Сварка труб на производстве
Обновлено: 28.09.2024
Сварные трубы изготавливают различными способами электросваркой (с прямым швом, со спиральным швом), печной сваркой, электросваркой сопротивлением и т. д. Современными высокопроизводительными станами или агрегатами для производства сварных труб являются трубоэлектросварочные агрегаты дуговой электросварки труб большого диаметра под слоем флюса с прямым и спиральным швом. Кроме них, применяются станы для сварки труб сопротивлением и аргоно-дуговой сварки.
Стан 426-820 для дуговой электросварки труб большого диаметра с прямым швом под слоем флюса
Этим способом можно получать трубы с внешним диаметром 8— 1620 и толщиной стенки 1 — 16 мм. В данном случае рассмотрим типовой агрегат, предназначенный для производства труб диаметром 426 — 820 с толщиной стенки 6—12 мм и длиной 11 — 12,1 м из горячекатаных листов шириной 1300 — 2500 мм и длиной до 12,5 м. Лист— из углеродистой и низколегированной стали с содержанием углерода до 0,4 % и марганца 1,0— 1,1 % с пределом прочности до 600 МПа и пределом текучести до 350 МПа.
Технологический процесс получения труб электросваркой с прямым швом под слоем флюса состоит из трех частей: формовки (подготовки листа), сварки листа в форме трубы и отделки готовой трубы. Горячекатаный лист необходимых размеров подают на двусторонний листоукладчик, а затем на роликоправильную машину. После правки лист поступает к первому кромкострогальному станку, где осуществляют снятие припуска до 8 мм с каждой стороны, затем ко второму аналогичному станку, который снимает до 4 мм припуска с каждой стороны и скашивает продольные кромки под углом 35°. Затем лист поступает в дробеметную установку, где кромки листа очищают от окалины по ширине до 70 мм одновременно с верхней и нижней сторон (применяют чугунную дробь).
Подготовленный таким образом лист проходит через клетьевой непрерывный стан, где осуществляется предварительная загибка кромок по радиусу, соответствующему радиусу готовой трубы. После этого лист корытообразной формы подают к гидравлическому прессу усилием 1800 т, с помощью которого лист приобретает Ц-образную форму. Эту заготовку задают в последующий пресс усилием 12000 т для осуществления окончательной формовки. За прессом установлен передвижной рольганг, который распределяет заготовки на четыре рольганга-аккумулятора для создания запаса перед трубосварочными станами; общий запас составляет восемь заготовок. Отсюда с помощью передвижного рольганга полученную заготовку подают поочередно к одному из трех станов наружной сварки труб, расположенных на самостоятельной линии. Каждая линия состоит из клетей с вертикальными и горизонтальными приводными валками и двух сварочных клетей. Вертикальные и горизонтальные валки калибруют соответственно определенному диапазону размеров диаметра трубы.
Сформированную трубную заготовку проталкивают через клети с вертикальными валками в первую клеть с приводными горизонтальными валками, которыми ее подают в сварочную клеть соответственно скорости сварки.
Сварку наружного шва трубы производят специальным трехдуговым сварочным автоматом переменного тока. Скорость сварки труб составляет 1—4 м/мин. После этого из непрерывных станов трубы подают на передвижной рольганг, который распределяет их по вводным рольгангам установок для приварки технологических планок, предназначенных для обеспечения прочности шва на концах трубы. Затем трубу подают к одному из пяти станов внутренней сварки труб; при этом трубу поворачивают ковшом вниз. Внутрь трубы на тележке подают сварочную штангу со скоростью сварки 0,65 — 2 м/мин. Сварочную головку устанавливают на конце штанги. Сварку производят двумя дугами, направленными на одну ванну. Первая дуга вертикальная, вторая наклонена под углом 45° вперед. При таком технологическом процессе обеспечивается наложение внутреннего шва с перекрытием низа наружного шва. Наружный шов, нагреваясь, подвергается частичному отпуску, в результате чего улучшаются его механические свойства.
После окончания сварки внутреннего шва включается обратный ход тележки, труба возвращается в исходное положение и подается на наклонный ребристый стеллаж. При перекатывании труб по этому стеллажу сбивается флюс, приставший к шву на внутренней поверхности трубы.
Затем трубы поступают на инспекционные решетки, где осуществляют их осмотр и отрезку концевых планок. Обнаруженные дефекты удаляют здесь же или трубу передают на трубообрезной станок для обрезки дефектных концов. После этого трубы поступают для зачистки сварочных швов на концах с внутренней и наружной сторон.
Средняя производительность такого агрегата составляет 1 млн. т в год.
Стан 650 для дуговой сварки труб со спиральным швом под слоем флюса
Сварка труб со спиральным швом имеет то преимущество, что позволяет получать из полосы одной ширины трубы различного диаметра. Трубы, изготовленные этим способом, имеют большую жесткость вследствие наличия сварного шва, расположенного по спирали (рис. 208). Подаваемую полосу в рулонах устанавливают в разматыватель, после которого подвергают правке на правильной машине. Для обеспечения надежной, плотной и точной сварки концов полосы встык после правильной машины осуществляют обрезку концов полосы. Далее полосы сваривают между собой, и таким образом получают полосу бесконечной длины.

На технологической линии имеется накопитель (аккумулятор) полосы, что необходимо для компенсации длины при сварке концов полосы встык. Далее осуществляют обрезку кромок полосы, очистку их поверхности чугунной дробью. За этим производят снятие фасок резцами, т. е. выполняют такую же форму скоса, как и для сварных труб с прямым швом: скос кромок под углом 35°, снизу сохраняется притупление 1 — 2 мм. После этого полосу подвергают правке и подают к формовочному стану, где осуществляют формовку трубы по спирали. Сформированную трубу далее подвергают сварке по наружному и внутреннему швам. Данный способ производства труб позволяет получать трубы бесконечной длины. После сварки трубы разрезают на мерные длины и выполняют все остальные технологические операции по отделке, испытаниям и сдаче.
Стан для электросварки труб сопротивлением
В настоящее время в промышленности эксплуатируют трубоэлектросварочные агрегаты следующих типоразмеров: 6-32, 10-76, 20-102, 73-220. Соответственно типу агрегата на каждом из них производят трубы указанных размеров. Толщина стенки труб находится в пределах 0,4 — 0,8 мм.
Рассмотрим в качестве примера технологию производства труб на стане 20-102 (рис. 209), поскольку технологический процесс и состав оборудования других станов аналогичны. Технологический процесс состоит из трех следующих операций: подготовки полосы к формовке; формовки, сварки и калибровки труб; отделки труб.

При производстве труб электросваркой сопротивлением заготовкой служит холоднокатаная или травленая горячекатаная лента в рулонах. Рулоны подают в разматыватель с загрузочным устройством. Далее рулон разматывают и подвергают правке на листоправильной машине. Концы полосы обрезают на ножницах, чтобы подвергнуть далее сварке встык задний конец предыдущего и передний конец последующего рулонов. Дальнейшие технологические операции аналогичны рассмотренным ранее.
Подготовленную ленту подвергают формовке на непрерывном формовочном стане, сварке встык сопротивлением в сварочном узле стана. Полученную трубу далее подвергают правке в калибровочном стане и правильной клети и разрезают на мерные длины.
Трубоэлектросварочный стан состоит из сварочных электродных колец, связанных с вращающимся сварочным трансформатором, и сжимающих неприводных валков. Процесс варки осуществляют переменным током низкого напряжения частотой от 50 до 150 Гц.
Окончательную обработку труб осуществляют на участке отделки, где трубы подвергают правке, торцовке концов на торцовочных станах и испытанию на гидравлических прессах (при необходимости трубы подвергают термообработке).
Стан для аргоно-дуговой сварки труб
С ростом технического прогресса возрастает потребность в трубах небольших диаметров из коррозионно-стойких жароупорных и других высоколегированных марок стали. Изготавливать такие трубы весьма сложно, и наиболее экономичным является способ производства труб аргоно-дуговой сваркой (рис. 210).

Основная потребность труб этой категории по маркам стали определилась диаметром 6 — 76 мм. В отечественной металлургии соответственно выявились два типа агрегатов, классификация которых основана на диапазоне диаметров труб с их перекрытием: станы 6-32 и 10-70 с толщиной стенок труб соответственно 0,4— 1,25 и 0,8 — 3 мм.
Процесс аргоно-дуговой сварки основан на использовании тепла, источником которого является электрическая дуга, получающаяся между изделием и неплавким электродом. Зона сварки и электрод защищены струей инертного газа (аргона или гелия), который одновременно ограничивает зону распространения тепла около шва, тем самым обеспечивая лучшее плавление и провар соединения. Сварку осуществляют постоянным током.
Состав оборудования обоих станов одинаков со станами сварки труб электросопротивлением при той же технологии подготовки полосы к формированию трубы. Скорость сварки находится в пределах 0,4 — 4,0 м/мин. На станах установлены машины аргоно-дуговой сварки полосы встык вместо стыкосварочных машин сварки оплавлением. Сварку труб осуществляют аргоно-дуговыми головками специальной конструкции.
Станы для непрерывной печной сварки труб
Потребность народного хозяйства и промышленности в водогазопроводных трубах небольших размеров (диаметром 0,5 — 4) очень велика. Такие трубы в больших количествах получают на станах непрерывной сварки труб. На отечественных заводах, в частности на Челябинском трубопрокатном заводе, получили применение станы для печной сварки труб диаметром 0,5 — 2 и 1 — 4″.
Трубы, полученные на станах печной сварки, удовлетворяют следующим требованиям: допуск по наружному диаметру для труб диаметром до 40 мм составляет ±0,5 мм, для труб диаметром свыше 40 мм ±1 %; допуск по толщине стенки составляет 15 % номинальной толщины стенки.
Исходным материалом для изготовления труб служит горячекатаный штрипс, поставляемый в рулонах. Им может быть и штрипс, получаемый продольным роспуском рулонов. Длина штрипсовой полосы в рулоне должна бьт достаточной, чтобы обеспечить общепринятый технологический процесс получения сварных труб, который сводится к следующему (рис. 211).

Поворотным краном взвешенные рулоны устанавливают на разматыватель, конец штрипса задают в правильную машину, которая производит размотку и правку штрипса. За правильной машиной установлены ножницы, предназначенные для обрезки концов рулона перед сваркой. Далее штрппс поступает на сварочный аппарат, где задний конец предыдущего рулона приваривается к переднему концу последующего рулона. Непрерывность процесса обеспечивается образованием петли между тянущими роликами и петлеобразователем.
Нагрев штрипсовой полосы осуществляют в печи туннельного типа; нагрев кромок штрипса доводят до температуры 1280— 1320 °С. В зависимости от марки стали температура кромок может быть на 40 — 80° выше. При выходе из печи у окна выдачи кромки штрипса обдувают сжатым воздухом, при этом температура кромок может достигать 1350— 1450 °С. Перед сжатием кромок, с которых окалина уже сдута, в сварочных валках кромки вторично обдуваются воздухом. Этот повторный процесс обеспечивает их температуру в пределах 1500— 1520°С. Далее штрипс поступает в шестиклетьевой формовочно-сварочный стан, в первой клети которого он формируется, а во второй сваривается; в последующих клетях он редуцируется.
После выхода из стана температура трубы несколько понижается; далее за формовочным станом может быть установлена пила для разрезки трубы на мерные длины. Но может быть сразу же установлен 14-клетьевой редукционный стан; при работе с натяжением раската трубы между клетями обеспечивается получение трубы с различной толщиной из штрипса максимальной толщины.
Расположенный далее трехклетьевой калибровочный стан предназначен для калибровки труб и частичного удаления окалины с их наружной и внутренней поверхностей, температура труб находится в пределах 750 — 850 °С, что достигается охлаждением труб водой. По выходе из калибровочного стана трубы в потоке разрезают на заданные длины с помощью летучей пилы, за которой установлен выбрасыватель, передающий трубы на охлаждающие стеллажи (стол), где температура трубы понижается до 450 — 480°С. После полного охлаждения на холодильнике трубы передают к станам холодной правки, далее на торцовку, гидроиспытанпе, нарезку концов, навертку муфт, окраску или оцинковку.
Преимуществом процесса непрерывной печной сварки труб является возможность изготовления трубы из уширенного штрипса вследствие применения больших обжатий и редуцирования с натяжением. Это позволяет унифицировать ширину, толщину и сечение штрипсов, доводя их до минимального числа профилеразмеров.
Примерная производительность агрегатов печной сварки труб в зависимости от толщины стенки и диаметра трубы может колебаться в пределах: для первого стана у малых труб 30 — 43 т/ч, для второго стана у труб с повышенным диаметром 43 — 56 т/ч.
Виды сварных труб, способы производства, преимущества материала
История труб уходит корнями далеко в прошлое, но первое упоминание о стальных трубных изделиях датируется серединой 19 века. Первые стальные трубные изделия изготовляли с помощью сварки. Этим методом производители пользуются и сегодня, изготовляя половину изделий такого типа от общего производства. Стальная сварная труба находит применение в большинстве отраслей промышленности, так как достойная замена изделиям из стали, полученным сварным методом, в настоящее время не найдена.

Назначение современных стальных труб сварного типа
Даже быстро развивающиеся технологии не позволяют представить, что когда-то появится подходящая замена стальным трубам, которые используются при строительстве разных строений и конструкций или проведении коммуникационных сетей.
Сварные трубные изделия современного изготовления могут быть как универсального назначения (доставка различной всевозможной рабочей среды потребителю), а могут иметь узкую специализацию (газопроводы и нефтепроводы).

Прокладку коммуникационных сетей над землей и под землей невозможно представить без стальных трубных изделий разного диаметра. Они входят в состав сложнейших технологических устройств, различных приспособлений и механизмов. Строительные процессы предполагают использование прочных, но легких элементов армирования, в качестве которых используется стальной трубопрокат. К тому же такие изделия могут выступать в качестве основы при строительстве каркасных конструкций.
Также стоит сказать о трубных изделиях сварного типа, для изготовления которых использовалась нержавеющая сталь. Этот материал характеризуется уникальными эксплуатационными свойствами, благодаря которым предоставляется возможность применения труб в пищевой и химической отрасли, энергетике и фармации. Эстетическая привлекательность поверхности труб из «нержавейки» делает их популярными у современных архитекторов в качестве элементов оформления помещений разного типа.
Сырье для производства сварных труб
В качестве исходного сырья для изготовления стальных трубных изделий большая часть производителей использует металл. Это могут быть листы стали толщиной не больше 5 сантиметров, или стальная лента, имеющая различную толщину и свернутая в рулоны. Современная экономика отдает предпочтение трубным изделиям сварного типа, для производства которых использовалась низколегированная или углеродистая сталь. Ее отличительное свойство – содержание углерода в определенном количестве и минимум легирующих веществ. По количеству углерода определяется тип стали: низкоуглеродистая, среднеуглеродистая и высокоуглеродистая.
Углерод в большом количестве, входящий в состав исходного материала, неоднократно повышает прочностные характеристики сварной трубы при нормальном использовании. Однако параллельно снижаются эластичные свойства изделий, и возрастает степень их ломкость в холоде. Следовательно, большое количество углерода делает материал более хрупким при эксплуатации в холоде, что значительно сужает сферу использования готовой продукции.

Сталь, в которой легирующие вещества содержатся в количестве, не превышающем 2,5%, отличается прочностью независимо от эксплуатационных условий. Трубопрокат из такой стали имеет продолжительный срок службы и меньшую массу при одинаковых условиях. Низколегированная сталь для трубных изделий повышает стоимость готовой продукции, и одновременно увеличивает прочностные характеристики, устойчивость к износу и коррозии. Если сравнивать аналогичные качества труб сварного типа из углеродистой стали, то высокая стоимость трубопроката из низколегированной стали не имеет особой важности.
Для изготовления нержавеющих трубных элементов используется аналогичная сталь. Это материал устойчив к коррозии, прост в обработке, с небольшой массой и привлекательной поверхностью. Труба из нержавеющей стали может быть холодного или горячего проката. В первом случае стальные листы имеют толщину от 0,4 до 5 миллиметров, во втором – от 2 миллиметров до 5 сантиметров.
Разновидности сварных трубных изделий
Производство сварных труб с продольным прямым швом осуществляется посредством метода сварки мест соединения стальных листов. Другими словами стальной лист или лента сворачиваются, а их края сваривают друг с другом. Швы таких изделий прямые и располагаются по всей длине. На трубах большого диаметра делают два шва, так как в ширину стальные листы имеют ограничения.
Спиралешовные трубы производятся из рулонной листовой стали (прочитайте также: "Изготовление труб из листового металла – что необходимо, чтобы сделать самостоятельно"). Трубопрокат этого вида имеет одно неоспоримое преимущество – труб могут выпускаться с диаметральным сечением около 2,5 метров с использованием заготовки равной ширины. Трубопрокат, изготовленный по такой технологии, характеризуется отношением диаметра к толщине стенок более 100.

Спиралешовные трубные изделия производятся с применением более простых механизмов, чем трубы с прямым швом. Однако стоит заметить, что процесс изготовления характеризуется высокой точностью. Спиральный шов имеет еще одно весомое преимущество: при аварийной ситуации не образуется продольная магистральная трещина, которая считается самой опасной деформацией трубопровода.
Следовательно, последствия аварии ликвидировать намного проще. Недостатком спирального шва является его увеличенная длина и, как следствие, дополнительные расходы на сварочные материалы.
Способы изготовления
Труба сварная производится несколькими способами, среди которых наибольшее распространение получили: метод печной сварки, электросварной метод и сварка в защитной газовой среде.
Способ печной сварки
Согласно этой технологии стальные заготовки (штрипсы) подвергаются воздействию высоких температур. Полоска металла, выступающая в качестве заготовки, в специальной туннельной печи нагревается до температуры 1300 0 С. Выходящая из печи заготовка подвергается обдуву направленным потоком воздуха, что приводит к нагреванию боковых кромок до 1400 0 С и очищению их от окалин, способствующих ухудшению качества шва.

Полученную горячую заготовку отправляют на формовочно-сварочный стан, в настройках которого заложен определенный диаметр. Здесь будущее изделие принимает нужную форму. Далее выполняется дополнительный воздушный обдув, и кромки стали свариваются при воздействии высокой температуры и определенного давления.
Штрипсу повторно отправляют в печь, где, проходя через формовочные валики, она подвергается обжатию, способствующему повышению качества сварного шва. Технология печной сварки позволяет получать изделия горячего проката.
Метод электросварки
Изготовление сварных труб с использованием электрической сварки считается самым распространенным способом, так как в результате можно получить трубы большого диаметра, имеющие тонкие стенки, хороший шов и поверхность высокого качества. Существует несколько видов электросварки, но производство трубных изделий, предназначенных для магистрального трубопровода, в большинстве случаев осуществляется методом дуговой сварки под флюсом.
По этой технологии производство делится на несколько этапов. Вначале специальные прокатные станы выполняют формовку холодных стальных листов, в результате этого на выходе получаются трубные заготовки. Процесс изготовления прямошовных труб любого диаметрального сечения подразумевает применение валковой формовки. Чтобы изготовить полуцилиндры или круглые заготовки для прямошовных труб, используют прессовую формовку. Сталь для изготовления спиралешовных трубных изделий проходит процедуру формовки в валково-оправочных или втулочных станах.

Дальнейшее изготовление зависит от вида трубы: используя электродуговую сварку, кромки заготовок сваривают с двух сторон, получая в результате продольный прямой или спиралевидный шов. Далее снимается грант со шва, и труба охлаждается водой. Затем ее отправляют в калибровочный стан, где добиваются соответствия диаметра определенным параметрам по всей длине трубного изделия.
После этого труба подвергается визуальному и ультразвуковому контролю качества швов, проходит специальные гидроиспытания, которые позволяют проверить прочность шва под воздействием высокого давления, аналогичное тому, что будет оказываться в эксплуатационный период. Затем проводится еще одна ультразвуковая проверка, и при отсутствии дефектов трубные изделия отправляют потребителю.
Метод сварки в защитных газах
В большинстве случаев такой технологией пользуются при производстве стальных сварных труб из нержавеющей или высоколегированной стали. У таких металлов под действием стандартной сварки наблюдается карбидизация легирующих элементов, в результате чего отмечается значительное ухудшение качества швов. Решить такую проблему помогает сварка стали в защитной газовой среде с использованием аргона, гелия или углекислого газа.

Такая технология позволяет пользоваться достоинствами и газовой, и электрической сварки. Указанные газы имеют больший удельный вес по сравнению с воздухом, поэтому при попадании в рабочую зону сварки выталкивают его. В результате взаимодействие сварочной ванны и атмосферы полностью исключается. Сварка трубных изделий с использованием защиты газом выполняется посредством вольфрамовых электродов.
Полученные швы отличаются высоким качеством, так как становятся одним целым с изделием. Такая технология гарантирует герметичное соединение стальных элементов и высокие прочностные характеристики готовой продукции. Методом электрической сварки или сварки в защитном газе получают стальные трубы холодного проката.
Преимущества сварных труб
Сварка с применением современных технологий позволяет получать швы высокого качества, которые могут сравниваться по прочности с цельнометаллическим изделием. Это позволяет существенно расширить сферу использования такого трубопроката и выполнять монтаж в таких местах, где ранее допускалось применение только бесшовных материалов. Трубные изделия сварные делают производственный процесс более дешевым, благодаря и технологии производства, и незначительным финансовым расходам.
Сварной трубопрокат отличается утонченной стенкой, чем у бесшовных изделий. Это дает возможность выпускать облегченные трубы и сэкономить расход стали. Более легкие трубные изделия упрощают их транспортировку и монтажные работы, для которых необходимо меньшее число единиц техники и занятых людей. Помимо этого готовая листовая сталь имеет одинаковую толщину в любом месте, следовательно, стенки сварных трубных изделий не будут иметь большие погрешности по толщине.
Как варить трубы электросваркой правильно – пошаговое руководство
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.

Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.

Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:

Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.

Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: "Какая сварка водопроводных труб лучше – виды и особенности сварки").
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.

Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.

Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.

Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: "Как выполняется сварка неповоротных стыков труб – пошаговое руководство").
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.

В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Технология сварки труб – варианты сварных соединений, преимущества и недостатки способов
При обустройстве многих технологических схем не обойтись без трубопровода, основной составляющей которого являются трубы. Следовательно, эти трубы нужно соединять между собой, для чего часто используются различные технологии сварки труб. О способах сварки, методике процесса и видах сварных соединений будет рассказано ниже.

Классификация видов сварки
Процесс сварки применяется в тех случаях, когда необходимо выполнить неразъёмное соединение двух элементов оборудуемой конструкции. В качестве примера можно привести сварку трубопроводов ручной дуговой сваркой.
По материалу соединяемых изделий ограничений нет, можно сваривать как стальные, так и полимерные, медные и даже стеклянные изделия.
По типу воздействия на материал, сварку можно разделить на две группы:
- Сварка, проходящая под давлением.
- Сварка при повышенной температуре – методом плавления.
В числе методов сварки под давлением можно назвать:
- соединение составляющих ультразвуком;
- контактное скрепление;
- сварку методом трения;
- соединение под прессами или газовыми прессами;
- термитное скрепление;
- холодную сварку.

Последний тип соединения наиболее интересен. Он с наибольшим успехом применяется для скрепления изделий из цветных металлов (меди, алюминия), наиболее пластичных среди материалов изготовления труб. При холодной сварке при помощи прессов ручного или стационарного типа элементы конструкции совместно сжимают, создавая условия для пластичной деформации, сопровождающейся неразрывным соединением.
Методы сварки термическими (тепловыми) способами:
- электродуговая сварка – протекает в атмосфере инертных газов или при использовании флюсов, по применению дополнительных приспособления такой метод соединения дополнительно классифицируют на ручное или автоматическое;
- газовая сварка – наиболее часто используемый вид соединения деталей конструкции.
Методика газовой сварки
Суть процесса – прогревание торцов соединяемых элементов в пламени газокислородной смеси с одновременным наполнением пространства между соединяемыми деталями веществом специально плавящегося металлического прутка.

Несмотря на достаточную надёжность такого метода, прочность и другие механические свойства полученного сварного шва будут хуже, чем после электродуговой сварки. Однако именно этот способ применяется при необходимости соединить элементы малого размера, например, труб с небольшими диаметром и толщиной, вплоть до 3,5 мм.
Материальное обеспечение
Необходимые материалы для сварки труб:
- кислород – среда, в которой при достаточной температуре горит газовая смесь, качество используемого материла обеспечивает долгое горение и достижение необходимой температуры;
- ацетилен – также хорошо горящий газ, применяется не менее часто;
- другие горючие газы (пары керосина, пропан, метан и др.) – используются относительно редко, однако вполне допустимы при условии, что температура горения в два раза превышает температуру плавления металлического прутка;
- проволока для сварки – является присадочным веществом, именно ею заполняется пространство между соединяемыми элементами, при проведении процесса следует подбирать материал проволоки, по свойствам максимально близкий к веществу, из которого изготовлены соединяемые элементы;
- флюс – применяется для предотвращения излишнего окисления материала свариваемых деталей, независимо от формы, в которой представлен флюс – порошок или паста – принцип его действия одинаков: во время разогрева изделий вещество поднимается кверху и создаёт защитный слой, предотвращающий доступ воздуха к металлу.

Как и в случае с проволокой, флюсы подбираются под каждый металл индивидуально. Составы используются при сварке чугуна, меди, легированной стали; не применяются для соединения элементов из углеродистых сортов стали.
Технология газовой сварки
Газовое соединение любых конструкций, в том числе сварка трубопроводов, может осуществляться двумя методами, однако подготовительные операции в обоих случаях одинаковы.
Перед началом сварки необходимо:
- Тщательно очистить поверхности соединяемых деталей от жира, грязи и прочих инородных веществ.
- Обработать кромки изделий. Подготовка кромок труб под сварку обязательна при толщине стенок скрепляемых труб более 3,5 мм, в этом случае производят скашивание кромок, поскольку равномерно прогреть металл при такой толщине практически невозможно. Если же толщина труб меньше, скашивать кромки не нужно.

Методы проведения процесса:
- Слева направо. Горелкой нагревают уже готовый отрезок шва, металлическую проволоку продвигают, следуя за пламенем. Такой способ позволяет увеличить скорость работ примерно на четверть, снизив при этом количество расходуемого газа. Применяется метод обычно для труб с толщиной стенок от 5 мм.
- Справа налево. Горелка прогревает ещё не скреплённые места соединения, проволока в движении опережает пламя. Процесс более долог и расход газовой смеси выше, однако сваренное таким образом изделие имеет более привлекательный товарный вид. Применяется сварка справа налево для соединения труб с тонкими стенками.
Технология сварки электродуговым способом
При соединении элементов таким методом края скрепляемых изделий прогреваются под воздействием дугового разряда электрического тока.
Классификация сварных соединений
Получаемые при сварке швы можно классифицировать, опираясь на несколько признаков.
По местонахождению швы подразделяются на:
- потолочные;
- горизонтальные;
- вертикальные;
- нижние.
Последнее расположение швов наиболее предпочтительно, именно поэтому, когда позволяют обстоятельства, приоритетной является сварка поворотных стыков труб, во время которой скрепляемые изделия равномерно поворачивают так, чтобы работа проходила всегда с нижней стороной шва.

По длине швы бывают:
Как следует из названий, в первом случае сварку выполняют по всей линии шва отдельными отрезками, напоминающими пунктир. При использовании второго метода шов непрерывен.
Классификация по видам соединения довольно обширна, в частности, стыковой метод включает в себя больше тридцати способов.
Однако в целом можно выделить четыре большие группы соединений:
- Стыковые. В этом случае элементы конструкции соединяют по единой общей оси.
- Нахлёсточные. Одно изделие с нахлёстом покрывает второе.
- Тавровые. В результате соединения элементов таким образом получается повёрнутая на 180° буква «Т».
- Угловые. Как следует из названия, при использовании такого соединения свариваемые детали располагаются под заданным углом.
Разделка кромок
Технологически более правильно при соединении труб с толщиной стенки от 3 мм перед сваркой выполнять операцию разделки кромок изделий. При учёте этой рекомендации сварной шов будет более равномерным, пролегающим по всей толщине материала.
Таким образом, при использовании этого метода, швы располагаются послойно, причём сечение каждого слоя невелико, следовательно, напряжение металла сводится к минимуму.

При разделке кромок углы можно задавать в диапазоне 25-50°. Точно подобрать значение этого параметра можно, исходя из исходных параметров: толщины стенок труб, избранного метода сварных работ и вида соединений.
При аккуратном подходе к процессу сварка при разделке кромок позволяет получить наиболее прочное и надёжное соединение изделий.
Режим сварки
На режим процесса влияют такие факторы, как:
- сечение используемого электрода;
- сила электрического тока;
- технологические параметры аппарата для сварки;
- дуговое напряжение;
- природа используемого электрического тока (постоянный или переменный);
- полярность тока (прямая или обратная);
- скорость движения электрода.
Например, при соединении элементов методом стык в стык, электрод для сварки труб следует перемещать плавно, не торопясь, с целью обеспечить достаточное оплавление соприкасающихся торцов изделий и насыщение зазора между ними достаточного количества металлической проволоки.

Чтобы достичь наибольшей скорости процесса, силу тока следует выставить на максимальное значение, однако нельзя забывать, что в этом случае возможно перегревание электрода, которое в итоге приведёт к его порче, а следовательно, ухудшению качества сварного шва.
Полярность подбирают исходя из факта, что при работе анод разогревается сильнее катода. Поэтому при соединении таким методом труб небольшого сечения нужно использовать обратную полярность, чтобы избежать вероятного прожигания труб.
Рекомендации при проведении работ
Сварка – процесс в целом сложный и требующий подготовки, поэтому перед началом любой работы необходимо принять к сведению несколько советов:
- Самый сложный этап сварки – соединение неповоротных стыков (подробнее: "Как выполняется сварка неповоротных стыков труб – пошаговое руководство"). При этом угол наклона электрода всё время меняется. Для выполнения работы трубу мысленно разделяют вертикально на две половины, соединение каждого участка происходит по очереди. Работа производится из потолочного положения через вертикальное и заканчивается нижним.
- Когда требуется соединить изделия с толстыми стенками, используют метод сварки на просвет. Технология также достаточно сложна, главное в процессе – соблюдать угол кромок около 60-70° и расстояние между кромками до 2,5 мм. Перед началом проволоку прихватывают в четырёх точках. Сварка проходит при короткой дуге.
- При соединении труб, работающих при высоком давлении, следует особенно заботиться о надёжности и герметичности швов. Весь процесс работы должен соответствовать СНиПам и Сводным правилам (СП 105-34-96).
- Во время обустройства трубопроводов магистрального уровня можно использовать не только аппараты автоматической, но и ручной сварки, как более мобильные.
- При соединении изделий большого диаметра обычно работают сразу несколько человек, вплоть до четырёх. При проведении таких работ сварка проходит снизу вверх в расходящихся направлениях.
- При соединении труб различающихся сечений необходимо будет применять переходники.
Перед началом проведения любых сварочных работ следует осознавать, что сварка – процесс не только сложный, но и опасный при несоблюдении техники безопасности. Поэтому для удачного осуществления процесса следует не только предварительно ознакомиться с разнообразными инструкциями, но и освоить техническую составляющую процесса.
В любом случае какими бы ни были приобретённые сварщиком навыки, он не должен пренебрегать установленными правилами безопасности и рекомендуемой технологией процесса, так как и от того, и от другого зависят не только его личная безопасность, но и дальнейшая надёжность эксплуатируемого оборудования.
Технология сварки труб – варианты сварных соединений, преимущества и недостатки способов
Сборка и сварка труб нефтяных и газовых трубопроводов

Сварка магистральных нефтепроводов и газопроводов на территории России и СНГ — это комплекс трудоемких процессов, усложненных труднопроходимой местностью. В большинстве случаев, транспортировка производится на значительные расстояния, что требует поддержания постоянного давления на должном уровне. Это накладывает особые требования к контролю технологического процесса и качества используемых материалов и оборудования. Последствием не добросовестного выполнения сварочных работ и вовлечения не качественных материалов станет незапланированный ремонт и дополнительная, дорогостоящая работа с разработкой специальных мероприятий, а также не исключена экологическая катастрофа. Рассмотрим вопрос сварочных работ подробно, включая виды и назначение, ключевые элементы и этапы процесса, особенности «ручного» и «автоматического» методов», требования к безопасности и качеству.
Виды и назначение трубопроводов
- По назначению:
- для нефти и нефтепродуктов;
- «газовые»;
- гидроприводы (транспортировка полезных ископаемых);
- водопровод;
- паро и теплопроводы;
- осуществление подачи кислорода и перекачки воздуха;
- транспортировка аммиака.
- По способу прокладки:
- Наземные — монтируется на сваях, либо эстакадах с использованием подвижных и не подвижных опор. Как правило, при таком технологическом решении необходима теплоизоляция трубопровода.
- Подземные — укладывают в траншеи, обычно на глубину промерзания грунта. В таком случае требуется только наружное гидроизоляционное покрытие труб и зон сварных стыков, теплоизоляция не нужна.
- Подводные — располагают по дну какого-либо водоема, болота с установкой балластирующих устройств (пригрузов). Также могут проходить в специальных защитных футлярах, расположенных в грунте дна при пересечении рек и других водных преград. Как правило, такие футляры протаскивают методом горизонтально-направленного бурения.
- Плавучие — редкое технологическое решение, трубопровод находится на поверхности водной преграды, крепится специальными поплавками. (обычно используется для для транспортировки пульпы).
- По масштабу:
- Магистральные — имеют существенную протяженность и необходимы для дальнего транспорта нефти и газа.
- Промысловые — располагаются на территории месторождения, используются для транспортировки нефтяных и газовых минеральных ресурсов от добывающих скважин к месту их комплексной подготовки, обработки и очистки.
- Технологические — располагаются также на территории месторождения, как правило на кустовых площадках и является некой обвязкой технологического оборудования между собой и скважинами.
Виды стыков труб и требования к сварке трубопроводов
Сборка нефтепроводов и газопроводов практически одинаковы. Рассмотрим виды сварных стыков и их контроль в процессе сварки.
Сварные соединения делятся на:
- Стыковые — является основным видом соединением при сварке металлических труб, отводов, тройников, переходов и запорной арматуры. Сварной шов проходит по торцу труб или деталей трубопровода;
- Угловые — достаточно редкое соединение, используется при отсутствии возможности уставки тройника или его отсутствия;
- Нахлесточные — при таком соединении, как правило труба меньшего диаметра плотно вставляется в трубу большего диаметра. Также при таком соединении часто используют соединительные муфты. Сварной шов проходит по телу трубы;
Основные требования к сварке трубопровода заключаются в соблюдении норм и правил, указанных в таких документах как: СП 406.1325800.2018, ВСН006-89, ВСН005-88.
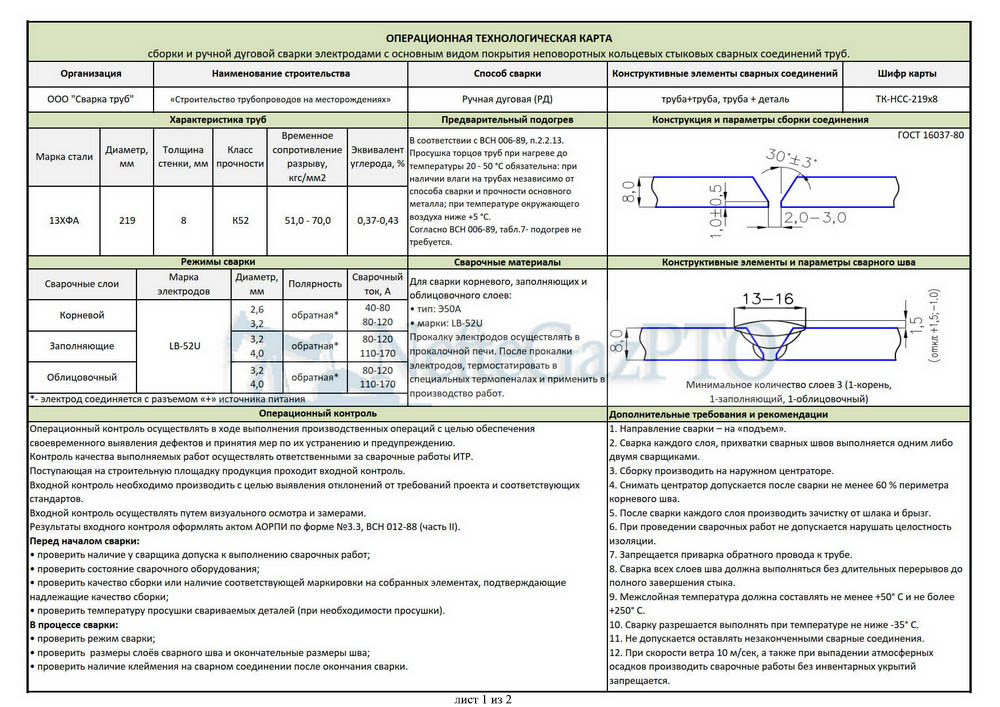
Сварочные работы должны производится в соответствии с разработанной технологической картой на сварку труб конкретного диаметра и толщины стенки. В технологической карте указывается все параметры сборки стыка, температура его подогрева, условий при которых не допускается вести сварочные работы, применяемые сварочные материалы и значения сварочного тока при сварке корневого, заполняющих и облицовочного слоёв.
Очистка и подготовка труб
Пред сваркой труб или деталей, кромки должны быть полностью подготовлены и зачищены с внутренней и наружной стороны от любых посторонних загрязнений. Как правило, это попавший внутрь при перемещении снег или грунт, а также масляные загрязнения. Способы очистки зависят от характера загрязнения:
- При масляных загрязнениях применяют бензин и растворители
- Ржавчину удаляют вручную, используя абразивные круги, щетки и скребки
- Снег, грунт убирают лопатой
Торцы труб или деталей должны быть зачищены до металлического цвета. Недобросовестная очистка кромок может повлечь за собой выявление критичных дефектов, в следствии которых понадобится ремонт или вырез сварного стыка.
Способы сварки трубопроводов
Способы сварки трубопроводов разделяют на термические и термомеханические
- Термические (дуговая, газовая, плазменная, лазерная и электронно-лучевая сварка);
- Термомеханическая (стыковая сварка контактного типа и сварка посредством магнитоуправляемой дуги);
Существует отдельная классификация методов сварки трубопроводов, в качестве основного критерия разделения выступает тип носителей энергии, сюда можно отнести дуговая, газовая, плазменная, лазерная.
По условиям формирования соединения можно выделить два основных способа сварки: свободное и принудительное формирование сварочного шва, выбор конкретного способа зависит от специфики поставленной задачи.
С точки зрения защиты участков сварки можно выделить сварку под флюсом, в газовой среде, с использованием специальной электродной проволоки.
В рамках осуществления сварки промысловых и магистральных трубопроводов в большинстве случаев отдается предпочтение использования дуговых методов сварки. Практика показывает, что больше половины всех стыков на магистралях свариваются за счет автоматической дуговой сварки под флюсом. Такой способ сварки актуален для тех случаев, которая имеет доступ к вращению стыка. Сварка трубопроводов под флюсом активно используется в автоматизированном формате в рамках производства двух- и трехтрубных секций, их диаметр может варьироваться от 219 до 1420 мм. Если отсутствует возможность для использования механизированных методов, отдается предпочтение дуговой сварке в ручном формате (РЭД).
Ручная дуговая сварка является универсальным способом, который реализуется при различных положениях стыка в пространстве. В рамках сварочного процесса осуществляется ручное перемещение электрода по периметру стыка, скорость подбирается индивидуально. Средний показатель варьируется от 8 до 20 м/ч.
Сварка в газовой среде разделяется на следующие виды: по типу защитного газа – сварка в инертных газах, в активных газах, в сочетании инертного и активного газов. По типу электрода – плавящимся и неплавящимся, изготовленным из вольфрама, электродом. По степени механизации – ручной метод, механизированный, автоматизированный.
Дуговая сварка в защитных газах используется для сварки любых металлоконструкций, а также труб и деталей трубопровода. Такой способ сварки позволяет выполнять сложные соединения в разных положениях. Производительность сварки шва при ручной методе составляет от 8 м/ч до 30 м/ч, средний показатель для механизированной и автоматизированной сварки составляет от 20 м/ч до 60 м/ч.
Электродуговая сварка «вручную»
Сварка нефтегазопроводов дуговым методом бывает ручная и автоматическая. Особенности первого варианта заключаются в возможности применения для любых условий, независимо от положения стыка труб (вертикального, горизонтального, потолочного или нижнего). Недостаток – скорость работ ниже в сравнении с автоматическим способом (20 м/час против 60 м/час). Далее рассмотрим весь процесс поэтапно.
Пример технологической карты на сварку труб
На обратной стороне (или на втором листе) расписана информация по всем этапам сварки, такими как: очистка труб, подготовка кромок, сборка, подогрев, сварка, контроль стыка.
Для фиксации сварных стыков необходимо вести журнал сварки труб например по форме 2.6 ВСН о12 -88, часть 2
Подготовка кромок труб
Сборка и сварка труб с внутренним антикоррозийным покрытием отличается от сварки без внутреннего покрытия. В целях антикоррозионной защиты сварного стыка изнутри, предусматривают использование втулки внутренней защиты стыков. Такие втулки, как правило применяют на нефтепроводах, так как необходимо внутреннее антикоррозионное покрытие труб, деталей трубопровода и сварных стыков.
Подготовка кромок труб под сварку без втулок внутренней защиты

Сборка и сварка труб должна производится строго по разработанной технологической карте. Технологическую карту разрабатывают и утверждают специалисты НАКС III уровня.
Подготовка кромок труб под сварку с применением внутренних защитных втулок

Подготовка к сварке кромок труб с применением втулок аналогична подготовке без применения втулок (смотри п.1-7). Добавляется лишь работы по подготовке к установке втулки:
- Очистить внутреннюю поверхность труб от всех загрязнений на ширину 60-110мм. от торца для нанесения мастики на соединяемых трубах.
- Приготовить мастику путем соединения смолы и отвердителя в соотношении 1:1 вводя по порциям отвердитель в смолу, при тщательном перемешивании специальной насадкой на электродрель.
- Внимание: Работоспособность с мастикой при температуре от –20°С до + 50°С не более 1 часа, поэтому необходимо предусмотреть расход всей мастики в течение часа.
- Обезжирить поверхности.
- Обезжирить наружную поверхность втулки от торца до резинового кольца (уплотнителя).
- Отметить по разметочному шаблону зону нанесения мастики
Сборка стыка (без втулки)
На данном этапе производится совмещение кромок свариваемых труб и соединяемых деталей с соблюдением соосности. Сборка стыков трубопроводов осуществляется в следующем порядке:

Сборка стыка с применением втулок внутренней защиты


- Нанести мастику шпателем (обычно идет в комплекте со втулкой) на подготовленную внутреннюю поверхность трубы. Толщина слоя должна быть 2-3 мм. Обратите внимание, на то что не допустимо нанесение мастики на торец (кромку) трубы или детали.
- Вставить втулку в первую трубу до ограничителя.
- Произвести сварку упоров втулки к трубе.
- Повторить пункты 1-3 со второй трубой.
- Осуществить сборку труб на центраторе, обеспечивающий требуемую соосность стыкуемых труб и равномерный зазор по всей окружности стыка.
- Внутреннее смещение стыкуемых кромок должно быть как правило не более 3 мм. Точные данные указаны в нижерасположенной таблице.
- Наружное смещение не нормируется, однако при выполнении облицовочного слоя шва должен быть обеспечен плавный переход поверхности шва к основному металлу.
- Величина зазора между стыкуемыми кромками труб указана в таблице 4 (выше).
- Зазор зафиксировать прихватками. Количество и длина прихваток указаны в нижерасположенной таблице 6.1 (СП 406.1325800.2018). Прихватки выполнять на тех же режимах, что и для корневого слоя шва. Обработать шлифмашинкой начальный и конечный участок каждой прихватки для обеспечения плавного перехода при сварке корневого слоя шва.
- Срезать и зачистить места прихваток упоров муфт.
Схема втулки внутренней защиты сварного стыка

- Свариваемая труба
- Свариваемая труба
- Внутреннее покрытие труб
- Втулка
- Сварной шов
- Мастика
Подогрев свариваемых кромок
При любых сварочных работах рекомендуется производить подогрев соединяемых кромок, а при сварке труб и деталей трубопровода подогрев является обязательным. Предварительный подогрев минимизирует образование микротрещин, дефектов, а также повышает пластичность металла и уменьшает его напряжение.
Предварительный подогрев необходим при сварке стыка, при сварке прихваток, а также при межслойной температуре ниже +50°С. Подогрев выполняют непосредственно перед сваркой.
Температура предварительного подогрева определяется по таблицам 6.2-6.4 СП 406.1325800.2018 в зависимости от слоя шва



Методы предварительного подогрева:
Газопламенный подогрев зоны стыка
Самый распространённый метод подогрева в полевых условиях при строительстве нефтегазопроводов является газопламенный. Такой метод более мобильный и прост в использовании. В данном методе используется пропан и горелки.
Как правило применяют горелки 2х видов:
Одинарная газосварочная горелка— обычно применяется при подогреве стыков небольшого диаметра (89-530мм.)


Подогреватель стыков труб (Кольцевая горелка многопламенная) также является простейшим инструментом. В сравнении с одинарной горелкой, подогрев происходит более равномерно, что позволяет достигать высокое качество сварки. Применение кольцевой горелки целесообразнее использовать на больших диаметрах труб (630-1720мм.)
Читайте также: