Сварка труб пнд 32 мм
Обновлено: 03.05.2024
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
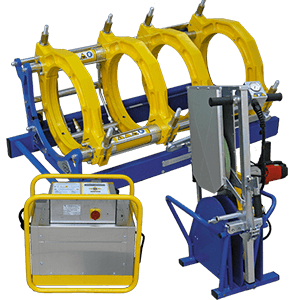
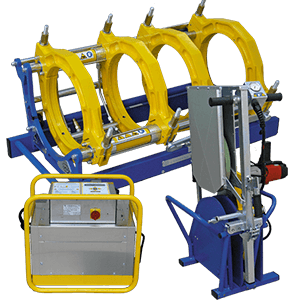
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

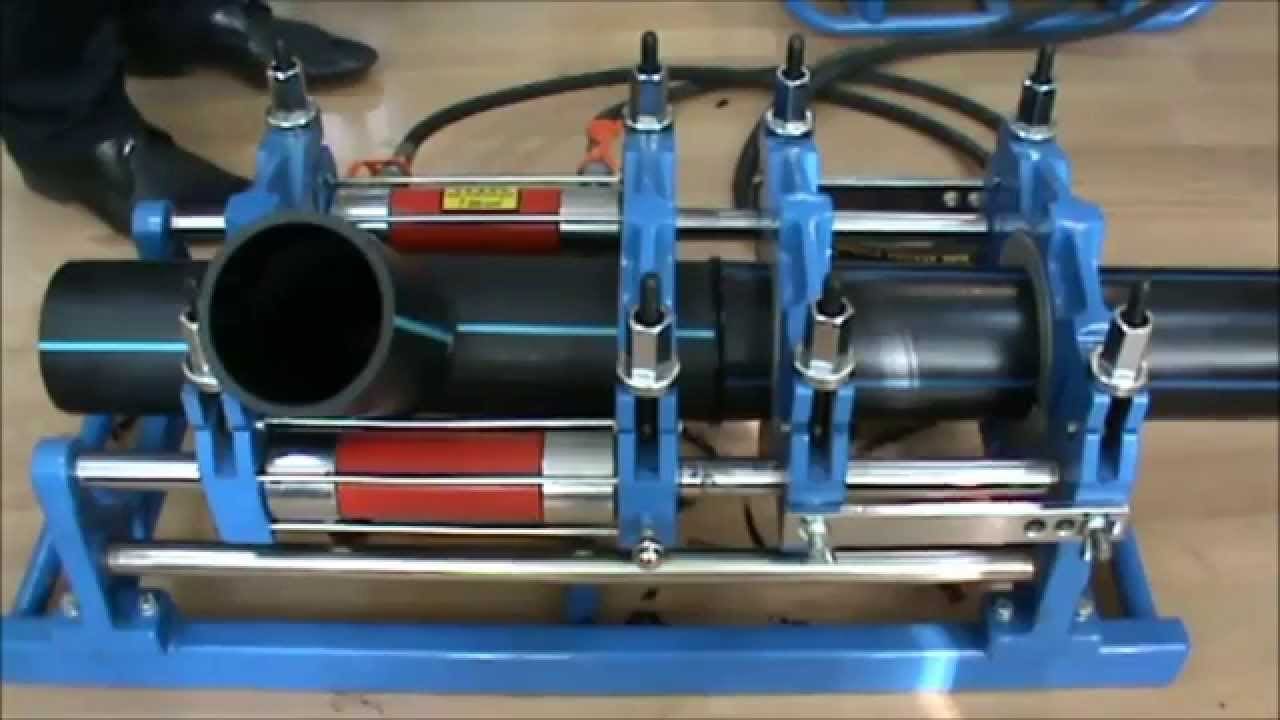
Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Эта информация поможет сэкономить сотни тысяч рублей!
Мы хотим стать вашим подрядчиком по сварке ПНД труб
СинСтрой отвечает за свои слова, предоставляя проверяемые факты:

Качество и честность
Свое оборудование находится в полной технической исправности. готовы показать при встрече!
Сварочное оборудование для ПНД труб должно иметь поверки, запрашивайте документы перед заключением контракта! Они у нас есть в полном комплекте.
В 2013 году мы открыли это направление. С тех пор успешно выполнено более 1500 заказов от 500+ клиентов на 150+ млн рублей. Сотни км сваренных трубопроводов. Приезжайте к нам в гости и проверьте, все эти данные в единой базе. Получите рекомендации от довольных заказчиков на ВАШ выбор.
Нет текучки кадров, опытные сварщики с опытом работы в нише сварки ПНД от 5 лет!
гарантии
Проверяйте благонадежность контрагентов! Наше юр. лицо НЕ МЕНЯЕТСЯ с 2011 года.
Проверяйте судебную практику и обороты. Наша гарантия не только на бумаге, нам есть чем отвечать по своим обязательствам.
Структура компании прозрачна.
рыночная цена
У нас нет тяжелой строительной техники, мы варим пнд трубы. Вы платите только за это! Уровень цен мы всегда держим не выше любого благонадежного подрядчика.
Мы не конкурируем с частными исполнителями по цене. Т.к. они не могут предоставить сравнимый уровень сервиса, документооборот и исполнение гарантии. Выбор за вами.
В отличие от дешевых конкурентов, мы не сорвем сроки, не нарушим технологию и на 100% выполним задачу

Прайс-лист
| Цена за 1 стык, руб | Кол-во стыков за смену (шт) норма | Сумма мин. заказа, руб. | |
|---|---|---|---|
| 63 | 900 | до 20 | 17000 |
| 75 | 900 | до 20 | 17000 |
| 90 | 900 | до 20 | 18000 |
| 110 | 1100 | до 20 | 19000 |
| 125 | 1100 | до 20 | 19000 |
| 140 | 1500 | до 15 | 19000 |
| 160 | 1500 | до 15 | 20000 |
| 180 | 1500 | до 15 | 20000 |
| 200 | 2000 | до 10 | 20000 |
| 225 | 2000 | до 10 | 20000 |
| 250 | 2500 | до 10 | 21000 |
| 280 | 2500 | до 10 | 21000 |
| 315 | 3000 | до 10 | 22000 |
| 355 | 3000 | до 8 | 22000 |
| 400 | 4000 | до 8 | 23000 |
| 450 | 4500 | до 5 | 23000 |
| 500 | 5500 | до 5 | 23000 |
| 560 | 6000 | до 5 | 25000 |
| 630 | 6300 | до 5 | 25000 |
| Цена за 1 стык, руб | Кол-во стыков за смену (шт) норма | Сумма мин. заказа, руб. | |
|---|---|---|---|
| 63 | 900 | до 20 | 17000 |
| 75 | 900 | до 20 | 17000 |
| 90 | 900 | до 20 | 17000 |
| 110 | 1100 | до 15 | 17000 |
| 125 | 1100 | до 15 | 17000 |
| 140 | 1500 | до 15 | 17000 |
| 160 | 1500 | до 15 | 19000 |
| 180 | 1500 | до 15 | 19000 |
| 200 | 2000 | до 15 | 19000 |
| 225 | 2000 | до 10 | 19000 |
| 250 | 2500 | до 10 | 21000 |
| 280 | 2500 | до 10 | 21000 |
| 315 | 3000 | до 10 | 21000 |
| 355 | 3000 | до 5 | 21000 |
| 400 | 4000 | до 5 | 23000 |
| 450 | 4500 | до 5 | 23000 |
| 500 | 5500 | до 5 | 23000 |
| 560 | 6000 | до 4 | 23000 |
| 630 | 6300 | до 5 | 23000 |
| 710 | 6900 | до 5 | 23000 |

Нам доверяют:









Оставить заявку любым удобным способом:
Москва, Варшавское ш., дом 42, офис 3277
Как мы это делаем









Типы соединений
В процессе конструирования или ремонта участков водопроводных сетей из полиэтиленовых труб немаловажным является их надлежащее соединение. Рассмотрим несколько вариантов соединений, включая сварку полиэтиленовых труб. Так, в зависимости от функционального назначения соединения подразделяются подразделяются на две группы:
01 Разъемные
могут быть демонтированы в течение срока службы, что оптимально для безнапорных систем.
а) фланцевые. Выполняются с помощью втулок под фланцы для ПЭ труб, привариваемых к торцам труб, а также накидных фланцев из металла.
б) компрессионные. Выполняются для труб диаметром менее 50 мм и при соединении с элементами из других материалов (металл). Оптимальны при замене отдельных участков трубопровода.
в) цанговые обжимные. Рассчитаны на давление до 25 атм, герметичность достигается благодаря наличию резинового уплотнительного кольца.
02 Неразъемные
в течение срока службы демонтаж не предусмотрен.
а) стыковая сварка ПНД. Предусматривает использование нагретого инструмента. Используется для сварки ПНД труб диаметром 63 мм и более, а прочность в месте сварки сравнима с прочностью однородного участка. Сварка встык - наиболее универсальный и эффективный способ соединения, поэтому рассмотрим технологию сварки ПНД труб подробнее.
б) сварка муфтой с закладными электрическими нагревателями . Рассчитано на давление 16 Атм , незаменима в условиях высокой стесненности, однако является наиболее экономически затратным видом сварки труб.
03 Стыковая сварка ПНД труб
Концы соединяемых элементов фиксируются в центраторе аппарата для сварки встык. После очищения х/б тканью от грязи и пыли поверхности подвергаются торцовке, или механической обработке до параллельности труб. Затем торцы нагреваются и оплавляются, смыкаются при одновременном поднятии давления прижима. Шов после стыковой сварки полиэтиленовых труб охлаждается в течение требуемого промежутка времени.
04 Контроль качества швов
Контроль качества пайки ПНД труб прежде всего производится визуально:
- шов не должен быть ниже уровня поверхности трубы,
- допускается взаимное смещение не более 10% от толщины стенки трубы,
- высота валика, снаружи и внутри, должна быть не более 2-2,5 мм (толщина трубы до 5 мм) и не более 3-5 мм (толщина – 6-20 мм).
Цены на сварку труб
Стыковая сварка ПНД труб РЕ100/80 SDR 7.4-33
Минимальная стоимость работ выполненных за одну рабочую смену 15000 руб.
Минимальная стоимость работ выполненных за одну рабочую смену
Стоимость аренды генератора 12кВа/3фазы/380В 6000руб./смена

Электромуфтовая сварка ПНД труб РЕ100/80 SDR 7.4-26
Стоимость аренды генератора 6кВа/1фаза/220В 4000руб./смена

Сварка полиэтиленовых газопроводов
Стыковая
(стыковая сварка полиэтиленовых газопроводов осуществляется на аппаратах высокой степени автоматизации французской фирмы J.Sauron S.A.)
Минимальная стоимость работ выполненных заодну рабочую смену 18000 руб.
Электромуфтовая


Сварка ручным экструдером
Стоимость монтажа трубопроводов
Цена сварки полиэтиленовых труб достаточно высока, но любой специалист объяснит Вам, почему такие услуги не могут стоить дешево. Как показывает практика, многие из тех, кто решил сэкономить и обратиться в мелкие строительные фирмы, впоследствии вынуждены нанимать профессионалов для устранения недоделок, поломок, исправления ошибок. Это не только многократно увеличивает затраты, но и приводит к потере времени, которое в бизнесе оценивается очень высоко.
Факторы формирования стоимости
Смета на выполнение работ составляется только после визита нашего специалиста на объект. Он оценивает состояние старых труб ПНД, если таковые имеются, собирает информацию, необходимую для организации сварки на каждом конкретном участке. Общая стоимость будет определяться с учетом следующих факторов.
- Удаленность объекта. В оплату будут включены транспортные расходы по доставке труб, необходимого оборудования и рабочей бригады.
- Протяженность трассы. Чем длиннее и сложнее трубопровод, тем дороже его монтаж.
- Глубина заложения. Если требуется локальная сварка труб, например для ремонта повреждений, то при глубинной прокладке придется привлекать спецтехнику для подготовки траншеи. Это увеличит сумму в смете.
- Количество стыков и способа их соединений. Работа со съемными полиэтиленовыми фитингами более простая и стоит дешевле. Сварка труб встык – более надежный, но и более дорогой способ. Оптимальный метод соединения выбирает специалист после осмотра участка.
Рассчитать ориентировочную цену сварки труб ПНД Вы можете по нашим прайсам. Чтобы оформить заказ на услуги, позвоните специалистам ООО «СитиВелд» по телефону или воспользуйтесь формой обратного звонка.
Соединение труб ПНД с различными материалами для устройства единого трубопровода

Полиэтилен низкого давления востребован по ряду положительных характеристик: вес, цена, срок службы, универсальность. Нередко коммуникации представлены каналами из стали или чугуна, пенопропилена, ПВХ или металлопластика. Рассмотрим, как устроить соединение ПНД труб с другими материалами, чтобы не пришлось менять всю систему. Читайте до конца и вопросов про устройство водопровода и газопровода будет значительно меньше.
Что из себя представляют трубы ПНД
ПНД производят методом экструзии из полимеризованного этилена. Готовая продукция в виде труб применяется для строительства магистралей под транспортировку жидких и газообразных сред. Это могут быть природное топливо, питьевая или техническая вода, стоки. Классификация также основывается на допустимом давлении внутри каналов. Высоконапорные справляются с 2,5 МПа, низконапорные с 0,6 МПа, безнапорные предназначены для устройства самотёчного провода.
Базовые технические характеристики труб ПНД выглядят следующим образом:
Кроме строительства магистралей с помощью изделий ПНД допускается устройство защиты для электропроводки. Служит продукция около 50 лет. На торговых площадках трубы представлены в виде бухт по 100, 200 и 1000 м или отрезков до 12 м.
Преимущества и эксплуатационные особенности труб ПНД
Универсальность относительно применения труб ПНД объясняется герметичностью, эластичностью и устойчивостью материала к агрессивным условиям эксплуатации. Внутренняя поверхность изделий гладкая, что практически исключает риск скапливания ила с налётом, обеспечивает эффективное пользование проводом в течение всего срока службы.
Также к преимуществам подобной продукции можно отнести следующие свойства:
- устойчивость к коррозии;
- инертность к химической среде;
- легковесность (почти в 6 раз меньше, чем сталь);
- пластичность (допустимо движение без разгерметизации на 5-7% от исходного положения, что актуально в случае замерзания транспортируемых жидкостей);
- стойкость к гидроударам;
- простота относительно монтажа и обслуживания;
- низкая стоимость.
Материал экологически безопасен и допускает самостоятельный монтаж. Но существуют недостатки, которые необходимо учитывать перед выбором. Для отопительного оборудования использовать трубы ПНД недопустимо. Для прокладки каналов в грунт нужно учитывать его подвижность. Ультрафиолетовое излучение отрицательно сказывается на технических характеристиках материала.
Определение применимости
Для упрощения выбора труб из полиэтилена низкого давления производители маркируют готовую продукцию и наносят цветовой индикатор. Так, жёлтая продольная полоса говорит о предназначении для газопровода, красная и синяя – для холодной и горячей воды соответственно. Относительно предельного давления наносятся обозначения ПЭ 63, ПЭ 80 и ПЭ 100. Под этим скрывается 6,3, 8 и 10 МПа.
Ещё один способ (также указывается в маркировке) подразумевает отслеживание показателя SDR. Это размерный коэффициент, скрывающий отношение поперечного сечения к толщине стенки. Выглядит это следующим образом (SDR/предел давления):
- Для напорных магистральных систем, газопроводов и канализаций актуальны такие показатели: 6/25, 7,4/20, 9/16, 11/12.
- Оросительные установки и слабонапорные водопроводы: 13,6/10, 17/8, 17,6/7.
- Водоснабжение малоэтажных домов обеспечивается трубами с SDR 21 и допустимым давлением в 6 Атм.
Для внутреннего обслуживания домов питьевой водой, устройства самотёчной канализации применяются изделия с размерным коэффициентом 26, 33 или 41. Это соответствует давлению от 4 до 5 Атмосфер.
Способы соединения
Как соединить трубы ПНД между собой – ответ в технологии. Однородные патрубки можно связать посредством фитингов или устройства сварного шва. Герметичность в обоих случаях сохраняется, правда в случае с дополнительными деталями результат в значительной степени зависит от качества изделий и соблюдения правил монтажа.
Сварное соединение
Для неразъёмного соединения полиэтиленовых труб необходимо специальное оборудование. Сварной шов образует сплошной шов, но прибор стоит дорого, что в итоге сказывается на стоимости строительства и ремонта коммуникаций. Также стоит отметить невозможность повторного соединения в случае ошибки.
Подобного рода монтаж проводится 2 способами: стык в стык или посредством электромуфты. В первом случае концы труб подлежат плавлению. Второй вариант подразумевает использование полиэтиленовой детали со встроенной металлической спиралью. Последнюю нагревают с помощью электрического тока, что способствует образованию сварного шва.
Разъёмное соединение
Разъёмное соединение предполагает возможность демонтажа и повторного соединения труб без нарушения целостности труб и разборки всей магистрали. Для монтажа труб ПНД используются специальные герметичные фитинги, которые можно использовать неоднократно. Преимуществом такого способа является отсутствие необходимости в специальном оборудовании и недорогие муфты.
Видео описание
В видео показано как собирать фитинг ПНД:

Подобный способ рекомендован для устройства каналов, которые не подвергаются высокому давлению. Соединения также могут быть реализованы двумя путями: Компрессионные фитинги достаточно прочно закрепить. Раструбный узел устраивается редко, так как выделяется относительно слабой герметичностью. Монтаж подразумевает вставку одного патрубка в другой и размещение между ними уплотняющей резиновой прокладки.
Фитинги
В зависимости от конструктивного исполнения фитинги могут быть использованы в качестве соединительных деталей на прямом участке, разветвлённых и поворотных. Также рассматриваются варианты переходников относительно диаметров труб и разнородных материалов. Отдельным видом являются заглушки.
Соединение ПНД трубы фитингами производится в 4 действия:
- выбор муфты в соответствии с диаметром и глубиной погружения в неё патрубка;
- обеспечение максимального скольжения посредством мыльного раствора;
- раскручивание гайки и вставка трубы до нужного предела.
Завершающим действием является фиксация изделий. Для этого нужно до упора затянуть прижимную гайку. От степени затягивания зависит уровень герметичности узлового соединения.
Узловые соединения труб из ПНД и других материалов
В старых домах и квартирах проведены каналы для воды, газа и стоков из стали или чугуна. Многие заменили коммуникации на полипропилен или металлопластик. В случае с устройством новых систем из полиэтилена низкого давления, чтобы не разбирать всю магистраль, узловые соединения устраиваются между разными материалами.

Как соединить трубу ПНД с металлической трубой
Для устройства такого соединения существуют фитинги с разными концами. Для монтажа с трубой ПНД входная часть изготовлена из полиэтилена и имеет гладкую текстуру. Другая сторона представлена металлическим цилиндром с внутренней резьбой.
Другой вариант предполагает установку фланцев. Они также исполнены из аналогичных трубам материалов. В результате стягивания накладок болтами получается надёжное сцепление.
Соединение труб из ПНД и ПВХ
Для реализации соединения труб ПНД и ПВХ между собой применяются резьбовые фитинги, комбинированные или цанговые муфты, фланцы. Первый вариант предусматривает разборку деталей и устройство сварного шва. Во втором случае сначала проводится работа с каждой из труб, потом они между собой соединяются. Последний актуален для каналов большого диаметра: стояки, канализация. Дополнительно рекомендуется использовать уплотняющие средства: фум-лента, прокладки из асбеста или резины.
Комбинированные муфты могут исполнены в разных вариантах. Соединитель с внутренней или наружной резьбой. Существуют изделия с металлическими гранями под ключ. Разъёмные детали или американки устанавливают на патрубки съёмного оборудования. Продукты с накидной гайкой и запрессованным штуцером также актуальны в случаях необходимости демонтажа приборов в любое время.

Как соединить ПНД трубу с полипропиленовой
Переход с ПНД на полипропилен посредством сварочного оборудования исключается. Здесь возможно только использование фитингов. На трубы предварительно устанавливаются муфты с внутренней резьбой. Посредством этих элементов накручивается изделие, называемое американкой.
Если диаметр значительный, то лучше использовать фланцы. Они могут быть накидными или монтироваться на приваренную втулку. Главное, чтобы диаметры труб совпадали.
В видео рассмотрен самый простой способ соединения ПП и ПНД труб:
Соединение полипропиленовых труб с металлопластиковыми
В случае перехода с ПНД на металл лучшим вариантом фитингов являются резьбовые изделия. Это объясняется разными марками полиэтилена и присутствием алюминиевой армирующей прослойки у металлопластика. Фланцы применимы для труб диаметром более 50 мм, а в этом случае предел составляет всего 40 мм, что исключает их использование.
Советы опытных специалистов
На герметичности отрицательно может сказаться эллиптичность материала. Швы в таком случае получатся низкого качества. Если контакт осуществлён методом сварки, то важно отслеживать неподвижность труб до полного застывания материалов.
Торцы соединяемых изделий необходимо предварительно подготовить. Под этим подразумевается удаление грязи с пылью. Дополнительно нужно обработать поверхность обезжиривателем.
Если применяются фитинги с зажимными гайками, то важно их накручивать до предела, но не значительно. Преувеличение силы может привести к тому, что элемент лопнет. А цанга в таком случае способна раздавить торцевую часть трубы.

Коротко о главном
Трубы ПНД могут быть использованы для устройства провода под газ, питьевую воду и стоки.
Соединить однородные материалы можно с помощью сварки или разборного узла посредством фитингов.
С помощью различных переходников допустимо соединение труб ПНД с патрубками из других материалов.
Как паять трубы ПНД?
Полимерные трубы получили широкое распространение. Они используются при прокладке отопительных сетей, магистралей горячего и холодного водоснабжения. Изделия долговечны, практичны и надежны.
Преимущества полиэтиленовых труб:
- стойкость к коррозионному поражению;
- невосприимчивость к воздействию микроорганизмов, малый шанс развития патогенной микрофлоры;
- гладкая внутренняя поверхность;
- ремонтопригодность.
Полиэтиленовые изделия задействуются на промышленных, коммунальных и хозяйственных объектах. С их помощью прокладываются новые и модернизируются существующие линии.
Выбор способа пайки ПНД труб
Как правильно паять ПНД трубу? Актуальный вопрос для начинающих мастеров. Существует три технологических решения:
- стыковая сварка;
- муфтовая сварка;
- электромуфтовая пайка ПНД труб.
Каждый способ имеет уникальные особенности, заслуживает отдельного рассмотрения.
Стыковая сварка полиэтиленовых труб
Перед тем как спаять трубу встык, потребуется приобрести сварочную машину для ПНД. При подборе оборудования учитывается:
- диаметр полиэтиленовых труб, с которыми возможна работа;
- мощность установки;
- количество функций, доступных оператору.
Покупка сертифицированного оборудования — залог высокого качества стыков.

Пайка ПНД труб выполняется в следующем порядке.
- Свариваемые участки устанавливаются в центраторе.
- Элементы надежно фиксируются зажимами.
- Торцы деталей очищаются от инородных частиц. Перед тем, как паять полиэтиленовые трубы, рекомендуется произвести обезжиривание.
- Стыкуемые поверхности обрабатываются торцевателем.
- Нагревательные элементы машины разогревают торцы труб.
- По достижении нужной температуры нагрев прекращается и заготовки соединяются.
После остывания сварного шва выполняется его проверка. Мероприятие проводят специалисты ОТК, использующие профильное оборудование и инструменты.
Требования к сварному соединению:
- однородность;
- высокая прочность;
- герметичность.
Машины для стыковой сварки имеют высокую стоимость. Как правило, их применяют крупные подрядные организации.
Муфтовая сварка ПНД труб
Трубы ПНД малого диаметра можно соединить в домашних условиях. Достаточно располагать паяльником и вспомогательным оборудованием.
Пайке предшествует подготовительный процесс:
- мастер приобретает необходимые фитинги и трубы;
- торцы труб подвергаются очистке;
- концы линии, не подключенные к сети, временно герметизируются (это исключает отвод тепла, предотвращает попадание грязи внутрь линии);
- поверхность нагревательных элементов очищается и обезжиривается.
От качества подготовительных работ зависит надежность и долговечность соединений.

Пайка ПНД труб проходит в несколько этапов:
- Труба и муфта фиксируются в нагревательных чашках. Важно, чтобы элементы были вставлены до упора.
- По достижении рабочей температуры производится соединение фитинга и трубы. Излишний полиэтилен выдавливается за пределы стыка, не оказывая влияния на его характеристики.
- На некоторое время детали фиксируются в неподвижном положении.
- Остывшее соединение труб проверяется на герметичность.
В пайке ПНД труб нет ничего сложного. Достаточно использовать качественные материалы и соблюдать технологию.
Электромуфтовая сварка
Электромуфтовая сварка — промышленный способ соединения труб. Получаемые конструкции отличаются высокой прочностью, устойчивы к вибрационному, ударному и изгибающему воздействиям.
Использование электромуфтовой сварки оправдано в ограниченном пространстве, в сейсмически нестабильных районах, на ответственных и опасных объектах.
Получаемые узлы имеют высокую стоимость, что ограничивает сферу применения технологии.

Сварка при помощи электрических муфт выполняется в определенной последовательности.
- Трубы обрезаются посредством специального инструмента.
- Свариваемые участки проходят очистку, с их поверхности удаляется жир, грязь, органические соединения.
- На поверхность трубы наносятся метки, отражающие глубину ее погружения в муфту.
- Концы труб, не задействуемые при сварке, временно герметизируются.
- Труба устанавливается в муфту.
- Муфта подключается к сварочному оборудованию при помощи клемм в верхней части.
- Процесс сварки запускается тумблером на аппарате. Он прекращается автоматически, по истечении заданного периода.
- Трубы находятся в неподвижном положении до полного остывания.
Стык проходит визуальный осмотр. Претензии к его качеству возникают в единичных случаях. Обычно они вызваны использованием некондиционной муфты.
Приобретение ПНД труб и оборудования для их пайки
Компания «ЭкоМонтаж» реализует продукцию для прокладки полимерных линий. В ассортименте трубы, фитинги, сварочное оборудование, вспомогательные инструменты. Подобрать подходящие изделия смогут частные мастера, коммерческие и государственные подрядчики.

- Высокое качество . В продаже сертифицированные изделия отечественного и зарубежного производства. Товар комплектуется набором документов, соответствует международным стандартам качества.
- Индивидуальный подход . Подобрать подходящие изделия помогут менеджеры «ЭкоМонтаж». Они расскажут о характеристиках оборудования, действующих расценках, условиях оплаты.
- Оперативное решение поставленных задач . Продукция отправляется в любую точку РФ. Компания сотрудничает с ведущими российскими перевозчиками, использующими морской и сухопутный транспорт.
Ассортимент изделий периодически расширяется. Регулярно появляются новые прогрессивные решения.
Читайте также: