Сварка токами высокой частоты пластмасс
Обновлено: 18.05.2024
Главной задачей установки ТВЧ для сварки является разогрев ПВХ-состава до заданной температуры вдоль линии сварного соединения и прижим свариваемых материалов в разогретой зоне друг с другом с заданной силой.
Высокочастотная энергия приводит молекулы в ПВХ плёнке к колебаниям. В зависимости от их геометрии и дипольного момента, эти молекулы могут переводить часть этого колебательного движения в тепловую энергию, вызывая нагрев материала в месте сварки. Это означает, что только определенные материалы можно сваривать с помощью этой техники, например: ПВХ, PETG , PU, EVA и некоторые ABS смолы.
Слои свариваемых тканей помещаются между двумя электродами, верхним и нижним. Высокая частота, разогревая ткань в месте соединения размягчает ткань, молекулы ПВХ состава в ткани перемешиваются между собой, в результате получается сварной шов по своим техническим параметрам такой же, как и структура самой ткани.
В станках ТВЧ друг над другом установлены две плиты, одна из которых (нижняя) неподвижна, а другая (верхняя) выполняется подвижной (вверх, вниз) и снабжается силовым приводом заданной мощности. На верхней плите крепится сварной электрод, имеющий длину 67 см, который опускаясь по направлению к нижней плите, прижимает разложенную на плите плёнку. Далее происходит сварка и обрезка лишней плёнки. Роль нижнего электрода может выполнять стол (нижняя плита), на котором помещается свариваемый материал. Таким образом, электрод при сварке служит для подвода энергии, передачи давления на материал, сваривания плёнок и охлаждения поверхности. После завершения сваривания и отключения тока еще несколько секунд продолжается охлаждение под давлением для фиксации формы шва.
Сварка с вырубанием деталей производится способом сквозного продавливания (проваривания) расплавленного материала кромкой электрода. Для этого на установке ТВЧ применяется пресс. На прессе можно сваривать и вырубать детали с одновременным тиснением и имитацией швов. Основным режимом работы пресса, который может выполнять операции в полуавтоматическом цикле, является сваривание с последующим вырубанием. Однако возможны и другие режимы: только сваривание или только вырубание. При сварке с вырубанием деталей применяют специальные резаки-электроды, имеющие режущую и сварочные кромки. При нажиме на пусковые кнопки вначале опускается верхняя плита с электродной полосой. При определенном давлении пресса на электродную полосу включается генератор ТВЧ. Под воздействием поля ВЧ, плёнка ПВХ почти мгновенно разогревается и размягчается. Под давлением электродная полоса погружается в ставшее пластичным покрытие, обрезая лишний материал и одновременно сваривая плёнки и отпечатывая на нем рисунок поверхности, который может иметь электродная полоса. По окончании сварки реле времени отключает генератор, изделие, находящееся под давлением, мгновенно охлаждается. После охлаждения верхняя плита с электродной полосой поднимается в исходное положение.
Скорость сварки и время. Весь процесс продолжается несколько секунд. ТВЧ сварка является самой эффективной по скорости и времени сварки в пределах одного сварочного цикла. ТВЧ прогревает все свариваемые слои до высокой температуры независимо от того насколько они толстые. Охлаждающееся время сварного шва происходит так же быстро.
Качество сварки. Качество сварного шва равняется качеству самой ткани. Сварные швы однородны, крепки и гибки. Во время сварки нет никакого дыма и запаха.
Важнейшие преимущества ТВЧ-сварки заключаются в быстром нагреве свариваемых материалов по всей толщине, а также в высокой производительности. В результате такого нагрева, соединение частей изделий из ПВХ или полиуретана, таких, как куртка штормовая влагозащитная, получается прочным и герметичным, а шов на них – практически невидимым.
Сварка пластмасс в электрическом поле высокой частоты
ТВЧ-сварка ( сварка током высоких частот) пластмасс осуществляется за счет разогрева материала после поглощения им энергии образующегося электрического поля.
Профессиональные ТВЧ станки обеспечивают локальный быстрый нагрев соединяемых поверхностей, при этом нет проплавления всей поверхности и объёма материала. За счёт этого сварка ТВЧ может использоваться для соединения материалов, имеющих узкий температурный интервал вязко-текучего состояния, а также высокую вязкость расплава.
При сварке материал располагается между металлическими электродами, и при подключении данной системы к источнику электроэнергии высоких частот образуется конденсатор. Материал-диэлектрик под воздействием электрического поля поляризуется. При переменном электрическом поле в материале образуется переменная поляризация, которая сопровождается смещением заряженных частиц, входящих в атомы и молекулы. Большая часть реальных диэлектриков ( включая термопласты), помещаемых в переменное поле, имеет определённую проводимость.
Причиной для нагревания полимеров в электрополе высокой частоты являются особые звенья в их молекулах, которые имеют дипольное строение и могут при наложении внешнего поля поляризоваться. Микродиполи при попадании полимеров в переменное электрическое поле будут ориентироваться по направлению электрического поля: отрицательные заряды будут тянуться к положительно заряженной пластине конденсатора, положительно заряженные — к отрицательной пластине, а при смене на обкладках конденсатора знака заряда ориентация участков молекул будет меняться. Препятствовать этой смене ориентации будут соседние молекулы и соседние звенья этой же молекулы. Энергия, которая будет тратиться на преодоление этих препятствий, превращается в тепловую. Вязкость полимера при нагреве уменьшается и улучшаются условия ориентации.
Диполи диэлектрика при малых частотах изменения электрического поля ориентируются без запаздывания, а при возрастании частоты поля скорость поворота диполей увеличивается, соответственно, увеличивается трение частиц. Поляризация при очень большой частоте ослабевает, поскольку частицы не успевают сделать полную ориентацию.
По результатам исследований, процесс теплообразования в высокочастотном электрическом поле определяется параметрами поля, то есть напряжённостью и частотой, и диэлектрическими свойствами полимера. От теплопроводимости материала cкорость нагрева материала не зависит, поскольку теплопроводность определяет только потери теплоты в массу электродов и околошовную зону. Соответственно, максимальная температура при сварке обычно сосредоточена именно на контакте деталей, минимальная сосредотачивается на границе электродов и изделия. Подобное рациональное распределение температуры является неоспоримым преимуществом ТВЧ-сварки, поскольку не происходит наружного перегрева вещества. Скорость нагрева увеличивают изменением частоты и напряженности электрополя, однако увеличение напряженности ограничено определённым пределом – если он превышен, происходит электрический пробой находящегося между электродами свариваемого материала. Это становится причиной брака во шве и нарушает режим работы генератора высоких частот.
Частота электрополя также ограничена габаритами конденсатора – если нарушены определённые соотношения, пластмассы могут нагреваться неравномерно.
Способы сварки токами высокой частоты
Существует три технологии ТВЧ-сварки: шовная, точечная и прессовая. Выбор сварочной технологий в большинстве случаев определяется особенностями конструкции изделий.
Прессовый метод ТВЧ-сварки
Прессовый метод ( рис. 1, а) заключается в следующем: свариваемые детали изделия помещаются между обкладками рабочего конденсатора, то есть электродами. Один или оба электрода повторяют конфигурацию шва. Можно задать любую форму шва, так как электроды сменные.

Рис. 1 Сварка пластмасс в высокочастотном электрическом поле:
1-электроды, 2-свариваемые детали изделия, 3-генератор, 4-диски
Одновременно с подачей напряжения на электроды от генератора подается соответствующее давление на свариваемые детали. Место сварки одновременно и равномерно нагревается по всей длине, это обеспечивает не только высокое качество, но и надёжность и стабильность механических свойств полученного сварного шва. Прессовая технология ТВЧ-сварки ограничена в использовании – толщина соединяемых деталей не должна превышать 5 мм.
Прессовая сварка – это наиболее распространённый и универсальный метод ТВЧ-сварки пластмасс. Эта технология используется для сварки деталей, декоративной отделки, клеймения изделий, нанесения аппликаций.
Шовный метод ТВЧ-сварки
Шовный метод ( рис. 1, б) заключается в следующем: два диска, которые вращаются в противоположные стороны, создают одновременно с нагревом давление на свариваемые детали. Несмотря на кажущуюся простоту, шовная технология имеет один достаточно серьезный недостаток - для того, чтобы обеспечить высокую производительность при небольшой площади сварки, необходимо требуется повышать частоту тока и напряжение, удельную мощность. А эти показатели, как сказано выше, ограничены, соответственно, производительность сравнительно невелика. В связи с этим на производстве шовный метод используется достаточно редко, в основном для сварки тонких пленок.
Точечный метод ТВЧ-сварки
Точечный метод ( рис. 1, б) представляет собой разновидность шовной технологии и отличается от неё видом шва: шов по длине получается не сплошным, а прерывистым, то есть отдельными точками. Данная технология ТВЧ-сварка используется преимущественно для прихватки изделий, собранных под шовную либо прессовую сварку.
В высокочастотном электрополе также сваривают поперечные стыки труб, но сделать разогрев равномерным по всему периметру стыка достаточно сложно, поэтому для сварки стыков труб применяются кольцевые неразъёмные либо разъёмные электроды. Особенно значимый параметр сварки в данном случае – это расстояние от электрода до стыка. При уменьшении расстояния возрастает напряженность поля в стыке, поэтому его выбору нужно уделять особое внимание.
Основные технологические параметры ТВЧ-сварки:
- величина давления;
- напряжённость электрического поля;
- продолжительность нагрева
В основном большинство полимерных материалов хорошо нагревается при частотах в пределах 10 - 150 МГц. Для обеспечения стабильности работы оборудования и отсутствия целесообразнее устанавливать верхний предел частот, хотя максимальное КПД генератора обеспечивается на нижнем пределе. Частота электрополя нормирована и зависит от полос частот, которые разрешены для применения в технических целях. Чтобы не создавать помехи телевидению, радиовещанию и остальным службам РФ, для ТВЧ-сварки разрешены частоты 27, 12; 81, 36; 40, 62; 152 МГц.
Стоит отметить, что такие широко используемые термопласты, как фторопласт-4, полистирол полиэтилен и некоторые другие, к сожалению, непосредственно сваркой ТВЧ не соединяются, потому что относятся к наиболее совершенным диэлектрикам, соответственно, не могут генерировать достаточное количество тепла, необходимого для сварки.
Сварка пластмасс токами высокой частоты
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Схемы процесса
Сварка термопластов ТВЧ основана на нагреве в результате преобразования электрической энергии в тепловую непосредственно внутри самого материала.
Сущность процесса сварки ТВЧ заключается в следующем. Свариваемое изделие помещают в переменное электрическое поле высокой частоты. Поскольку пластмассы являются несовершенными диэлектриками, элементарные заряды при внесении диэлектрика в высокочастотное поле несколько смещаются, небольшое количество имеющихся в диэлектрике свободных зарядов образует ток проводимости. На смещение заряженных частиц затрачивается работа, которая превращается в тепло благодаря наличию молекулярного трения между материальными частицами. Каждое изменение направления электрического поля влечет за собой выделение некоторого количества тепла.
Для сварки пластмасс применяются токи высокой частоты в пределах 30—40 МГц. Высокочастотная сварка осуществляется между двумя металлическими электродами-обкладками конденсатора, включенными в колебательный контур генератора электрических колебаний.
Нагреваться в поле ТВЧ могут не все типы пластмасс, а только так называемые полярные. К полярным относится поливинилхлорид, винипласт, полиамид; к неполярным — полиэтилен, полистирол, полиизобутилен и фторопласт-4.
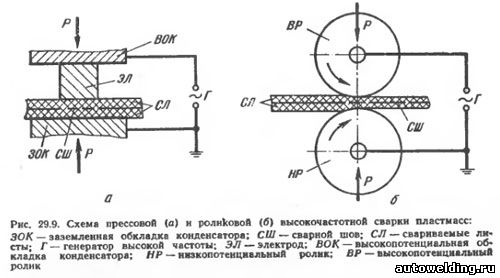
При сварке ТВЧ обкладками конденсатора являются электроды сварочной установки. Сварка может осуществляться по прессовой и роликовой схемам (рис. 29.9).
Прессовая сварка
При прессовой сварке (рис. 29.9, а) соединение получают за один рабочий цикл. Конфигурация сварных швов соответствует конфигурации электродов. Сварной шов укладывается одновременно по всему контуру, т. е. все участки шва свариваются на одном и том же режиме, нагрев происходит равномерно, что обеспечивает высокое качество сварного соединения. Электроды при прессовой сварке служат не только для подвода энергии к зоне соединения, но и для создания сварочного давления на эту зону и регулирования теплоотвода от нее. Прессовая сварка ТВЧ позволяет получать соединения внахлестку, встык, втавр, на ус и с отбортовкой кромок.
Разновидностью прессовой сварки является шовно-шаговая сварка. В этом случае материалы свариваются участками с определенным шагом или с перекрытием для получения строчки или непрерывного шва. Подача материалов на шаг осуществляется в момент подъема электродов. При сварке синтетических тканей и пленок для этого используют машины типа швейных, оборудованных точечными электродами и механизмом шаговой подачи материалов на 1—2 мм.
Роликовая сварка
Роликовая сварка (рис. 29.9,б) используется для получения непрерывных протяженных швов. Электродами при этом служат ролики или диски, вращающиеся в противоположном направлении. Один электрод-ролик соединяется с высокопотенциальным выводом генератора ТВЧ, а другой заземлен. Роликовая сварка обладает следующими недостатками, затрудняющими ее использование. Во-первых, при большой скорости сварки сварной шов не успевает охладиться под давлением и выходит из-под электродов-роликов в нагретом состоянии. Это приводит к значительным деформациям шва, особенно при больших толщинах свариваемого материала. Во-вторых, электрическая емкость между роликами мала, что также не позволяет достичь больших скоростей сварки. Указанные недостатки обусловливают целесообразность применения роликовой сварки ТВЧ только для соединения тонких пленок, так как с повышением толщины скорость сварки значительно снижается. Так, при толщине пленки 100 мкм оптимальная скорость сварки составляет 6 м/мин, а при толщине 200 мкм — 2 м/мин. При большой толщине скорость сварки ТВЧ снижается настолько, что применение ее становится экономически нецелесообразно.
Оборудование
Для целей сварки пластмасс принята серия сварочных установок, питаемых от ламповых генераторов следующих мощностей: 1,6; 4,0; 6,0; 10 кВт, которые работают исключительно на частоте 27,12 МГц±1 %.
В настоящее время отечественной промышленностью выпускаются высокочастотные сварочные установки ВЧДЗ-1,6/27, ВЧД6-4/27, ВЧД10-4/27, ВЧД6-10/27 Таганрогским заводом электротермического оборудования.
Сварка пластмасс ультразвуком
Метод сварки пластмасс ультразвуком — один из промышленных методов соединения полимерных материалов, основанный на преобразовании механических высокочастотных колебаний (более 20 000 Гц) в тепловую энергию. Выделяемое при этом тепло размягчает свариваемые поверхности, генерируясь в толще материала, а приложенное давление обеспечивает плотный контакт внутренних поверхностей материала.
Получение и передача ультразвуковых колебаний на материал осуществляется по следующей схеме (рис. 19). Вибратор 1 преобразует электрическую энергию высокой частоты в механические колебания сердечника с частотой ультразвука. Колебания очень маленькой амплитуды передаются от вибратора к концентратору 2, который усиливает механические колебания и благодаря своей особой конструкции концентрирует их в конце волновода. Конец волновода является сварочным инструментом (электродом) или опорой, когда в качестве электрода используют наконечники. Колебания от волновода передаются полимерному материалу 3, который укладывают на опору — отражатель 4. Отражатель может быть пассивным (ненастроенным) и активным (настроенным). В свою очередь, отражатель укладывают на опорную поверхность стола 5. Давление осуществляется со стороны электрода, как показано на схеме, или со стороны опорной поверхности стола.
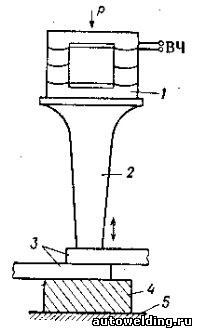
Рис. 19. Схема сварки пластмасс ультразвуком:
1 — вибратор; 2 — концентратор; 3 — свариваемый материал; 4 — отражатель; 5 — опора.
Ультразвуковую сварку применяют в основном для соединения материалов с низкой электро- и теплопроводностью, большинство из которых трудно или вообще не возможно сваривать другими методами. Ультразвуком сваривают следующие полимерные материалы: органическое стекло, винипласт, полиэтилен, поливинилхлорид, полистирол и др.
Процесс образования соединения при ультразвуковой сварке можно условно разделить на две стадии. Вначале происходит нагрев соединяемых материалов. На второй стадии между нагретыми до вязкотекучего состояния контактирующими поверхностями возникают связи, которые и обеспечивают получение неразъемного соединения.
Особенности сварки ультразвуком состоят в следующем:
1) можно соединять детали, толщина одной из которых практически неограничена, и осуществлять сварку конструкций, в которых затруднен доступ к месту сварки; это объясняется тем, что сварка осуществляется с помощью одного электрода, односторонним способом, ультразвуковая энергия может подводиться на значительном расстоянии от места соединения;
2) высокая производительность процесса; так как максимальный разогрев происходит на свариваемых поверхностях, вследствие чего исключается значительный перегрев пластмасс по толщине или длине привариваемого стержня;
3) не создаются радиопомехи;
4) не подводится напряжение к свариваемым поверхностям;
5) возможна сварка более широкого ассортимента и больших толщин изделий из различных полимерных материалов, чем при сварке ТВЧ.
По характеру распределения вводимой механической энергии относительно свариваемых поверхностей ультразвуковая сварка? может быть разделена на контактную и передаточную.
В первом случае механическая энергия равномерно распределена по всей площади контакта свариваемых изделий. Этот вид ультразвуковой сварки обычно применяют для соединения эластичных пластмасс небольшой толщины (— 0,05—1,5 мм). Наиболее распространены соединения внахлестку.
При передаточной ультразвуковой сварке механические колебания вводятся в отдельной точке или на небольшом участке поверхности верхнего изделия. Передача и равномерное распределение механической энергии зависят в этом случае от упругих свойств свариваемого материала. Поэтому передаточную сварку применяют для соединения объемных деталей из жестких пластмасс, таких как полистирол, полиметилметакрилат и др. Наиболее рациональны соединения встык или втавр.
По степени непрерывности процесса ультразвуковую сварку можно разделить на прессовую и непрерывную. Прессовая сварка выполняется за одно рабочее движение волновода. По этой схеме может осуществляться как контактная, так и передаточная ультразвуковая сварка. Непрерывная сварка позволяет получить непрерывные протяженные сварные швы за счет относительного перемещения волновода и свариваемого изделия. Она используется для сварки изделий из пленок и синтетических тканей: мешков, фильтров, непромокаемой одежды и др.
По степени механизации непрерывная сварка делится на ручную и механизированную. При ручной сварке непрерывные швы любой конфигурации получают за счет перемещения сварочного пистолета, а изделие при этом остается неподвижным. Таким способом можно соединять многослойные пакеты из разных пленок с покрытием. При механизированной непрерывной сварке, как правило, перемещается свариваемое изделие, а сварочный волновод остается неподвижным.
Оптимальный режим, зависящий от свойств свариваемого материала, толщины и формы изделия, состояния контактируемых поверхностей и целого ряда других факторов, определяется в каждом конкретном случае экспериментально.
В связи с массовым характером производства и отсутствием простых и надежных методов неразрушающего контроля для сварных изделий из пластмасс особое значение приобретает надежность и стабильность технологического процесса сварки. Для повышения стабильности свойств сварного соединения и получения соединения с максимальной прочностью режим сварки в каждом отдельном случае может меняться.
На сварочном оборудовании могут быть установлены приборы контроля и регулирования технологическим процессом.
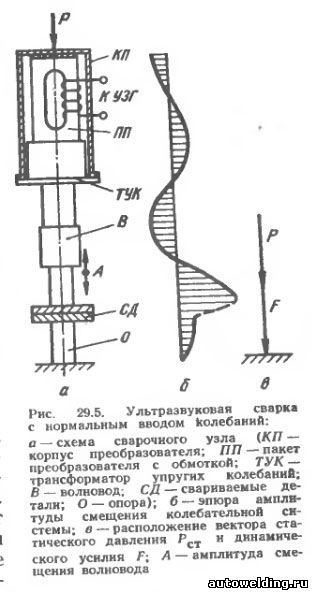
Способ предложен в 1958 г. учеными МВТУ им. Н. Э. Баумана под руководством акад. Г. А. Николаева. Способ ультразвуковой сварки пластмасс заключается в том, что электрические колебания ультразвуковой частоты (18—30 кГц), вырабатываемые генератором, преобразуются в механические продольные колебания магнитострикционного преобразователя, вводятся в свариваемый материал с помощью продольно-колеблющегося инструмента-волновода, расположенного перпендикулярно свариваемым поверхностям (рис. 29.5). Здесь часть энергии механических колебаний переходит в тепловую, что приводит к нагреву зоны контакта соединяемых деталей до температуры вязкотекучего состояния. Надлежащие условия ввода механических колебаний и создание тесного контакта свариваемых деталей, расположенных на опоре, обеспечивается статическим давлением рабочего торца волновода на свариваемые детали. Это давление способствует также концентрации энергии в зоне соединения. Динамическое усилие, возникающее в результате воздействия колеблющегося волновода, приводит к нагреву свариваемого материала, а действие статического давления обеспечивает получение прочного сварного соединения. Механические колебания и давление в этом случае действуют по одной линии перпендикулярно к свариваемым поверхностям. Такая схема ввода энергии применяется для ультразвуковой сварки пластмасс, в отличие от «металлической» схемы, когда механические колебания действуют в плоскости соединяемых поверхностей, а давление прикладывается перпендикулярно к ним. Подвод энергии от волновода может быть односторонним и двусторонним. По характеру передачи энергии и распределению ее по свариваемым поверхностям ультразвуковая сварка делится на контактную и передаточную.
Контактная сварка
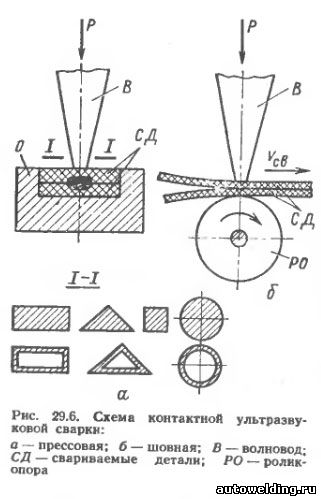
Возможность передачи механической энергии в зону сварки зависит от упругих свойств и коэффициента затухания колебаний свариваемых материалов. Если полимер характеризуется низким модулем упругости и большим коэффициентом затухания, то сварное соединение можно получить лишь на малом удалении от плоскости ввода колебаний. Для равномерного распределения энергии по всей площади контакта свариваемых деталей необходимо, чтобы рабочий торец, соприкасающийся с верхней деталью, имел форму и площадь, идентичную площади и форме плоскости контакта свариваемых деталей. Контактная ультразвуковая сварка обычно применяется для соединения изделий из мягких пластмасс, таких как полиэтилен, полипропилен, поливинил-хлорид, а также пленок и синтетических тканей небольшой толщины — от 0,02 до 5 мм. При этом способе сварки наиболее распространены соединения внахлестку (рис. 29.6).
Передаточная сварка
Если полимер обладает высоким модулем упругости и низким коэффициентом затухания, то сварное соединение можно получать на большом удалении от поверхности ввода механических колебаний (рис. 29.7). В этом случае ввод механических колебаний может осуществляться в точке или на небольшом участке поверхности верхней детали. Благодаря хорошим акустическим свойствам материала изделия энергия ультразвуковой волны незначительно ослабляется при проходе через деталь, контактирующую с волноводом, и почти полностью транспортируется к границе раздела свариваемых деталей. Тепловыделение на границе раздела в этом случае зависит от конфигурации изделия, а площадь сварки значительно отличается от площади рабочего торца волновода. Передаточную сварку рекомендуется применять для соединения объемных деталей из жестких пластмасс, таких как полистирол, полиметилметакрилат, капрон, полиамиды, поликарбонат. Наиболее распространены стыковые и тавровые соединения. Удаление поверхности ввода механических колебаний от плоскости раздела свариваемых деталей зависит от упругих свойств материала, мощности ультразвука, подготовки кромок и может составлять от 10 до 250 мм. В случае необходимости передаточной сваркой можно соединять и мягкие термопласты. Для этого свариваемые детали должны находиться в жестком застекленном состоянии, что может быть достигнуто путем охлаждения их до температуры стеклования.
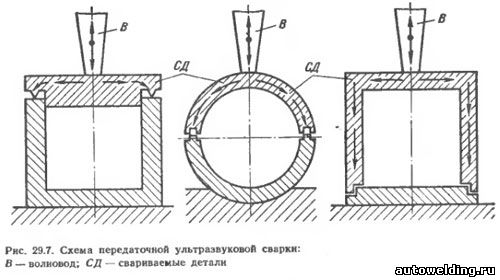
В МГТУ им. Н. Э. Баумана разработаны машины типа УПМ-21, УПК-15М, УПШ-12, ВНИИЭСО разработаны машины типа МТУ-1,5 и МТУ-0,4, которые серийно выпускаются заводом «Электросварка». Переносные установки РУСУ-50 и РУСУ-44-250 разработаны в НИАТ. Машины типа БШМ-1 разработаны ВНИИЛТЕКмашем совместно с ВНИИТВЧ им.. В. П. Вологдина и серийно выпускаются ПО Промшвеймаш (г. Орша).
Ультразвуковая сварка полиэтилена
Ультразвуковую сварку применяют при изготовлении емкостей, различных контейнеров и труб, предназначенных для хранения пищевых и других промышленных продуктов.
В большинстве случаев при упаковке продуктов в полиэтиленовую тару соединяемые поверхности загрязнены упаковываемым продуктом. Поэтому использование других методов сварки, кроме ультразвукового, в данном случае исключено. Загрязненность свариваемых поверхностей упаковываемым продуктом накладывает специфические требования к процессу ультразвуковой сварки, так как это оказывает влияние на прочность получаемого сварного соединения. Загрязнение поверхности приводит к понижению прочности сварного соединения.
Кроме того, при сварке изделий из полиэтилена следует учитывать особенности хранения и предшествующую обработку соединяемых изделий, которая также влияет на прочностные и эксплуатационные характеристики сварного шва.
Применение предварительной термообработки в интервале температур 50—100°С незначительно влияет на прочность сварных соединений (прочность уменьшается соответственно на 5—9% по сравнению с прочностью образцов, сваренных без предварительной термообработки).
С повышением температуры обработки до 115 °С наблюдается понижение прочности на 17%, и продолжительность сварки при этом увеличивается на 2—3 с.
Значительно влияет на качество сварного шва старение полиэтилена в условиях солнечной радиации. После 30 ч облучения ультрафиолетовыми лучами образец нестабилизированного полиэтилена низкой плотности толщиной 0,7 мм перестает свариваться. Полиэтилен, стабилизированный сажей или парафином, перестает свариваться после 60 ч облучения.
Ультразвуковая сварка полистирола
Ультразвуковую сварку изделий из полистирола применяют для изготовления различных контейнеров и сосудов, игрушек, спортивных товаров, а также для упаковки пищевых продуктов, медикаментов, косметики и т. д. В зависимости от формы изделия и свойств материала применяют контактную и передаточную сварку или комбинацию этих методов. Каждый из выпускаемых в настоящее время полистиролов (блочный, суспензионный, эмульсионный и ударопрочный) имеет различную способность свариваться — от наилучшей у блочного до наихудшей у ударопрочного полистирола.
При сварке изделий из полистирола одним из важных факторов, влияющих на процесс формирования сварных швов, является качество соединяемых поверхностей. Хорошая геометрическая форма и правильная подготовка поверхностей не только облегчает сварку, но и способствуют повышению прочности шва, увеличивают производительность процесса и позволяют строго фиксировать одну часть свариваемого изделия относительно другой его части.
Разделки кромок могут различаться по форме, по в основном одна из стыкуемых деталей должна иметь выступ, входящий по всей длине в соответствующий паз другой детали (рис. 20). Стыкуемые детали должны обладать наименьшей контактной поверхностью; поэтому паз выполняют плоским, а выступ — острым. Острие выступа должно контактировать с соединяемой поверхностью на очень небольшой площади, которая сводится почти к линии. Это способствует концентрации механической энергии на выступе, ускоряет процесс нагрева и сварки пластмасс.
Наилучшей является V-образная разделка свариваемых кромок, которая применяется для соединения деталей, показанных на рис. 20, а. На верхней детали делается V-образный выступ, а на нижней — V-образный паз. Высота выступа должна быть больше, чем глубина паза на 0,05—0,030 мм. При таком типе соединений достигается лучшая текучесть разогретого материала под действием давления и шов имеет хороший внешний вид.
При сварке соединений необходимо предусматривать допуски на текучесть размягченного полимера, который выдавливается из зоны шва, образуя грат. Если грат нежелателен, используют специальные конструкции шва, чтобы избежать выплесков полимера (см. рис. 20, 6 и в). Доведенный до вязкотекучего состояния полимер должен соединять две стыкуемые поверхности, заполняя зазор в несколько десятых долей миллиметра.
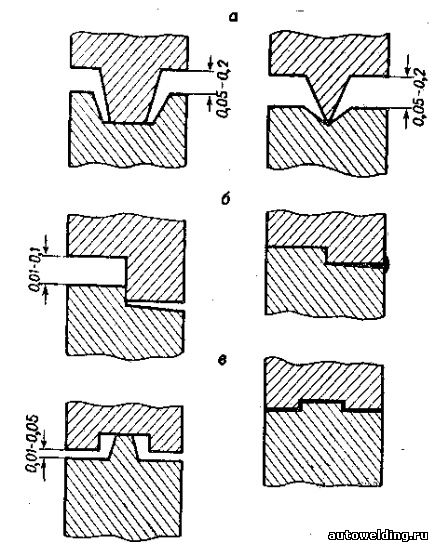
Рис. 20. Типы разделки кромок свариваемых поверхностей изделия.
Линия наплыва вдоль шва и выход наплыва за пределы шва свидетельствуют о том, что сварка произошла, В тех случаях, когда требуется герметичность изделия, необходимо, чтобы сварные детали имели линию наплыва. Однако линия наплыва большей частью ухудшает внешний вид изделия, поэтому ее следует избегать в особенности на полированных поверхностях.
Улучшение внешнего вида достигается ступенчатой конструкцией рабочей части волновода, при этом выступ изготовляют так, чтобы наплыв образовывался на внутренней стороне изделия. Малогабаритные детали несложной формы свариваются за один контакт волновода с изделием, причем волновод устанавливается перпендикулярно к свариваемым поверхностям по оси симметрии соединения. Если деталь сложная и длина сварного шва значительная, то количество точек и место введения ультразвуковых колебаний определяются экспериментально.
На свариваемость жестких пластмасс большое влияние оказывают условия хранения соединяемых деталей. Длительное хранение деталей до сварки приводит к уменьшению прочности сварного соединения. Особенно сильно уменьшается прочность соединения при сварке деталей, прошедших длительное хранение в атмосферных условиях. Таким образом, для получения качественных сварных соединений сварку необходимо производить либо сразу же после отливки деталей, либо хранить литые детали в темных холодных помещениях. Хранение деталей в атмосферных условиях при наличии солнечной радиации недопустимо.
Применение ультразвука для сварки деталей детских игрушек из полистирола позволило полностью исключить процесс склеивания дихлорэтаном, толуолом и другими растворителями, применение которых приводит к значительной загазованности воздушной среды. Использование ультразвуковой сварки повышает производительность труда и культуру производства.
Соединение пластмасс с металлами
В последнее время ультразвук применяется не только для сварки пластмасс, но и для соединения пластмасс с металлами и впрессовки металлических изделий в пластмассы.
При соединении металлических изделий с пластмассовыми в металлическом изделии делают отверстие, а в изделии из пластмассы — штифт, выполненный как одно целое с изделием. Металлическое изделие надевают на штифт, а на выступающую часть штифта накладывают ультразвуковой инструмент — волновод, торец которого имеет два сферических углубления, Под действием ультразвука выступающая часть штифта размягчается и деформируется инструментом в две полусферические головки, образующие замковое соединение, напоминающее собой соединение заклепками.
Схемы сварки пластмасс током высокой частоты
При сварке ТВЧ обкладками конденсатора являются электроды сварочной установки. Сварка может осуществляться по прессовой и роликовой схемам (рис.5.3).

Рис.5.3. Прессовая (а) и роликовая (б) высокочастотная сварка пластмасс: 1 – заземленная обкладка конденсатора; 2 – свариваемый материал; 3 – высокопотенциальный электрод; 4 - высокопотенциальный ролик; 5 - низкопотенциальный ролик
При прессовой сварке (рис.5.3, а) соединение получают за один рабочий цикл. Конфигурация сварных швов соответствует конфигурации электродов. Сварной шов укладывается одновременно по всему контуру, т.е. все участки шва свариваются в одном и том же режиме, нагрев происходит равномерно, что обеспечивает высокое качество сварного соединения. Электроды одновременно обеспечивают нагрев и необходимое сварочное давление.
Разновидностью прессовой сварки являются точечная и шовно-шаговая сварка.
Точечная сварк а отличается тем, что свариваемая площадь очень мала, и применяется в основном для сборки изделий и прихватки заготовок под прессовую и шовную сварку.
При шовно -шаговой сварке материалы свариваются участками с определенным шагом либо с перекрытием для получения строчки или непрерыв- ного шва. Подача материалов на шаг осуществляется в момент подъема электродов. При сварке синтетических тканей и пленок для этого используют машины типа швейных, оборудованные точечными электродами и механизмом шаговой подачи материалов на 1-2 мм.
Роликовая св арка (рис.5.3, б) используется для получения непрерывных протяженных швов. Электродами при этом служат ролики или диски, вращающиеся в противоположном направлении. Один электрод-ролик соединяется с высокопотенциальным выводом генератора ТВЧ, а другой заземлен. Роликовая сварка обладает рядом недостатков, затрудняющих её использование. Во-первых, при большой скорости сварки сварной шов не успевает охладиться под давлением и выходит из-под электродов-роликов в нагретом состоянии. Это приводит к значительным деформациям шва, особенно при больших толщинах свариваемого материала. Во-вторых, электрическая емкость между роликами мала, что также не позволяет достичь больших скоростей сварки. Указанные недостатки обуславливают целесообразность применения роликовой сварки ТВЧ только для соединения тонких пленок, так как с повышением толщины пленок скорость сварки значительно снижается. Так, при толщине пленки 100 мкм оптимальная скорость сварки составляет 6 м/мин, а при толщине 200 мкм – 2 м/мин.
Прессовая сварка ТВЧ позволяет получить соединения внахлестку (рис.5.4, а, б, в), встык (рис.5.4, г, д), встык с одной или двумя накладками, втавр, на ус, с отбортовкой кромок (рис.5.4, ж, з) и т.д. Для достижения более полного контакта между соединяемыми поверхностями может применяться присадочный материал.

Рис.5.4. Виды сварных соединений и схемы размещения электродов при сварке: а, б, в – внахлестку; г, д, – встык; е – угловое; ж, з – с отбортовкой кромок; (+) - высоковольтный электрод; (-) – заземленный электрод
При использовании электродов (рис.5.4 б, ж, з) сварка может выполняться с одновременной отделкой шва и обрезанием по его краю. В этом случае электроды имеет специальную кромку (рис.5.5). В случае применения составного электрода часть его, предназначенную для сварки основного шва, изготавливают из полосы латуни, к которой винтами крепится обрезной нож, выполненный из стальной ленты и заточенный под углом 30°.

Рис.5.5. Форма электрода для сварки с одновременным обрезанием: 1 – электрод; 2 – обрезной нож; 3 - свариваемые пленки; 4 - низкопотенциальный электрод; 5 – диэлектрическая прокладка
Для получения сварных швов с различной конфигурацией и с одновременным вырезанием изделия широкое распространение находят электроды, представленные на рис.5.6. При работе с указанными электродами с целью ис-ключения электрического пробоя электрод, совмещенный с нижней плитой сварочного пресса, рекомендуется покрывать листом материала, имеющим высокие диэлектрические характеристики, например гетинаксом.

Рис.5.6. Формы рабочей части электродов для высокочастотной сварки с одновременным обрезанием изделия
Расположение электродов, приведенное на рис.5.4, д, используется при сварке труб встык, а также в случаях, когда невозможно расположить электроды с двух противоположных сторон сварного шва, например при сварке встык линолеума на теплоизоляционной прокладке. Сварка кольцевых (поперечных) стыков винипластовых труб по этой схеме осуществляется с помощью разъемных или неразъемных электродов (рис.5.7, а). Для исключения появления грата внутри трубы вставляется вкладыш, выполненный из материала с малыми диэлектрическими потерями. Для облегчения удаления вкладыш выполняется разъемным. Подвод тока при такой конструкции значительно облегчен.

Рис.5.7. Схема сварки кольцевых швов винипластовых труб (а) и электродом с накладками (б) Чтобы уменьшить продавливание свариваемого материала и этим увеличить его прочность в околошовной зоне, применяют электроды с накладками (рис.5.7, б), выполненными из диэлектрического материала, например из фторопласта-4, который не нагревается в поле ТВЧ.
При сварке термопластов, имеющих малый фактор диэлектрических потерь, применяют электроды, нагреваемые током промышленной частоты. В полости электрода устанавливают помещенную в кварцевую или керамическую трубку электрическую спираль. Электрод нагревается до необходимой температуры, а затем включается ТВЧ, причем в этот момент электрод от сети промышленной частоты отключается.
Электроды для контурной сварки (рис.5.8) имеют рабочую поверхность, повторяющую конфигурацию и размеры сварного шва. Обычно такие электроды имеют вид рамки, изготовленной из полос латуни, соединенных болтами или пайкой. Рамка крепится на плите толщиной 10-15 мм. При необходимости обрезания материала одновременно с его сваркой на рабочих элементах электродов устанавливают обрезные ножи.

Рис.5.8. Электроды для контурной сварки
В тех случаях, когда мощности генератора недостаточно для сварки всего изделия по контуру, а сварка шаговым методом не удается из-за трудности совмещения швов или рисунков, применяют коммутационные электроды, состоящие из нескольких изолированных друг от друга секций, которые подключаются к генератору поочередно с помощью коммутатора. В процессе сварки все изделие прижато по зоне сварки в прессе, и выполнение швов обеспечивается последовательно без перестыковок.

Рис.5.9. Схема сварки продольных швов труб из ПВХ: 1 – труба; 2 – высоковольтный электрод; 3 – шарнирный электрод материал
Сварка продольных швов труб из пластифицированного ПВХ может производиться шаговым способом (рис.5.9). За одну операцию сваривается шов длиной 500-700 мм. Каждый предыдущий шов перекрывается последующим на 10 мм. Заземленным электродом является шарнирный электрод, а высоковольтный электрод представляет собой нож шириной 4 мм, укрепленный в электродержателе. Такая же схема сварки может быть использована для соединения нахлесточным швом мягких лент при изготовлении рукавов, шлангов и т.п. (рис.5.10).

Рис.5.10. Схема сварки рукавов из пленки продольным швом: 1 – верхний электрод; 2 – нижний электрод; 3 – рулонный
Сварка ТВЧ может быть использована и для изготовления объемных изделий, для чего служат электроды сложной формы.
Читайте также: