Сварка труб под углом 90 градусов
Обновлено: 20.09.2024

Сварка труб под углом имеет свои нюансы. Она несколько сложнее, чем другие способы соединения элементов конструкции. Чтобы хорошо выполнить такую работу, специалист должен обладать определенными знаниями и опытом.
С другой стороны, благодаря подобной сварке отпадает нужда в использовании разного рода отводов, тройников и крестовин для сборки системы труб. И данную возможность сэкономить упускать просто-напросто неразумно.
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.

Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Какими электродами лучше варить профильную трубу 1.5 — 3 мм.
Сварочные электроды лучше использовать с рутиловым или основным покрытием. Для начинающих, по нашему мнению, лучшими являются электроды ОК-46, ОЗС-12, МР-3, имеющие в составе обмазки рутил. Он обеспечивает легкий поджег и устойчивое горение дуги. Для того чтобы правильно сварить конструкцию необходимо уделить особое внимание сборке.
Сборку конструкций в большинстве случаев производят на прихватках. Прихватки ставим по краям соединяемых деталей. После выполнения прихваток настраиваем сварочный ток на пробной детали. Для различных марок электродов эти параметры разнятся. На упаковке с электродами заводом изготовителем даются общие рекомендации их и применяем, выставляем значения силы тока.
Профильную трубу можно сваривать между собой как встык, в нахлест, так и под углом 90 градусов. Выполняя процесс на пробной детали, меняем параметр силы тока добиваясь оптимальной геометрии шва. Металл не должен прожигается, а сварочная дуга должна устойчиво гореть и легко возбуждаться. К примеру, для электродов МР-3 диаметром 2,5 – 3 мм. Можно использовать сварочный ток в районе 75-80 А.
Режимы сварки, силу сварочного тока и размеры соединений нужно брать из техкарты. Если Вам необходимы техкарты, то можете написать нам, в форме обратной связи которая находится в самом низу страницы. Мы отправим Вам на вашу почту техкарты конкретно для вашего случая.
Чем меньше диаметр электрода, тем меньше сила тока, а следовательно изделие будет меньше греться. Рекомендуется при сварке тонких изделий использовать электроды как можно тоньше, для того чтобы не прожигать металл.
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.











Приспособления, помогающие сварить детали под углом
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.

Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
Полезные советы
Качество соединения зависит от соблюдения технологии. Необходимо учитывать особенности подготовки поверхности: ее необходимо обезжирить, зачистить, проверить ровность кромки, со стенок свыше 4 мм для дуговой предварительно снимают фаску. При газовой горелку не держат в определённом положении, а раскачивают.
Как сварить профильную трубу под 90 градусов
Для правильного распределения нагрузки при монтаже конструкции делается расчет сварки углом по специальным формулам. Чаще при монтаже делается соединение под 90°.
Как правильно варить профиль под прямым углом:
- Нужна ровная поверхность, на ней укладывают фрагменты конструкции.
- Затем правильно делаются срезы, для точности используют магнитные угольники, косынки.
- После подготовки поверхности узел фиксируется.
- Прихватывается в нескольких точках, только после этого делается основной шов.
Как варить тонкие трубы
Важно понимать, что нужно делать, чтобы не прожечь трубу:
- не использовать газовый метод;
- при дуговой сварке правильно выбирать электроды;
- сила тока для сваривания тонкостенных профилей не должна быть выше 60 А;
- удобно применять технику отрыва – делать точечный шов;
- «вкладыши» обеспечивают ровного стыковое скрепление без прожогов.
Сварка встык
Для прочного соединения сначала рекомендуют в нескольких местах прихватить профиль. Обварка тонких стенок делается однократным проходом, толстые проходят электродом многократно.
3 способа сварить профиль под прямым углом
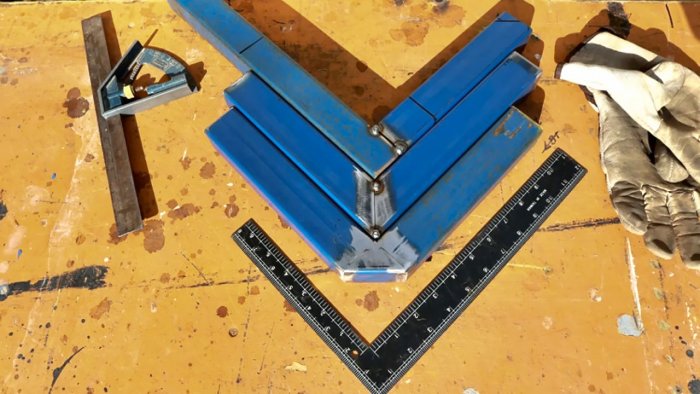
Для каждой сооружаемой конструкции из квадратных труб необходимо применять свое соединение под углом 90 градусов. Где-то важна простота и скорость выполненной работы, а где-то надежность и долговечность.
Три способа соединить квадратные трубы под углом 90 градусов
Предлагаю рассмотреть три разных способа соединения профиля под прямым углом, под разные нужды от простого к сложному.
Первый способ
Это самый простой способ соединения прямым углом. Для этого трубы просто приваривают к друг другу в стык. Предварительно зачищаются края.

Данный метод обладает главным достоинством, таким как простота и подходит в основном для быстро сооружаемых конструкций на непродолжительное время.
Хотя недостатков у него больше чем достоинств: края труб должны быть идеально ровными, иначе не о каких 90 градусах говорить не приходится. Далее, конец одной трубы остается открытый и незащищенный от погодных условий.
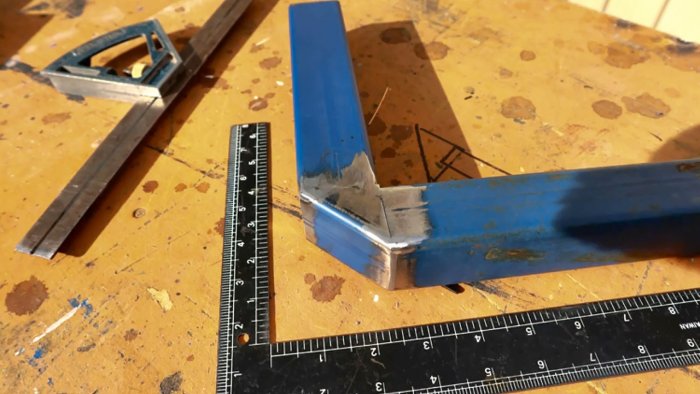
Второй способ
Второй и самый распространенный способ - это сварка под 45 градусов обеих труб.
На каждой трубе с помощью разметочного треугольника расчерчиваем линии среза под угол 45 градусов.





Далее обвариваем. Данный метод является оптимальным и самым надежным из всех. Его хорошо использовать при изготовлении одиночных, несущих конструкций.
Из недостатков хочется отметить сложность всех расчетов и подгонов в точных узлах.
Третий способ
Переходим к последнему и самому сложному, на первый взгляд, соединению труб по 90 градусов: сварка с вставкой.
Предварительно, из трубы того же диаметра, что и свариваемые трубы необходимо сделать вставку. Для этого на профиле проводим линию под 45 градусов.






Данный способ хорош при производстве сложных конструкций с большим количеством углов. Достаточно напилить необходимое количество данных вставок и приступать к сборке.
Также это соединение обладает плавным углом, бывают случаи где это необходимо.
Смотрите видео
Как разметить трубу для точной обрезки под сварку колена 90 градусов

При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.



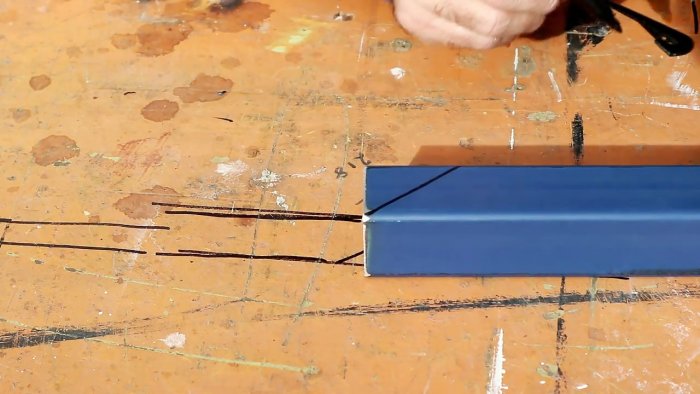
В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
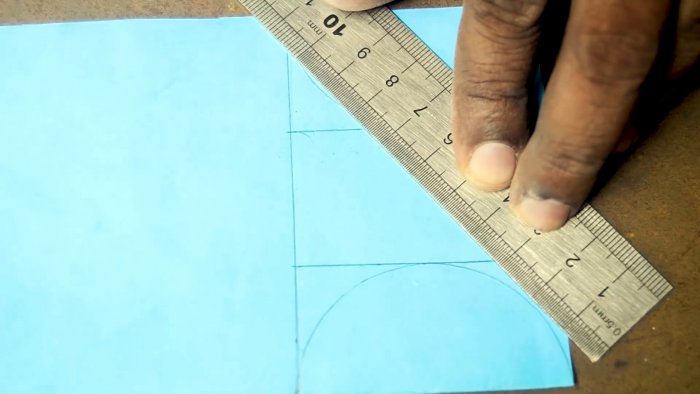

В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.






Смотрите видео
Как варить трубы под любым углом

Как варить трубы под разным углом в 45 и 90 градусов
Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.

Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.

Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.

Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.

Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Читайте также: