Сварка труб канализационных труб
Обновлено: 27.09.2024
Сегодня для производства канализационных труб наибольшей популярностью пользуется пластик. Изготовленные из него элементы систем, осуществляющих отвод продуктов жизнедеятельности человека, характеризуются небольшой массой и устойчивостью к воздействию агрессивной среды, а их обработка не требует применения специальных инструментов. Но для грамотного монтажа необходимо обладать знаниями, как соединяются пластиковые трубы для канализации.

Соединять канализационные трубы можно встык или враструб
Виды пластиковых канализационных труб
Сырьё, из которого производятся данные изделия, во многом определяет тип их соединения. Поэтому на этом вопросе следует остановиться несколько подробнее.
По материалу полимерные канализационные трубы подразделяются на несколько видов.
Полипропиленовые (ПП). Отличаются стойкостью к высоким температурам и продолжительным сроком службы (до 100 лет). Совокупность этих характеристик позволяет использовать ПП трубы для создания внутренней канализации. В наружных сетях применять данные изделия не рекомендуется, поскольку полипропилен характеризуется повышенной мягкостью, что может обусловить деформацию трубопровода в процессе эксплуатации.

Полипропиленовые трубы часто используются в системах водоотведения благодаря своим качествам
К достоинствам ПП труб можно отнести:
- высокую диффузионную стойкость;
- устойчивость к воздействию щелочей и кислот;
- высокую термостойкость (температура стоков может достигать 100˚С);
- механические воздействия приводят к деформации ПП труб, но не к их поломке;
- экологическая безопасность.
Не следует забывать и о следующих недостатках таких изделий:
- плохо переносят воздействие ультрафиолетового излучения;
- высокая эластичность. Это свойство требует утолщение стенок, когда пластиковый трубопровод прокладывается в земле.
Поливинилхлоридные (ПВХ). Такие трубы применяются для создания самотёчных канализационных систем, где нечистоты перемещаются за счёт уклона веток трубопровода и собственного веса. Эти изделия прочные и стойкие к ультрафиолету. Но они характеризуются плохой переносимостью воздействия агрессивных сред и температурных перепадов. Процесс горения поливинилхлорида сопровождается выделением ядовитого газа фосгена.

Трубы из ПВХ рекомендуется применять для внутренней канализации, так как они плохо переносят перепады температур
Чтобы корректно подобрать ПВХ трубы с учётом предполагаемых условий эксплуатации, внимательно ознакомьтесь с ниже размещённой таблицей.
Таблица 1 Класс прочности (символы «SN*») ПВХ труб в зависимости от типоразмера
Номинальный диаметр труб, мм
Полезная информация! Чем показатель SN больше, тем жёсткость пластикового изделия выше. Трубы SN2 применяются для прокладки на местности, где транспортные нагрузки вообще отсутствуют. А вот изделия класса SN8 могут прокладываться в местах с интенсивным движением транспортных средств.
ПНД трубы. Аббревиатурой «ПНД» обозначается полиэтилен низкого давления. Изготавливаемые из него элементы трубопровода канализации обладают следующими преимуществами:
- небольшой вес;
- стойкость к гидравлическим ударам;
- хорошо переносят воздействие низких (до — 70˚С) температур;
- при высоких температурах не удлиняются и не расширяются;
- низкий коэффициент теплопроводности;
- не подверженность воздействию агрессивных сред;
- большой срок эксплуатации.
Минусов у ПНД труб меньше. Основным недостатком является низкая стойкость к воздействию высоких температур. Однако сшитый полиэтилен может выдержать +400˚С.
Из других отрицательных свойств стоит выделить:
- под действием ультрафиолетового излучения привлекательные характеристики утрачиваются;
- невысокая механическая прочность.
Поэтому, применяя такие трубы для внешней канализационной системы, нужно прятать их от солнца.

Пластиковые трубы подходят для внешней канализации, но их нужно укрывать от ультрафиолета
Как соединить канализационные пластиковые трубы
Сочленение канализационных труб из пластика бывает неразъёмным и разъёмным. Первое выполняется термической сваркой, а второе при помощи раструбов.
Термическая сварка. Это испытанный, надёжный способ соединения полиэтиленовых и полипропиленовых труб без раструбов. Для его выполнения применяются термические муфты – специальные втулки. Под действием высокой температуры, возникающей при протекании электротока по проводнику с высоким омическим сопротивлением, такие элементы герметично обжимают пластиковые трубы. Таким образом гарантируется невозможность просачивания наружу стоков, и исключается проникновение в канализационную систему грунтовых вод. Крепить электросваркой можно только стальные трубы.
Раструбное соединение. Это – более предпочтительный способ сочленения элементов трубопровода канализации. Здесь одна деталь или труба просто вставляется в другую. Герметизировать раструбный стык следует смолистым шнуром, цементом или резиновым уплотнителем, а также битумной замазкой. Наружный диаметр современных еврораструбов имеет меньший диаметр. Такое конструктивное решение облегчает сочленение в труднодоступных местах. Подобным образом монтируются системы и из пластиковых гофрированных труб, предназначенных для водоотведения.

Легче всего соединять трубы способом «враструб»
Клеевое соединение. Этот способ используется, преимущественно, для ПВХ труб. Выполняется он с применением специального клея. Профессионалы отдают предпочтение следующим маркам такого вещества: «Марс», «Феникс», «Винилит» и «Тангит».
Соединение полипропиленовых труб пайкой
Изделия данного типа чаще всего соединяются именно этим методом. Он предполагает выполнение следующих действий:
- на специальный паяльник устанавливаются насадки с диаметром, соответствующим значению этого параметра соединяемых труб;
- насадки разогреваются (требуемая температура и время нагрева указаны в документации к паяльнику), после чего надеваются труба и фитинг, в который впоследствии та будет вставляться. Прогревать обе детали следует до тех пор, пока их кромки не станут вязкими;
- далее труба вставляется в фитинг и вдвигается в раструб.
Важно! Делать это необходимо без вращения стыкуемых компонентов.
В процессе остывания полипропилена фитинги и трубы сплавляется воедино. Сформированное таким образом соединение будет неразъёмным. Из этого следует, что в случае необходимости данный сегмент трубопровода придётся резать.
И ещё один момент. Этот способ больше подходит для труб большого диаметра. Если же речь идёт об изделиях с малым значением этого параметра, целесообразнее для соединения пластиковых канализационных труб применить фитинги. В этом случае прочность стыков не уступает их надёжности, обеспечиваемой сваркой/пайкой полипропилена.

Пайка — надежный метод соединения полимерных труб
Клеевое соединение ПВХ труб своими руками
Вопрос, как соединяются канализационные пластиковые трубы, изготовленные из поливинилхлорида, особо актуален. Дело в том, что наружные участки самотёчных систем отвода стоков, в том числе загородных коттеджей, выполняются сегодня преимущественно, на их основе. Причём это отнюдь не дань моде. На первый план выходят чисто прагматические соображения. Помимо низкой себестоимости монтажа, владельцы частных домов учитывают, что ПВХ трубы можно использовать как при надземной, так и подземной прокладке трубопровода. А в некоторых случаях этот фактор имеет решающее значение.
Как было сказано выше, клеевое соединение для изделий данного типа наиболее предпочтительно. Оно пригодно для труб диаметром 6…400 миллиметров. Если сравнивать этот способ со сварным и механическим (с помощью фитингов), то можно найти некоторые различия и сходства:
- в отличие от механического, клеевое соединение гораздо менее материалоёмкое, в то время как по уровню энергозатрат эти методы сопоставимы;
- по качеству, быстроте и материалоёмкости выполняемых работ склеивание не уступает сварке пластиковых изделий. Однако этот способ не требует использования специального оборудования. Но даже если оно есть под рукой, следует помнить, что агрегат для сварки ПВХ труб потребляет электроэнергию в достаточно большом количестве. А это приводит к повышению себестоимости монтажа системы.
Преимущества склейки очевидны, но здесь главное — не экономить при покупке клеющего состава, ведь именно он отвечает за герметичность системы.

Клеевое соединение не требует применения электроинструмента
Алгоритм склейки поливинилхлоридных канализационных труб выглядит следующим образом:
- их поверхности в местах склеивания зашкуриваются, а затем обезжириваются с использованием состава на основе метиленхлорида. Нередко это вещество входит в комплект клея для труб ПВХ. Оно выполняет две функции: обезжиривает и частично растворяет поливинилхлорид, способствуя, таким образом, более прочному соединению;
- кистью или тампоном на подготовленные торцы труб наносится вышеупомянутый специальный клей. Затем трубы вставляются друг в друга. Свидетельством того, что эта операция выполнена правильно, будет появление на стыке валика из клея.
На завершающем этапе, чтобы добиться абсолютной герметичности соединения, стык труб промазывается клеем дополнительно.
Полезный совет! Адгезионные свойства этого вещества на воздухе достаточно быстро утрачиваются. Поэтому между процедурой нанесения клея и фиксацией соединяемых элементов трубопровода должно пройти не больше, чем полторы минуты.
Освоив основные методы обустройства соединений пластиковых труб, вы легко справитесь с любым ремонтом канализации.
4 вида сварки труб: какой выбрать для трубопровода и чем они отличаются

Сварка труб применяется для надёжного соединения конструкции, где нужна герметичность. Качество швов зависит от аппаратуры и опыта мастера. Рассмотрим, какие есть виды электродов и для чего предназначен каждый из них. Также ознакомимся с видами швов и соединений. Разберём, какие предварительные работы необходимо сделать перед сваркой. И узнаем несколько полезных советов, которые пригодятся новичку в процессе.
Подбор электродов
Электроды – это первое, что надо выбрать перед тем, как начать варить трубы. От их качества зависит надёжность швов и то, насколько система будет герметичной, а также сам процесс. Чем качественнее электрод, тем легче будет процесс.
Электрод – это тонкий стержень из стали, толщиной 0,2-0,5 см, на который нанесено специальное покрытие, позволяющее создать устойчивую дугу во время сварки. Также с его помощью формируется сварной шов, и он предотвращает окисление.
Классифицируют электроды по типу сердцевины и разновидностью покрытия.
По первому пункту электроды делят на два вида:
- С серединой, которая плавится. Внутри расположена проволока, толщину которой выбирают в зависимости от типа сварки.
- С неплавящейся серединой. Делаются они из графита, электротехнического угля или вольфрама.
Покрытие на электродах также может быть разное:
| Оболочка | Марка | Характеристика |
| Целлюлозная | C | Зачастую используются для соединения с трубами крупных сечений. Чаще всего это газовые или водные магистрали. |
| Рутилово-кислотная | RA | Применяются для сварки отопительных или водопроводных труб. При работе с таким электродом может появиться шлак, который можно убрать, постучав по нему или рядом с ним. |
| Рутиловая | RR | Такими электродами получаются аккуратные швы и минимум шлака (а налипший легко убирается). Чаще всего применяются для угловых соединений или при наваривании последующих слоёв. |
| Рутилово-целлюлозная | RC | Подходят для любой плоскости, зачастую используется для того, чтобы делать длинные вертикальные швы. |
| Основная | B | Универсальные электроды, зачастую применяются для соединения толстых труб или деталей, которые будут использоваться при минусовой температуре. |
В подборе электродов важно помнить, что качество зависит от цены. Если приобрести некачественный материал, то потом, возможно, придётся потратить ещё больше для переделки.

Предварительные работы
Для того, чтобы качественно соединить трубы сваркой требуется тщательно подойти к процессу подготовки поверхностей. Так как часто при выполнении шва приходится работать со старыми трубами, то первым делом следует зачистить рабочую поверхность металла до блеска, чтобы на краях не было ржавчины, краски или окалин. Размер поверхности для очистки должен составлять не меньше 1 см от края.
На краях труб следует сделать фаску (сточить края под углом 65-70°) и оставить притупление в 2 мм (не сточенная часть). После этого рекомендуется обезжирить трубы в месте сварки с помощью химических веществ, например, растворителя, спирта или их аналогов. Это поможет создать более качественную адгезию (прилипание) материала на рабочей поверхности.
Также требуется проверить края труб на наличие дефектов. Изделия с трещинами или сколами могут плохо соединиться, а также при начале работ давление или повышение температуры может разрушить место с повреждённой поверхностью.
При сварке следует учесть толщину стенок материала, так как сварить две трубы может оказаться невозможно или очень сложно. Требуется проводить работы между 2 поверхностями с одинаковой толщиной, так как полноценного соединения тонкостенной и толстостенной труб не получится из-за недостаточного приваривания шва. Также при таком процессе тонкую трубу можно проварить насквозь, что будет являться причиной деформации или поломки в месте стыка.
При сварочных работах также следует учесть угол среза труб. Он должен составлять 90°, так как шов будет не таким прочным, а это может привести к деформации или разрушению соединения. Также при сварке 2 труб проще делать шов прямым, чем диагональным, так как это более удобно и менее затратно по времени.
Виды швов и соединений
Существует несколько основных способов сварить трубы между собой:
- соединение встык – это метод при котором две детали должны находиться друг напротив друга, например, 2 конца трубы;
- тавровый стык или сварка в тавр – это способ, которым чаще всего пользуются при врезке в трубу. Он подразумевает под собой соединение 2 труб перпендикулярно друг другу (в форме буквы «Т»);
- крепёж внахлёст применяется для более герметичной сборки 2 труб, а также при небольших расхождениях в диаметре или при наличии неровностей. Для такой сварки одну из труб развальцовывают (увеличивают край с помощью специального инструмента, растягивая её поверхность изнутри) и надевают её край на другой конец поверхности;
- угловая сварка – это процесс соединения 2 деталей под разными углами. Чаще всего это 45°, 60° или 90°.

Также швы отличаются между собой по месту нахождения и углу сварки. Например, горизонтальное соединение будет использоваться для труб, которые находятся вертикально относительно пола, а вертикальные швы – это те, которые делаются в месте, где трубы лежат горизонтально.
Так как варить трубы электросваркой иногда приходиться под потолком или на полу, то эти такие виды швов отличаются между собой. Для потолочной сварки электрод требуется помесить в нижнюю часть детали, которая находиться над головой работника, а напольные – это те виды соединения для которых требуется наклонятся вниз.
Видео описание
В этом видео показаны виды сварочных швов
Особенности процесса сварки и небольшая инструкция
Первым шагом при соединении двух труб является их фиксация. Они должны крепиться так, чтобы при сварке не расходиться в разные стороны или не продавливаться электродом.
Сварочный шов требуется делать цельным и непрерывным. Для этого во время работ нельзя отрывать электрод от поверхности материала. Но для труб с большим диаметром такое правило неприменимо, поэтому для соединения таких изделий применяется многослойная сварка, при которой число слоёв должно быть рассчитанным исходя из толщины стенок.
Чаще всего для труб с толщиной в 6 мм используется 2 слоя, для изделий со стенками от 6 до 12 делаются 3 слоя, а для большей толщины навариваются от 4 и более слоёв. Каждый последующий шов требуется делать только после того, как будет проверен предыдущий. Следует дождаться полного остывания соединения, а после этого проверить его на наличие дефектов.
Если толщина стенок трубы более 4 мм, то можно сделать коренной шов. Его особенность в том, что при сварке область между поверхностями полностью заполняется, не оставляя большого навара сверху шва. Аналогом считается валковое соединение, при котором над поверхностью трубы остаётся 3 мм валик.
Так как заварить трубу с водой электросваркой практически невозможно, то следует вначале перекрыть воду и слить её из системы. После этого можно приступать к процессу соединения. После завершения работ рекомендуется провести тестовый запуск для проверки на герметичность шва.
В этом видео показано, как правильно варить трубу электросваркой

Полезные советы и возможные ошибки
Чтобы сделать все правильно сразу и не переделывать через время плохую работу, нужно следовать некоторым советам:
- В труднодоступных местах лучше использовать согнутый электрод и контролировать процесс с помощью зеркальца.
- Если необходимо поменять электрод, то шов нужно продолжить с накрытием в 1-2 см.
- Металл током лучше прогревается с помощью прямой полярности, а не обратной.
Чаще всего дефекты возникают из-за того, что неопытные мастера невнимательны во время работы. В случае со сваркой даже небольшое отклонение шва приведёт к тому, что он не будет герметичен и прочный. Если изменить длину дуги, то в швах образуются пустоты и не проваренные места. Также дефекты могут возникнуть из-за оборудования или плохого качества труб.
Также во время сварки необходимо помнить о технике безопасности:
- проверить жилы и детали аппарата, они должны быть изолированы;
- корпус оборудования должен быть заземлён;
- вся одежда, рукавицы и маска должны быть сухими;
- перед началом работы необходимо обуть резиновую обувь или постелить под ноги коврик из этого материала, это обеспечит дополнительную изоляцию;
- обязательно нужно надевать защитный щиток, чтобы обезопасить глаза и лицо.
Если игнорировать правила техники безопасности, то можно получить ожоги или удар током.
После того, как сварочные работы окончены необходимо проконтролировать качество шва, так как сварка водопроводных труб требует тщательного анализа. Наружно можно определить, есть ли на швах прожоги, поры, свищи или другие дефекты.
Для проверки швов на трещины необходимо использовать компрессор. На концы устанавливаются заглушки, а швы обмазываются мыльной пеной. После этого в трубу под давлением необходимо закачать воздух. На местах, где соединение недостаточно прочное будут появляться мыльные пузырьки.

Коротко о главном
Самая важная часть в подготовке к сварке – выбор подходящего электрода. Для каждого вида сварки они разные.
Для магистралей лучше брать с целлюлозной оболочкой, для аккуратных швов желательно брать рутиловые и рутилово-целлюлозные.
Основная группа считается универсальной, но чаще всего её берут для использования при минусовой температуре.
Перед сваркой нужно зачистить поверхность до блеска, сделать фаску, обезжирить и проверить трубы на наличие дефектов.
Для труднодоступных мест лучше использовать согнутый электрод и контролировать процесс с помощью зеркала. При смене электрода шов нужно делать внахлёст на 1-2 см.
Чтобы проверить прочность шва нужно присоединить трубу к компрессору, с обоих сторон установить заглушки и места сварки смазать мыльным раствором. Если есть трещины, то из них будут появляться пузыри.
Как и чем паять трубы пластиковые
Сегодня для проведения ремонта, предполагающего замену системы водопровода, отопления или канализации, используются преимущественно пластиковые трубы. Они стремительно ворвались на рынок строительных материалов в конце XX столетия и заняли лидирующую позицию. Удобство в работе – вот их основное достоинство. Тем не менее, без знаний ряда тонкостей, как правильно паяются пластиковые трубы, качественно соединить их в единую систему невозможно.

Пайку пластиковых труб можно осуществлять горячим или холодным способом
Инструменты для выполнения работ
Для пайки пластиковых труб вам понадобятся:
- сварочное устройство, предназначенное для работы с этим материалом;
- специальные ножницы;
- строительный уровень;
- маркер;
- рулетка.
Практически любой домашних дел мастер имеет в своём распоряжении все эти инструменты, кроме первого. Если процедуру паяния пластиковых труб предполагается выполнить всего один раз, гораздо целесообразнее будет взять сварочное устройство напрокат или одолжить, а не покупать его.

Прибор для горячей пайки можно приобрести или взять в аренду
Прежде, чем приступить к спайке своими руками, необходимо вкратце ознакомиться с таким прибором. Его важным функциональным компонентом является подошва с нагревательными элементами. Наличие на ней специальных отверстий, позволяющих зафиксировать специальные насадки для сварки, обеспечивает удобство в работе. Регулировка температуры производится с помощью терморегулятора, находящегося на корпусе сварочного устройства.
Как паяются пластиковые трубы водопровода
Перед началом работ по соединению элементов водопровода своим руками установите прибор в нужном положении и зафиксируйте на нём насадки, предварительно подобрав их по размеру. После этого, используя терморегулятор, установите необходимую температуру. Пайка пластиковых труб из полипропилена проводится при +260˚С. Оптимальным значением температуры пайки пластиковых труб из полиэтилена является отметка +220˚С. Запомните эти цифры — они вам пригодятся для правильного выполнения работ.
Пайку пластиковых труб своими руками проводите в такой последовательности:
- отрежьте трубу необходимой длины. При помощи спиртового раствора очистите от жира и грязи места соединений;
- установите в насадку трубу, а также ответный раструб. Прогревайте в течение определённого промежутка времени;
- по его истечении вставьте трубу в раструб, соединив таким образом разогретые элементы будущего водопровода.
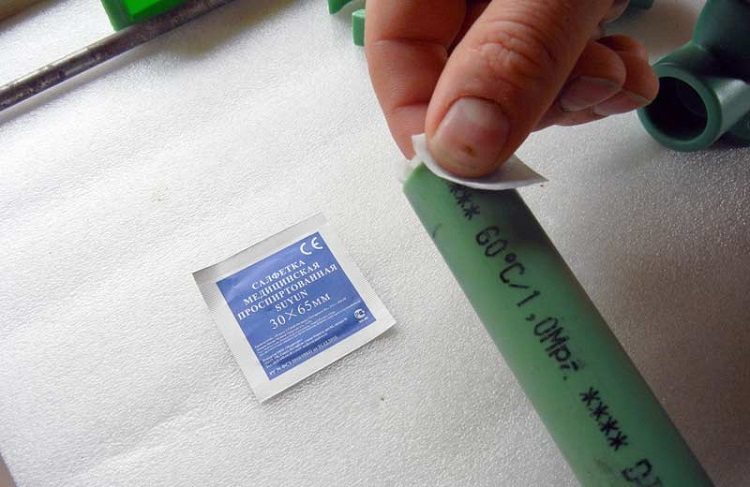
Перед сваркой пластиковые трубы нужно обязательно обезжирить
Признаком правильной пайки пластиковых труб водопровода является образование по всей окружности сплошного наплыва в виде валика.
Важно! На выполнение этой операции у вас должно уйти от 4 до 12 секунд в зависимости от диаметра стыкуемых элементов. И помните, что лишь чёткое соблюдение технологии пайки пластиковых труб гарантирует их соответствие требуемым эксплуатационным характеристикам и долговечность стыков.
Рекомендации для качественного соединения труб
Ответ на вопрос, как паять трубы из пластика, будет неполным без упоминания советов профессионалов. Коротко озвучить их можно так:
- чтобы правильно спаять пластиковые элементы водопровода или канализационного трубопровода, перед выполнением первой сварки, выдержите паяльник в нагретом до требуемой температуры состоянии не менее 5 минут;
- спаяв пластиковые трубы, дайте им остыть, не допуская их перемещения и прокручивания, иначе шов получится некачественным. В таком случае вам придётся разрезать стык, выбросить испорченный фитинг и выполнить всю процедуру заново;
- при спайке пластиковых труб, армированных алюминием, удалите с них два верхних слоя, и только после этого выполняйте соединение по вышеописанной технологии;
- паять пластиковые трубы допускается при температуре окружающей среды не ниже 0˚С.

После соединения нужно оставить собранные элементы до полного остывания
Меры предосторожности при пользовании сварочным аппаратом также не помешают. Некоторые «умельцы», узнав, как паяются пластиковые трубы для водопровода своими руками, часто не придают этому аспекту должного значения. А зря! При наличии поверхностного понимания, как спаять трубы из пластика, такой подход может в конечном итоге отразиться на качестве соединения. Кроме этого, горячими деталями можно нанести себе серьезную травму.
Как спаять канализационные трубы из пластика
Сварочный аппарат – не единственное, чем паяются пластиковые трубы. Спаять своими руками элементы системы отвода нечистот вы можете, воспользовавшись более простым способом. Называется он так: холодная сварка. Им выполняется соединение труб из пластика без пайки. Для этого используется специальный клеевой состав, нанесение которого на поверхность полимера приводит к её растворению и взаимному проникновению частиц сопрягаемых компонентов трубопровода. Если вы хотите спаять канализационные трубы с наименьшими материальными и физическими затратами, холодная сварка – лучший вариант.
Паять пластиковые трубы этим способом необходимо в такой последовательности:
- зачистите места стыков наждачной бумагой;
- нанесите клей на весь сегмент канализационной трубы, который будет вставлен в раструб. Кроме того, покройте клеевым составом внутреннюю поверхность раструба на две трети его длины;
- совместите трубы с нанесенным клеем до упора, поверните их на 90 градусов и прижмите максимум на 60 секунд.

Холодная сварка — приемлемый вариант для монтажа системы канализации
Выяснив, как запаивается пластиковая труба, не торопитесь сразу приступать к работе. Следует изучить тонкости работы с клеевым составом: после замешивания он должен быть использован не более чем за 5 минут. Поэтому, прежде, чем приступить к выполнению склеивания, определитесь с объемом работ.
Полезный совет! После сборки канализационной системы до заполнения её водой для пробного пуска выдержите не менее часа.
Если проверка прошла успешно и протечек не обнаружено, смело сдавайте трубопровод в эксплуатацию.
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.
Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Сварка пластиковых водопроводных и канализационных труб
Металлический трубопровод в современном строительстве считается устаревшим техническим решением. Стараются использовать либо медные трубки, или трубы из синтетических материалов: композитных пластмасс, полипропилена и полиэтилена. Важно не просто правильно выбрать, какие именно трубы использовать для создания водопроводных и канализационных систем, но и знать, как их правильно соединить.

Сварка пластиковых труб осуществляется горячим и холодным методами
Преимущества пластиковых труб и методы их соединения
К преимуществам пластиковых труб стоит отнести то, что они не ржавеют, их удобно монтировать, обслуживания они требуют минимального. Что касается монтажа, то он отличается простотой, но имеет свою специфику. Принцип резьбового муфтового соединения элементов системы неплохо подходит для разводки металлических водопроводных коммуникаций, но совершенно не применим для пластиковых труб.
Физические свойства синтетических термопластичных труб позволяют создавать надежное соединение. Многокомпонентные материалы дают возможность соединять пластиковые трубы без сварки, например, для ремонта элементов водопроводных систем в труднодоступных местах. Клеевое соединение называют также «холодная сварка». Наиболее простой, быстрый и надежный способ соединения пластиковых труб – это сварка, для которой требуется высокая температура.
Основное преимущество монтажа сварным способом состоит в том, что сварка пластиковых труб своими руками перестала быть операцией, доступной исключительно профессионалам. Чем больше практический опыт сварного монтажа, тем выше шансы создания безупречного соединения. Инструменты и оборудование могут сыграть решающую роль в монтаже коммуникаций.

Надежность соединения пластиковых труб зависит от качества фитингов и метода сварки
Профессионалы используют качественные, надежные инструменты и фирменное оборудование. Любители довольствуются инструментарием средней ценовой категории. Есть смысл изначально приобрести необходимые материалы и оборудование высокого качества.
Минимальная погрешность при монтаже фитингов, надежность компонентов, качественный сварной шов – это преимущества качественных компонентов. Недостаток: относительно высокая стоимость пластиковых труб премиум – класса.
Оборудование для сварки пластиковых труб своими руками
В наборе начинающего мастера будут присутствовать следующие компоненты:
- паяльник для пайки полипропиленовых (пластиковых) труб. Как правило, продается в комплекте с металлическим кейсом для транспортировки и набором насадок самых распространенных диаметров;
- обрезные ножницы для труб. Имеют загнутый ложемент, режущее лезвие и узел ступенчатого наращивания усилия. С помощью специальных ножниц обрезать трубу гораздо удобнее, чем ножом или пилкой;
- рулетка. «Верный друг» каждого строителя и профессионального инженера;
- маркер. Им отмечают границы реза и глубину вхождения трубы в насадку при прогреве в процессе сваривания.
Профессиональное оборудование включает в себя полуавтоматическое устройство, предназначенное для сварки для пластиковых труб. Обязательно комплектуется узлом фиксации для труб диаметром 50 мм и более.

Для сварки труб небольшого диаметра используется компактный нагревательный прибор
В комплект настоящего мастера непременно входят:
- строительный уровень, им выверяется точность прокладки магистрали;
- шабер для армированных труб;
- монтажный нож (скошенная рабочая часть, прочная конструкция);
- набор электрофитингов. В некоторых случаях монтаж пластиковых труб возможен только при использовании электрических фитингов – специальная сварка, технические условия разводки и эксплуатации систем;
- специальный термометр для контроля режима прогрева свариваемых поверхностей;
- качественный электрический удлинитель;
- жидкость для очистки насадок паяльника.
После окончания сварки пластиковых труб и тщательной проверки системы, каждое соединение осматривается индивидуально, чтобы выявить утечки. В случае удачного монтажа проблем не возникает. Профессиональное оборудование послужит владельцу и после разводки коммуникаций – хороший паяльник для пластиковых труб несложно сдать в аренду!
Важно! Для сварки пластиковых труб небольшого – до 40 мм – диаметра нужно знать последовательность выполнения действий, иметь минимальный практический навык по сборке коммуникаций и набор доступных инструментов. Важна также температура и время прогрева труб и фитингов.
Высокотемпературный метод сварки пластиковых труб
Пластиковые трубы свариваются при помощи специального оборудования. Это сварка для пластиковой трубы, он же — паяльник для труб из пластика, называемый еще «утюжок» за схожесть недорогих моделей паяльников именно с этим бытовым прибором. Паяльник классом выше имеет вид металлического патрубка с изолированной ручкой и встроенной подставкой, температура регулируется, имеется индикатор готовности к работе.
Прежде, чем сваривать пластиковые трубы, их необходимо подготовить: обрезать до необходимой длины и зачистить свариваемые поверхности. Качественное соединение сложно реализовать, если срез пластиковой трубы не будет перпендикулярным или деформированным (овальным). Это касается труб любого диаметра.

Прежде, чем приступать к сварке, срез трубы нужно зачистить
Удобно обрезать пластиковые и полипропиленовые трубы при помощи специальных ножниц. Чем острее режущее лезвие и больше плечо редукторного узла (длиннее ручки ножниц), тем проще и удобнее будет работать с инструментом. Добиться ровного среза на трубе большого диаметра можно при помощи торцевателя.
Армированные трубы необходимо обработать при помощи специального приспособления – шайбера. Срезанная под углом кромка свариваемой части пластиковых труб позволит избежать появления внутреннего буртика (сварного шва), который неизбежно приводит к уменьшению внутреннего диаметра. Как следствие – несбалансированная работа водопроводной системы и некачественное соединение ее элементов.
Следующий этап предварительной подготовки – обезжиривание поверхности пластиковых труб и фитингов в местах сварки. Упакованные заводом фитинги, такие как запорная арматура и переходные элементы, могут не нуждаться в дополнительной очистке поверхности.
Компоненты для очистки: тангит или спирт. Используют плотную хлопчатобумажную ткань, этой же тканью протирают насадки паяльника для пластиковых элементов водопроводной системы.
Важно! Тефлоновый слой (покрытие насадок паяльника для труб) легко повреждается в холодном состоянии. Удалять крошки пластика, прилипшие к насадкам нужно крайне аккуратно, используя деревянную щепу или не синтетическую ткань. Насадки должны быть прогреты до состояния плавления пластмассы.
Неправильная сварка пластиковой трубы, температура которой была недостаточна для расплавления поверхности, приводит к образованию рыхлого, непрочного соединения. Естественно, такое соединение будет прочным и герметичным весьма недолгое время.
Нечасто и настоящими профессионалами применяется стыковая сварка пластиковых труб. Для этого необходима специальная сварочная машина. Процесс требует кропотливой подготовки и точного сопоставления свариваемых деталей. Малейший перекос – и соединение безнадежно испорчено.
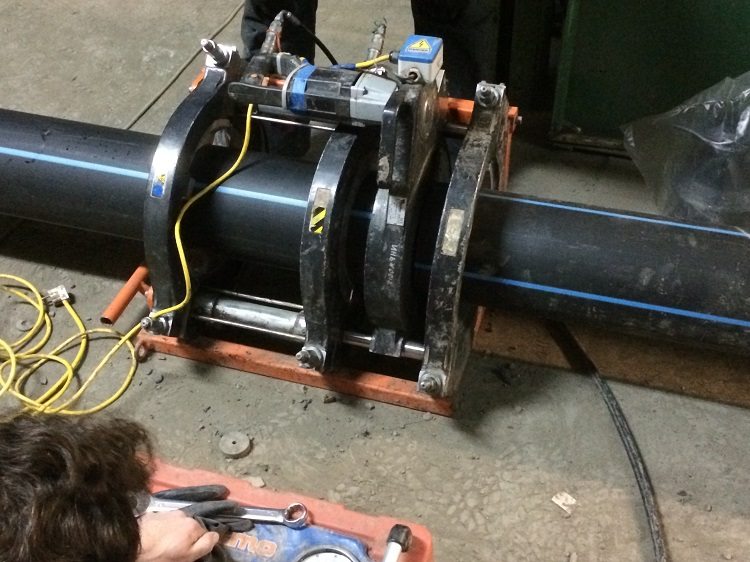
Стыковая сварка проводится профессиональным сварочным оборудованием
Способ, как сварить пластиковую трубу, выбирается на этапе проектирования всей системы водоснабжения.
Холодная сварка пластиковых труб. Виды, используемые материалы
Оптимальный вариант для ремонта или оптимизации существующей водопроводной системы – это использование метода, получившего название «холодная сварка». Нет необходимости прогревать трубу или фитинг, легко производить работы на установленной ветке водопровода из пластиковых труб. Основное преимущество, каким может похвастаться холодная сварка, это отсутствие громоздкого и дорогостоящего оборудования.
Холодную сварку для пластиковых труб чаще всего продают в виде аккуратно упакованного цилиндра. Внутри упаковки находится трехкомпонентный состав:
- аминовая смола, необходима для правильного течения всех этапов затвердения;
- наполнитель. Используют, в зависимости от типа свариваемых поверхностей, минеральный или металлический наполнитель;
- эпоксидная смола. Проверенный временем компонент, придающий прочность отвердевшему составу.
Особых навыков в работе с холодной сваркой не потребуется. Производитель любезно комплектует инструкцией каждую упаковку. Как сваривать пластиковую трубу, как готовить поверхность-все указано в инструкции.
Придерживаться необходимо ряда правил:
- Тщательно очистить поверхность, подготовленную к склейке или реставрации. Холодную сварку часто используют для восстановления целостности корпусов приборов или домашней техники.
- Для запуска процесса застывания компонентов необходимо отрезать от общей массы «шайбу» нужного размера, и тщательно размять ее в руках. Чтобы масса не липла к рукам, нужно предварительно смочить руки водой или использовать перчатки.
- Нанести на поверхности, предназначенные для склейки, слой размягченного состава. Соединить пластиковые трубы без сварки – это единственный метод для проведения работ в помещениях с повышенной пожарной опасностью.
- Тщательно промыть водой глаза и открытые участки кожи после работы с компонентами холодной сварки.
При холодной сварке нужно избегать попадания в глаза химических веществ, входящих в состав клеевой смеси.

Метод холодной сварки подразумевает соединение деталей при помощи специального клея
Соединение пластиковых труб без сварки
Создать прочное соединение пластиковых труб и переходных фитингов, или непосредственно одной трубы с другой вполне возможно и без использования сварки.
Как соединить пластиковую трубу без сварки? Методом склеивания специальным клеящим составом (продается в виде готовой к использованию вязкой жидкости). Использовать метод склеивания допускается, если мастер работает с магистралью низкого давления.
Без сварки быстро и крайне надежно фиксируются полиэтиленовые трубы. Для них используется метод фиксации при помощи обжимных колец и переходных фитингов. Необходим специальный инструмент – обжимные клещи – и качественный (итальянский) фитинг.
Читайте также: