Сварка труб под давлением полуавтоматом
Обновлено: 18.04.2024
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно "зенита" верхней точки трубы) горелки. А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
Металл черняга, положение трубы горизонтальное, горелку хоть в каком положении можно расположить. мы варили диаметр 100мм, толщина 3мм, волтаж как писал 29В!
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её - для меня загадка.

У вас Таурус , на какой программе варите и в какой защите?
Я это понимаю,но как и,где вы располагаете её для меня загадка.
У вас Таурус подающий Таурус 551.jpg, на какой программе варите и в какой защите?
варим газом евромикс, зачем вам в каком положении я варю, лучше дайте дельный совет в каком положении надо варить и как правильно на каких режимах! программу мы настраиваем сами, вольтаж и скорость подачи проволоки что ранее писал!
вперёд к успеху
программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально.
Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то.
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём "проб и ошибок".
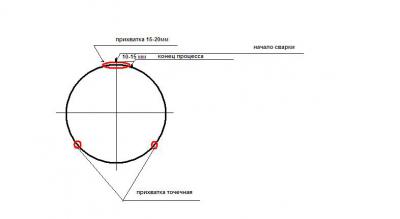
А это в довесок прихватки должны быть подрезаны и зачищены.
А это в довесок на вращателе2.JPG прихватки должны быть подрезаны защенны.
Нужен ли зазор? если да то какой? сколько проходов?
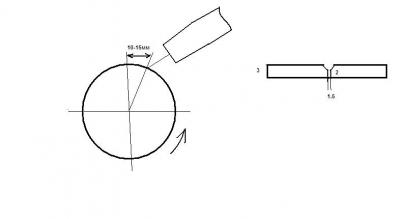
Гадая на "кофейной гуще" я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки.
Сегодня пробовал варить, то прожигаю, то усиление чуть ли не 10см, а проплава нету! горелку держу в ругах труба на вращателе крутиться. зазор ставил от 1мм до 3мм все равно нечего не выходит. забыл сфоткать, в след раз обязательно скину что у меня вышло. трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
Такие трубы сначала аргонят по корню.Полуавтоматом заполняют.
Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас.
Валик большой (10мм это круто),провара нет - скорость вращателя большая и горелка близко к "зениту" находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).
Проварить полуавтоматом за один проход трубу с формированием обратного валика? Лихо, однако.
Проще на самом деле мне кажется корень пройти рАДС, а заполнение-облицовку полуавтоматом.
Я тут почитал что люди пишут интересно стало))) почему швы корневые "аргонят" на чернухе. про корень ручником это тоже крутатень в условиях цеха еще)) учитывая что кпд ручника в разы ниже полуавтомата. это как можно давать размер зазора разделки не зная какого сечения сварочную проволоку используют. и еще очень огромный момент в защите какого газа варим, какая динамика дуги, ампераж, ну вольтаж огромен это да тут уже написали про это)))
Если варить покрытыми электродами,то вся шлаковая "шелуха" с обратного валика осыпется в трубу.В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет "пропускать через вращатель" несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
скажи пожалуйста вот при толщине стенки 3-4мм нужен зазор для РАДС? и на обычном режиме или импульсном лучше сварить?
А возможность РАДС имеется ?(не много запоздалый вопрос )
ovik ,
А возможность РАДС имеется ?(не много запоздалый вопрос )
имеется РАДС,сорри что не сообщил ранее, хотелось бы конечно без разделки кромок сваривать толщину 3-4мм. tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки
Труба под высоким давлением
Господа,
подскажите пожалуйста, кто варит трубу под высокое давление полуавтоматом? Как варить неповоротный стык?
Опыт сварщика большой, но как ручника, недавно фирма приобрела полуавтомат "Фрониус" пытаемся варить трубу ним, но не все получается, дайте пожалуйста советы. Заранее благодарю!
"Фрониус" - это песня. Мне кажется, что дай ему задание с помощью программы и он сам за тебя все сделает.
Не варятся трубы под высокое давление полуавтоматом вообще-то.
Если все же очень надо, то смотря какая труба: диаметр и толщина.
Не варятся трубы под высокое давление полуавтоматом вообще-то.
Если уж такая удача свалилась и у Вас "Фрониус" программируемый, настройте на сварку толщины металла равной величине притупления разделки кромок и вперед. Выберете (для надежности, чтобы проволока не проскакивала в зазор) положение горелки "углом назад" градусов на 15 от вертикали и частыми колебаниями по кромкам ведите сварку так, чтобы дуга все время горела в ванне, не выскакивая на холодный металл. Потренируйтесь на образце, где можно наблюдать процесс с обратной стороны. С помощью напарника, который будет подсказывать степень проплавления и образования обратного валика Вы (а я уверен в мастерстве "ручников") за пару тренировок освоите сварку полуавтоматом.
Ну знаете ли, я имел ввиду все же "приземленные" условия.
Да и к тому же одна из ссылок на ААД сварку, которую мы и сами с успехом применяем.
Alexhelios,eсли трубы под высокое (400 атмосфер-это как высокое или не очень?) давление п/а не варятся,
то как Вы применяете "сварку одним из способов"?Поделитесь.
Mykola ,
с корнем и заполнением все ясно, я сам разобрался в этом. А вот с облицовкой не все так просто. Варю с потолка, потолок идет нормально, на выходе с потолка не всегда бывает достаточно подачи проволоки и металл попадает в сопло, тут то и начинаются проблемы. может поможете советом в данном случае? Пробовал увеличивать подачу проволоки, становиться больше усиления на шве. Благодарю.
Не знаю как на "Фросях", не варил.На "простых" п/а угол наклона сопла ставлю так,чтоб брызги попадали мимо сопла.
Чтобы не останавливаться для регулировки.И всего то.Но у нас давление не критическое,главное гамма-контроль.
AnaTolik
Не понимаю, как это "не всегда бывает достаточно подачи проволоки ". В таком случае должен прерваться процесс сварки из-за обрыва дуги. На том построена система полуавтоматической сварки: скорость подачи должна быть равна скорости плавления проволоки. В крайних, дурацких, пределах проволока либо утыкается в ванну, либо гаснет дуга. Скоростью подачи проволоки в небольших пределах от рабочей точки регулируется длина дуги: на короткой напряжение меньше, на длинной - больше. В первом случае перенос металла мелкокапельный, во втором - крупнокапельный. Величина напряжения прямо пропорциональна ширине шва. Это если не делать колебательных движений. А за счет их амплитуды и частоты можно наплавить сколь угодно высоту и ширину усиления отделочного слоя. Если у Вас получается настолько крупнокапельный процесс, что они попадают не в ванну, а в сопло, то это значит, что неправильно выбран режим.
Как варить полуавтоматом трубы
ovik, без разделки красивый обратный валик вряд ли получится. В принципе можно попробовать дать зазор побольше , миллиметра 2 и взять 2 мм присадку и заморочиться с импульсным режимом.. например базовый ток 15 А- 0,5 сек, пиковый ток 110-120 А- 0,5 сек, и попытаться в таком режиме "продавить" ванну чуть пониже поверхности, чтоб обратный валик сформировался. Не уверен, надо по месту пробовать.
Разделка образовавшаяся правда будет неравномерной ширины, полуавтоматом "нарисовать" красивую облицовку чуть сложней будет. Словом не уверен, подбирать надо вживую.
3-4мм (и желательно без зазора-мечта сварщика)даже Тетриксу это сложная задача.Для гарантированного ровного обратного валика,притупление 2мм (стенку трубы в 3-4мм любой "болгаркой" обточить не долго),зазор чуть меньше присадки (чтоб она не проваливалась,а спокойно лежала в зазоре),а вот ток 90-100(А) на электрод 3мм.(Тут и 5А имеют значение," больше току-меньше ям,и нет работы слесарям",всё зависит от ваших скоростных качеств).
Вообще по корню под П/а очень много ,может подсказать BelaZZ, (заходит вечерами) он как раз занимался подобными работами.(Игорь подключайся)
Я скажу Вам так - я свариваю за день по нескольку кольцевых соединений различных диаметров от 89 до 820 мм и толщин стали от 6 до 30 мм Таурусом и программа на корень одна и та же, я лишь могу менять давление в шов прибавляя вольтаж, а так же меняя динамику дуги, и зазор на кольцевом соединении под полуавтомат не менее 3 мм не зависимо от толщины свариваемого металла. Да и корень и заполнение выполняю проволокой 1.2 мм в сечении , мценская омедненка марку не вспомню)
Я скажу Вам так - я свариваю за день по нескольку кольцевых соединений различных диаметров от 89 до 820 мм и толщин стали от 6 до 30 мм Таурусом
Ну тогда в чём проблема то,предложи коллеге свой вариант,по настройкам помоги.Тем более источник такой же (в отличии от вас,Таурус от меня далеко и когда к нему доберусь неизвестно. ).
так значит зазор 3мм, проволока 1.2, вольтаж какой и скорость подачи проволоки? и если варишь тоже на вращателе то скорость вращения и как двигаешь горелкой. Я сам по себе теоретик, а не практик . Варю во второй раз полуавтоматом, не считая практики в колледже. Учился на техника сварочного производства. СПАСИБО.
Если соберётесь варить корень ТИГом,то разделка кромок обязательна,зачистка околошовной зоны тоже и зазор необходим.Чем больше диаметр,тем больше зазор,потому как стягивает стык существенно.У меня присадка диаметром 2,4мм (на все случаи жизни,другой нет ),под неё я ставлю зазор до 100мм 3-3,2мм, на больших диаметрах 4 -5 мм.Вольфрам тоже 2,4мм,точу "на иглу".Импульсный режим не пользовал никогда (имею ввиду на трубе).
МИХА75, я только ТИГом на корне работаю (ну или РДС иногда) ,полуавтоматом только облицовкой занимался,да и то недолго.
На корне шва у меня стоит 207 программа, подача проволоки 4.1 м/с ампераж настраивается сам в зависимости от подачи , вольтаж так же, на вольтаже ставлю +0.3 - 0.4 , свариваю в среде аргона и углекислоты (собственно EWM предпочтительны к смесям) Еще один нюанс - чтобы получить обратный валик на этой чудо технике лично я сбавляю скорость подачи до 3.6 м/с динамику дуги делаю -10 (обычно все свариваю в нулях) и сопло держим как можно ближе к часу, да и вращение детали происходит против часовой стрелки и сварщик находится со стороны 15 00 дня, то есть свариваем в ручную как бы с верху вниз без колебаний сопла). Это по корню, скорость вращения детали строго на глаз у меня лично, но делаю всегда быстрее если что педалью торможусь))) Кстати на Таурусе на крышке которая прикрывает подающие ролики существует таблица программ. Все подробности сейчас расписать не смогу, программа заполнения и облицовки №9 кстати и на ней уже сам сварщик решает какую подачу ставить.
сегодня попробую все то, что предлагали мне, фото выложу по каждому варианту
ovik, фото таблицы (крупным планом) закинь и фото до сварки (собранный стык).
BelaZZ, Игорь, корень то я только рАДС и варил, надо мной трубники подшучивали, медленно мол
Так то на опыте и не знаю, быстрей ли оно, РДС трубу не варю.
Дима скорость,это явление приходящее.На самом деле,с учётом последующей обработки корня после РДС,выходит побыстрее.Тут главное "поймать свою волну" (подобрать ток под зазор или зазор под ток).Например я,зазор делаю чуть меньше присадки или вровень с ней (правда пользоваться предпочитаю ф2мм и электродом 3мм). Больше ток -быстрее скорость
А в этой теме проблема в другом.
Это полное отсутствие опыта в полуавтоматической сварке,отсутствие нормально проработанной технологии на предприятии,с кадрами тоже походу проблема (раз такое ответственное дело сваливают на новичка).
И что бы ovik ,как то помочь:В первую очередь он должен нас тут своими фотками просто закидать,(пусть будут страшненькие швы,ничего смертельного).Хоть как то визуально и то легче помочь настроится,чем "гадая на кофейной гуще".Тем более нужно учитывать очень много параметров,причём даже таких банальных,как манипуляции горелкой.
Нынешнее поколение полуавтоматов ,таких как Таурус от ЕВМ и им подобных др.производителей по настоящему дают познать для себя "Сварочное волшебство",с таким оборудованием возможно многое, что раньше казалось запредельным для "ручного пулемёта полуавтомата".
Так что ovik , WebWelder не стесняемся,опыт дело наживное и делится им не грех.
на работе у нас CastoMIG 400c
у него регулируется ток ступенчато и корректировка скорость проволоки (вольтаж автомат)
на толщину 3 мм зазор 2-3 мм за раз пройдете (только прихватки не забудьте)
в данной схеме показано как подбирать ток для всех положений ток при одном и том же токе с одинаковой формой и усилением шва
конкретно берете пластину ставите ее горизонтально и попер рисовать узор пока у вас примерно не будет шов равномерный сверху-вниз горизонт и снизу-верх.
и кстати купили себе в гараж picomig 300. вообще его самоподстройка во время сварки меня выносит, полного мануала нет.
Прикрепленные изображения
МИХА75, доброе утро, вчера я был на предприятии и сделал очень много фото,сейчас покажу мои не удачи: но это все мои лучшие неудачи! сейчас в след письме скину фотки что у меня получилось из лучших не неудач)
вот что вышло(начиная с фото с режимом), усиление меленькое и проплав везде есть, конечно в местах прихваток его нету, но это решаемо. Режим на аппарате сфоткал. Конечно хотелось бы лучше варить, чтоб шире шов был и проплава по более.
Привет ovik , ну ничего страшного.А стыки как собирал,с каким зазором,фаску делал?

Вот про этот стык
Привет ovik , ну ничего страшного.А стыки как собирал,с каким зазором,фаску делал?
Вот про этот стык post-10582-0-18631400-1386651483_thumb.jpg
зазор где то 2.5 без разделки кромок варил с полным проплавом! вот хочется такой шов, только у меня не получается , прожигаю.
Немного измени угол наклона горелки ,чуть побольше скорости вращения.Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
На вращателе как регулировка скорости реализована? Есть возможность в руках "регулятор оборотов" держать?
Немного измени угол наклона горелки ,чуть побольше скорости вращения.Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
На вращателе как регулировка скорости реализована? Есть возможность в руках "регулятор оборотов" держать?
я вчера сделал самодельную колонну, нефига не вышло труба не по центру оси находиться(( или вращатель гавно или руки у меня кривые. регулятор скорости вращения находиться за вращателем только и очень чувствительный регулятор сложно скорость поймать.
Обязательно надо патрон зажимной отрегулировать,чтобы по оси крутилась.С регулировкой понятно,но тоже надо в порядок приводить.На малых диаметрах труба быстро прогревается,поэтому желательно в процессе сварки немного увеличивать скорость вращения,когда регулятор в руке (или педаль) - это удобно.Про руки не "парься" сообща их настроим .
спасибо я сегодня сварил 5 образцов и все идеальны)) теперь старую технологию заменим этой, что более быстрее и экономичнее РДС))
Как правильно варить полуавтоматом

Как правильно варить полуавтоматом – вопрос, который задают не только новички, но и мастера-самоучки с большим опытом, ведь ошибиться во время работы и привыкнуть так делать, не значит выполнять это правильно.
Существуют определенные правила сварки полуавтоматом. Различаются условия, используемые устройства, металл, тип соединения и т. д. Все эти нюансы необходимо учитывать, чтобы научиться варить полуавтоматом правильно. Из нашего материала вы узнаете, как настроить оборудование и применять правила.
Полуавтомат: как правильно варить и настроить

Производители полуавтоматического оборудования для сварных работ стремятся к тому, чтобы процесс соединения деталей стал проще, эффективнее и качественнее. Правильный выбор расходных материалов и различные режимы сварки существенно облегчают обработку деталей. При подборе расходников необходимо ориентироваться на марку и толщину металла заготовок.
В таблице можно ознакомиться с параметрами скорости подачи проволоки и величины тока в зависимости от вида присадки.
Вид проволоки
Диаметр проволоки, мм
Скорость подачи проволоки, м/ч
Ток сварочный, А
Стальная
0.6; 0.8; 1.0; 1.2; 1.4; 1.6; 2.0; 2.5
Алюминиевая
Порошковая
0.8; 0.9; 1.0; 1.2, 1.6; 2.0
В первую очередь, для того чтобы правильно варить полуавтоматом в защитной газовой среде, необходимо укомплектовать рабочее место. Для сварных работ требуется следующее оборудование:
- газовый баллон с редуктором;
- аппаратура для измерения расхода газа и его регулирования;
- подогреватель газа.
Качественное сварочное соединение невозможно получить без предварительной точной настройки полуавтоматического сварочного оборудования. Прежде чем приступить к работе по соединению деталей, следует определиться:
- со скоростью подачи присадочной проволоки;
- с силой тока;
- с оптимальным давлением защитного газа.
В комплекте с полуавтоматическим оборудованием идет техническая документация, в которой указаны основные параметры сварки и особенности их регулировки. Исходя из приведенных в таблицах данных сварщик выбирает параметры, оптимальные для работы с определенными материалами.
Правильность настройки полуавтомата можно проверить на ненужных заготовках с аналогичными параметрами. Ровный гладкий шов, отсутствие потеков и прерываний свидетельствуют о том, что полуавтоматическое оборудование настроено правильно. Давление защитного газа должно составлять от 1 до 2 атмосфер.
Рекомендуем статьи по металлообработке
Чтобы правильно варить полуавтоматом швы, необходимо подготовить оборудование к сварке. Подготовительные работы заключаются в следующем:
- Выбор подходящей присадочной проволоки. В основном, диаметр присадок варьируется от 3 до 6 мм. Для того чтобы правильно варить полуавтоматом проволоку, лучше всего использовать диаметр 4 мм.
- Протягивание проволоки до горелки, регулировка степени ее прижатия.
- Подготовка инертного газа. Чаще всего сварочные работы выполняются в защитной аргоновой или углекислой среде. Достоинства аргона заключаются в образовании и поддержании стабильной электрической дуги, минимальном количестве металлических брызг. Преимуществами углекислого газа являются низкая стоимость, качественная сварка стальных заготовок.
- Подключение газового баллона.
Настраивая оборудование, необходимо соблюдать ряд правил, обеспечивающих формирование качественного и ровного сварного соединения. Эти правила заключаются в:
- поддержании равномерной и стабильной электрическая дуга;
- тщательном очищении заготовки от шлаков, жировых отложений, краски, ржавчины и пр.;
- выборе подходящей скорости подачи присадки.
Нужные параметры сварки указываются в технической документации к полуавтомату. Заводские настройки не всегда подходят для работы с определенными типами заготовок. На них можно ориентироваться, подбирая оптимальные установки.
На выбор подходящих параметров влияют множество факторов, в том числе:
- режим работы полуавтоматического оборудования;
- качество энергоснабжения;
- состав заготовок;
- температура воздуха;
- используемая присадочная проволока (состав, диаметр);
- расположение стыков по отношению друг к другу;
- используемый инертный газ.
Сварка полуавтоматом в защитной среде
Если правильно варить полуавтоматом, то можно соединять оцинкованные или проржавевшие заготовки. В этом случае для получения качественного равномерного шва используется алюминиевая или медная присадочная проволока.

Перед тем как варить заготовки полуавтоматом в газовой среде или с использованием флюса, необходимо:
- очистить стыки от загрязнений, ржавчины и т. п., обезжирить их растворителем;
- проверить работу газовой аппаратуры;
- сварить небольшой участок стыка, при необходимо скорректировать настройки оборудования;
- подобрать оптимально подходящее напряжение и силу тока.
Проще всего правильно варить полуавтоматом в защитной среде инертных газов (аргона, гелия, азота, углекислого газа). Используемый газ не влияет на выбранную технику сварки. Чаще всего применяют углекислый газ, поскольку он отличается хорошими защитными свойствами и достаточно низкой стоимостью.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Сварка металлических заготовок полуавтоматом в среде защитных газов обладает следующими преимуществами:
- неизменным внешним видом готовой конструкции;
- возможностью обработки труднодоступных участков заготовок;
- тонким и прочным сварным швом;
- минимальным количеством отходов;
- высокой скоростью выполнения работы.
На качество сварного шва влияют правильное расстояние между свариваемыми деталями, подача присадки вдоль соединения, соблюдение технологии работы.
Советы по правильной сварке полуавтоматом без газа
Правильно варить полуавтоматом необязательно в среде защитных газов. Контролировать качество работ и минимизировать образование окислов можно и другим способом – за счет использования флюсовой (порошковой) присадочной проволоки. Под воздействием высокой температуры порошок, покрывающий присадку, сгорает, образуя газовую среду и обеспечивая получение качественного сварного шва.

Сварка полуавтоматическим оборудованием без применения инертного газа выполняется в несколько этапов:
- выбор подходящей присадки с флюсом;
- настройка параметров подачи проволоки;
- закладка флюса внутрь воронки;
- открытие защитной заслонки, пропускающей флюс в сварочную зону;
- запуск аппарата;
- активация электрической дуги;
- непосредственное соединение заготовок.
Правильно варить полуавтоматом можно детали, изготовленные из разных металлов, включая алюминиевые заготовки с нестандартными свойствами. Алюминий и его сплавы свариваются в защитной аргоновой среде, предотвращающей образование оксидной пленки на поверхности деталей.
Рекомендации по сварке полуавтоматом потолочного шва
Меняя настройки полуавтоматического оборудования для сварных работ, можно добиться разных типов шва.

В зависимости от внешнего вида сварные соединения делятся на:
- тавровые;
- стыковые;
- угловые;
- нахлестовые.
В зависимости от пространственного положения сварные швы бывают:
- нижними;
- потолочными;
- горизонтальными;
- вертикальными.
Потолочный шов формируется в два этапа:
- Сваривается основание. Чтобы правильно варить полуавтоматом основание, используют трехмиллиметровые электроды, обработка проводится при небольшой силе тока.
- Затем создается финальный шов.
Для формирования финального шва можно использовать различные техники:
- Точечная сварка заготовок короткими прерывистыми швами. В этом случае сводится к минимуму риск попадания капель раскаленного металла на сварщика. В начале и в конце соединения детали провариваются дополнительно.
- Активация минимальной дуги. В таком случае шов остывает сразу же, как только дуга прерывается.
Нижнее соединение применяется для совмещения большей части промышленных сварных конструкций. Формирование шва возможно как ручным, так и полуавтоматическим оборудованием. Равномерное распределение наплыва обеспечивает получение качественного сварного шва.
Правильная сварка полуавтоматом угловых соединений
Угловые соединения можно формировать с помощью различных режимов полуавтоматической сварки. Сами заготовки могут по-разному располагаться относительно друг друга:
- При перпендикулярном расположении возможен только внутренний шов. При работе с трубами формируется концентрическое соединение по окружности.
- При угле между заготовками до 60° получаются наиболее качественные швы, так как детали обрабатываются со всех сторон.
Листовые металлы и трубы соединяют стыковым швом, который может быть односторонним, односторонним с обработкой, двухсторонним. При работе с металлами толщиной до 4 мм используется односторонняя сварка, для более толстых заготовок подходит только двусторонняя.

Односторонняя сварка требует тщательной предварительной подготовки детали. Качественный шов не получится без основательной обработки кромок напильником или болгаркой. При разделке инструмент располагается под углом около 45° к краю заготовки.
Соединение внахлест подходит для конструкций, требующих высокого сопротивления шва к разрывам. Швы прокладываются с обеих сторон соединяемых поверхностей, чтобы не допустить скопления влаги в области сварки. Тавровое соединение используют, чтобы приварить основание металлической конструкции.
Как правильно варить вертикальный шов полуавтоматом
Чтобы правильно варить полуавтоматом вертикальные швы, необходимо помнить об особенностях этой технологии:
- Для предотвращения стекания капель расплавленного металла на пол необходимо следить за тем, чтобы его остывание происходило быстрее, чем при формировании горизонтальных швов. Для уменьшения размера капель следует использовать сварочную дугу меньшего размера.
- Получить качественный ровный шов можно, передвигая горелку в процессе работы снизу вверх.

Если же необходимо двигаться во время сварки сверху вниз, то важно следовать определенным правилам, обеспечивающим лучшее качество сварного соединения:
- Обработка выполняется как можно более короткой электрической дугой. Это необходимо для того, чтобы свести к минимуму количество брызг и объем расплавленного металла.
- В начале работы электрод располагается перпендикулярно к обрабатываемой поверхности.
- В дальнейшем угол между деталью и электродом должен быть острым.
Впрочем, идеальное соединение при работе сверху вниз не получится, характеристики шва будут посредственными. Поэтому пользоваться этим вариантом следует, когда другие невозможны.
Итак, как правильно варить полуавтоматом, чтобы получить качественное соединение? Ниже перечислены основные техники создания сварных швов:
- Треугольник – подходит для работы с заготовками толщиной не более 2 мм. При движении электрода снизу вверх жидкий металл повторно покрывает уже застывший. Из-за быстрого застывания наплава он не стекает на пол. Название «треугольник» обусловлено формой образуемого на поверхности соединения шлака.
- Елочка – вариант сварки стыков глубиной до 2-3 мм. Электрод помещается у кромки детали, расплавляет ее, после чего двигается в глубину стыкового соединения.
- Лестница. Этим способом сваривают заготовки с большим зазором между ними. Перемещение электрода от кромки к кромке выполняется по зигзагообразной траектории.
Горизонтальный шов полуавтоматом

Если правильно варить полуавтоматом, можно получить качественный шов независимо от того, в каком направлении перемещался электрод. Главное, следовать нескольким правилам:
- сила тяжести расплава и сила горения дуги должны быть уравновешены;
- электрод необходимо перемещать вдоль кромки соединения с подходящей скоростью;
- непрерывность сварки обеспечивает контроль над расплавом.
Не всегда получается сформировать качественный шов за один проход. В этом случае дугу можно время от времени гасить. Если толщина заготовок не превышает 4 мм, подойдут различные сварные рисунки. И, конечно, существенное значение имеет опыт сварщика.
Формирование горизонтального шва выполняется в четыре этапа:
- С помощью короткой электродуги и максимальной силы тока создается корневой валик. При этом электрод располагается под углом 80° к поверхности детали.
- Полуавтоматическое оборудование переводится на среднюю силу току, после чего электродом максимально большого диаметра по технологии углом вперед формируется вторичный валик.
- Если необходимо, создается третий валик по одному из двух способов. Если вторичный валик имеет большую площадь, то третий формируется по центру, если нет, то формирование происходит в два подхода.
- Проверяется качество полученного соединения.
Большинство дефектов, образующихся в процессе сварки, можно обнаружить в верхней части шва. Следовательно, данный этап нуждается в особенно пристальном внимании.
Правила сварки полуавтоматом тонкого и толстого металла
1. Сварка тонкого металла полуавтоматом.

На выбор одного из двух способов сварки листовых заготовок влияет тип металла:
- для обычных листовых деталей походит любой способ;
- для тонких заклепочных заготовок используется соединение внахлест, при котором сварка выполняется через предварительно подготовленные отверстия в верхней детали.
Чтобы правильно варить полуавтоматом, необходимо учитывать следующие нюансы:
- снижение скорости подачи присадки и силы тока до минимума обеспечит лучшее качество соединения;
- во избежание прожога или наплыва металла нельзя задерживать электродугу на одном месте;
- начинать варить следует от центра нижней заготовки, тогда не будет риска залить расплавленным металлом подготовленные отверстия.
Если герметичность не является важным параметром будущей конструкции, используют точечное соединение, располагая сварные участки на расстоянии от 1 до 5 см.
2. Сварка толстого металла полуавтоматом.
Чтобы правильно варить полуавтоматом заготовки толщиной свыше 4 мм, их необходимо предварительно подготовить: снять фаски с обеих кромок. В этом случае шов получится ровным и прочным.
Обрабатывая толстые детали, необходимо совершать горелкой колебательные движения, прогревая максимально возможную часть кромок. В технической документации к полуавтоматам производитель указывает справочную информацию, включая таблицы, в которых перечислены параметры для работы с толстостенными металлами.
Ниже перечислены основные правила, как правильно варить полуавтоматом толстостенные заготовки:
- необходимо следить за тем, чтобы зазор между кромками был не более 2 мм;
- важным требованием является соответствие ширины сварного шва толщине металла;
- при выборе расходных материалов следует ориентироваться на рекомендации производителя оборудования.
При работе с деталями толщиной более 5 мм для формирования качественного шва необходимо выполнить несколько подходов:
- Сварить центральную часть соединения.
- Проварить заготовку сверху и снизу.
Правильно варить полуавтоматом необходимо на открытом воздухе или в помещении, оборудованном качественной вытяжной вентиляцией.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка газовых труб

Сварка газовых труб должна выполняться с соблюдением всех норм, так как даже небольшая утечка природного газа может привести к большой трагедии. Выбор технологии сварки зависит от места, где прокладываются трубы, материала, из которого они сделаны, и его толщины.
Монтаж газопроводов не доверяют новичкам. И уж тем более не стоит пытаться сделать провести газ в дом своими руками. Более подробно о том, как выполняется сварка газовых труб, читайте в нашем материале.
Способы сварки газовых труб

Прежде чем приступать к сварке газовых труб, нужно выполнить подготовительные работы:
- очистить свариваемые поверхности от грязи, ржавчины;
- растворителем удалить остатки масла;
- оформить кромки толстостенного трубопроката (для тонкостенного этого не требуется);
- притупить острые края кромок.
Затем трубы центрируют, совмещают их оси. Для этого используют специальное оборудование. Заготовки необходимо зафиксировать, например, соединив их короткими поперечными швами на некотором расстоянии друг от друга. Расстояние между прихватками (соединительными швами) зависит от диаметра трубы.
Технология газовой сварки труб выбирается в зависимости от диаметра и толщины стенок заготовки:
- Трубопроводы диаметром до 150 мм и толщиной стенок до 6 мм соединяют газовой сваркой с ацетиленом или пропаном. Если толщина стыка меньше 3 мм, разделка кромок не нужна, если больше – кромки необходимо срезать под острым углом, чтобы сварное соединение было более прочным.
- Стальные трубопроводы сваривают аргонодуговой, а также сваркой MIG/MAG.
- Небольшие объемы сварочных работ позволяют использовать автоматическую, полуавтоматическую или ручную электросварку. Число повторов зависит от толщины стенок трубопроводов.
- Полуавтоматы подходят для финишной сварки, используются с флюсами или защитной газовой средой.
Монтаж внутридомовых трубопроводов осуществляется обычно газовой сваркой, очень редко – электросваркой.
Каждая технология обладает своими достоинствами и недостатками. Какой сваркой варить газовые трубы, зависит от материала трубопровода, а также от доступа к трубам на монтируемых участках газопровода.
Общая схема сварки газовых труб
Работы по монтажу трубопроводов выполняются в соответствии со сварочными схемами, входящими в комплект технической документации. Схемы рисуют в виде эскизов без соблюдения масштаба.

На схеме обозначают поворотные и неповоротные сварные стыки. Проще сваривать поворотные, т. к. специалист может работать с ними в любом удобном для него положении. Кроме того, они менее подвержены появлению дефектов.
На схеме каждому стыку присваивают номер, а также отмечают необходимые виды контроля работ, вносят сведения о классе или группе трубопровода.
В сводную таблицу вносят следующие данные о сварных соединениях:
- количество стыков;
- параметры стыков;
- способы контроля качества сварочных работ.
Допускается выполнение схем в аксонометрической проекции. Документ должен содержать подписи руководителя и исполнителей. Схема – своего рода руководство по правильной сварке газовых труб, включающее процесс планирования работы и контроль по ее завершению.
Принцип электродуговой сварки газовых труб
Электросварка газовых трубопроводов начинается с подготовки кромок:
- кромки выравниваются болгаркой под прямым углом;
- заусенцы обрабатываются напильником;
- кромки толще 3 мм разделываются под углом до 60°;
- стыки очищаются от грязи и ржавчины, обезжириваются.

Прежде чем выполнять сварку газовых труб электросваркой, нужно в нескольких местах прихватить заготовки плавящимися электродами:
- стенки толщиной до 3 мм – свариваются за один подход;
- толщиной до 6 мм – в два подхода;
- толще 6 мм – в три и более.
Поворотные стыки сваривают с помощью специальных вращателей за один подход. Если доступ к трубопроводу затруднен, то шов заваривают фрагментарно, пока весь стык не заполнится расплавленным металлом. Последний слой сваривают полностью, стыки соединяют внахлест.
Метод сварки MIG/MAG газовых труб
При сварке газовых труб по технологии Metal Inert/Active Gas соединение выполняется в защитной газовой среде. Так работают с заготовками из углеродистых сталей. В свариваемую зону подается присадочная проволока, плавящаяся под воздействием электрической дуги.

Благодаря защитной газовой среде обрабатываемый металл не окисляется. В инверторных полуавтоматических аппаратах присадочная проволока используется в качестве электрода. Для регулировки подачи газа используется редуктор или расходомерное устройство.
Сварку газовых труб выполняют следующими способами:
- ручным, при котором сварщик сам подает присадочную проволоку в сварочную зону (наиболее простой и дешевый способ);
- полуавтоматическим, при котором для подачи присадки используется пистолет, скорость подачи можно регулировать (чтобы работать с инверторным оборудованием, нужен определенный опыт, умение контролировать получаемый сварочный шов);
- автоматическим, в этом случае присадочная проволока подается с одинаковой скоростью (наиболее дорогостоящий способ).
Защитная среда формируется за счет углекислого газа со средним расходом 15 л/час при работе с тонкостенными трубами. Выбор присадок зависит от материала, из которого изготовлены газовые трубопроводы.
Аргонодуговой способ сварки газовых труб
Сварка газовых труб по технологии TIG (Tungsten Insert Gas) выполняется с помощью тугоплавких вольфрамовых электродов.
Электрическая дуга:
- расплавляет кромки стыков (при соединении тонкостенных труб и металлопроката);
- плавит присадочную проволоку.
Магистральные трубопроводы свариваются с помощью выпрямителей или инверторов. Работы выполняются в защитной среде, образующейся в результате ионизации аргона при обратной полярности.
При работе нужно учитывать ряд особенностей:
Для работы необходим ток силой от 150 до 500 А в зависимости от материала и толщины заготовки. Диаметр электрода выбирают в соответствии с силой тока.
Преимущества и недостатки разных методов сварки газовых труб
К достоинствам аргонной сварки газовых труб относят:
- получение высококачественного и надежного шва;
- долговечность сварного соединения;
- возможность использования для работы с трубопроводами из нержавеющей стали и титана.
Среди недостатков:
- необходимость специальной подготовки;
- не все оборудование может работать в режимах DC и AC/DC.
Преимущества технологии MIG/MAG для сварки газовых труб:
- высокая производительность;
- небольшое количество дыма;
- простая автоматизация сварочного процесса;
- отсутствие шлака.
Недостатки заключаются в сложности работ на открытом воздухе и неудобствах, вызванных использованием газового баллона.
Плюсы технологии полуавтоматической сварки газовых труб:
- надежные и качественные соединения;
- подходит для работы с металлами разной толщины;
- позволяет работать в разных положениях;
- невысокая стоимость при использовании активных защитных газов.
Достоинства стыковой сварки газовых ПНД труб:
- невысокая стоимость работ;
- большая скорость;
- простота монтажа;
- возможность работы с трубопроводами большого диаметра (до 1 200 мм).
Газовая сварка труб
В процессе газовой сварки металл плавится под воздействием пламени. Технология подходит для работы с заготовками, толщина стенок которых превышает 3,5 мм. Ацетилен и другие горючие газы нагреваются до +3 000 °С. При работе с тонкостенными трубами нужны защитные флюсы, предотвращающие прожоги металла.
В сварочную зону присадку подают перед горелкой. Плавясь, она образует сварную ванну и формирует шов. Наплавочный валик создают, перемещая пламя горелки. Для того чтобы получить прочное качественное соединение, необходимо равномерно прогреть стенки и присадочную проволоку, не допуская непроваров и утечки газа.
При затрудненном доступе к стыку трубы соединяют операционным швом. В доступных местах используют поворотные соединения. При монтаже внахлест труб разного диаметра место соединения обрабатывают несколько раз, образуя сглаживающий слой. Сварные швы, получаемые в результате газовой сварки, более низкого качества, чем соединения, полученные в результате применения технологии MIG/MAG или TIG. Начинающие сварщики могут прожечь металл или, напротив, оставить непроваренные участки.
Сварка полиэтиленовых газовых труб встык
Для сварки полиэтиленовых газовых труб используют аппараты с ЧПУ, механическое или гидравлическое оборудование. Параметры сварных работ (температура, время нагрева и пр.) выбирается в соответствии с прилагаемыми к аппаратуре таблицами и зависит от толщины стенок и диаметра заготовки.

Стыковая сварка газовых труб из полиэтилена выполняется в несколько этапов:
- заготовки помещают в сварочный аппарат;
- между ними устанавливают горячую плиту;
- торцы труб с усилием прижимают к плите;
- за счет воздействия горячей плиты полиэтилен, из которого изготовлены трубы, начинает плавиться;
- давление на трубы уменьшают, а их торцы нагревают;
- плиту убирают;
- заготовки соединяют под небольшим давлением.
После того как трубопровод остынет, его можно использовать. В результате образуется качественный шов, выдерживающий давление до 4,5 МПа.
Нюансы выполнения работ по сварке газовых труб в квартире
Сварку газовых труб большого диаметра в частном доме выполняют ручным электродуговым или полуавтоматическим способами. Для повышения надежности трубопровода на стыках труб разного диаметра используются переходники.
Прежде чем приступить к сварочным работам, перекрывают газ. При необходимости участок трубопровода демонтируют резаком. Если нужно перенести трубу, на стык устанавливают металлическую заглушку.
Работы проводятся в следующем порядке:
- трубу продувают для удаления остатков природного газа;
- демонтируют заменяемый участок трубопровода;
- зачищают и обезжиривают кромки стыка;
- по окончании сварных работ заполняют трубу;
- проверяют герметичность стыков (шов обрабатывают мыльным составом, появление на нем пузырьков говорит о негерметичности).
Самостоятельно монтировать и демонтировать газоходы запрещено.
Магистральную разводку газового трубопровода можно выполнять после получения разрешения газовой службы и разработки и утверждения проектной документации. В обязательном порядке должны быть врезаны краны для перекрывания подачи газа.
Техника безопасности при сварке газовых труб
Самостоятельно переносить газовые трубы в квартирах запрещено, для этого необходимо обратиться в газовую службу.

Во время сварочных работ металл окисляется, пары окисления остаются в воздухе. Неправильное обращение с ацетиленом и горелкой может вызвать взрыв. Также могут воспламениться клапаны кислородных редукторов, если, например, резко открыть баллон. Опасность представляет взрыв находящегося под давлением кислородного баллона.
Видимые и инфракрасные лучи, вырабатываемые в процессе газовой сварки, оказывают вредное воздействие на зрение. Работы нельзя выполнять рядом с легковоспламеняющимися и огнеопасными материалами. Сваривать трубопроводы можно только в хорошо проветриваемом помещении.
До подачи газа проверяется герметичность всех соединений. Чтобы работы были безопасными, а результат – качественным, следует обращаться к специалистам.
Читайте также: