Сварка труб 500 диаметр
Обновлено: 03.05.2024
При необходимости наши специалисты так же разработают проект, учтя все пожелания заказчика и нормы строительных технологий.
Наша компания может похвастаться высочайшим качеством работы. Что же помогло нам достичь таких результатов?
- Международные и российские стандарты качества сварных металлоконструкий,
- Строгое соблюдение сроков (при необходимости, возможна работа 24 часа в сутки сменными бригадами),
- Ответственный профессиональный коллектив, работники проходят аттестационные экзамены, имеют необходимые удостоверения и допуски к работам,
- Многолетний опыт в сфере и передовые международные технологии.
Результатом нашей работы являются металлоконсутукции любой сложности, отвечающие современным государственным стандартам и требованиям качества. После окончания работ и до сдачи заказчику, объекты проходят этап внутреннего контроля. По итогам сдачи металлических конструкций вы получаете гарантию в 1 год.
Мы выполняем любые виды сварочных работ:
В наличии генератор и весь необходимый инструмент для проведения работ.
Так же в списке наших услуг:
- Сборка, монтаж и демонтаж металлоконструкций,
- Монтаж систем отопления, установка батарей, замена стояков,
- Ремонт ворот, петель, замков,
- Ремонт Спецтехники,
- Изготовление и установка металлического забора,
- Резка металла.
Более полный перечень смотрите в конце статьи.
Металлоконструкции
| Металлоконструкции и металлоизделия по чертежам заказчика | тонна | от 15 000 руб |
| Толщина деталей и стоимость сварки | 1 — 3 мм: от 15 руб/см | 4 — 6 мм: от 20 руб/см | 7 — 10 мм: от 25 руб/см | 10 — 14 мм: от 35 руб/см | 15 — 20 мм: от 50 руб/см |
| Сварные ограждения (решетки, ворота) | м2 | 1 500 руб |
| Забор (сварной, сетка рабица) | п.м. | 1200 руб |
| Торгово-складское оборудование (стойки, стеллажи, мебель) | п.м. | 1 300 руб |
| Штучные изделия | _ | по месту |
*Конкретная стоимость работ определяется в каждом случае индивидуально.
Проектирование без согласования
| Наименование | Цена руб/т |
| Конструкции металлические деталировачные КМД | 1 000 |
| Конструкции металлические КМ | от сложности |
| Конструкции железобетонные КЖ | от сложности |
| Архитектурное решение АР | от сложности |
Изготовление металлоконструкций без учета стоимости металла
| Наименование | Цена, руб/т |
| Прогоны | 12 000 |
| Балки перекрытий | 15 000 |
| Колонны из балки | 15 000 |
| Связи и ригеля | 19 500 |
| Стропильные и подстропильные фермы из трубы | 19 500 |
| Стропильные и подстропильные фермы из уголка | 21 500 |
| Закладные детали | 24 500 |
| Лестничные марши | 34 500 |
| Производственные площадки и перила ограждений | 54 500 |
Монтаж металлоконструкций
| Наименование | Цена, руб |
| Монтаж металлоконструкций высотой до 15 метров | 15 500 |
| Монтаж металлоконструкций высотой до 25 метров | 19 500 |
| Монтаж металлоконструкций высотой до 45 метров | 25 500 |
Демонтаж металлоконструкций
| Наименование | Цена руб/т |
| Демонтаж металлических конструкций (складов, ангаров) | 2 000 |
Цена сварки стальных труб
| Ду, мм | Дн, мм | Длина шва, см | Проходов | Цена руб./см | Цена руб./стык |
| 15 | 21,3 | 6,69 | 1 | 25 | от 200 |
| 20 | 26,8 | 8,42 | 1 | 25 | от 250 |
| 25 | 33,5 | 10,52 | 1 | 25 | от 300 |
| 32 | 42,3 | 13,28 | 1 | 25 | от 360 |
| 40 | 48 | 15,07 | 1 | 22 | от 400 |
| 50 | 57 | 17,9 | 1 | 22 | от 420 |
| 76 | 23,86 | 1 | 22 | от 550 | |
| 89 | 27,95 | 1 | 22 | от 650 | |
| 102 | 32,03 | 1 | 20 | от 700 | |
| 108 | 33,91 | 1 | 20 | от 750 | |
| 133 | 41,76 | 1 | 20 | от 850 | |
| 159 | 49,93 | 1 | 20 | от 1050 | |
| 219 | 68,77 | 2 | 20 | от 3050 | |
| 273 | 85,72 | 2 | 20 | от 4000 | |
| 325 | 102,05 | 2 | 20 | от 4800 |
*В стоимость работ входят расходные материалы.
Коэффициенты удорожания
| Прокладка труб на высоте от пола от 1,5 до 3 м | 1,1 |
| Прокладка труб на высоте от пола от 3 до 5 м | 1,3 |
| Прокладка труб на высоте от пола от 5 до 10 м | 1,5 |
| Работа в стеснённых условиях | 1,3 |
| Прокладка оцинкованных труб в замкнутых помещениях | 1,4 |
| Прокладка труб зимой в неотапливаемых помещениях | 1,2 |
| Общая стоимость работ менее 7 тыс.руб. | 1,3 |
Цена на монтаж труб.
Прокладка труб водогазопроводных
| Ду, мм | 15 | 20 | 25 | 32 |
| Цена, руб/м.п. | от 140 | от 150 | от 180 | от 200 |
Монтаж труб электросварных
| Дн, мм | 57 | 76 | 89 | 102 | 108 | 133 | 159 | 219 | 273 | 325 |
| Цена, руб./м.п. | 250 | 300 | 340 | 370 | 400 | 470 | 500 | 800 | 960 | 1100 |
Монтаж систем отопления.
| Наименование | Цена |
| Замена батарей на сварке | от 3500 руб. |
| Изготовление полотенцесушителя | от 6000 руб. |
| Замена стояков ГВС ХВС | от 6500 руб. |
Перечень сварных металлоконструкций, которые вы можете у нас заказать
Строительные металлоконструкции
- Изготовление и монтаж тяжёлых конструкций строительного назначения,
- Быстровозводимые здания: металлокаркасные строения — ангары, гаражи, складские помещения и т.п.,
- Межэтажные перекрытия: железобетонные или металлические, фермы, балки, колонны,
- Восстановление и усиление зданий металлическими и железобетонными конструкциями.
Лёгкие и средние металлоконструкции промышленного и архитектурного назначения
- Металлические заборы и ворота на железобетонной основе для промпредприятий и частного сектора;
- Металлические перегородки и опоры для помещений промназначения: цехов, складов и т.п.;
- Металлические и бетонные лестницы для промышленных объектов, жилых строений, коммерческо-административных объектов, пожарные лестницы;
- Металлические и железобетонные пандусы;
- Металлические ограждения широкого профиля для: кровли, лестниц, балконов, пандусов, входных групп;
- Сварные оконные решетки и металлические жалюзи для строений и помещений различного назначения;
- Легкие козырьки, металлические навесы для площадок, входных групп, автостоянок.
Услуги / Сварочные работы /
Электродуговая сварка
Одним из самых распространенных видов сварки является электродуговая. Основными его достоинствами являются: простота механизма, относительная дешевизна оборудования, высокая производительность и неплохое качество. Данный тип сварки используется как на открытом воздухе, так и внутри помещений. Главным требованием являются доступ к электроэнергии и хорошая вентиляция. Нередко на выездных работах отсутствуют надежные источники питания, поэтому требуется использовать электрогенераторы.
Ниже приведены наши приблизительные цены на сварочные работы электродуговой сваркой в Нижнем Новгороде и Нижегородской области. Важно учитывать, что стоимость работ указана за 1 провар без учета подготовительных работ, стоимость которых рассчитывается индивидуально.
Цены на сварку стальных изделий:
| Толщина свариваемых изделий из стали, мм | Ориентировочная цена за 1 см сварного шва, от руб/см |
|---|---|
| 1-7 | 35 |
| 7-10 | 60 |
| 10-14 | 70 |
| 15-20 | 90 |
Цены на сварочные работы стальных труб:
| Диаметр трубы, мм | Длина шва, см | Проходов | Цена от руб/см за 1 проход | Цена от руб/стык |
|---|---|---|---|---|
| 12 | 3.77 | 1 | 25 | 94.20 |
| 14 | 4.40 | 1 | 25 | 109.90 |
| 16 | 5.02 | 1 | 25 | 125.60 |
| 18 | 5.65 | 1 | 25 | 141.30 |
| 20 | 6.28 | 1 | 25 | 157.00 |
| 22 | 6.91 | 1 | 25 | 172.70 |
| 25 | 7.85 | 1 | 25 | 196.25 |
| 26.9 | 8.45 | 1 | 25 | 211.17 |
| 30 | 9.42 | 1 | 25 | 235.50 |
| 32 | 10.05 | 1 | 25 | 251.20 |
| 35 | 10.99 | 1 | 25 | 274.75 |
| 40 | 12.56 | 1 | 25 | 314.00 |
| 42.4 | 13.31 | 1 | 25 | 332.84 |
| 45 | 14.13 | 1 | 25 | 353.25 |
| 48.3 | 15.17 | 1 | 25 | 379.16 |
| 50.8 | 15.95 | 1 | 25 | 398.78 |
| 53 | 16.64 | 1 | 25 | 416.05 |
| 57 | 17.90 | 1 | 25 | 447.45 |
| 60.3 | 18.93 | 1 | 25 | 473.36 |
| 63.3 | 19.88 | 1 | 25 | 496.91 |
| 70 | 21.98 | 1 | 25 | 549.50 |
| 76.10 | 23.90 | 1 | 25 | 597.39 |
| 88.9 | 27.91 | 1 | 25 | 697.87 |
| 101.6 | 31.90 | 1 | 25 | 797.56 |
| 114.3 | 35.89 | 1 | 25 | 897.26 |
| 139.7 | 43.87 | 1 | 25 | 1096.65 |
| 219.1 | 68.80 | 2 | 25 | 3439.87 |
| 273 | 85.72 | 2 | 25 | 4286.10 |
| 325 | 102.05 | 2 | 25 | 5102.50 |
| 406.4 | 127.61 | 2 | 25 | 6380.48 |
В стоимость вышеуказанных работ входят расходные материалы, такие как электроды, припои.
Стоимость сварки стыков
Подготовительные и монтажные работы оцениваются отдельно. Стоимость минимального заказа на сварочные работы составляет 4500 руб.
Современные технологии позволят использовать электродуговую сварку в непростых условиях, например, при сварочных работах на высоте. В таких случаях наши специалисты для электродуговой сварки используются легкие сварочные инверторы, работающие от обычной сети 220 В. Таким образом наши сварщики могут реализовывать самые незаурядные высотные монтажные работы в сложных условиях.
СТОИМОСТЬ РАБОТ ПО СВАРКЕ.
Если рано или поздно встал вопрос о необходимости проведения сварочных работ, то приходится задуматься о том, каковы расценки на сварочные строительные работы. Ведь оптимальная стоимость работ по сварке удовлетворит и потребителя и будет хорошим вознаграждением продавцу. Как правило, расценки устанавливаются за сантиметр сварного шва или метр прокладки трубы.
Этот вид услуги требует профессиональных знаний, навыков и наличие специального оборудования, поэтому работу могут производить только специалисты высокой квалификации и стоимость работ по сварке является важной составляющей.
Расценки на сварку различных видов следующие:
— на точечную сварку цены колеблются от 40 до 50 руб. за см.;
— на полуавтоматическую сварку – от 30-50 руб. за см.;
— аргонно-дуговая сварка оценивается в диапазоне 25-50 руб. за см.;
— сварка штучными электродами от 15 до 25 руб. за см.;
— сварка труб – от 100 до 600 руб. за стык.
Стоимость работ по сварке на производство складского и торгового инвентаря и оборудования: стоек, стеллажей и мебели составляет – от 1800 до 2500 за п.м.
Изготовление по эскизам заказчика металлоизделий, а также различных металлоконструкций оценивается – от 15000 до 30000 руб. за тонну.
Цены на разные работы по сварке как, например, изготовление решеток в зависимости от их вида следующие:
— простые решетки — от 2000 до 3000 руб.
Сборник E22. Сварочные работы. Выпуск 2. Трубопроводы.
— распашные решетки – от 4200 до 5500 руб. за п.м.;
— дутые решетки – от 2800 до 3800 руб. за п.м.;
— кованные декоративные решетки – от 8000 до 10000 руб. за п.м.
Производство ограждений в зависимости от их вида:
— простых сварных – от 1500 до 2500 руб. за п.м.;
— простых переносных – от 1300 до 2000 руб. за п.м.;
— нестандартных декоративных – от 3000 до 5000 руб. за п. м.
Производство заборов в зависимости от вида:
— простой металлический забор в зависимости от рисунка – от 600 до 2000 руб. за п.м.;
— забор из сетки-рябицы и из профлиста – от 100 до 500 за стык.
На сварочные работы цены зависят и от стоимости электродов, цена на которых колеблется от 50 до 200 руб. за кг. в зависимости от марки.
На основные виды металлопроката зависимости от их размеров и марок цены соответственно:
— швеллера от 400 до 800 руб. за тн.;
— трубы от 20000 до 500000 руб. за тн.;
— листы от 20000 до 35000 руб. за тн;
— уголки от 20000 до 40000 руб. за тн.
Цены на сварочные работы.
| Цены на сварку листового металла. | |
| толщина свариваемых деталей | Стоимость сварного шва за см. |
| 1-3мм | 15 руб. |
| 4-6мм | 20 руб. |
| 7-10мм | 25 руб. |
| 10-14мм | 35 руб. |
| 15-20мм | 50 руб. |
| Цены на сварку труб | Цены на монтаж труб | |||||||||||||||
| Диаметр трубы | Кол-во проходов шва | Стоимость за стык | Стоимость за м\п. | |||||||||||||
| 21,3 мм (15) | 1 | 950 руб. | 140 руб. | |||||||||||||
| 26,8 мм (20) | 1 | 200 руб. |
| Коэффициенты удорожания | |
| Прокладка труб на высоте от пола 1.5 до 3 м | 1.1 |
| Прокладка труб на высоте от пола 3 до 5 м | 1.3 |
| Прокладка труб на высоте от пола 5 до 10 м | 1.5 |
| Прокладка оцинкованных труб в замкнутых помещениях | 1.4 |
| Работа в стесненных условиях | 1.3 |
| Работа зимой в неотапливаемых помещениях | 1.2 |
| Выезд сварщика с оборудованием от 2 000 р. |
или оставьте заявку прямо на сайте
При заказе комплекса работ действует гибкая система скидок!
При выезде сварщика или сварочной бригады на объект и не выполнении сварочных услуг, по причинам не зависящих от сварщика (отсутствие доступа к месту проведения сварочных работ,пересмотр заказчиком своих планов,отсутствие необходимых деталей и т.п.) стоимость выезда специалиста будет составлять 1 500р.
Стоимость выезда специалиста для проведения замеров и консультаций оговаривается в отдельном порядке.В большинстве случаев,стоимость замеров входит в стоимость работ.
Для более детального и точного расчёта сварочных работ и услуг,воспользуйтесь формой приведенной ниже.
ЭТО ВАЖНО!
Мы просим обратить Ваше внимание на то, что стоимость услуг сварщика не может быть ниже 2000-2500р. Это минимально допустимая стоимость работ ВЫЕЗДНЫХ СПЕЦИАЛИСТОВ! Согласно многолетнему опыту, в9-ти из 10-ти случаях выезда на сварочные работыпомимо самого сварщикавыезжает второй специалист. Это связано с тем, что в одиночку бывает крайне сложно, а порой иневозможно ВЫПОЛНИТЬ СВАРОЧНЫЕ РАБОТЫ КАЧЕСТВЕННО!Невозможно иметь четыре руки или три ноги! В 90% случаев необходимо участие двух человек. Точное позиционирование,удержаниеи подготовка свариваемых поверхностей-это работа второго человека. Свою работу нужно выполнять или ХОРОШО или НИКАК.
Услуги и цены
Не случайно в некоторых фирмах минимальная стоимость сварочных услуг в Москве начинается от 6000р. Это не проявление жадности или алчности,а необходимость оплаты работ ДВУХ специалистов.
Вызывая «недорогого» сварщика, вы рискуете столкнуться с дилетантами или однодневками! Бессчетное количество раз нам приходилось выезжать и ПЕРЕДЕЛЫВАТЬ работу таких «специалистов». ДЕШЕВО-НЕ БЫВАЕТ ХОРОШО. Задумайтесь…
Правильная сварка труб

Правильная сварка труб – это настоящее искусство, которое позволяет создать долговечный водопровод. Зачастую в домашнем хозяйстве применяются недорогие и легкие пластиковые трубы или удобные в монтаже профиля. Однако эти варианты не всегда целесообразны.
Чтобы водопровод служил долго, важно правильно организовать весь процесс работы: начиная от выбора электрода и заканчивая технологией сварки.
Виды водопроводов и правильная сварка труб

Для перемещения различных материалов и жидкостей используются разнообразные трубопроводы. В зависимости от предназначения они могут быть:
- технологическими;
- магистральными;
- промышленными;
- трубопроводами газоснабжения;
- водяными;
- канализационными.
Трубопроводы изготавливают из керамики, пластика, бетона и металлов.
Правильная сварка труб осуществляется одним из следующих способов:
- Механическим, при котором результат достигается за счет трения.
- Термическим, в процессе которого материалы плавятся (газовая, плазменная, электродуговая сварка).
- Термомеханическим, который выполняется стыковым контактным способом с помощью магнитоуправляемой дуги.
Типы сварки можно классифицировать по различным основаниям. Прежде чем приступить к обработке труб, следует выбрать наиболее подходящий способ. Теоретически любой из них подойдет для работы с трубами разного диаметра. Сваривать трубопроводы можно за счет давления (газопрессовая, холодная, ультразвуковая и контактная сварка) или плавления (электродуговая и газовая). Чаще всего для правильной сварки стыков труб используют ручной или механизированный электродуговой метод.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Рекомендуем статьи по металлообработке
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
- встык – при этом элементы трубопровода располагаются друг напротив друга;
- в тавр – в этом случае отрезки трубы располагаются перпендикулярно друг другу (в форме буквы «Т»);
- внахлест – такой способ подразумевает развальцовку одной из труб, позволяющую надеть ее на другую;
- угловым способом, при котором элементы располагают под углом 45° или 90° относительно друг друга.
В процессе правильной сварки труб получают следующие разновидности швов:
- горизонтальные (при вертикальном расположении элементов трубопровода);
- вертикальные (если трубы расположены вертикально);
- потолочные (с размещением электрода над головой сварщика, в нижней части заготовки);
- нижние (для этого приходится наклоняться).

При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
- Электрод во время сварных работ должен располагаться под углом в 45° или немного меньше. Это позволит уменьшить количество расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык потребуются 2-3-миллиметровые электроды. Качественное сварное соединение получится при силе тока, варьирующейся от 80 до 110 ампер.
- Чтобы получить надежное соединение внахлест, потребуется повысить силу тока до 120 ампер, расходные материалы (электроды) подойдут также 2-3-миллиметровые.
- Сварочный шов должен на 3 мм возвышаться под поверхностью свариваемой заготовки, после этого можно говорить о завершении работы.
Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком. Далее формируют сварочный шов по всему периметру заготовки.
Предварительные работы для правильной сварки труб
До того, как приступить к правильной сварке пластиковых и металлических труб круглого сечения, необходимо предварительно обработать стыки и уточнить ряд нюансов. В первую очередь, диагностируют соответствие трубы определенным техническим характеристикам, которые предъявляются к монтируемой системе, в частности, к водопроводу.
Необходимо:
- соблюдать геометрические размеры;
- иметь сертификат качества, особенно если предстоит монтаж трубопровода для подачи питьевой воды;
- чтобы труба была идеально круглой формы, так как дефекты, приплюснутое или овальное сечение заготовки не допустимы;
- контролировать толщину стенок на всей протяженности трубы – она должна быть одинаковой;
- химического состава детали должен соответствовать требованиям ГОСТа – эта информация содержится в технической документации или выясняется в процессе лабораторных исследований.

После этого можно начинать подготовку труб к стыковке и сварке.
В процессе подготовки необходимо выполнить следующие действия:
- проверить ровность среза на торце трубы, он должен составлять 90°;
- тщательно очистить свариваемый торец заготовки и 10-миллиметровую область вокруг него, пока не появится металлический блеск;
- удалить остатки масел, ржавчины, лакокрасочного покрытия с поверхности трубы, обезжирить торцы элемента.
Кроме того, следует проследить за тем, чтобы торец имел правильную конфигурацию. Угол раскрытия кромки должен быть равным 65°, показатель притупления – 2 мм. Получить нужные параметры можно за счет дополнительной обработки.
Для этого используют фаскосниматели, торцеватели или шлифовальную машинку. Профессионалы, которые умеют правильно варить трубы большого диаметра, отдают предпочтением фрезерным станкам или газовым и плазменным резакам.
Правильная сварка труб: пошаговый алгоритм

При электросварке прочное соединение заготовок осуществляется за счет термического процесса. При этом качество шва будет выше, чем при газовой сварке.
Если трубы располагаются в доступном месте и их можно вращать, то необходимо соединить два элемента трубопровода встык одной или тремя точками электросварки, после чего продолжить сваривать заготовки:
- безотрывно (если есть возможность вращения деталей);
- с отрывом, начиная снизу, если труба расположена неудобно и нет возможности ее вращать.
Сварочные работы выполняются в два подхода. Первоначально делается первый шов («корень»), закрывающий 2-3 мм стыка заготовок, после чего удаляются появившиеся наплывы и окалины. Затем формируется второй шов, который также зачищается.
Алгоритм правильной сварки труб выглядит следующим образом:
- Прежде чем приступить непосредственно к работе, необходимо занять устойчивое положение, позаботиться о хорошем освещении пространства.
- Зажечь дугу, при необходимости увеличив силу тока.
- Поместить электрод в начало сварочного шва, сформировать сварочную ванну, удерживая постоянно зазор дуги.
- Достаточно большая сила тока приведет к тому, что частицы расправленного металла будут следовать за теплом.
Движения должны быть выверенными и осторожными, так как слишком большая сила тока приведет к тому, что металл слишком сильно расплавится, начнет пузыриться и не получится сформировать сварочный шов.
Качеству сварки следует уделять внимание в процессе обработки заготовок, следя за равномерностью заполнения сварочной ванны.
Со временем можно научиться выполнять правильную сварку труб и формировать качественные швы, однако проще будет тем, кто раньше наблюдал за работами со стороны или был помощником сварщика.
Техника безопасности при сварке труб
В процессе электротехнических работ, в том числе при сварке труб, необходимо обязательно соблюдать требования техники безопасности. Их нарушение грозит различными травмами, например, термическим ожогом кожи или сетчатки глаз из-за вспышки дуги, ударом электрическим током и т. д.
Чтобы избежать неприятностей, стоит до начала работы обратить внимание на следующее:
- электрические провода и детали сварочного аппарата должны быть изолированными;
- корпус сварочного оборудования и дополнительные приборы должны быть заземлены;
- надевать можно только абсолютно сухую спецодежду и рукавицы;
- для дополнительной изоляции необходимо использовать галоши или резиновый коврик (для небольшого помещения);
- обязательно обезопасить глаза и лицо, надев защитный щиток.
Следуя изложенной в статье информации, можно самостоятельно научиться правильной сварке труб на электрическом оборудовании. Однако добиться успеха без практических навыков невозможно. Используя наши рекомендации, можно начинать практиковаться в сварочных работах и со временем получить достойные результаты сварки металлических трубопроводов.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технология газовой сварки трубопровода, диаметр труб 500 мм, сталь СТ-3, толщина металла 5 мм
1. ТЕМА: «Технология газовой сварки трубопровода, диаметр труб 500 мм, сталь СТ-3, толщина металла 5 мм».
ТЕМА:
«Технология газовой сварки трубопровода,
диаметр труб 500 мм, сталь СТ-3, толщина металла
5 мм».
Выполнил обучающийся ГБПОУ
«ПУ № 13 им. дважды Героя Социалистического Труда
В.И.Штепо»
Мартыненко Р.
- группа 4
курс 3
2. 1.Общие сведения из теории
• Газовая сварка – это неразъемное соединение,
основанное на процессе плавления
высокотемпературным газовым пламенем кромок
деталей, в соответствии с определенной
технологией.
• Газопроводы строят подземные и надземные.
Подземная прокладка наружных газопроводов
независимо от назначения и давления предусматривается
по улицам и дорогам городов и других населенных
пунктов.
4. 2. Виды применяемых сварочных материалов.
• трубы диаметром 500 мм из низкоуглеродистой
стали, обыкновенного качества Ст-3.
• По химическому составу подходят проволока:
• Св-08 и Св- 08 А.
5. Газы для сварки
• Ацетилен - горючий газ, температура плавления при
сгорании 3150 град С.
• Кислород - бесцветный газ, не горючий, немного
тяжелее воздуха, не имеет запаха
• Для сварки по ГОСТ55-83-78 применяют
технический кислород 3 сортов: 1 – 99.7%; 2 –
99.5%; 3 – 99.2%.
• Карбид кальция – основное сырье для получения
ацетилена. СаС2 – твердое вещество, темно - серого
цвета, имеет чесночный запах и жадно поглощает
воду. Дробят на куски по ГОСТ1460- 81 - 2х8;
8х15; 15х25; 25х80 мм.
6. 3. Виды применяемого оборудования, инструментов
11. 4.Организация рабочего места
Подземная прокладка трубопровода производится по
улицам и дорогам городов.
При сборке и сварке труб трубопровода применяется
бригада, в состав которой входят рабочие 2, 3, 4
разрядов - рабочие 2 и 3 разряда выполняют подготовку
металла, – сварку выполняют рабочие 4-5 разряда.
12. 5. Техника безопасности.
• К сварке допускаются лица не моложе 18 лет, имеющие
диплом сварщика и медицинскую справку. Прошедшего
инструктаж по технике безопасности.
• Рабочему выдается спецодежда - куртка, брюки,
рукавицы, обувь должна быть без металлических вставок.
На голове шапочка. Очки со светофильтрами марки Г-1
для подсобных рабочих, Г-2 для резчика и сварщика.
• Мастер проводит инструктаж по Т/Б на рабочем месте после инструктажа рабочий расписывается в журнале по
Т/Б.
-Ацетиленовый генератор должен находиться от горелки
на расстоянии 10 м. Кислородный баллон – на расстояние
5 м от горелки и ацетиленового генератора.
14. 6. Технологический процесс
• Перед прокладкой труб трубопровода
изучают чертежи, с указанными по
квартальными, планами размещения трассы
трубопровода и определяют количество труб.
16. Подготовка труб:
• - резка выполняется –
• кислородным резаком
• болгаркой по разметке.
-разделка кромок.
при сварке труб толщиной
5мм делают скос кромок под
углом 35—45°.
Зачистка до металлического
блеска
18. Сборка труб трубопровода с поворотными швами:
• В соответствие с проектом собирают
трубы с поворотными швами у места
монтажа.
Сборку выполняем на прихватках с
центровкой труб – на стык 3
прихватки.
Выбор режимов сварки
Правый способ –
d= S /2 = 5/2= 2.5 мм.
• прихватки
19. Техника сварки поворотных швов
• - выбор способа сварки
• * Сварку труб выполняем правым способам
• * в нижнем положении, по 4 участкам в 2
• слоя, поворачивая трубы на 90 град.
• - выбор способа заполнения шва
• * Сварка труб толщиной 5 мм будет выполняться в один слой.
• - выбор угла наклона горелки - 40 град. и присадочной
проволоки 90 гр к горелке:
• Пламя нормальное.
21. Сборка стыков с не поворотными швами.
Подготовленные трубы к укладке
трубопровода в траншею
• Уложенные трубы центруют с
применением центраторов
• Временно крепят на 4х
прихватках.
22. Сварка неповоротных швов.
• Стыки варят во всех
пространственных
положениях, в 2 слоя по 4
участкам.
• 1 – в потолочном положении
• 2 -в нижнем положении
• 3-4 в вертикальном
положении
• Техника сварки
23. Готовый трубопровод
24. Контроль качества сварки труб:
• После сварки и проверки, систему продувают воздухом.
Испытания производят под давлением менее 0.3 МПа.
Высота усиления должна составлять от 1 до 3 мм, но не
более 40% толщины стенки труб, а ширина шва не
должна превышать 2.5% толщины трубы.
Не допускаются наплывы и грубая чешуйчатость.
Стыки, не удовлетворяющие по внешнему виду
перечисленные требования, бракуются или подлежат
исправлению.
Не допускается исправление стыков методом повторного
наложения шва.
Сварка труб 500 диаметр
Глава XXVIII
ОСОБЕННОСТИ СВАРКИ НЕКОТОРЫХ ВИДОВ КОНСТРУКЦИЙ
§ 125. Сварка труб
Общие сведения. При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис. 123).
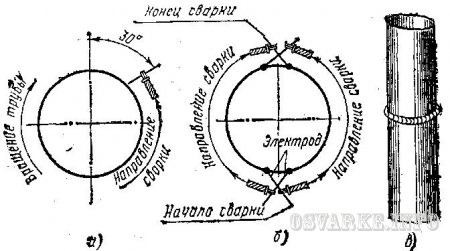
Рис. 123. Сварные стыки труб:
а - поворотный, б - неповоротный, в - горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основные требования: наличие сертификата на трубы, отсутствие эллипсности труб, отсутствие разностенности труб, соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия кромок и величину притупления. Угол раскрытия шва должен составлять 60-70°, а величина притупления 2-2,5 мм (рис. 124). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15-20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов. При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в четырех местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250-300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении. Трубы, толщина стенки которых составляет 12 мм, сваривают в три слоя. Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1-1,5 мм, равномерно распределяющийся по всей окружности. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать на 1-2 мм установленный зазор между трубами.
Сварка поворотных стыков. Первый слой высотой 3-4 мм сваривают электродами диаметром 2, 3 и 4 мм, второй слой наплавляется электродами большего диаметра и при повышенном токе. Первые два слоя можно выполнить одним из следующих способов.
1. Стык делят на четыре участка. Вначале сваривают участки 1-2, после чего трубу поворачивают на 180° и заваривают участки 3 и 4 (рис. 125). Затем трубу поворачивают еще на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 180º и сваривают участки 7 и 8.
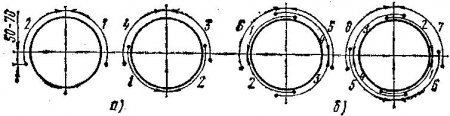
Рис. 125. Схема сварки стыка трубы:
а - первого слоя, б - второго слоя
2. Стык делят на четыре участка. Вначале сваривают 1 и 2, затем поворачивают трубу на 90° и сваривают участки 3 и 4 (рис. 126). После сварки первого слоя трубу поворачивают на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 90° и сваривают участки 7 и 8.
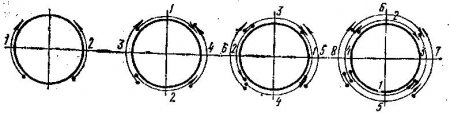
Рис. 126. Схема сварки стыка трубы по второму методу
3. Стык делят на несколько участков (при сварке труб диаметром более 500 мм), сварку ведут обратно-ступенчатым способом отдельными участками (рис. 127). Длина каждого участка шва (1-8) составляет 150300 мм и зависит от диаметра трубы.
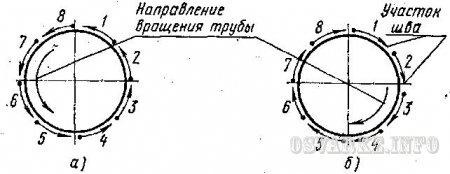
Рис. 127. Схема сварки стыка труб большого диаметра:
а - первого слоя, б - второго слоя
Третий слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы. На трубах диаметром до 200 мм можно не делить стык на участки и сваривать его сплошным швом с поворотом трубы в процессе сварки (рис. 128). Второй и третий слои выполняются аналогично первому, но в противоположных направлениях. Во всех случаях необходимо каждый последующий перекрывать предыдущим на 10-15 мм.
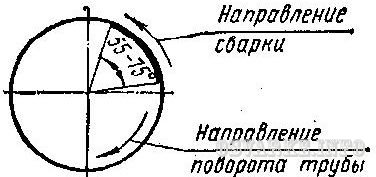
Рис. 128. Схема сварки стыка труб малого диаметра
Сварка неповоротных стыков. Неповоротные стыки труб при толщине стенок до 12 мм сваривают в три слоя, высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равной двум-трем диаметрам электрода.
Стыки труб диаметром более 300 мм сваривают обратно-ступенчатым способом, длина каждого участка должна быть 150-300 мм, порядок их наложения показан на рис. 129.
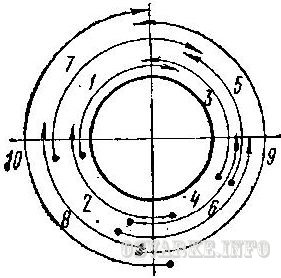
Рис. 129. Схема наложения слоев при сварке неповоротных стыков труб диаметров до 400 мм (цифрами показана последовательность сварки участков по слоям, а стрелками – направление сварки)
Первый слой образуется при возвратно-поступательном движении электрода с задержкой дуги на сварочной ванне. Величина тока устанавливается 140-170 А, что позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1-1,5 мм на его внутренней стороне. При этом на свариваемые кромки не должны попадать крупные брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дуга должна быть короткой. Отрывая дугу от ванны, нельзя удалять ее более чем на 1-2 мм. Перекрытие начала и конца смежного слоя должно составлять 20-25 мм.
Режим для сварки второго слоя тот же, что и для сварки первого слоя. Электрод при сварке второго слоя должен иметь поперечные колебания от края одной кромки к краю другой кромки.
При сварке поверхность каждого слоя может быть вогнутой (рис. 130, а) или слегка выпуклой (рис. 130, б), чрезмерная выпуклость шва, особенно при потолочной сварке (рис. 130, в), может быть причиной непровара.
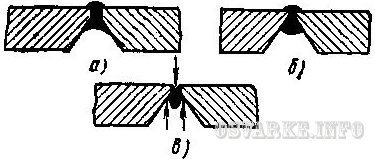
Рис. 130. Поверхность корневого шва:
а - вогнутая, 6 - слегка выпуклая, в - сильно выпуклая (стрелками указаны возможные места непровара)
Для облегчения наблюдения за зоной сварки в направлении ведения последнего слоя предпоследний слой накладывают в области кромок так, чтобы его поверхность была на 1-1,5 мм ниже свариваемых кромок (рис. 131). Последний слой выполняют высотой 2-3 мм и шириной на 2-3 мм большей, чем ширина разделки кромок; он должен иметь плавный переход от наплавленного металла к основному.
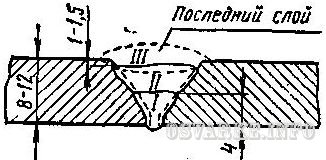
Рис. 131. Схема заполнения разделки кромок
Сварка горизонтальных стыков. При сборке горизонтальных стыков труб нет необходимости полностью снимать кромки нижней трубы, достаточно лишь раскрыть ее на угол 10-15°, что улучшает процесс сварки без изменения ее качества (рис. 132, а). При сборке неответственных трубопроводов на нижней трубе фаска совсем не снимается (рис. 132, б).
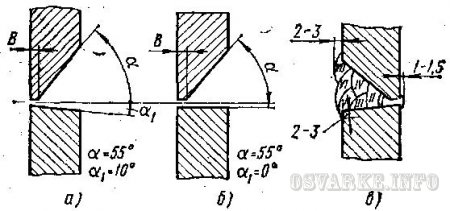
Рис. 132. Схема разделки кромок горизонтальных стыков ответственных (а) и неответственных (б) трубопроводов и их сварки (в), цифрами указан порядок наложения слоев
Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва (рис. 132, в) электродами диаметром 4 мм (при токе 160-190 А) при возвратно-поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1-1,5 мм. После первого валика (слоя) зачищают его поверхность, второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки. Сварку выполняют в том же направлении, что и сварку первого слоя (валика), затем ток увеличивают до 250-300 А и сваривают третий валик электродами диаметром 5 мм, что повышает производительность сварки. Третий валик накладывают в направлении, противоположном первому, он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
При сварке стыка трубы более чем в три слоя, начиная с третьего слоя каждый последующий выполняется в противоположном направлении, чем предыдущий. Трубы диаметром до 200 мм сваривают сплошными швами, а диаметром более 200 мм - обратно-ступенчатым методом.
Уважаемый посетитель, Вы прочитали статью "Сварка труб", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Читайте также:
- Сварочный инвертор ресанта 190 какой лучше
- Настройки сварочного аппарата линкольн
- Сварочный агрегат mosa dsp 2x400 ps
- Станок контактной сварки мт
- Должна ли быть отключена сеть для подключения сварочных аппаратов до начала работ