Сварка труб отопления с водой электросваркой
Обновлено: 01.05.2024
Сварка водопроводных труб электросваркой – один из самых надежных способов добиться необходимой герметичности контура циркуляции. Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
К сожалению, даже при соблюдении всех требований, трубы могут дать течь в процессе эксплуатации. Это происходит из-за внешних нагрузок, на которые металлические конструкции попросту не рассчитаны, а также вследствие естественного старения и износа материала.
В такой ситуации приходится действовать незамедлительно, устранять течи на уже использующемся трубопроводе.
Необходимость работы
Сварка трубы с водой может потребоваться в следующих случаях:
- Течи, образовавшиеся вследствие превышения нормативных нагрузок или некачественно проведенных работ по монтажу. Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.
- Необходимость врезки. Слив жидкости из всей системы предполагает существенные временные потери, так что дело зачастую ограничивается отключением циркуляционных насосов. Данная мера способствует снижению давления в контуре, работа упрощается.
Основные сложности
Сварка труб под давлением – непростая задача, за ее выполнение возьмется не каждый специалист.

Проблемы связаны со следующими явлениями:
- напор жидкости не дает достичь необходимой температуры сварочной ванны, крайне трудно добиться необходимого коэффициента сцепления наплавляемого металла с основой;
- когда вода контактирует с раскаленным материалом, образуются большие объемы пара. Сварщику приходится работать в условиях ограниченной видимости, маска запотевает, приходится постоянно протирать ее, отвлекаться, терять время;
- очень сложно работать в случае, когда трубы расположены на высоте, под потолком. Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.

Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.

Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Полезное видео для новичков, как варить трубу с водой, при ремонте теплотрасы:
Устранение свища
Как заварить трубу с водой электросваркой с максимальной степенью надежности? Точная инструкция зависит от характера повреждения. Начнем с того, как устранить свищ в водопроводной трубе, то есть круглое отверстие, из которого сочится жидкость.

В таком случае нужно занять позицию, позволяющую четко наблюдать границы повреждения, а электроды держат перпендикулярно основанию, чтобы минимизировать объемы воды, попадающей на них. Работа ведется сверху вниз, пока отверстие полностью не будет скрыто наплавленным металлом.
Порядок действий выглядит следующим образом:
- металл наплавляется на верхнюю часть свища;
- молотком делается 2 удара сразу после того, как дуга погасла. Это способствует уплотнению материала, исключает порообразование;
- цикл повторяется сверху вниз;
- если имеет место истончение стенок по краям отверстия, они усиливаются по методу, описанному выше;
- когда пар перестает сочиться наружу, стенка трубы усиливается. Ток выставляется минимальный, чтобы исключить сквозное прожигание. Постепенно наплавляется нужный объем материала;
- для повышения прочности сформированный шов простукивается.
На этом видео подробно показано, как заварить свищ в трубе (нижнее положение):
Формирование врезки
Сварка под давлением пара может выполняться и в том случае, если нужна установка вспомогательного канала для его отвода.
Установке врезки должен предшествовать монтаж шарового крана. Это поможет не перекрывать систему полностью, но остановить поступление пара или воды на отдельный ее участок, что упростит дальнейшую работу.

Процесс выглядит следующим образом:
- на определенный участок трубопровода подгоняется патрубок, оснащенный шаровым краном и резьбой соответствующего типа;
- наложенная деталь обваривается, при этом сохраняется изначальная целостность трубопровода;
- кран открывается, сквозь него происходит сверление отверстия в основной трубе;
- сверло вытаскивается, подача воды останавливается перекрытием крана;
- монтируется сгон, оснащенный обмоткой, новая ветка трубопровода замыкается;
- кран открывается.
Уровень давления в системе в данном случае может быть любым. При работе следует придерживаться минимального тока, чтобы исключить повреждение главной магистрали.
При подборе диаметра сверла нужно иметь в виду, что сформированное отверстие должно быть достаточно широким для обеспечения эффективной работы новой ветки трубопровода.
Смотрите видео про врезку в стальную водопроводную трубу под давлением:
Заключение
Главное – придерживаться указанных рекомендаций, а также соблюдать технику безопасности, учитывать, что температура транспортируемой среды может быть достаточно высокой. А также использовать средства защиты во избежание ожогов.
Как сварить трубы отопления электросваркой
Основным способом монтажа автономных и централизованных систем является сварка отопления. В отличие от резьбовых соединений она не нуждается в регулярном обслуживании. При сварке труб отопления нужно учитывать, что соединение подвергается не только механическим, но и термическим воздействиям. Поэтому необходимо правильно выбирать электроды, иначе при нагреве он может треснуть.

Виды сварных швов и соединений
В зависимости от взаимного положения трубы соединяются:
- встык, когда торцы примыкают друг к другу;
- в тавр, если трубы расположены в виде буквы Т;
- под углом, когда необходимо изменить направление на 45 или 90˚;
- внахлест путем развальцовки торца одной трубы и одеванием его на другую.
В зависимости от возможности доступа к стыку соединение выполняется:
- Горизонтальным швом, если монтируется вертикальный участок трубопровода.
- Вертикальным при горизонтальном положении трубопровода.
- Потолочным когда стык сваривается снизу. Такой шов приходится накладывать во время ремонта системы отопления при замене аварийного участка.
- Нижним свариваются трубы при монтаже новых систем, когда есть возможность их поворачивания, чтобы электрод находился сверху стыка.
Подготовительные работы
Чтобы соединения получились без дефектов, перед сваркой труб отопления электросваркой проводится подготовка. Проверяется перпендикулярность среза торцов относительно оси, при необходимости корректируется. С кромок снимаются фаски, оставляя притупление 2 мм, чтобы угол между ними был 65 — 70˚. Поверхность труб на расстоянии не менее 1 см от стыка зачищается до блеска наждачной бумагой и обезжиривается растворителем.

Выбор электродов
В большинстве случаев сварку металлических труб отопления ведут плавящимися электродами. При толщине стенок до 5 мм достаточно диаметра 3 мм, до 10 мм — 4 мм. Величина сварочного тока при соединении встык устанавливается 90 — 110 А, внахлест — не менее 120 А. Неплавящиеся электроды из вольфрама или графита с использованием присадочной проволоки и инертного газа используются редко. Область применения стальных электродов зависит от состава покрытия:
- целлюлозное (с маркировкой C) предназначено для сварки магистральных трубопроводов большого диаметра;
- с рутилово-кислым (RA) часто применяются при монтаже коммунальных систем водо и теплоснабжения;
- рутиловое (RR) позволяет создавать швы лучшего качества, чем предыдущий вариант;
- рутилово-целлюлозное (RC) повышает прочность сварочного соединения при вертикальном монтаже;
- универсальное (B), оно же основное, используется при сварке труб разного диаметра и толщиной стенок, работающих в широком диапазоне температур.
Процесс сварки трубы отопления
Прежде чем сваривать трубы отопления электросваркой их нужно прихватить между собой в нескольких местах, чтобы зафиксировать в нужном положении. Если диаметр не превышает 30 см достаточно четырех точек длиной по 5 см, расположенных крестообразно. Трубы большего размера прихватываются с интервалом 25 — 30 см по окружности. Прихватка выполняется теми же электродами, которыми будет свариваться стык.
На стык накладывается непрерывный шов, продвигая электрод вдоль стыка до полного соединения заготовок. Для глубокого прогрева металла его наклоняют под углом 30 — 60˚ назад, заставляя сварочную ванну двигаться за ним. Для поверхностного прогрева положение меняется на противоположное.
Если толщина стенок не превышает 6 мм, накладываются два шва, один поверх другого. Металл до 12 мм сваривается тремя слоями. При стыковке толстостенных труб отопления накладываются четыре и более шва. Перед наложением следующего слоя нужно дождаться остывания предыдущего и удалить с него шлак.
При сварке поворотного стыка, когда меняется направление трубопровода полезно пользоваться специальным вращателем. С его помощью заготовки закрепляются в нужном положении, обеспечивая свободный доступ к стыку со всех сторон. Если такого приспособления нет, на доступную часть окружности накладывают два шва. Затем трубу поворачивают вручную и поэтапно сваривают остальные участки. Сварку неповоротного стыка начинают снизу, продвигая электрод вверх.
Полезные советы и возможные ошибки
Чтобы правильно варить трубы отопления не следует пренебрегать рекомендациями специалистов:
- сварку труднодоступных мест удобней проводить согнутым электродом, используя зеркальце для контроля;
- при смене электродов шов продолжается с накрытием в 1,5 см уже наложенного;
- качество сварного соединения улучшится, если верхний шов выполнять в обратную сторону от нижнего, заканчивая его в другом месте; постоянным током обеспечивает лучший прогрев металла, чем обратная.
Причиной появления дефектов часто становится невнимательность новичков и самоуверенность опытных сварщиков. Например, даже незначительное отклонение шва в сторону приводит к нарушению герметичности соединения. Изменение длины дуги во время сварки заканчивается образованием пустот и непроваров. Новички не замечают этих нюансов, а опытные считают, что на такие мелочи не стоит обращать внимание. По независящим от сварщика причинам дефекты образуются из-за некачественного оборудования и материала труб.
Контроль качества сварного соединения
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.
Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.
Как заварить трубу с водой электросваркой
Возникают ситуации, когда дефект на трубопроводе приходится устранять при подаче воды. Чаще свищи возникают на сварных трубах, устранить их можно, сварив водопроводную трубу электросваркой с использованием наплавочных электродов. Хотя сварка будет непрочной, серьезную аварию, утечку воды удастся предотвратить.

Почему возникает необходимость сварки трубы с водой
Варить трубы с водой приходится в следующих ситуациях:
- когда после ввода системы в эксплуатацию обнаруживаются непровары стыков;
- иногда при монтаже сварных труб в магистрали оказывается дефектная;
- когда нельзя оставить без воды большой район;
- нет возможности слить воду или это экономически нецелесообразно;
- нужно срочно врезать запорную арматуру или узел учета;
- из-за уклона вода остается в трубе после слива системы.
Это не все ситуации, при которых нужна сварка трубопроводов с водой.
Особенности сварки водопроводных труб
Заварить трубу с водой можно электродуговой, газовой сваркой, полуавтоматом с применением наплавочной проволоки. Электросварка водопровода, заполненного водой, связана с некоторыми особенностями:
- Рабочий режим сварки при заделке дефектов, утечек воды регулируется. Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
- Для работы электроды выбирают по виду материала трубопровода. Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
Работать надо на малом токе, чтобы не допустить прожогов на поврежденной коррозией стенке.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным. Это роли не играет, важно обеспечить доступ к стыку. Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону. Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям. Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Врезка в трубопровод
Когда требуется подключение сантехнических устройств, установка приборов учета или запорной арматуры, сгонять воду из системы необязательно, это бывает слишком накладно.
Отвод для сгона воды или кран проводят по следующей схеме:
- врезаемый элемент подгоняется под трубопровод;
- обваривается по всему контуру;
- после этого сверлится врез через патрубок или разобранный шаровый кран;
- затем к патрубку монтируется подвод или собирается запорная арматура. После этого открывают подачу воды.
Врезка штуцеров в трубопровод по представленной технологии проводится без снижения давления в магистрали. К ним крепится подсоединяемый элемент.
Полезные советы от специалистов
Магистральная система водоснабжения, заполненная водой, источник повышенной влажности. Существуют профессиональные секреты, позволяющие проводить работу качественно. Нужно снизить воздействие воды. Этого достигают несколькими способами:
- В свищ вбивают болт соответствующего диаметра с большой шляпкой. Струйка воды уменьшается, образуются только капли. Если свищ круглый, он забьется полностью. Достаточно будет обварить шляпку и наплавить металл вокруг нее. Этот способ подойдет для любого пространственного положения повреждения.
- На свищ накладывают гайку большого размера, течь частично устраняется, вода не попадает на электрод, а вытекает через внутренне отверстие гаки. После этого гайку по внешнему краю обваривают. После этого в нее с использованием фума или вкручивают болт, образуется герметичное соединение, дефект устраняется. Внешний вид трубы становится хуже – это минус, но такой ремонт довольно эффективный, не занимает много времени.
- Увеличивается объем металла, подаваемого в сварочную ванну. Нескольких капель бывает недостаточно. Величина капли зависит от толщины электрода. Иногда дополнительно берут электрод с обчищенной обмазкой. Первый электрод создает дугу, а когда образуется ванна расплава, в держатель вставляют второй, на котором нет обмазки. Объем наплавочного материала увеличивается, дырка быстрее заплавляется.
Учитывая особенности работы с заполненной трубой, можно самостоятельно сделать ремонт сети без сгона воды из системы. Нужно правильно подбирать электроды по типу стержня, виду обмазки, регулировать рабочий режим тока.
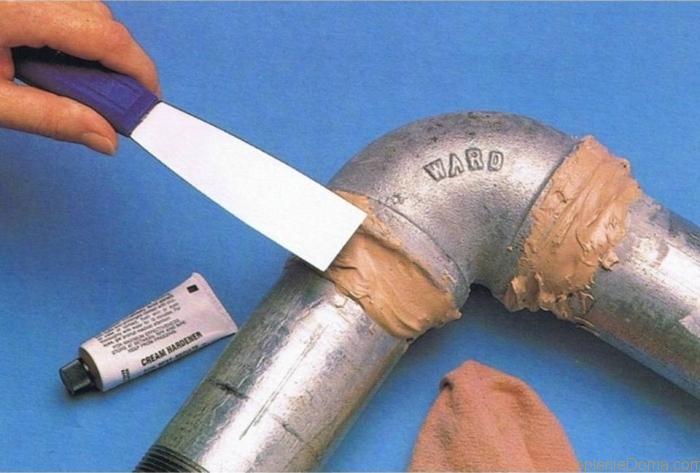
Холодная сварка для труб
Холодная сварка для труб отопления – это клей для ликвидации протечек в трубопроводе, на котором отсутствуют сильные нагрузки, высокое давление, повышенные температуры. Такой ремонт системы отопления не имеет ничего общего с инверторной сваркой. Протечки устраняются благодаря высокой адгезии клеящего состава к поверхности. После схватывания холодной сварки итоговый результат не уступает по качеству классическому шву.
Нанесение средства не требует определенных навыков, поэтому ремонтные работы легко выполняются своими руками. Этот метод уместен в ситуациях, когда сваривание горячим методом опасно либо вызывает технические трудности. Он пригоден для точечной заклейки сантехники, радиаторов, труб, расширительных бачков и прочих конструктивных элементов отопительной системы.
Преимущества
- надежное устранение трещин, сколов и протечек в бытовых трубопроводах;
- безопасное использование, отсутствует деформация и напряжение на металле;
- при формировании шва не допускается нагрев, не нужен дополнительный инструмент;
- не плавит материал, подходит для ремонта металлопластиковых и пластиковых конструкций;
- ремонт не занимает много времени, уместен для заделки течи в экстренном случае, необходимо строго соблюдать инструкцию производителя;
- самый бюджетный способ ремонта водопроводных труб.
Недостатки
- применяется только для мелкого ремонта повреждения трубы в местах, где отсутствует нагрузка;
- требует тщательного соблюдения технологии нанесения, иначе не будет держаться;
- в процессе сваривания необходимо соблюдать заданную температуру;
- в отличие от инверторной сварки шов не является долговечным, это только временная мера.
Разновидности клеящих составов
Холодная сварка востребована для точечного ремонта труб. В продаже предлагается клей зарубежных и отечественных брендов. Он различается не только стоимостью, но и качеством. Хорошо зарекомендовали себя такие материалы:
- Abro и HI-Gear — импортные;
- Алмаз и Полимет — отечественные.
Главным элементом является эпоксидная смола, придающая ингредиентам однородного состава и пластичности. В качестве дополнительных компонентов применяются минеральные добавки: оксид железа, сера и другие, влияющие на качество адгезии. Их наименование и количество каждый производитель определяет самостоятельно. Для усиления прочности после застывания используется металлический компонент.
Для ремонта пригоден состав с пометкой «для труб», при этом ненужно спускать воду с отопительной системы. Холодная сварка схватывается в течение 15-30 минут. Не рекомендуется подвергать трубопровод нагрузке 1,5-2 часа после сваривания. Некоторым маркам клея необходимы сутки до полного затвердения. После заделки пробоин и трещин поверхность шлифуют с последующим грунтованием и окраской.
Критерии выбора труб и вида клея
Холодная сварка для труб различается по консистенции и составу. Жидкий клей производят двухкомпонентным – в виде клеящей смеси и отвердителя. Их соединяют в определенной пропорции непосредственно перед применением. При выборе материала для заклейки дефектов нужно учитывать состав и назначение. Пластичный аналог по консистенции напоминает пластилин. Его продают в виде однокомпонентной либо двухкомпонентной смеси. Он изготавливается в форме бруска, который перед использованием тщательно разминают. Производители предлагают такие разновидности холодной сварки:
- для металла – пригоден для временной заклейки течи в металлическом трубопроводе с низким давлением, резервуаров, карбюраторов и радиаторов автомобилей;
- для пластиковых труб – специализированный состав для пластиковых и пластмассовых деталей, хорошо устраняет трещины на корпусе, пригоден для пвх труб, хорошо герметизирует соединения;
- универсальный – может использоваться для пластмассовых, металлических, полипропиленовых, стеклянных и керамических изделий, хуже склеивает по сравнению со специализированными составами;
- для сантехники – устраняет трещины и течи на раковинах, унитазах и прочих фарфоровых и фаянсовых сантехнических приборах.

Использование холодной сварки для ремонта протечки трубы
Перед началом работ по свариванию необходимо перекрыть краны запорной арматуры, слить воду, обеспечить хороший доступ к проблемному участку. Участок с трещинами и сколами очищают от загрязнений, обезжиривают. Обязательно удаляют старые слои краски. Застарелую краску в месте течи можно очистить крупнозернистой наждачной бумагой либо болгаркой, используя специальные насадки.
Если ремонтные работы выполняются в отопительный период, слив воды из системы выполнить не всегда получится. Заделку дефектов проводят на функционирующей магистрали. При этом не следует рассчитывать на качественную адгезию между материалами. Стекающая жидкость не дает возможность хорошо прилипнуть клею к участку.
Для устранения свищей необходимо использовать холодную сварку в жидком виде. Ней хорошо пропитывают ткань и плотно обматывают поврежденный фрагмент. Такой ремонт является временным, в межсезонье рекомендуется устранить течь капитально. Пластиковые и полимерные трубы сваривают между собой по такой схеме:
- В местах заклеивания участки труб обрабатывают наждачной бумагой для улучшения адгезии. Процедура позволяет удалить различные загрязнения, препятствующие качественному склеиванию.
- На торцах труб диаметром 10-20 мм допуск перпендикулярности не должен превышать 2 мм.
- Места соединения муфтой обрабатывают наждаком, снимая тонкий слой пластика в пределах 0,1-0,2 мм по всему диаметру. Площадь поверхности должна быть не меньше половины длины муфты. Не допускаются грубые дефекты и заусеницы.
- Клеящий состав смешиваем согласно инструкции. Готовую смесь необходимо израсходовать в течение 3 минут.
- После нанесения смеси на соединяемые элементы готовый участок трубы зажимают прессом. Допустимый вес производитель указывает на упаковке холодной сварки.
Через 8 часов после ремонта трубопровод готов к последующей эксплуатации. Данный способ пригоден для монтажа трубопроводов и точечного ремонта.

Можно ли холодной сваркой отремонтировать батарею отопления
Для металлических контуров отопления приобретают специализированный клей, допускающий ремонт и эксплуатацию трубопровода с высокой температурой. Холодная сварка для стальных батарей отопления позволяет устранять свищи в контурах подачи горячей воды. Такой способ заделки дефектов используют временно. При первой возможности рекомендуется сварить данный фрагмент инверторным аппаратом.

Данный метод не рекомендуется применять на сложных конструктивных элементах отопительной и водопроводной магистрали. С помощью клеящего состава выполняют только поверхностный ремонт чугунных, стальных и алюминиевых трубопроводов, радиаторов, расширительного бачка при условии, что к месту дефекта имеется свободный доступ. Клеящая смесь не является полноценной сваркой. Она устраняет дефект посредством заклеивания трещины, поэтому при механическом воздействии адгезия нарушается. Соединение не устойчиво «на отрыв».
Как заварить трубу с водой — несколько проверенных вариантов
Каждому квалифицированному специалисту при проведении сварочных работ приходится решать ряд сложных задач. Одна из проблем, с которой может столкнуться любой сварщик — как заварить трубу с водой.
Стоит отметить, что сварка стальной трубы с протекающей по ней водой не является технически грамотным решением и технологически верным процессом проведения работ. Однако в некоторых аварийных, экстренных ситуациях знание различных способов сваривания трубопроводов со свободно или под давлением протекающей по ним водой может сильно помочь специалисту.

Рис. 1 Технология электродуговой сварки
Особенности сваривания трубопроводов с водой
Под сваркой трубопровода с водой мы подразумеваем ту ситуацию, когда она тем или иным способом попадает в сварочную ванну. Этот фактор привносит в проведение сварных работ следующие нюансы:
- Электрическая дуга, которая образуются при сварке, имеет температуру около 7000 °С. Этого более чем достаточно, чтобы сделать жидкой любую низкоуглеродистую сталь, средняя температура плавления которой составляет 1500 °С. Так как вода закипает при нагревании до температуры в 100 °С, то она мгновенно испаряется в зоне сварки, не оказывая существенного влияния на процесс. То есть теоретически можно запаять любой шов, если щель довольно узка и через нее не выливается наружу большой водный поток.
- Общеизвестно, что вода обладает наивысшей тепловой емкостью из всех жидкостей, то есть для нагревания любого исходного объема требуется значительное количество энергии. Поэтому при проведении сварочных работ на трубах с водой желательно еще повысить температуру электродуги. Этого добиваются увеличением силы тока в сварочном аппарате в зависимости от конкретных условий на 10 — 20%.
- При сварке предпочтительнее применение инверторного сварочного агрегата с рядом удобных функций: форсаж дуги, антизалипание.

Рис. 2 Дефекты в трубах и заделка их чопиками
- Сварку с вытекающей водой можно вести в двух режимах, без отрыва и с отрывом электрода от шва (ванны). Однако на практике безотрывную технологию довольно сложно использовать — попавшая в ванну вода может охладить электрод, что приведет к его залипанию. Поэтому большинство сварщиков даже высокой квалификации практикуют сварку охлаждаемых водой щелей или стыков труб с отрывом.
- Трубу с водой можно варить как на постоянном, так и переменном токе. Так как последний вариант рассчитан на сварку толстостенных изделий из низкоуглеродистых сталей, проводить сварочные работы таким методом и соответственно аппаратом чуть проще.
- При сваривании стыка или щели с водой следует быть готовым к невысокому качеству шва. Из-за постоянного охлаждения сварочной ванны образуются наплывы, ухудшающие внешний вид шовного буртика. Также у сварщика не времени сбивать окалину, что также не способствует повышению качества сварки.

Рис. 3 Таблица применяемых электродов для электродуговой сварки

Статья по теме:
Сварка оцинкованных труб в бытовых условиях – способы и методы. Если у вас оцинкованная труба, то как правильно ее варить можно почитать в отдельной статье, опубликованной на нашем сайте.
- Перед проведением сварочных работ электроды лучше дополнительно прокалить при температуре 200 °С. Помимо трубопроводов из низкоуглеродистой стали (электроды АНО, УОНИ), также можно сваривать трубы с водой из нержавейки (электроды НЖ, ЛМ, ОЗЛ) чугунные стояки (электроды МНЧ, ОЗЧ, ОЗА). Для инверторных сварочных аппаратов можно использовать электроды МР-3, ЦЧ-4, которые хорошо подходят для ремонта труб из-за относительно низкой температуры плавления.
- Следует учитывать и то, что сварка труб под давлением водной среды — вынужденная и временная мера. Стык с высокой вероятностью может треснуть при дальнейшей эксплуатации, связанной с изменением давления в трубопроводе, физическом воздействии на его оболочку.
- Стоит отметить, что не каждый сварщик возьмется за проведение подобных работ в силу следующих причин:
- Обзор рабочей зоны будут постоянно перекрывать водные пары — маску придется регулярно протирать.
- При задержке электрода в сварочной ванне он может залипнуть.
- Попавшая на работника и спецодежду вода снижает электробезопасность работ, увеличивает вероятность поражения сварщика электрическим током, приводит к дискомфорту.

Рис. 4 Заварка трубных щелей сваркой — примеры
Как отмечалось выше, сварка труб под давлением с вытекающей водой — это прямое нарушение технологии из-за низкого качества соединения. Однако в реальных условиях мастера сварщики, работающие, к примеру, в тепловых сетях, регулярно проводят данные операции по просьбе или требованию начальства.
Перед работами проверяют удобство доступа к дефектному участку трубопровода, хорошо освещают место проведения сварочных операций. Если прямым электродом сложно проводить сварку или по нему будет стекать вода, его изгибают под удобным или безопасным углом. Для защиты сварщика при работе в помещениях с высокой влажностью используют водонепроницаемую одежду.

Рис. 5 Примеры наложения заплаток для заделки дефектов
При образовании трещины
Если вода капает через трещину, ее можно заваривать несколькими методами:
Прямым завариванием. Место проведения работ очищают от краски, слоя ржавчины и начинают сварку. Ток в аппарате устанавливают побольше, (для этого нужен опыт и практические навыки) и начинают заваривание щели в месте, наиболее удаленном от точки вытекания воды.
Электрод ведут елочкой, постепенно опускаясь к участку с течью. Можно пройти щель сразу по всей длине с одного конца до другого или сваривать попеременно с каждой стороны и закончить в точке вытекания воды.
Для гарантии прочности соединения после формирования основного шва его поправляют, обваривая по периметру. Ток в сварочном аппарате при этом устанавливают в обычный рабочий режим.
При помощи накладки. Для ремонта труб многие используют хомуты с резиновыми прокладками, накладываемые вокруг трубы и затягиваемые болтами. Если щель большая и через нее вытекает значительный объем воды, можно при помощи сварочного аппарата сделать подобие данного приспособления.
Для этого берут пластину нужный длины и ширины, изгибают ее вокруг трубы в месте утечки и привязывают проволокой. Далее по периметру приваривают элемент к трубной оболочке в обычном режиме работы сварочного аппарата. Сделанная таким методом заплатка хоть и отнимет чуть больше времени, чем непосредственное заваривание щели, гарантирует более высокое качество ее заделки.

Рис. 6 Примеры заварки свищей

Статья по теме:
Бандаж для труб, что это такое и как эффективно устранить течь в трубе. Если не знаете, как заварить трубу с водой, то возможно, будет интересно почитать отдельную статью про то, как можно заделать свищ в трубе при помощи специальных или подручных средств.
Со свищом
Под свищом обычно подразумевают дефект в трубе в виде сквозного отверстия, через которое под давлением наружу вытекает вода. Для его заваривания применяют следующие способы:
Прямая заделка. Есть свищ небольшой, его обваривают по периметру небольшими каплями при повышенном токе, а затем расплющивают их молотком, заделывая отверстие и предотвращая ток воды.
Затем поверх свища наваривают еще один слой металла, установив на сварочном аппарате обычный режим.
При большом свище еще один оригинальный вариант его обварки – вбивание деревянного чопика. Колышек загоняют до конца и обрезают почти заподлицо с трубной оболочкой. При отсутствующем водном потоке отверстие обваривают по периметру, постоянно сужая выходной канал до его полного закрытия.
При помощи болта. Если через свищ поступает значительный объем воды, можно воспользоваться подходящим по диаметру (точнее чуть большим) болтом. При помощи сверла, равного размеру резьбового штыря, в свище делают круглое отверстие правильной формы, в которое затем вкручивают болт.
Резьбовая ножка почти полностью перекрывает водный поток, поэтому шляпка без труда обваривается по периметру, тем самым полностью предотвращая течь.
При помощи гайки. Если под руками нет сверла и болта нужных диаметров, подбирают гайку по размерам чуть больше свища. Ее устанавливают по центру отверстия и обваривают по периметру. Затем берут подходящий болт, обрезают его на нужную длину болгаркой, делая фаску на кромках, и ввинчивают в гайку. Для герметизации резьбового соединения используют льняное волокно или подкладывают под резьбовой штырь на свищ маленький кусочек резины.

Рис. 7 Как заварить трубу с водой при помощи гайки и болта — пример
На стыке двух соединяемых труб
В практике опытного сварщика могут возникнуть ситуации, когда в трубопровод потребуется вставить новый трубный фрагмент или элемент с запорной, регулирующей арматурой. Для этого в старой трубе вырезают участок по длине нового, стачивают фаски на кромках всех труб для образования сварочной ванны и вставляют трубный отрезок в разрез трубопроводной магистрали.
Очень важно точно подогнать вставляемый трубный фрагмент к краям обрезанного трубопровода. В идеале, если кромки свариваемых труб плотно соприкасаются, течь может практически отсутствовать.
Затем вставленный фрагмент соединяют с основным трубопроводом сваркой с двух сторон в нескольких точках и приступают к полной заделке стыков.
Если труба расположена горизонтально, сварку ведут сверху вниз обычным (отрывным или безотрывным) способом попеременно с двух сторон или непрерывной дугой снизу-вверх, минуя участок с вытекающей водой. На расстоянии около 10 мм от точки вытекания воды увеличивают ток в аппарате и производят заваривание оставшегося участка с течью. Некоторые сварщики поступают наоборот, заделывая вначале участок с протечкой от точки на 10 мм выше.
Аналогичные сварочные операции проводят и с другим стыком.

Рис. 8 Как заварить трубу с водой на стыке
Врезка в трубопровод под давлением
Если давление воды в трубопроводе невелико (не более 6 бар, как в линии холодного водоснабжения коммунальных домов), не так сложно произвести врезку в трубопровод при помощи сварки. Для этих целей подбирают отрезок трубы с резьбой, подходящей к запорной арматуре: шаровому крану или вентилю. Сразу готовят герметизирующие материалы (сантехническую ленту, льноволокно, пасту), перфоратор со сверлом по металлу диаметром, соответствующему проходному каналу отвода.
Дальнейшие операции проводят в следующей последовательности:
- Стачивают нижние кромки переходной стальной муфты с резьбой болгаркой под полукруглый профиль трубопровода, делают по периметру фаску для сварочной ванны.
- Приставляют переходную муфту к трубе, фиксируют в нескольких точках каплями расплавленного металла и приступают к ее приварке по периметру в обычном режиме.

Рис. 9 Приварка муфтового бокового отвода с резьбой под шаровый кран

Статья по теме:
Какими электродами варить профильную трубу 2 мм, советы профессионала. На нашем сайте есть отдельная статья посвященная обзору методов и видов сварки тонкостенных профильных труб, выбор электродов, режимы сварки, почитайте, возможно будет интересно.
- Затем в перфоратор или шуруповерт вставляют сверло по металлу и проделывают в трубопроводе отверстие через приваренную муфту, предварительно подготовив шаровый кран и намотав на резьбу льноволокно.
- После просверливания отверстия в трубопроводе извлекают сверло с электроинструментом и быстро накручивают на резьбовой патрубок отвода шаровый кран.
- Более надежный и простой вариант, если давление в системе неизвестно — заранее накрутить на резьбовой патрубок шаровый кран, используя уплотнители из льноволокна, сантехнической нити, и произвести высверливание трубы через него. Стоит отметить, что арматура при этом должна быть полнопроходной без внутреннего заужения проходного канала.
- Как только на выходе появится сильный водный поток после извлечения сверла, его быстро перекрывают консольной рукояткой крана.
Важный нюанс. Чтобы выходящая из трубопровода вода при сверлении не попала в электроинструмент, на сверло одевают защитный экран – кусок плотной картонки, фанеры, пластика.

Рис. 10 Операции по врезке в трубопровод через шаровый кран
Сварка труб с вытекающей через них водой — операция, выполнение которой по силам высококвалифицированным сварщикам с большим опытом работы. Также при помощи сварки несложно произвести врезку в любой металлический трубопровод, транспортирующий воду под давлением.
Читайте также: