дуговая и газовая сварка меди и ее сплавов;
- часть 7. Наплавка;
- часть 8. Сварка соединений труб с трубной доской;
- часть 10. Гипербарическая сухая сварка;
- часть 11. Электронно-лучевая и лазерная сварка;
- часть 12. Точечная, шовная и рельефная сварка;
- часть 13. Контактная стыковая сварка сопротивлением и оплавлением.
Настоящий стандарт - это часть серии стандартов. Описание этой серии стандартов представлено в приложении А ИСО 15607.
Настоящий стандарт устанавливает, как именно технические требования к сварке могут быть оценены по испытаниям процедуры сварки.
Настоящий стандарт определяет условия выполнения (проведения) испытаний и область распространения аттестации процедур сварки для всех практических процедур сварки в пределах диапазона (области изменения) параметров, представленных в разделе 8.
Испытания должны быть проведены в соответствии с настоящим стандартом. Дополнительные испытания могут потребоваться в соответствии с применяемыми стандартами.
Настоящий стандарт применяется к дуговой сварке титана, циркония и их сплавов всех выпускаемых типов.
Дуговая сварка охватывает следующие процессы в соответствии с ИСО 4063:
131 - дуговая сварка в инертном газе плавящимся электродом, MIG;
141 - дуговая сварка в инертном газе вольфрамовым электродом, TIG;
15 - плазменная сварка.
Принципы, изложенные в настоящем стандарте, могут быть применены и для других процессов сварки плавлением.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
EN 571-1, Non-destructive testing - Penetrant testing - Part 1: General principles (Контроль неразрушающий. Контроль проникающими веществами. Часть 1. Основные принципы)
Заменен на EN ISO 3452-1:2013.
EN 910, Destructive tests on welds in metallic materials - Bend tests (Разрушающий контроль сварных соединений металлических материалов. Испытания на изгиб)
Заменен на EN ISO 5173:2010.
EN 970, Non-destructive examination of fusion welds - Visual examination (Неразрушающий контроль соединений, полученных сваркой плавлением. Визуальный контроль)
Заменен на EN ISO 17637:2011.
EN 1321, Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds (Разрушающие испытания сварных швов металлических материалов. Макроскопические и микроскопические испытания сварных швов)
Заменен на EN ISO 17639:2013.
ISO 4136, Destructive tests on welds in metallic materials - Transverse tensile tests (Разрушающие испытания сварных швов на металлических материалах. Испытание на растяжение образцов, вырезанных поперек шва)
ISO 5817, Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfection [Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества]
EN ISO 6947, Welds - Working positions - Definitions of angles of slope and rotation (Швы сварные. Положения сварки)
EN ISO 9606-5, Approval testing of welders - Fusion welding - Part 5: Titanium and titanium alloys, zirconium and zirconium alloys (Аттестационные испытания сварщиков. Сварка плавлением. Часть 5. Титан и титановые сплавы, цирконий и циркониевые сплавы)
EN ISO 14175, Welding consumables - Gases and gas mixtures for fusion welding and allied processes (Сварочные материалы. Газы и газовые смеси для дуговой сварки и родственных процессов)
EN ISO 14732, Welding personnel - Qualification testing of welding operators and weld setters for mechanized and automatic welding of metallic materials (Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов)
ISO 15607:2003, Specification and qualification of welding procedures for metallic materials - General rules (Технические требования и аттестация процедур сварки металлических материалов. Общие правила)
ISO/TR 15608, Welding - Guidelines for a metallic materials grouping system (Сварка. Руководство по системе группирования металлических материалов)
ISO 15609-1, Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 1: Arc welding (Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка)
ISO 15613, Specification and qualification of welding procedures for metallic materials - Qualification based on pre-production welding test (Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании сварки)
ISO 17636, Non-destructive testing of welds - Radiographic testing of fusion-welded joints (Контроль неразрушающий сварных швов. Радиографический контроль сварных соединений, выполненных сваркой плавлением)
Заменен на ISO 17636-1:2013.
В настоящем стандарте применены термины и определения по ИСО 15607.
4 Предварительные технические требования к процедуре сварки
Предварительные технические требования к процедуре сварки должны быть разработаны в соответствии с ИСО 15609-1.
5 Проверка процедуры сварки
Сварка и испытания образцов должны соответствовать положениям разделов 6 и 7.
6 Контрольное сварное соединение
6.1 Основные положения
Необходимо изготовить стандартизированный образец того сварного соединения, которое будут производить в соответствии с данной процедурой сварки, как это представлено в 6.2. В тех случаях, когда требования к размерам (геометрии) производимого соединения не совпадают со стандартными образцами, рассмотренными в настоящем стандарте, необходимо руководствоваться ИСО 15613.
6.2 Форма и размеры контрольных сварных соединений
6.2.1 Основные положения
Размеры или количество контрольных сварных соединений должны быть достаточными для проведения всех необходимых испытаний.
Могут быть изготовлены дополнительные или больших размеров (по сравнению с номинальным размером) образцы для проведения дополнительных и (или) повторных испытаний (см. 7.7).
Для всех контрольных сварных соединений, за исключением соединений патрубков (рисунок 4) и тавровых соединений (рисунок 8), толщина материала должна быть одинаковой для обеих свариваемых пластин (труб).
Толщину материала и (или) наружный диаметр трубы контрольного сварного соединения необходимо выбирать в соответствии с 8.3.2.1-8.3.2.4.
Форма и минимальные размеры контрольного сварного соединения должны быть такими, как описано ниже.
ГОСТ Р ИСО 5817-2009
Welding. Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded). Quality levels for imperfections
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им. Н.Э.Баумана (ФГУ НУЦСК при МГТУ им. Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
4 Настоящий стандарт идентичен международному стандарту ИСО 5817:2003* "Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества" (ISO 5817:2003 "Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections" с технической поправкой ISO 5817:2003/Cor. 1:2006).
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Настоящий стандарт предназначен для использования в качестве справочного материала по правилам разработки чертежей и/или других стандартов. Он содержит упрощенный выбор дефектов дуговой сварки на основе обозначений, приведенных в стандарте ИСО 6520-1.
Некоторые дефекты, описанные в стандарте ИСО 6520-1, были использованы напрямую, а некоторые - сгруппированы. Была использована базовая справочная система нумерации из стандарта ИСО 6520-1.
Целью данного стандарта является определение размеров типичных дефектов, появление которых можно ожидать при обычном производстве. Стандарт может использоваться в системе качества при производстве сварных соединений. Он обеспечивает три набора размерных величин, из которых может быть сделан выбор для конкретного применения. Уровень качества, необходимый в каждом случае, должен быть определен применением стандарта или ответственным конструктором в сотрудничестве с производителем, пользователем и/или другой заинтересованной стороной. Уровень качества, таким образом, может быть задан перед началом производства, предпочтительно на стадии рассмотрения или иной стадии. Для особых целей могут быть определены дополнительные детали.
Уровни качества, приведенные в данном стандарте, обеспечивают базовую справочную информацию и не относятся специально к какому-либо конкретному применению. Они относятся к типам сварных соединений в производстве, а не к законченному продукту или компоненту, как таковому. Возможно, однако, что различные уровни качества применяются к отдельным сварным соединениям в одном продукте или компоненте.
Естественно предполагать, что пределы размеров дефектов для конкретного сварного соединения могут полностью покрываться указанным уровнем качества. В некоторых случаях может быть необходимо указывать различные уровни качества для различных дефектов в одном сварном соединении.
Выбор уровня качества для какого-либо применения должен учитывать соображения проектирования, последующую обработку (например, покрытие), режим воздействия нагрузок (например, статический, динамический), условия эксплуатации (например, температура, окружающая среда) и последствия отказа. Экономические факторы также важны и должны включать не только стоимость сварки, но и стоимость освидетельствования, испытаний и ремонта.
Хотя данный стандарт включает в себя типы дефектов, существенные для технологий дуговой сварки, приведенных в разделе 1, следует учитывать только те, которые применимы к рассматриваемой технологии и применению.
Дефекты приводятся согласно их фактическим размерам, и их выявление и оценка могут потребовать использования одного или нескольких методов неразрушающих испытаний. Выявление и определение размеров дефектов зависит от методов проверки и пределов проверки, указанных в применяемом стандарте или контракте.
Данный стандарт не касается методов, используемых для выявления дефектов. Однако стандарт ИСО 17635 содержит взаимосвязь между уровнем качества и уровнем приемки для различных НМК (NDT - non-destructive tests - неразрушающие методы контроля).
Данный стандарт напрямую применим для визуального осмотра сварных швов и не включает подробностей рекомендуемых методов выявления или определения размеров иными неразрушающими средствами. Следует учитывать, что существуют сложности в использовании данных пределов для установления соответствующих критериев, применимых к неразрушающим методам испытаний, таких как ультразвуковые, рентгенографические и проникающие испытания, и они могут быть дополнены требованиями для освидетельствования, испытания и проверки.
Величины, приведенные для дефектов, относятся к сварным швам, произведенным с использованием обычной сварочной технологии. Требование для меньших величин (более строгие), установленные в уровне качества В, могут включать дополнительные производственные процессы, например шлифовку, дуговую обработку в среде инертного газа.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
О производстве литья
Хотите узнать как выполняется сварка титана и никеля читайте статью ниже.
Сварка титана
Титан и его сплавы получают все большее распространение в промышленности. Большим затруднением при сварке титана и его сплавов является высокая активность их к кислороду и азоту воздуха. Кислород, азот, а также водород и углерод отрицательно влияют на свариваемость и являются вредными примесями. Для качественной сварки необходимо, чтобы свариваемый и присадочный металлы содержали вредные примеси

в следующих пределах, %, не более: кислород 0,15; азот 0,04; водород 0,01; углерод 0,1.
Основные особенности сварки титана –необходимость надежной защиты зоны сварки и обратной стороны шва (корня шва0 от вредного воздействия атмосферного воздуха ( защите подлежат не только расплавленный металл, но и участки, нагретые до температуры 500 ᴼС), обеспечение в процессе сварки минимального времени нагрева свариваемых деталей.
Титан и его сплавы можно сваривать аргонодуговой сваркой, автоматической подслоем флюса, а также стыковой, точечной и шовной контактной сваркой.
Аргонодуговая сварка
Этот способ сварки является основным при сварке титана и его сплавов. При сварке наплавляющимся электродом применяют вольфрамовые прутки (не допускается применение угольных электродов). Аргон должен иметь чистоту не менее 99,7 % и совершенно не содержать влаги. В качестве присадочного металла применяют прутки или проволоку из титана и его сплавов. Свариваемые кромки и присадочный металл должны быть очищены от окислов и загрязнений травлением в течение 5 минут в растворе следующего состава: соляная кислота 340-350 мл; азотная кислота 55-60 мл; фтористый калий 50 г; вода 600 мл.
Для защиты обратной стороны шва наиболее целесообразно применять стальные подкладки с поддувом аргоном , рис .

Автоматическую сварку вольфрамовым электродом стыковых соединений с толщиной листов до 6 мм можно выполнять без присадочной проволоки. Листы толщиной до 3 мм сваривают с одной стороны, а толщиной 3-6 мм – с двух сторон. Режим автоматической сварки вольфрамовым электродом стыковых соединений без присадочного металла приведены в табл 28.
Автоматическая сварка под флюсом
Сварку производят на обычных сварочных автоматах с применением флюсов АИТ 1 и АИТ -3. Электродная проволока изготовляется из технического титана или из его сплавов. Сварку стыковых соединений выполняют на остающейся титановой или медной подкладке, охлаждаемой водой. Режимы сварки стыковых соединений на остающейся подкладке даны в табл .

Контактная сварка
Наиболее широко применяют точечную и шовную сварку титана и его сплавов. Режимы точечной и шовной сварки приведены в табл.
Отжиг сварных изделий из сплавов титана производится при 600- 650ᴼС с выдержкой 30-45 мин.
Сварка никеля
Технический никель содержит до 1% примесей (железо, углерод, кремний, медь и др.). Никель и его сплавы можно сваривать электродуговым способом и газовой сваркой.
Аргонодуговую сварку неплавящимся электродом выполняют на постоянном токе прямой полярности. Чистота аргона должна быть не ниже 99,8 %.
Ручную электродуговую сварку производят на постоянном токе обратной полярности. Составы электродных покрытий для ручной сварки приведены в табл .

Стержень электрода изготовляют из того же металла, что и свариваемые изделия. Отношение массы электродного покрытия к массе стержня составляет 25-30%.
При малой толщине металла можно применять газовую сварку. Номер наконечника горелки берут из расчета расхода газа 100 л/ч на 1 мм толщины свариваемого металла. Пламя при сварке должно быть с небольшим избытком ацетилена. Составы флюсов для газовой сварки приведены в табл . Флюсы разводят водой и наносят перед сваркой на присадочные прутки и на кромки свариваемых деталей.
Читайте также: