Сварка трением с перемешиванием fsw
Обновлено: 16.05.2024
Cварка трением с перемешиванием (FSW - Friction Stir Welding) в мировом кораблестроении. Современный уровень развития, перспективы, оборудование.
Из всего созданного человеком корабль содержит наибольшее количество сварных швов. Технологией сварки определяется надёжность корабля и, в немалой степени, его стоимость. Неудивительно, что, также как высокоскоростное резание в первую очередь выгодно и было изначально разработано для авиакосмической промышленности, FSW в первую очередь выгодна и нашла практическое применение в кораблестроении. Корпус большого корабля может содержать сварные швы общей длиной до 1000 км. При этом стоимость сварочных операций не должна превышать 7% общей стоимость корабля [1,2].
Области применения FSW
В современном кораблестроении сварка трением с перемешиванием широко применяется для сварки следующих компонентов:
- палубных панелей, панелей боковых стенок, переборок и междуэтажных перекрытий
- алюминиевых профилей
- корпуса и надстройки
- вертолётных площадок
- военно-морского транспортного флота
- мачт парусных суден
- рефрижераторных установок
Процесс FSW
Сварка трением с перемешиванием была изобретена и запатентована TWI (TWI - Technological Welding Institute) в декабре 1991 года. TWI успешно подала заявки на патенты в Европе, США, Японии и Австралии.
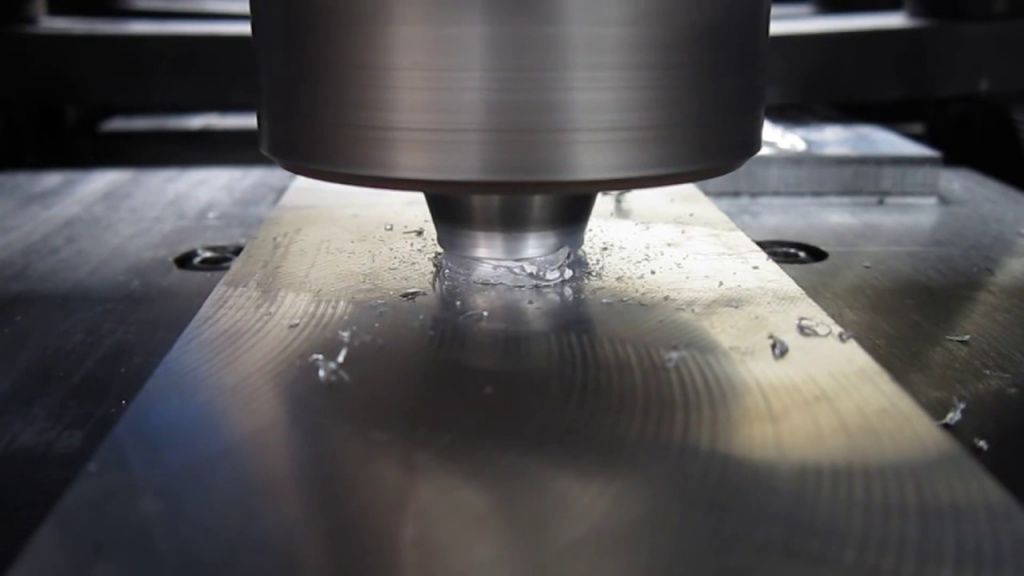
Принцип FSW предельно прост. Цилиндрический вращающийся инструмент особой формы с заплечиками и штырем в центре погружается в линию соединения подлежащих сварке плотно прижатых друг другу деталей. При этом создаётся достаточное количество тепла для пластической сварки деталей без плавления. Нагретый до пластического состояния металл перемещается из зоны перед штырем в зону за ним, формуется заплечиками и образует сварное соединение в процессе охлаждения.

Рис. 1 Процесс сварки трением с перемешиванием
Формирование сварочного шва происходит за счёт комбинации операций перемешивания и выдавливания. Отсюда название – сварка трением с перемешиванием.
Преимущества сварки трением с перемешиванием для кораблестроения
- Минимум подготовительных операций
- Минимальные деформации
- Швы большей глубины и длины
- Нет необходимости в дополнительных материалах (Al - проволока) и защитном газе
- Отсутствие пористости
- Отсутствие трещин
- Экономичность
- Обеспечение качества – простота автоматизации и наблюдения параметров процесса.
- Высокая степень повторяемости и воспроизводимости процесса
- Отсутствие испарений и токсичных газов, отсутствие излучения от дуги.
- Отсутствие необходимости доработки поверхности и удаления брызг после сварки
- Благоприятный в экологическом отношении и здоровью человека способ сварки.
- Использование FSW позволяет получать оптимальные механические характеристики сварного шва, сопоставимые с механическими характеристиками свариваемых деталей
- Возможность сварки практически всех металлов с температурой плавления до 1800 °C, а также возможность соединения деталей из различных металлов, сварка которых невозможна любым другим методом сварки
Согласно данным “Italian Institute of Welding”, Италия, вес избыточного металла при длине шва 100 км составляет 8 тонн (алюминия). Это означает:
- обусловленное увеличением веса снижение скорости на море
- около 70 000 € бесполезных затрат на металл-наполнитель!
Экономичность процесса сварки трением с перемешиванием наглядно демонстрируется на рис. 2, где схематично показано сравнение сварочного шва, полученного в результате традиционного метода сварки, и сварочного шва, полученного с применением FSW

Рис. 2 Сравнение традиционного и FSW сварочных швов.
Сварной шов с плоской верхней поверхностью заподлицо со сваренными деталями имеет суммарный вес на 12% ниже традиционного сварного шва, выполненного методом дуговой сварки [3].
Успех применения процесса сварки трением с перемешиванием определяется оптимизацией его параметров. Параметры эти аналогичны параметрам процесса резания на станках с ЧПУ, что позволяет использовать опыт автоматизации и контроля параметров процесса резания.

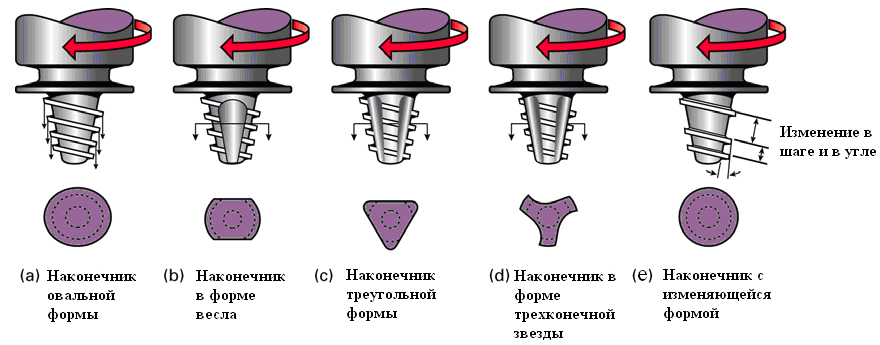
Рис. 3 Геометрия инструмента для FSW
К числу основных параметров FSW относятся (Рис.3):
Параметры процесса сварки
- Скорость вращения шпинделя
- Скорость подачи
- Угол наклона
- Конфигурация сварочного шва
Геометрия инструмента и параметры процесса сварки оптимизируется для каждого конкретного материала (для каждой пары свариваемых материалов). Скорость вращения шпинделя, скорость подачи, угол наклона управляются и контролируются программно.
Материалы, сварка которых может быть произведена с применением FSW:
- Алюминий и сплавы алюминия (все сплавы, листовой алюминий, литьё, прессованные панели)
- Магний и магниевые сплавы
- Сталь
- Титан
- Медь и свинец
- Пластмассы и композиты
- Сварка различных материалов различного производства: различных сплавов алюминия (2XXX – 7XXX), алюминия со сталью, проката с литыми деталями
Алюминиевые сплавы в кораблестроении
Начиная с 90-х годов 20-го века, сплавы алюминия приобретают всё более широкое применение в современном кораблестроении. Особое значение они имеют там, где успех определяется высокой быстроходностью или уменьшением веса судовой надстройки для более низкого расположения центра тяжести. Различные виды стеклопластика или титановые сплавы рассматриваются как альтернатива алюминиевым сплавам, но они слишком дороги, и производство с их применением имеет низкую по сравнению с алюминиевыми сплавами производительность.
Сплавы алюминия обладают рядом качеств, которые делают их в высшей степени интересными для разработчиков и производителей высокоскоростных судов высокой мощности, а именно:
- лёгкость
- высокая сопротивляемость коррозии
- простота обработки резанием и давлением, простота сварочных операций [2].
Какие материалы и сплавы представляют наибольший интерес для их применения в кораблестроении? Ответ предельно прост. Это сплавы, которые гарантируют:
- наличие на рынке полуфабрикатов – профилей, тонкого листового проката и т.д., имеющих размеры и форму в соответствии с требованиями разработчиков и производителей.
- простота реализации всех производственных технологий, особенно сварочных операций
- высокая сопротивляемость коррозии в морских условиях
- экономичность
Перечисленным требованиям наиболее отвечают алюминиево-магниевые сплавы (серия АА5ххх) и алюминиево-магниевые - кремнистые сплавы (серия АА5ххх).
Применение FSW при подготовке сборочных узлов и при окончательном монтаже корабля позволяет свести затраты труда и времени и другие производственные затраты к минимуму.
Модульный подход к производству

Рис 4. FSW обеспечивает возможность производства основных сборочных узлов корабля в виде готовых модулей [4].
Сборка катамарана с применением FSW из сваренных с помощью FSW стандартных блоков подобна сборке игрушечной лодки. Все сборочные единицы точно подходят друг к другу, изменения конструкции сопровождаются соответствующими изменениями сборочных узлов. Низкий подвод тепла во время сварки сопровождается экстремально низкими остаточными напряжениями, работы по сборке под сварку сведены к минимуму. Экономия времени и денег очевидна.

Рис 5. Возможные новые конструктивные решения с применением FSW. [2]
Так как применение FSW создаёт существенные конкурентоспособные преимущества, информация о фактических сбережениях и практических приложениях этой технологии сварки широко не афишируются. Однако Midling et. al. 2000 даёт общее представление о преимуществах пользователей сварки трением с перемешиванием, основные из которых перечислены ниже [2,5]:
- Возможность промышленного изготовления сборочных узлов высокой степени готовности
- Высокий уровень повторяемости и воспроизводимости отдельных блоков, обеспечение качества при минимальных отклонениях.
- Гибкость и функциональные возможности промышленного оборудования дают возможность пользователю разрабатывать новые решения в кратчайшие сроки.
- Изготовленные сборочные узлы проверены и утверждены такими компетентными учреждениями, как DNV, RINA и Germanischer Lloyds.
- Высочайший уровень прямолинейности панелей обеспечивает простоту сборки и, соответственно, минимум ручной сварки.
- Сокращение работ на выравнивание днищ и перекрытий при подготовке их к покрытиям является также источником уменьшения затрат заказчика при использовании панелей FSW.
Одно из наиболее убедительных преимуществ сварки трением с перемешиванием – сваренные детали готовы к использованию. Затраты на шлифование, полирование, выравнивание исключены. Конструктивные компоненты готовы к сборке сразу после сварки. Однако необходимо отметить, что конструкции, разработанные под MIG – или TIG сварку - ручную или полуавтоматическую дуговая сварка неплавящимся электродом в среде инертного защитного газа, не всегда подходят для применения FSW. Ограничивающим фактором являются относительно высокие силы прижима свариваемых деталей. Иногда необходимо прижимное устройство или изменение конструкции. Однако один раз сконструированное зажимное устройство обеспечивает недостижимый ранее уровень повторяемости ( Рис. 6.)
Для решения этой проблемы идеально подходит опыт HAGE Sondermaschinenbau GmbH по разработке и производству автоматического оборудования. Необходимые устройства загрузки, зажима, подачи, разжима и разгрузки деталей конструируются и изготавливаются "под ключ" из одних рук.

Рис. 6 LAYOUT станка STIRMATIC DH20 для одновременной двусторонней сварки FSW алюминиевых профилей.
При сварке поверхностей больших размеров, например, стен или межпалубных перекрытий, помимо задачи выравнивания возникает важный и дорогостоящий момент внешнего вида видимых поверхностей. Огромное количество времени тратится на полирование и приведение в порядок внешних поверхностей. При использовании сваренных FSW панелей внешний вид конструкции в конечном итоге определяется внешним видом алюминиевых панелей и профилей. Сварочные швы не оказывают влияния на внешний вид конструкции.
Примеры применения FSW в мировом кораблестроении
Сварка палубных панелей
Одним из основных преимуществ FSW является возможность получения свободных от тепловых деформаций гомогенных швов. На предприятии Sapa, Швеция, производится сварка панелей длиной до 25 м и шириной до 3,5 м [3].
Сварка происходит при температуре около 480°C, что намного ниже температуры плавления алюминия 660°C. Панели соединяются без каких-либо добавочных материалов, следовательно, материал шва точно такой же, как материал свариваемых деталей. В результате непосредственно после сварки получается не требующий доработки шов высокой прочности и чистоты. Возможна одновременная двусторонняя сварка ( Рис. 6.).

Рис. 7 Сварка палубных панелей длиной до 25 м и шириной до 3,5 м
Сварка трением с перемешиванием для конструкций из композитного сплава Sealium® - идеальная комбинация лёгкости и жёсткости
Созданный и запатентованный Pechiney Marine новейший высокотехнологичный композитный материал на основе алюминия (Sealium®—Sea Aluminium) имеет наилучшие характеристики из всех существующих на сегодня сплавов на основе алюминия: лёгкость, уникальную устойчивость к коррозии, крайне низкую «уставаемость» металла, прочность сварочных швов. Только через несколько лет Sealium® стал международной промышленной ссылкой для особо быстроходных кораблей.
- FSW успешно применяется для комплексных решений для конструкций из Sealium® [2]:
- панели и рёбра жёсткости изготавливаются из одинакового материала
- максимальное снижение веса и достижение прекрасных антикоррозионных качеств
- рациональное использование экструдированных профилей

Рис. 8 Средняя секция однокорпусного судна из сплавов алюминия
Сварка трением с перемешиванием может быть применена для любых типов судов из алюминиевых сплавов, от жёстких надувных лодок длиной 5 м и военных патрульных судов длиной 50 м до роскошных круизных кораблей длиной более 200 м [6].
На предприятиях Tamano Mitsui Engineering & Shipbuilding (MES) в Японии FSW была использована для строительства пассажирского и грузового судна с максимальной скоростью 42.8 узлов. Этому судну дали название «Лайнер Высшего качества Огасавара». Оно может быть использовано для одновременной транспортировки транспортировать до 740 человек и до 210 тонн фрахта (Рис. 9). Это судно было успешно опробовано в волнах 2 м высотой.

Рис. 9 Японский «Super Liner Ogasawara” от MES имеет скорость до 42.8 узлов
Кораблестроители Nichols Brothers Boat в Freeland (Вашингтон, США) используют сваренные FSW алюминиевые конструктивные компоненты для военного судна с максимальной скоростью 55 узлов класса X-Craft, который недавно назвали «Морским Борцом» (Рис. 10).

Рис. 10 Носовая часть военного судна “Sea Fighter” класса X-Craft производства Nichols Bros
Отзывы пользователей FSW [6].
Норвежский концерн Hydro Aluminium сообщает, что использование на верфях алюминиевых панелей, сваренных FSW, позволяет на 15% сократить трудовые затраты на производство кораблей. Другая норвежская фирма, Fjellstrand, сообщает, что использование готовых, сваренных по методу FSW панелей позволяет сократить цикл производства корпуса катамарана длиной 60 м от 10-ти до 6-ти месяцев.
Сварка трением с перемешиванием - новый метод сварки, который быстро нашёл широчайшее промышленное применение, начиная с его изобретения в TWI в 1991.
Первым и одним из основных применений FSW является судостроительная промышленность, в которой она успешно используется для сварки алюминиевых экструдированных профилей и алюминиевых профилей больших размеров.
Сварка трением с перемешиванием была сертифицирована многими классификационными обществами, включая ABS, BV, DNV, GL, Lloyds and RINA.
В настоящее время многие исследовательские проекты направлены на совершенствование и дальнейшее развитие процесса сварки трением с перемешиванием стали, титана и других перспективных материалов.
Промышленная реализация сварки трением с перемешиванием намного проще реализации других сварочных процессов. Оператор не должен обладать особой квалификацией и навыками, так как повторяемость процесса и качество сварочных швов обеспечиваются автоматически. Заказчик не должен вкладывать огромный капитал в сварку трением с перемешиванием, однако он может извлечь огромную выгоду вследствие сокращения времени производственного цикла и улучшения качества сварочных швов.
1. Friction Stir Welding as joining process in the shipbuilding industry. Stefanie MUELLER, Italian Institute of Welding, Genoa, Italy
2 Aluminium Alloys in third millennium shipbuilding materials, technologies, perspectives. Stefano FERRARIS incantieri Cantieri Navali Italiani S.p.A., Naval Vessel Business Unit, Genoa, ITALY; Luis Mario VOLPONE. Istituto Italiano della Saldatura, Genoa, ITALY
Сварка трением с перемешиванием (FSW)

За последние два десятилетия самым интересным достижением в области сварки стала разработка способа сварки трением с перемешиванием (Friction Stir Welding — FSW) (СТП).
Сварка трением с перемешиванием – это оптимальный метод сварки цветных металлов с низкой температурой плавления, а также сварки разнородных металлов.
Применение СТП позволяет разом решить проблемные вопросы сварки плавлением, и на первый взгляд, сам способ является удивительно простым и выполнимым. Сварка осуществляется вращающимся рабочим стержнем с различным рельефом поверхности (поз. 1), который медленно погружают в стык деталей на глубину меньше толщины свариваемых кромок на величину 0,2–0,3 мм. Материал кромок за счет теплоты, выделяющейся при трении поверхности опорного бурта (поз. 2), нагревается до пластического состояния, не достигая фазы плавления. При поступательном перемещении вращающегося инструмента по стыку металл свариваемых кромок перемешивается и образуется шов (поз. 3). При этом для проведения процесса сварки необходимо создать и поддерживать постоянное давление в направлении оси инструмента, в зависимости от свариваемых толщин усилие может достигать 10 тонн.
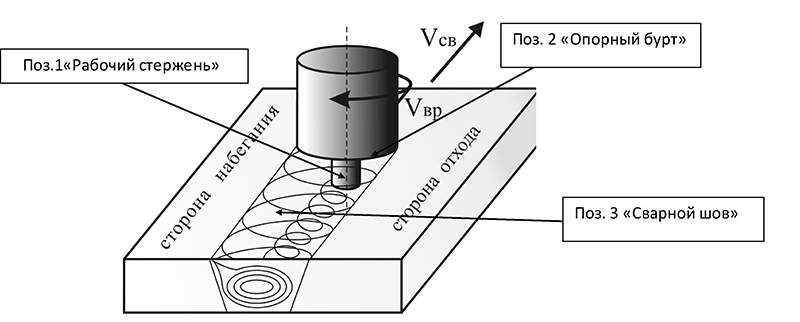
Принципиальная схема процесса фрикционной сварки
Вот сварного шва СТП, принципиально отличающие данный способ сварки от традиционного способа сварки плавлением:
— прочность сварного соединения по сравнению с основным материалом от 100% и выше;
— низкие остаточные деформации;
— отсутствие дефектов, характерных для сварки плавлением (трещины, поры, окисные включения и др.);
— сварка всех существующих видов алюминиевых сплавов, в том числе и различных сочетаний;
— отсутствие электромагнитного и радиационного излучения дуги, наличия сварочных аэрозолей;
— отсутствие необходимости применения вспомогательных материалов: защитные газы и присадочная проволока;
— отсутствие влияния человеческого фактора ввиду полной автоматизации процесса и контроля параметров в процессе сварки.
Эти преимущества по сравнению со сваркой плавлением позволили СТП найти применение в различных отраслях промышленности. Ракетно-космические агентства практически всех стран мира в той или иной степени внедрили этот процесс при изготовлении изделий РКТ. Лидерами в этой области остаются США, Евросоюз и Китай.
Промышленное применение СТП в России представлено на чебоксарском предприятии ЗАО «Сеспель» при изготовлении заготовок из сплава АМг5 для автомобильных цистерн.

В отличие от традиционных методов сварки, FSW не производит вредных газов, шлака, брызг и громкого шума, что способствует улучшению условий рабочей среды, одновременно повышая производительность. Самое лучшее в процессе - это отличное качество и прочность сварного шва. Процесс сварки трением с перемешиванием открывает совершенно новые направления в технологиях сварки. Быстрая и высококачественная сварка алюминиевых сплавов, равно как и сплавы меди и магния, традиционно считавшихся не поддающимися сварке, теперь стала возможной.
При сварке трением с перемешиванием крайне важна конструкция сварочного инструмента. Оптимизация геометрических параметров инструмента для выделения большего тепла или для достижения более эффективного смешивания имеет два главных преимущества: лучшее разрушение и смешивание оксидной пленки (более эффективное выделение тепла), что приводит к более высокой скорости сварки, и лучшее качество. Инструменты должны обладать высокой прочностью при повышенных температурах и сохранять такую прочность продолжительное время. Сочетание материала инструмента и базового материала очень сильно влияет на срок службы инструмента.
Применение
- Авиационная промышленность
- Автомобильная промышленность
- Железнодорожная промышленность
- Космическая промышленность
- Судоходство
- Теплопередача
- Атомная промышленность
Учитывая уникальные возможности по сварке СТП больших толщин (до 40 мм при односторонней и 80 мм двухсторонней сварки), а также возможности сварки всех групп алюминиевых сплавов, мы имеем предпосылки для создания новых профилей для силовых строительных конструкций, жестких рамных конструкций для корпусов ж/д и автомобильной промышленностей, палубных конструкций в судостроении, различных конфигураций и конструкций систем терморегулирования (радиаторные решетки, теплообменники и др.), крупногабаритных листовых заготовок и профилей, в том числе для последующих операций формообразования, где предъявляются повышенные требования к прочности и пластичности сварных соединений.
Если вас интересует данная тема и вы планируете приобрести оборудование для СТП. Мы готовы предоставить вам коммерческое предложение и проконсультировать по вопросам поставки.
Cварка трением с перемешиванием (FSW - Friction Stir Welding) в мировом кораблестроении. Современный уровень развития, перспективы, оборудование.
Сварка трением с перемешиванием
Процесс FSW применяется для сварки большого количества разнообразных изделий в различных отраслях промышлен- ности:
- Авиакосмическая промышленность - топливные баки
- Транспорт - железнодорожные вагоны
- Судостроение - палубные панели
- Автомобильная промышленность - подвески, бамперы, детали сидений
- Атомная энергетика - медные ёмкости для ОЯТ
- Теплоэнергетика - теплопоглощающие конструкции и теплообменники
Основные преимущества
- Минимальная деформация и усадка
- Минимум подготовительных операций - только обезжиривание поверхности
- Отсутствие необходимости в шлифовке, полировке или правке.
- Отсутствие необходимости в ремонте сваркой
- Снижение веса изделия (на 40% меньше, чем при МИГ/МАГ сварке)
- Стабильное качество высокое сварных соединений
- Повышенная прочность на разрыв
- Превосходные усталостные свойства
- Отсутствие дымов, искр или брызг
- Низкий уровень шума
- Высокая степень повторяемости и воспроизводимости процесса
Система SuperStir™ для сварки трением с перемешиванием
Линейка ESAB SuperStir™ специально разработана для круп- носерийного производства алюминиевых панелей большого размера, балочных и решетчатых ферм. Крупногабаритные установки, изготавливаемые с учетом требований заказчика, обеспечивают безопасность, чистоту и простоту сварочного процесса, который можно полностью автоматизировать для существенного снижения производственных затрат. Технология ESAB SuperStir™ FSW применяется во всех отрас- лях промышленности - от судостроения, морской нефтегазо- добычи, строительной и транспортной индустрии до оборон- ной и авиакосмической промышленности.
Портал SuperStir™ FSW
- Гибкий в применении портал для сварки трением с перемешиванием с модульной, перемещаемой по пяти осям платформой, с возможностью адаптации к большому диапазону областей применения.
- Система SuperStir FSW для автоматической сварки трением с перемешиванием представляет собой модульную платформу, перемещаемую по 5 осям, с портальной конструкцией
- В портальной системе используется хорошо зарекомендовавшая себя система управления ESAB, портал предназначен для широкого спектра областей применения и имеет модульную архитектуру, которая позволяет адаптировать ее к специальным потребностям пользователя.
- Портал перемещается по рельсам, благодаря чему он особенно подходит для сварки изделий большой длины.
- Полностью автоматизированный процесс. Основой технологии ESAB SuperStir является система управления, разработанная для метода сварки FSW.
- Контроль за работой портала можно осуществлять дистанционно в реальном времени с любого ПК с использованием стандартного Ethernet-соединения.
- Высокое качество сварных швов - повышенная прочность на разрыв и высокие усталостные характеристики по сравнению с традиционными методами сварки.
- Минимальный объем послесварочной обработки - минимальная деформация и усадка благодаря низкой величине тепловложения
Опции
- Сварочные головки FSW для различной толщины свариваемых изделий
- Инструмент с выдвижным штырем - Retractable PIN Tool (RTP) и держатель бобинного инструмента
- Инструменты для сварки FSW
- Система слежения по стыку
- Система видеомониторинга сварного шва
- Шпиндельная бабка
- Вакуумная система
- Защитные гофрированные трубки для компонентов, перемещающихся по осям Y и Z
- Централизованная система смазки
- Системы крепежных приспособлений
Комбинации инструментов с другим рабочим диапазоном и для других толщин свариваемых материалов поставляются по запросу.
Читайте также: