Сварка труб операционным швом технология сборки и сварки
Обновлено: 21.09.2024
Операционный сварочный шов применяется в труднодоступном месте, через техническое окно. В основном используют при сварке труб. Бывает что нужно отремонтировать трубу или прокладываете новую а то и вовсе к старой привариваете новую, делаете врезку. Обо всех ситуациях поподробней. Допустим труба идет вдоль стены впритык к полу и не подлезть от стены и не отогнешь. Определенный участок сгнил до ужаса. Естественно ее вырезам и в замен готовим другую. Узнать необходимо направление движения воды в трубе. Если слева на право то крышечку под окно вырезаем со стороны левой части трубы. Поясню для подробности на картинке.
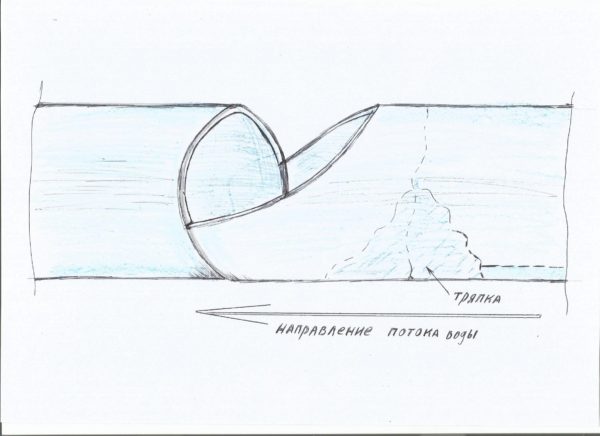
Естественно если справа на лева то с правой стороны. Для чего это необходимо? Во время проваривания операционного шва заткнуть временно саму трубу изнутри что бы вода не попала на сварочный шов.
Формы крышки операционной делают разной формы. Что то в виде квадрата, другие треугольником. Правильней будет треугольником. На то есть резкие причины. Пользуясь ГОСТом 16037-80 сварка труб я нашел подобные стыки под №8, №10. На рисунке я укажу их преимущество.
Как видим есть дополнительные срезы по двум краям в кружечке, Цифрами на двух вариантах указал количество замков которых нужно будет сделать. В зависимости от диаметра трубы необходимо вырезать правильно окошечко для сварки изнутри. Для свободного доступа движению электрода по внутренней части для прохождения коренного шва. По наружной части у стены и пола должен быть доступ чтобы можно было проварить замки как минимум по 2см с каждой стороны.
По возможности зачистить место будущего шва, особенно если это оцинкованная труба. Желательно использовать рутиловые электроды. Они способны выводить ржавчину из сварочной ванны. Ток выставляем на нижнее положение как указано на упаковке паспорта электрода. По зазору в стыке можно оставить для лучшего проваривания 2mm с допуском +0,5-1mm. Если под трубой грязь вода ржавая прямо под стыком то придется чем нибудь обезопасить сварочный стык. При закипании воды пар будет сильно влиять на сварочную ванну.
Дугу зажигаем внутри трубы рядышком со швом будущим и переводим на стык. Ведем электродом от себя углом вперед от центра. Варить лучше с отрывом. Легким движением руки делаю стежек пытаясь проварить металл как можно глубже. Потом отрываю электрод и заново делаю следующий, накладываю каждый друг на друга. Перед выходом как можно лучше сплавляю кромки подготовленного среза. Как закончил с одной частью шва приступаю к следующему . Стартую с центра и делаю замок по шву. перекрываю начало первого шва примерно на 1,5-2см при этом электрод веду в сторону себя. Получается углом назад. Небольшими стежкам поднимаюсь на верх и сплавляю металл. Как и в первом случае на выходе так же сплавляю хорошо кромки стыка.
Далее нужно приварить крышку. К ней сверху привариваем временно пруток от электрода. Это будет наша ручка. Держать же надо как то. Ставлю ее на законное место свое и прихватываю не по замкам. Приступаю к обвариванию крышки. От стены где я проваривал кромки чиркаю электрод, слегка прогреваю и начинаю формировать шов поверх внутреннего шва. Дохожу сперва до центра трубы по основному стыку. В этом случае уже углом назад. С низу от пола начинаю формировать следующий перекрываю сразу внутренний шов. Тут углом назад иду до центра на встречу другому. Обязательно сверху сделать замок внахлест на 2см. Потом перехожу уже к двум косым резам. Начинать желательно от основного шва варить в сторону угла. В начале так же прогреваю электрод а потом уже плавлю основной металл шва для хорошего замка. Главное не перегреть и проварить хорошо перед выходом на стык. На таких переходах часто бывают непровары. Потом так же с отрывом углом назад делаю шов чуть дальше угла с заходом на основной металл. Оставшиеся стык как и в первом случае начинаю с основного а в конце уже завожу его на предыдущий шов. Замок готов и проварен во всех слабых местах. Общий вид на фото.

Допустим что приходится врезаться в труднодоступном месте. Труба большого диаметра или равнозначная. Рассмотрим два варианта. Расположение одной трубы вертикальное другой горизонтальное. Приходится ставить табурет чтобы приварить под потолком. На рисунке покажу как это выглядит.
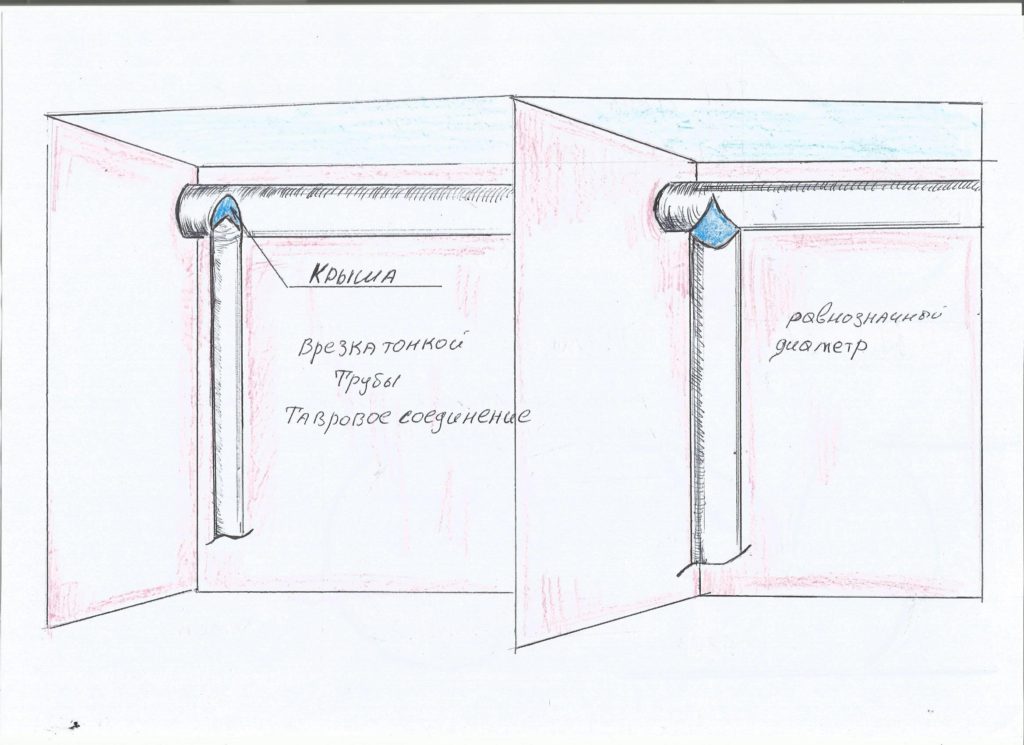
Желательно вырезать окошечко для операционного шва на трубе большего диаметра для лучшего маневра электродом. При сварке двух равнозначных труб в тавровое соединение с врезкой, уже нужно делать в нижней части как показано на картинке. В таком случае видеть сам процесс сварки намного лучше. В целом вся процедура ни чем не отличается от описанной выше. Если скос кромок не вышло сделать то можно внутренний сварочный шов по его завершению выводить наружу немного. И в начале вырезаем под трубу а после крышку. Иначе потратите больше времени на сварку и подгонку. Всем удачи кто дочитал до конца.
Как сварить трубу в неудобном положении

В сегодняшней статье обсудим такой полезный вид сварочно-слесарных работ, как «операционный шов». Этот вид работ применяется в большинстве случаем при замене труб водоснабжения и его должен уметь выполнять каждый сварщик.
Бывают такие случаи, когда труба смонтирована слишком низко или впритык к полу и к ней никак не подлезть, чтобы заварить снизу — в этом случае и прибегают к «операционному шву».
Я подготовил два куска 89-й трубы, чтобы на ней показать все тонкости и нюансы. Левый кусок трубы неподвижный, а правый нам нужно приварить к левому, не имея доступа к нижней части.
Этот вид шва мне когда-то показал опытный сварщик, когда я работал в городской «Теплосети». С тех пор мне приходилось периодически его выполнять и он всегда получался надёжным и выручал в таких сложных ситуациях. Настало время поделиться опытом и с Вами! Поехали!
1. Подготовка
Первое, что нужно сделать это ровно состыковать обе трубы, снять фаски и почистить околошовную зону. В моём случае задача немного сложнее, потому что труба мало чего тонкостенная (3 мм), так ещё и оцинкованная (горит, как фольга), поэтому фаски я снимал совсем немного, оставив побольше притупление кромок, а также зазор делал совсем небольшой — 1 мм.
После стыковки и чистки — рисуем на трубе, которую будем стыковать треугольник или квадрат. Через такое «вскрытие» и будет проходить наша «операция».
Далее привариваем к треугольнику огарок электрода (или что-то другое) и вырезаем болгаркой наш намеченный треугольник:
«Вскрытие» прошло успешноЗатем стыкуем наши трубы с необходимым зазором и делаем прихватки с торцов нашего среза. *Если Ваша труба имеет толщину стенки свыше 4 мм — выставляйте зазор по диаметру стержня электрода.
Теперь наш стык готов к «операции»!
2. Сварка и зачистка
Сварку можно производить двумя методами — с отрывом дуги и без отрыва. Тут все зависит от обстоятельств, Вашего личного предпочтения или навыков. *Я покажу оба варианта: одну половину работы выполню без отрыва электродами с основным покрытием, а другую с отрывом рутиловыми электродами.
Важно: на этом моменте, обычно, ещё немного сбегает вода из нашей неподвижной трубы, что может мешать выполнению швов. Чтобы на время её сдержать — закупориваем трубу любой ветошью, выполняем швы и не забываем её от туда достать!
Сварку начинаем полумесяцем, чуть выше нижней точки трубы и заканчиваем в месте нашей прихватки. Свариваем до полного сплавления кромок!
Начинаем чуть выше нижней точки (указано слева) и свариваем углом вперед до места прихватки, затем удаляем шлак. Здесь я использовал сварку без отрыва и основной электрод. Ток — 70 Ампер.
Далее такой же шов выполняем с другой стороны. Здесь крайне важно перекрыть замком наш первый шов в нижней точке, поэтому проплавляйте замок подольше!
Начало сварки (слева), там проплавляем наш замок очень тщательно и подымаемся к верху. Тут я сваривал с отрывом (кроме замка, его лучше сплошным) рутиловым электродом. Ток — 90 Ампер.
Теперь подготавливаем нашу треугольную крышку и зону, куда будем её возвращать на место: снимаем фаску и чистим околошовную зону. Затем устанавливаем нашу крышку на место и делаем прихватки.
Теперь необходимо выполнить зачистку прихваток и зоны начала сварки. Именно это зона является самой важной!
Сверху зачистка прихваток. Снизу зачистка зоны начала сварки. Красным кругом отмечено место (чуть ниже места очистки) откуда будем начинать поднимать наш шов.
Теперь свариваем первый шов: от начала указанного места и по диагонали до вершины нашего треугольника:
Перед началом второго шва нужно опять точно также зачистить зону начала сварки (очень важно!):
Чистим начало места сварки («заезд») и свариваем наш второй шов, заканчивая его на середине верхней части трубы.
С обратной стороны производим все те же самые действия по очереди:
Те же действия с обратной стороны. Здесь сваривал с отрывом дуги рутиловым электродом. Так же обязательно зачищаем замки!
«Операционный шов» закончен!
Если заглянуть во внутрь трубы, то очень хорошо видны наши проплавленные замки — все важные места, где мы соединяли наши швы:
Теперь Вы знаете все нюансы правильного «операционного шва» и сможете герметично соединять трубы в сложных местах!
Сварка трубопроводов

Сварка трубопроводов выполняется различными методами в зависимости от типа и условий функционирования конкретной трубы. Так или иначе, результат должен отвечать требованиям, изложенным в нормативных актах, регламентирующих данную сферу.
Одним из важных этапов сварных работ на трубопроводе является контроль качества соединений. В нашей статье мы расскажем, как осуществляется сварка труб, какие используются материалы и технологии, а также разберем состав работ для оценки пригодности сварных швов.
Нормативные документы для сварки трубопроводов
Основными документами, регламентирующими правила сооружения всех типов трубопроводов, являются СНиПы, на основании которых был утвержден СП 105-34-96 «Производство сварочных работ и контроль качества сварных соединений».
Этот документ отражает условия выполнения ремонтных работ и правила исправления дефектов, которые происходят во время сварных работ, цель проведения контроля швов, порядок проведения подготовки труб к запуску в эксплуатацию и требования к необходимому уровню квалификации сварщиков.

Помимо этого, разработаны технологические инструкции по выполнению сварочных работ на трубопроводах (ВБН А.3.1.-36-3-96 и ВСН 006-89) и по способам контроля их качества (ВСН 012-88).
Эти нормативные документы отражают основные положения технологий, применяемых при ручной и автоматической сварках при возведении любых типов трубопроводов.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Такие нормативные акты не относятся к сооружениям трубопроводов для транспортировки коррозионно-активных и агрессивных материалов.
Технической документацией, отражающей технологию сваривания труб, является ГОСТ, в котором подробно расписаны все необходимые требования к используемым материалам.
Страны СНГ при выборе стальных труб для сварки трубопроводов пользуются ГОСТ 8731-8734 группы B.
Сварочные материалы, используемые при строительстве трубопроводов, подбираются согласно требованиям, отраженным в ГОСТ 9466 –9467, а правила контроля качества сварочных соединений обозначены в ГОСТ 7512 и ГОСТ 14782.
В зарубежных странах при сварке таких магистралей в качестве нормативных документов используются международные и национальные стандарты. В развитых европейских странах и США часто применяется нормативная документация API 5D, BS 4515 и API 1104.
Контроль качества сварки трубопроводов должен проводиться согласно предписаниям, отраженным в международном стандарте ISO 8517 или его европейском аналоге EN 25817.
3 основных метода сварки трубопроводов
Метод электросварки трубопроводов
Несмотря на то, что относительно недавно соединение трубопроводов преимущественно производилось при помощи газовых горелок, сегодня для таких работ повсеместно используется электросварка. По-другому ее могут называть контактной или дуговой. По параметрам прилагаемых усилий она входит в дуговую группу термомеханических работ. Такой метод завоевал популярность из-за простоты проведения работ и его низкой стоимости.
Для выполнения сварки трубопроводов необходим трансформатор или инвертор. Такое оборудование предназначается для подачи заряда на электрод. Последний используется для обработки краев свариваемого элемента, при его соприкосновении с материалом возникает дуговой электрический заряд большой силы. Такая реакция сопровождается высокой температурой, благодаря которой и возможен процесс соединения труб.
Электросварка трубопроводов обходится дешевле по сравнению с газовым методом, но на выполнение шва требуются большие временные затраты. Этот метод обладает следующими преимуществами:
Метод холодной сварки при соединении трубопроводов
Такая технология регламентирована определенной технической документацией и является способом получения герметичных неразъемных соединений. При таком способе отсутствует нагревание свариваемых частей, а само стыковое соединение образуется при помощи деформации. При холодной сварке трубопроводов используются силы давления на детали, благодаря чему разрушается оксидная прослойка и происходит соединение заготовок на атомарном уровне, то есть возникает диффузия атомов.
Холодная сварки трубопроводов используется для:
- соединения деталей, изготовленных из одинакового металла;
- производства металлопроката, состоящего из нескольких слоев, представленных различными металлами;
- для армирования алюминиевых проводов с использованием меди.

Способ холодной сварки трубопроводов сегодня широко распространен в промышленности. Такая популярность обусловлена следующими его достоинствами:
- Отсутствие нагрева полностью исключает деформацию металлических деталей.
- Метод позволяет производить довольно аккуратное соединение, отличающееся повышенной герметичностью и прочностью. Помимо того, исключается необходимость в дополнительной обработке.
- Технология является безотходной (нет металлических брызг, остатков электродов и т. д.).
- Работа выполняется без использования электроэнергии.
- Метод является экологичным, так как нет выделения токсичных веществ и вредного для глаз сварщика излучения.
- Использование сварки взрывом позволяет соединять существенные площади материалов.
Метод газовой сварки трубопроводов.
Метод соединения труб с помощью газовой горелки используется очень давно, тем не менее он и по сей день считается одним из самых надежных при монтаже различных коммуникационных систем. Для проведения таких работ необходимо наличие специальных газовых горелок, способных разогреть кромочные поверхности трубы до высокой температуры.
В процессе нагревания кромки труб и соединительная проволока быстро доходят до температуры плавления, в результате чего металл начинает наплавляться друг на друга, что приводит к образованию неразъемного прочного соединения, имеющего высокую устойчивость к различным механическим воздействиям.
Перечислим главные преимущества метода газовой сварки трубопроводов, которые имеют разную направленность:
- высокая эффективность;
- получение качественного и аккуратного сварного соединения;
- относительная простота проведения процесса.
Есть и некоторые недостатки:
- к работе с газовыми горелками должны быть допущены только обученные сварщики-специалисты, обладающие определенными навыками;
- газосварка является достаточно затратным методом, так как подразумевает использование дорогостоящих ресурсов.
Выбор электродов для сварки трубопроводов
Диаметра электрода для сварки стальных трубопроводов с помощью электродугового метода зависит от толщины обрабатываемого проката. Перечислим, какие особенности обмазки и стержня электрода необходимо учитывать:
- Электроды марки АНО-24, АНО-21 и МР-3 используются для изготовления сварных швов, не предназначенных для работ под большим давлением (сточные трубопроводы, дренажные системы) и высокой скоростью потока. Для работы можно использовать переменный ток.
- Универсальные электроды марки УОНИ рекомендуют начинающим сварщикам. Они образуют прочное соединение с хорошей проваркой металла. При массовых работах с использованием электродуговой сварки трубопроводов они не эффективны, так как не обладают высокой скоростью изготовления сварного соединения, к тому же надо постоянно контролировать состояние дуги.
- Электроды японского производства марки LB-52U применяют для соединения магистральных и технологических трубопроводных линий, предназначенных для эксплуатации при высоком давлении. Они обладают свойством ровного горения даже в моменты некоторого «провисания» в напряжении сети.
- Для ручной дуговой сварки газовых трубопроводов высокого давления довольно часто используют электроды швейцарской фирмы ESAB, которые позволяют выполнять сварной шов хорошего качества. Электроды ОК 46 считаются универсальными, а марка ОЗС 12 применяется для обработки низкоуглеродистых сталей. При использовании ОК 74.70 и ОК 53.70 можно применять ток любой полярности, так как слой обмазки включает в себя защитный флюс, препятствующий реакции окисления расплавленной сварочной ванны.
- Отечественная марка ЛЭЗ ЛБгп используется для сварки тонкостенного трубного проката и нанесения финишного слоя на стыковых соединениях толстостенных труб.
- Э-09Х1МФ, УОНИИ-13/45 и Э42А предназначены для сварки тепловых трубопроводов из легированных сталей, толстый пласт обмазки типа Д формирует шлаковый слой, который защищает расплавленный металл от окисления.
Правильный выбор электродов во многом обеспечивает безаварийную эксплуатацию трубопроводных магистралей. Марка стали проката и стержня должны соответствовать друг другу, так как верно выбранное электродное покрытие влияет на степень защиты сварочной ванны.
Варианты соединений трубопроводов при сварке
Существуют следующие основные способы сварки трубопроводов:
- Соединение «встык» предполагает, что торцы двух деталей перед сваркой размещаются друг напротив друга, к примеру, торцы обеих труб.
- Тавровое стыковое соединение или сварка «в тавр» – способ, который наиболее часто применяется при врезке в трубу. Представляет собой соединение двух перпендикулярных относительно друг друга труб, по форме напоминающих букву «Т».
- Метод сварки «внахлест» используется при необходимости усиленной герметичности сборки из двух труб, или в тех случаях, когда существуют небольшая разность в диаметрах или наличие неровных поверхностей. При такой технологии необходимо край одной из труб развальцевать (увеличить изнутри ее диаметр при помощи специального инструмента) и надеть ее край на конец сопрягаемой поверхности.
- Сварка «угловая» представляет собой соединение двух труб под определенным углом. Наиболее часто применяются углы стандартного ряда: 45°, 60° или 90°.
Кроме этого, сварные соединения могут иметь отличие между собой по углу и месту расположения сварки. К примеру, горизонтальные швы будут при соединении труб, находящихся в вертикальном относительно пола положении, а вертикальные – когда обе трубы расположены горизонтально.
Так как при электросварке трубы могут располагаться как на полу, так и под потолком, то и швы будут отличаться друг от друга. При потолочном виде сварки трубопроводов положение электрода находится снизу заготовки, которая расположена выше головы сварщика, а напольный вариант предполагает сварку детали, требующих наклона к ней.
Требования и способы контроля качества сварки трубопроводов
Чтобы гарантированно обеспечить надежное сварное соединение, необходимо систематически контролировать качество шва. Это важная часть технологического процесса, подразумевающая определение отклонений, которые могут быть причиной разгерметизации системы трубопроводов при ее дальнейшей эксплуатации.
Процесс состоит из технологических операций, включающих в себя механические испытания части трубопровода со сварным соединением и систематический операционный контроль. Помимо этого, по всей толщине металла проверяется стык на «сплошность», так как сварное соединение должно представлять собой сплав без утончений, но при этом допускаются некоторые наплывы.
Рекомендуем статьи
Гидравлические и пневматические испытания проводятся на специальных стендах. Для проведения стандартных способов контроля качества при сварке трубопроводов необходимо пользоваться ГОСТ 3242-79.
Существуют не только разрушающие, но и неразрушающие методы проверки качества шва:
- ультразвуковая дефектоскопия;
- гамма-излучение;
- способ с применением рентгеновского излучения;
- магнитографический контроль.
У каждого из них свои тонкости, которые так или иначе влияют на определение качества сварного шва.
При сварке трубопроводов все виды соединений не должны иметь прожогов, кратеров, трещин и подобных дефектов. Кроме этого, довольно критичными являются подрезы глубже 0,5 мм. Такое требование особенно важно учитывать при сварке трубопроводных магистралей, предназначенных для эксплуатации под давлением свыше 10 МПа.
Для определения качества соединения при сваривании металлов разной толщины применяются специальные методы. К примеру, при толщине стального листа более 16 мм необходимо пользоваться радиографическим способом. А проверка соединения из сталей марок ХГ, С и ХМ должна выполняться при помощи ультразвукового метода, при котором делают окончательную дефектоскопию.

Неукоснительное соблюдение последовательности проведения контроля качества сварных соединений является важным моментом в технологии процесса. К примеру, перед проведением контроля методом радиографии или ультразвуковой дефектоскопии следует пользоваться цветным или магнитопорошковым способом. Такое требование применяется ко всем зонам, находящимся от шва в пределах 20 мм.
В заключение следует сказать, что на технологию сварки трубопроводов могут влиять многие факторы, которые необходимо учитывать перед выполнением любых видов сварочных работ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Правильная сварка труб

Правильная сварка труб – это настоящее искусство, которое позволяет создать долговечный водопровод. Зачастую в домашнем хозяйстве применяются недорогие и легкие пластиковые трубы или удобные в монтаже профиля. Однако эти варианты не всегда целесообразны.
Чтобы водопровод служил долго, важно правильно организовать весь процесс работы: начиная от выбора электрода и заканчивая технологией сварки.
Виды водопроводов и правильная сварка труб

Для перемещения различных материалов и жидкостей используются разнообразные трубопроводы. В зависимости от предназначения они могут быть:
- технологическими;
- магистральными;
- промышленными;
- трубопроводами газоснабжения;
- водяными;
- канализационными.
Трубопроводы изготавливают из керамики, пластика, бетона и металлов.
Правильная сварка труб осуществляется одним из следующих способов:
- Механическим, при котором результат достигается за счет трения.
- Термическим, в процессе которого материалы плавятся (газовая, плазменная, электродуговая сварка).
- Термомеханическим, который выполняется стыковым контактным способом с помощью магнитоуправляемой дуги.
Типы сварки можно классифицировать по различным основаниям. Прежде чем приступить к обработке труб, следует выбрать наиболее подходящий способ. Теоретически любой из них подойдет для работы с трубами разного диаметра. Сваривать трубопроводы можно за счет давления (газопрессовая, холодная, ультразвуковая и контактная сварка) или плавления (электродуговая и газовая). Чаще всего для правильной сварки стыков труб используют ручной или механизированный электродуговой метод.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Рекомендуем статьи по металлообработке
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
- встык – при этом элементы трубопровода располагаются друг напротив друга;
- в тавр – в этом случае отрезки трубы располагаются перпендикулярно друг другу (в форме буквы «Т»);
- внахлест – такой способ подразумевает развальцовку одной из труб, позволяющую надеть ее на другую;
- угловым способом, при котором элементы располагают под углом 45° или 90° относительно друг друга.
В процессе правильной сварки труб получают следующие разновидности швов:
- горизонтальные (при вертикальном расположении элементов трубопровода);
- вертикальные (если трубы расположены вертикально);
- потолочные (с размещением электрода над головой сварщика, в нижней части заготовки);
- нижние (для этого приходится наклоняться).

При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
- Электрод во время сварных работ должен располагаться под углом в 45° или немного меньше. Это позволит уменьшить количество расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык потребуются 2-3-миллиметровые электроды. Качественное сварное соединение получится при силе тока, варьирующейся от 80 до 110 ампер.
- Чтобы получить надежное соединение внахлест, потребуется повысить силу тока до 120 ампер, расходные материалы (электроды) подойдут также 2-3-миллиметровые.
- Сварочный шов должен на 3 мм возвышаться под поверхностью свариваемой заготовки, после этого можно говорить о завершении работы.
Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком. Далее формируют сварочный шов по всему периметру заготовки.
Предварительные работы для правильной сварки труб
До того, как приступить к правильной сварке пластиковых и металлических труб круглого сечения, необходимо предварительно обработать стыки и уточнить ряд нюансов. В первую очередь, диагностируют соответствие трубы определенным техническим характеристикам, которые предъявляются к монтируемой системе, в частности, к водопроводу.
Необходимо:
- соблюдать геометрические размеры;
- иметь сертификат качества, особенно если предстоит монтаж трубопровода для подачи питьевой воды;
- чтобы труба была идеально круглой формы, так как дефекты, приплюснутое или овальное сечение заготовки не допустимы;
- контролировать толщину стенок на всей протяженности трубы – она должна быть одинаковой;
- химического состава детали должен соответствовать требованиям ГОСТа – эта информация содержится в технической документации или выясняется в процессе лабораторных исследований.

После этого можно начинать подготовку труб к стыковке и сварке.
В процессе подготовки необходимо выполнить следующие действия:
- проверить ровность среза на торце трубы, он должен составлять 90°;
- тщательно очистить свариваемый торец заготовки и 10-миллиметровую область вокруг него, пока не появится металлический блеск;
- удалить остатки масел, ржавчины, лакокрасочного покрытия с поверхности трубы, обезжирить торцы элемента.
Кроме того, следует проследить за тем, чтобы торец имел правильную конфигурацию. Угол раскрытия кромки должен быть равным 65°, показатель притупления – 2 мм. Получить нужные параметры можно за счет дополнительной обработки.
Для этого используют фаскосниматели, торцеватели или шлифовальную машинку. Профессионалы, которые умеют правильно варить трубы большого диаметра, отдают предпочтением фрезерным станкам или газовым и плазменным резакам.
Правильная сварка труб: пошаговый алгоритм

При электросварке прочное соединение заготовок осуществляется за счет термического процесса. При этом качество шва будет выше, чем при газовой сварке.
Если трубы располагаются в доступном месте и их можно вращать, то необходимо соединить два элемента трубопровода встык одной или тремя точками электросварки, после чего продолжить сваривать заготовки:
- безотрывно (если есть возможность вращения деталей);
- с отрывом, начиная снизу, если труба расположена неудобно и нет возможности ее вращать.
Сварочные работы выполняются в два подхода. Первоначально делается первый шов («корень»), закрывающий 2-3 мм стыка заготовок, после чего удаляются появившиеся наплывы и окалины. Затем формируется второй шов, который также зачищается.
Алгоритм правильной сварки труб выглядит следующим образом:
- Прежде чем приступить непосредственно к работе, необходимо занять устойчивое положение, позаботиться о хорошем освещении пространства.
- Зажечь дугу, при необходимости увеличив силу тока.
- Поместить электрод в начало сварочного шва, сформировать сварочную ванну, удерживая постоянно зазор дуги.
- Достаточно большая сила тока приведет к тому, что частицы расправленного металла будут следовать за теплом.
Движения должны быть выверенными и осторожными, так как слишком большая сила тока приведет к тому, что металл слишком сильно расплавится, начнет пузыриться и не получится сформировать сварочный шов.
Качеству сварки следует уделять внимание в процессе обработки заготовок, следя за равномерностью заполнения сварочной ванны.
Со временем можно научиться выполнять правильную сварку труб и формировать качественные швы, однако проще будет тем, кто раньше наблюдал за работами со стороны или был помощником сварщика.
Техника безопасности при сварке труб
В процессе электротехнических работ, в том числе при сварке труб, необходимо обязательно соблюдать требования техники безопасности. Их нарушение грозит различными травмами, например, термическим ожогом кожи или сетчатки глаз из-за вспышки дуги, ударом электрическим током и т. д.
Чтобы избежать неприятностей, стоит до начала работы обратить внимание на следующее:
- электрические провода и детали сварочного аппарата должны быть изолированными;
- корпус сварочного оборудования и дополнительные приборы должны быть заземлены;
- надевать можно только абсолютно сухую спецодежду и рукавицы;
- для дополнительной изоляции необходимо использовать галоши или резиновый коврик (для небольшого помещения);
- обязательно обезопасить глаза и лицо, надев защитный щиток.
Следуя изложенной в статье информации, можно самостоятельно научиться правильной сварке труб на электрическом оборудовании. Однако добиться успеха без практических навыков невозможно. Используя наши рекомендации, можно начинать практиковаться в сварочных работах и со временем получить достойные результаты сварки металлических трубопроводов.
Сварка труб поворотным способом

При монтаже трубопровода нередко используется сварка труб поворотным способом. Это обусловлено тем, что при таком способе стыковки большее количество швов сделано в нижнем положении, а это, в свою очередь, считается наиболее оптимальным, так как растет темп и качество сборки.
В нашей статье мы расскажем о том, как осуществляется сварка трубы поворотным способом, что нужно сделать на этапе подготовки, а также разберем основные требования, которые выдвигаются к сборке и такой сварке трубопроводов.
Подготовка труб к сварке поворотным способом
Прежде чем приступать к сборке и сварке труб поворотным способом, необходимо убедиться в их соответствии требованиям проекта и техническим условиям. Речь идет о таких основных характеристиках, как наличие сертификата на металлопрокат, отсутствие эллипсности и разностенности труб, соответствие металла изделия нормам технических условий или ГОСТов по химическому составу и механическим свойствам.
Обязательным этапом подготовки стыков к дальнейшей сварке является проверка перпендикулярности плоскости реза трубы к ее оси. Кроме того, оценивают угол раскрытия шва, который по нормативам должен быть не более 60–70 градусов, и величину притупления в пределах 2–2,5 мм. С торцов труб механическим способом снимают фаски, например, при помощи газовой резки. Главное, чтобы способ позволял задать необходимую форму, размеры и обеспечивал хорошее качество кромок.

Такие показатели, как разница в толщине стенок двух труб и смещение их кромок, не должны быть более 10 % от толщины стенки или 3 мм. Мастер должен сформировать одинаковый зазор между соединяемыми кромками элементов, составляющий 2-3 мм.
Перед сваркой труб поворотным способом стыкуемые кромки и прилегающие к ним внутренние и наружные поверхности обрабатывают на протяжении 15–20 мм, чтобы удалить масло, окалину, ржавчину и просто грязь.
Прихватки, являющиеся обязательной составляющей сварного шва, должны делать те же сварщики, что собираются варить стыки, при этом используются одни и те же электроды.
Если производится соединение труб диаметром до 300 мм, то необходимы четыре прихватки на равном расстоянии друг от друга высотой 3-4 мм и длиной по 50 мм. Для эффективной работы с изделиями диаметром более 300 мм прихватки располагают по всему стыку, оставляя между ними по 250–300 мм.
Во время монтажа трубопроводов рекомендуется проводить сварку максимального количества стыков поворотным способом. Трубы с толщиной стенки 12 мм сваривают в три слоя. При помощи первого слоя обеспечивается местный провар в корне шва и надежное сплавление кромок. Важно, чтобы наплавленный металл формировал на всем протяжении окружности узкий ниточный валик высотой 1–1,5 мм.
Избежать сосулек и грата можно за счет возвратно-поступательного движения электрода с короткой задержкой на сварочной ванне. Также необходимо незначительное поперечное колебание электрода между кромками и образование отверстия в вершине угла скоса кромок. Стоит пояснить, что отверстие появляется из-за проплавления основного металла дугой, и его размер должен быть всего на 1-2 мм больше зазора между трубами.
Основные способы поворотной сварки труб

Для сварки труб поворотным способом стык зрительно делят на четыре участка примерно одинаковой длины. В первую очередь работают с первым и вторым отрезком, после чего трубу поворачивают на 180°и заваривают два оставшихся сектора.
Когда готов первый слой, трубу снова разворачивают на 90°, чтобы сварить пятый и шестой участки. Далее необходимо повернуть будущий трубопровод на 180° и завершить работу на седьмом и восьмом фрагментах.
Аналогично описанному выше принципу стык делят на четыре участка. Начинают работу с первого и второго отрезков, после чего поворачивают трубу на 90° и сваривают третий и четвертый участки.
После завершения первого слоя шва трубу поворачивают на 90° и переходят к пятому и шестому секторам, далее необходимо развернуть ее на 90°, чтобы сварить седьмой и восьмой участки.
Этот подход используется при работе с трубами, диаметр которых превышает 500 мм. Стык условно делят на несколько участков протяженностью 150–300 мм – конкретная цифра зависит от диаметра трубопровода. Сварка ведется обратно-ступенчатым способом.
Третий слой шва при любом используемом варианте наложения первых слоев выполняют в одном направлении, постоянно поворачивая трубу.
- Сварка труб диаметром до 200 мм поворотным способом.
При небольшом диаметре трубопровода стык необязательно делить на части – его соединяют единым швом.
Второй и третий слой накладывают по той же схеме, что и первый, но при переходе на новый слой обязательно меняют направление работы на противоположное. Также каждый предыдущий слой перекрывают последующим на 10–15мм.
Стыковые швы используются при сварке кольцевых стыков труб по ГОСТу и обозначаются как С1–С53. Их выполняют одно- и двухсторонними, с прямолинейным и закругленным скосом кромок, с расточкой. В односторонних швах иногда предусматривают съемную либо остающуюся подкладку и расплавляемую вставку.
Соединения секторов на повороте трубопровода выполняются со скосом кромок и обозначаются С54-С55. Для сварки фланца и трубопровода принято использовать шифр С56. Угловые швы маркируют У5–У21, нахлесточные – Н1–Н4.
«Операционный» шов при поворотной сварке труб
Иногда труба смонтирована слишком низко либо между ней и полом остается совсем небольшое расстояние, из-за чего невозможно подобраться снизу. Тогда используют «операционный шов» для сварки труб поворотным способом.
Изначально очень важно ровно состыковать трубы, снять фаски и обработать зону, расположенную около шва. Сварщику приходится столкнуться с более серьезной задачей, если работа ведется с тонкостенной (3 мм) оцинкованной трубой, ведь она горит как фольга. В таком случае фаски снимают совсем немного, оставляют побольше притупление кромок и зазор всего в 1 мм.
После стыковки и чистки на трубе рисуют треугольник или квадрат. Именно такое «вскрытие» требуется для проведения запланированной операции.
К треугольнику необходимо приварить огарок электрода (или что-то другое) и вырезать намеченную фигуру при помощи болгарки.
Затем трубы стыкуются с необходимым зазором. Далее можно делать прихватки с торцов среза. Но помните, если толщина стенки трубы более 4 мм, зазор должен соответствовать диаметру стержня электрода.
Для сварки труб поворотным способом в данном случае подходят два метода: с отрывом или без отрыва дуги. Выбор зависит от обстоятельств, пожеланий и опыта специалиста.
Сварку начинают полумесяцем чуть выше нижней точки трубы и заканчивают в месте прихватки. Очень важно, что работа ведется до полного сплавления кромок.
Далее аналогичный шов накладывается с другой стороны. Первый шов обязательно перекрывается замком в нижней точке, поэтому мастера рекомендуют проплавлять замок подольше.
Теперь нужно подготовить треугольную крышку и зону, с которой она была вырезана. В первую очередь снимают фаску и обрабатывают зону, прилежащую к шву. Необходимо установить крышку на место и сделать прихватки, после чего зачистить прихватки и место начала работы – при сварке труб поворотным способом по этому методу данная зона считается наиболее важной.
Можно переходить к наложению первого шва от начала указанного места и по диагонали до вершины треугольника. Приступая ко второму шву необходимо снова зачистить зону начала сварки.
С другой стороны все операции производятся в таком же порядке. И вот шов готов.
Требования к сборке и сварке труб поворотным способом
При сборке электросварных труб с толщиной стенки 10 мм и более максимальное допустимое смещение наружных кромок составляет 20 % от нормативной толщины стенки. При этом данный показатель не может превышать 3 мм. Для труб со стенками толщиной менее 10 мм допускается смещение наружных кромок до 40 % нормативной толщины стенки, но оно не должно быть более 2 мм. Измерение интересующего нас показателя производится шаблоном по внешней поверхности труб.
Для сварки бесшовных труб поворотным способом при толщине стенки от 10 мм установлен максимальный показатель смещения внутренних кромок в 2 мм. Возможны местные внутренние смещения до 3 мм на участке 100 мм и менее.
Если толщина стенки составляет до 10 мм, допускается смещение внутренних кромок в пределах 2 мм. При этом данный показатель нельзя превышать даже на отдельных участках. Для сборки бесшовных труб нормативные акты не устанавливают возможное смещение. Но нужно понимать, что во время наложения облицовочного слоя шва от него должен формироваться плавный переход к основному металлу конструкции.
Размер зазора и требования к прихваткам при сварке труб поворотным способом устанавливается в соответствии с выбранным методом формирования первого (корневого) слоя шва. Не менее важную роль в данном случае играют диаметры сварочных материалов, регламенты технологических карт и инструкций. Однако при любых значениях зазор может быть не более 4 мм. Не допускается укладка в разделку любых закладных предметов, таких как электроды, арматура, крепежные изделия, пр.
При сборке трубопровода заводские продольные и спиральные швы смещают относительно друг друга минимум на 75 мм, если ведется работа с трубами диаметром до 530 мм. Смещение производится на 100 мм при большем диаметре труб. Если по техническим причинам данные требования оказываются невыполнимы – из-за захлестов, приварки кривых холодного гнутья, пр. – сварка может проводиться только после соответствующего разрешения представителя службы строительного контроля заказчика.
Трубы диаметром 426 мм и более свариваются при помощи внутреннего центратора. Но последний не должен приводить к появлению дефектов на внутренней поверхности трубы.
Внутренний центратор можно удалить, только когда закончены работы по всему периметру корневого слоя шва – данное правило действует практически при всех способах сварки. Исключение составляет только использование электродов с целлюлозным покрытием – тогда центратор смещают после наложения корневого слоя шва и горячего прохода.
Если для сварки труб поворотным способом используется наружный центратор, его разрешается удалить после завершения работы над всеми доступными для сварки фрагментами стыка. Важно, чтобы участки корневого слоя шва равномерно располагались по периметру стыка.
Наружные центраторы (чаще всего гидравлические) могут использоваться во время выполнения захлестов, в том числе путем вварки катушки, стыков между трубой и соединительной деталью, трубой и запорной арматурой, а также если применение внутренних центраторов представляется технически невозможным.
В процессе сборки не допускается ударная правка концов труб.
Для предварительного подогрева стыков труб при толщине стенки до 22 мм используются:
- установки индукционного нагрева;
- радиационный нагрев способом электросопротивления;
- кольцевые пропановые горелки.
Если предполагается обработка труб с толщиной стенки от 22 мм, предварительный прогрев стыков производится только установками индукционного нагрева.
Нужно понимать, что необходимо добиться равномерного нагревания торцов по периметру стыка, а также прилегающих к нему участков шириной 150 ± 75 мм в обе стороны от стыка.
В процессе такой подготовительной работы изоляция не должна утратить свою целостность. При применении газопламенного нагрева необходимо использовать термоизолирующие пояса, боковые ограничители пламени.
Режимы предварительного подогрева, требования относительно сохранения температуры между сварочными слоями содержатся в технологических картах. Для получения более точных результатов замер температуры проводят минимум в четырех точках по периметру стыка, отступив 10–15 мм от торца.
Немаловажно, что автоматическая стыковая контактная сварка не предполагает этапа предварительного подогрева кромок труб.
Читайте также: