Сварка труб разного диаметра встык
Обновлено: 17.05.2024
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм,
где dэ - диаметр электрода.
Оканчивают шов в нижнем положении.

Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов - «замковое» соединение - зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».

Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.

Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.

При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке.
Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов.
Сварка неповоротного горизонтального стыка
Сварка с формированием стабильного проплавления ведется электродом диаметром 3 мм. Сварочный ток выбирают в зависимости от толщины основного металла, зазора между кромками и толщины притупления. Наклон электрода составляет 80-90° к вертикали. При сварке «углом назад» наклон обеспечивает максимальное проплавление, а «углом вперед» - минимальное.

При недостаточном проплавлении длину дуги следует держать короткой, а при нормальном проплавлении - средней.
Корневой шов лучше выполнясь с минимальными размерами сварочной ванны, чтобы не было подрезов и наплывов с обратной стороны шва
Второй валик формируют так, чтобы расплавлять первый корневой шов и обе кромки трубы. Сварочный ток устанавливают в среднем диапазоне. Наклон электрода - такой же, как при сварке первою корневою шва. Сварку ведут «углом назад». Скорость выбирают такой, чтобы внешний вид валика был нормальным (не выпуклым и не вогнутым).

Третий валик лучше выполнять на повышенных режимах. Сварку ведут иод прямым углом или «углом назад». Скорость выбирают такой, чтобы валик был выпуклым, с полочкой для удержания металла ванны последующего валика. Траектория дуги должна совпадать с краем второго валика.
Четвертый валик - горизонтальный. Его выполняют на тех же режимах, что и третий. Электрод наклоняют под углом 80-90° к вертикальной поверхности трубы. Скорость сварки поддерживают такой, чтобы расплавлялись верхняя кромка разделки, поверхность второго валика и вершина третьего валика. Внешний вид четвертого валика должен быть нормальным.
«Замковые» соединения сваривают с плавным увеличением размера шва в начале и уменьшением на конечном участке, «набегающим» на начало шва на 20-30 мм.
Многопроходную сварку труб рекомендуется вести по спирали. Тогда получается меньше «замковых» соединений.

Сварку лицевого слоя надо выполнять электродами того же диаметра, какие использовались при заполнении разделки, но не более 4 мм. Последний верхний валик укладывают на более высокой скорости, чтобы он оказался узким и плоским.
Как ровно сварить трубы с разным диаметром
При необходимости надежно и герметично сварить трубы разного диаметра можно воспользоваться старым проверенным способом с сужением торца большей из них. Полученное в результате соединение будет не только надежным, но и красивым.

Что потребуется:
Процесс сварки труб


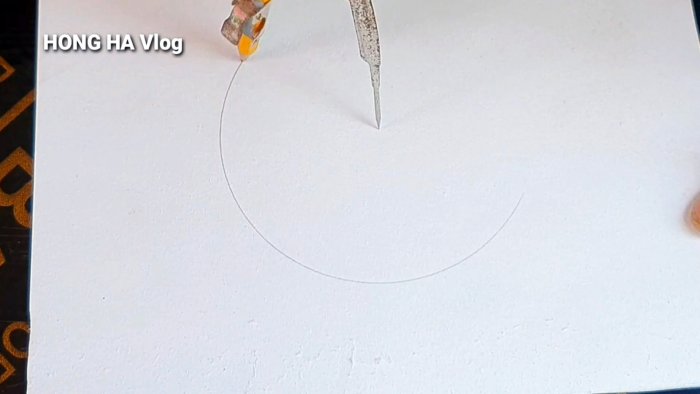
После этого необходимо разделить окружность большей из них на 8 равных частей. Это удобно сделать, расчертив на бумаге круг такого де диаметра, и перенести разметку из него на трубу.
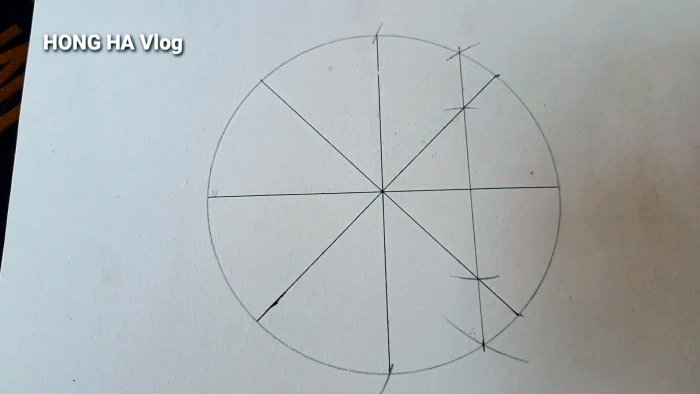

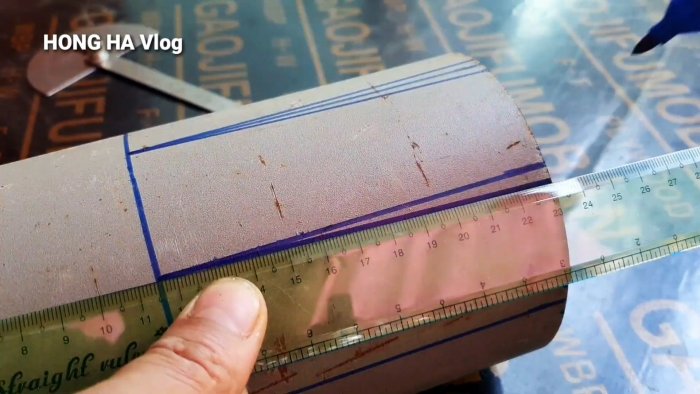
Далее необходимо расчертить клинья, вырезав которые можно сузить край до диаметра меньшей трубы. Для этого нужно сделать расчет по формуле (d1-d2)/8.
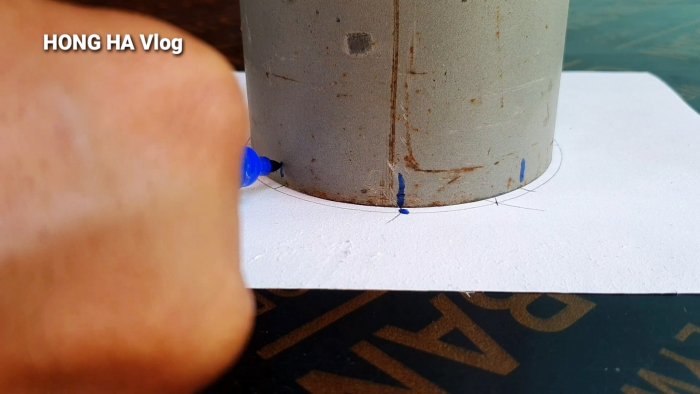
Полученное значение делится пополам. От каждой продольной полосы нужно отступить влево и вправо на полученное расстояние и поставить метки.
Теперь обмотав края урезанной трубы растянутой резиновой лентой, можно ее равномерно ужать до требуемого диаметра.




Смотрите видео
Способы сварки труб

Существуют различные способы сварки труб, которые выбираются в зависимости от параметров трубопровода, материала его изготовления, условий проведения работ и т. д. В конечном счете, все это должно обеспечивать качественное соединение, полностью соответствующее условиям эксплуатации трубы.
В связи с этим необходимо понимать особенности технологий, чтобы не допустить ошибок, на устранение которых придется потратить много сил и времени. В нашей статье мы расскажем, как сваривают различные трубы между собой, что нужно сделать на этапе подготовки, какие выбрать расходные материалы и как выполнять сложные швы.
Подготовка труб к сварке
Независимо от того, какой способ сварки труб будет применяться, перед началом работ нужно проверить, соответствуют ли трубы и детали трубопровода официальным нормативным требованиям. Концы деталей и труб должны быть соответствующей формы, подходящей для конкретного процесса сварки.
Именно поэтому подготовительные работы перед сваркой – это чаще всего механическая обработка кромок.

Если трубы небольшого диаметра, можно использовать торцеватели, труборезы или фаскосниматели, но если диаметр превышает 520 мм, то для обработки их кромок необходимы уже орбитальные фрезерные машины или шлифмашинки.
Иногда для кромок может потребоваться термическая обработка. Это может быть воздушно-плазменная или газокислородная резка.
Рекомендовано перед началом работ хорошо очистить внутренние поверхности труб от грязи и влаги, а кромки зачистить до блеска.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В отдельных случаях можно сваривать трубы с разной толщиной стенок, но при этом нужно помнить о существующих ограничениях.
Если в трубопровод будут включаться дополнительные элементы, которые имеют отличия по толщине стенок, то нужно устанавливать переходники заводского изготовления, имеющие промежуточную толщину.

3 вида сварки труб
Электросварка
Это самый популярный способ сварки труб сегодня. А вот несколько лет назад лучшим вариантом считалось использование газовой горелки. Электросварка имеет невысокую стоимость и проста в исполнении – этим и объясняется ее популярность. По-другому ее еще называют контактной или дуговой. С точки зрения типа прилагаемых усилий она относится к дуговой группе термомеханических работ.
Холодная сварка
Метод холодной сварки четко регламентирован и применяется, когда нужно получить герметичные неразъемные соединения. При данном способе свариваемые детали не нагреваются, а стыковка осуществляется через деформацию, то есть холодная сварка происходит за счет давления на детали. Происходит разрушение оксидного слоя и соединение в результате диффузии атомов.
Газовая сварка
Разные виды труб когда-то соединялись таким способом, но в настоящее время газовая горелка устарела, хотя по-прежнему с ее помощью можно надежно смонтировать коммуникации. Используют специальные виды газовых горелок, которые могут нагреть предмет до очень высокой температуры.
Виды свариваемых труб
Выбирая способ сварки медных труб, нужно учитывать их назначение, герметичность шва и прочие характеристики. Всего используют три вида сварки: контактную, газовую и электродуговую.
Самый популярный и перспективный метод – электродуговая сварка с неплавящимся электродом из вольфрама и присадочным компонентом в виде проволоки, имеющей в составе раскислители.
Азот используется в качестве защитного газа, тогда сварка становится дешевле.
Но при сваривании тонкостенных изделий рекомендуется использовать аргон.
Сварка стальных труб
И в производстве, и в быту наиболее популярна сварка стальных труб. Очень многое зависит от квалификации мастера. А в качестве сварочного оборудования обычно используют газосварки, электросварки и полуавтоматы.
Как уже упоминалось выше, перед тем как приступить к сварке, проводится тщательная очистка кромок от окислов и загрязнений. Далее снимается фаска, чтобы получить V-образную площадь. Именно благодаря ей шов будет герметичным и прочным.
При использовании газовой горелки одного шва достаточно. Чтобы не случилось «непровара», окончание шва слегка накладывают на начало. При этом присадочный материал должен быть одного сорта с металлом свариваемого изделия.
Полуавтоматическая и электросварка сегодня самые распространенные виды сварочных работ. В любом случае сначала следует процесс подготовки труб. И уже потом соединяемые части центрируются и прихватываются равномерно в нескольких точках, обычно трех-четырех.
Первый шов чаще всего делается «тройкой», заполняя фаску на две трети по высоте. После того как шов проверен и очищен от шлака, электрод меняется на «четверку» и выполняется дополнительный шов.
Сварка оцинкованных труб
Оцинкованные трубы варят по специальной технологии, чтобы не нарушить цинковое покрытие. Чтобы оно не выгорало, на место стыка наносится флюс. Под его слоем цинк сначала нагревается до вязко-жидкой консистенции, а затем плавится, не испаряясь и не выгорая. Этот метод хорошо защищает изделие от коррозии в местах сварки.
Работая с оцинкованным изделием, необходимо, чтобы вентиляция была хорошей, так как от паров цинка сварщик может получить легочное заболевание или даже задохнуться.
Выбор электродов для сварки стальных труб
При планировании сварки стальных труб рекомендуется обратить внимание на качество расходных материалов, они должны быть проверены временем. Это важно, так как от электродов, которые вы выберете, будет многое зависеть при сварке.
Вот несколько моделей электродов, которые по оценкам экспертов можно считать лучшими:
- Электроды УОНИ – позволяют сделать довольно качественный сварочный шов, но при этом им необходима стабильная дуга и невысокая скорость самой сварки. Такие электроды подойдут как профессионалам, так и новичкам, поскольку качество сварки здесь очень достойное.
- Электроды АНО-21 и 24 – эта модель электродов работает на переменном токе. Они пользуются большой популярностью в бытовой сварке, так как могут варить конструкции различного рода, при этом имеют привлекательную стоимость и обеспечивают хороший и качественный сварочный шов.
- Электроды МР-3 – можно назвать лучшим вариантом для сварки стальных труб.
- Электроды LB-52U – японского производства, неплохо проявили себя в сварке металлических трубопроводов и конструкций. Они обеспечивают стабильность дуги, а само сварочное соединение получается прочным и красивым.
В любом случае ясно одно: качественная сварка металлических труб зависит не только от качества используемых материалов, но, как ни банально это звучит, от умения и опыта самого мастера-сварщика.
Основные способы сварки труб
Тот или иной способ сварки труб используется в зависимости от материала, из которого они изготовлены, а также от дальнейшего их применения. При этом практически всегда в сварочных работах используется переменный электрический ток. Это имеет экономическую целесообразность и обоснованность, так как прочие виды электроэнергии могут быть слишком невыгодны с точки зрения финансовых затрат. Сварные соединения – это определенное количество элементов, которые соединяются между собой сварными швами.
Как правило, используют такие виды соединений:
Существует правило для заготовок с толщиной стенок более 3 мм: нужно разделывать их кромки. Стыковой угол раскрытия варьируется от 60°до 70°. С торцов детали удаляют фаски, причем способ их удаления может быть механическим либо каким-то другим.

Стыковой способ сварки труб – самый распространенный, поскольку не позволяет стыкам деформироваться во время обработки. Кроме того, подобные соединения имеют самое маленькое внутреннее напряжение, в отличие от других видов. Поэтому такие изделия будут показывать свою прочность как при динамических, так и при статических нагрузках. В них имеются также угловые сечения, которые бывают:
- одинарными (если труба имеет диаметр до 500 мм);
- двойными (если труба имеет диаметр свыше 600 мм).
Разновидностью стыкового соединения является сварка труб углового типа. Используется, когда необходимо соединить трубу с каким-то элементом или с такой же трубой под заданным углом. Сварочные работы при этом соответственно будут выполняться:
Качественные характеристики такого соединения высоки, хотя прочность этого типа сварки будет чуть меньше, чем стыкового.
Такой тип сварки труб, как «внахлест», применяется в основном при работе с отдельными элементами или даже трубами из пластика, поскольку соединение металлических заготовок очень ненадежно.
Сварка поворотных и неповоротных стыков труб
Правила для сварки поворотных стыков или труб большого диаметра следующие:
- В зависимости от толщины изделия скорость его поворота должна быть равна скорости, с которой ведется проводник. Соответственно, чем толще заготовка, тем дольше она сваривается.
- Идеальное положение для сварочной ванны – 30° от верхней точки.
- Если имеются участки, где заготовку можно повернуть на 180°, следует проводить работы в несколько этапов. Первый – две верхние четверти диаметра трубы свариваются в два приема, обязательно навстречу друг другу в один либо два слоя. На втором этапе изделие переворачивают и доваривают оставшийся стык. И, наконец, деталь снова поворачивают на 180°, и на этом этапе шов доваривается до конца.
- В два этапа провариваются вертикальные стыки. Весь периметр места соединения нужно зрительно разделить на два участка с помощью вертикальной прямой линии. Несмотря на то, что участков два, они имеют три положения: горизонтальное, потолочное и нижнее. Горизонтальное находится между потолочным и нижним (20° от верхней точки заготовки). А потолочный участок занимает около 20° от самой нижней точки изделия. Работа начинается строго с потолочного положения, и электрод постепенно уводится к нижнему. Каждый из участков нужно обрабатывать короткими дугами, которые можно рассчитать по формуле: D(эл) / 2.
- Стыки по горизонтали следует сваривать углом назад. Электрод нужно расположить на 80° по отношению к оси. Все работы выполняются на средней дуге, что одинаково подходит и для сварки труб малого диаметра, и большого.
- Изначально обработка производится в потолочном положении, постепенно увеличивается толщина шва, при этом само шовное соединение у толстостенных заготовок должно быть максимально ровным.
- Следующий этап обработки происходит в полувертикальном положении.
- Электродом создается горизонтальная площадка.
- На завершающем этапе работы следует проводить в нижнем положении, таким образом, можно использовать электроды толщиной до 5 мм.
- цветные металлы;
- чугун;
- нержавеющую сталь.
- технологическими;
- магистральными;
- промышленными;
- трубопроводами газоснабжения;
- водяными;
- канализационными.
- Механическим, при котором результат достигается за счет трения.
- Термическим, в процессе которого материалы плавятся (газовая, плазменная, электродуговая сварка).
- Термомеханическим, который выполняется стыковым контактным способом с помощью магнитоуправляемой дуги.
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.
- встык – при этом элементы трубопровода располагаются друг напротив друга;
- в тавр – в этом случае отрезки трубы располагаются перпендикулярно друг другу (в форме буквы «Т»);
- внахлест – такой способ подразумевает развальцовку одной из труб, позволяющую надеть ее на другую;
- угловым способом, при котором элементы располагают под углом 45° или 90° относительно друг друга.
- горизонтальные (при вертикальном расположении элементов трубопровода);
- вертикальные (если трубы расположены вертикально);
- потолочные (с размещением электрода над головой сварщика, в нижней части заготовки);
- нижние (для этого приходится наклоняться).
- Электрод во время сварных работ должен располагаться под углом в 45° или немного меньше. Это позволит уменьшить количество расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык потребуются 2-3-миллиметровые электроды. Качественное сварное соединение получится при силе тока, варьирующейся от 80 до 110 ампер.
- Чтобы получить надежное соединение внахлест, потребуется повысить силу тока до 120 ампер, расходные материалы (электроды) подойдут также 2-3-миллиметровые.
- Сварочный шов должен на 3 мм возвышаться под поверхностью свариваемой заготовки, после этого можно говорить о завершении работы.
- соблюдать геометрические размеры;
- иметь сертификат качества, особенно если предстоит монтаж трубопровода для подачи питьевой воды;
- чтобы труба была идеально круглой формы, так как дефекты, приплюснутое или овальное сечение заготовки не допустимы;
- контролировать толщину стенок на всей протяженности трубы – она должна быть одинаковой;
- химического состава детали должен соответствовать требованиям ГОСТа – эта информация содержится в технической документации или выясняется в процессе лабораторных исследований.
- проверить ровность среза на торце трубы, он должен составлять 90°;
- тщательно очистить свариваемый торец заготовки и 10-миллиметровую область вокруг него, пока не появится металлический блеск;
- удалить остатки масел, ржавчины, лакокрасочного покрытия с поверхности трубы, обезжирить торцы элемента.
- безотрывно (если есть возможность вращения деталей);
- с отрывом, начиная снизу, если труба расположена неудобно и нет возможности ее вращать.
- Прежде чем приступить непосредственно к работе, необходимо занять устойчивое положение, позаботиться о хорошем освещении пространства.
- Зажечь дугу, при необходимости увеличив силу тока.
- Поместить электрод в начало сварочного шва, сформировать сварочную ванну, удерживая постоянно зазор дуги.
- Достаточно большая сила тока приведет к тому, что частицы расправленного металла будут следовать за теплом.
- электрические провода и детали сварочного аппарата должны быть изолированными;
- корпус сварочного оборудования и дополнительные приборы должны быть заземлены;
- надевать можно только абсолютно сухую спецодежду и рукавицы;
- для дополнительной изоляции необходимо использовать галоши или резиновый коврик (для небольшого помещения);
- обязательно обезопасить глаза и лицо, надев защитный щиток.

Не секрет, что неповоротные стыки сваривать гораздо сложнее. По этой причине при ручной дуговой сварке следует придерживаться определенной технологии:
Если неукоснительно следовать всем перечисленным правилам, шов получится ровным и красивым, и, разумеется, прочным и герметичным.
Сварка толстостенных труб и на просвет
Технология сварки толстостенных труб
Если заготовка имеет толщину свыше 20 мм, необходимо обратиться к технологии работ с толстостенными трубами. С помощью этого способа сварки труб можно усилить прочность шва на 10–15 %. Как правило, подобной обработкой занимаются два сварщика. Один формирует шов, а другой отвечает за толщину слоя.
Рекомендуем статьи
Такие работы выполняются следующим способом:
Сварка труб на просвет
Первым делать обрабатывать следует прихват трубы, поскольку благодаря этому не возникнет корневой деформации. Количество точек прихвата рассчитывается в зависимости от размера детали. Но прихват нужно выполнить таким образом, чтобы детали не сходились в местах стыка.
После этого производится зачистка всех мест соединения. Если будут обнаружены дефекты, полученные в результате сварки на просвет, например, трещины, их необходимо удалить. Только окончив зачистку, можно приступать к заполнению шва. Хотя данная операция считается абсолютно несложной, все же иногда, чтобы заполнить стык, необходимо до 30 % корня.

При проведении работ рекомендовано оставить для дальнейшей облицовки углубление примерно в 1,5 мм. Тогда материал сформирует качественный шов, заполнив собой эту выемку. На данном этапе сварки труб нужно обратить внимание на два нюанса: шов заполняется под рассчитанным рабочим углом, а в работе используется короткая дуга.
В конце хочется напомнить еще раз, что процесс сваривания труб и сама технология определяются множеством факторов, которые нужно учитывать, занимаясь сварочными работами. Одним из главных технологических требований является непрерывность шва при любом способе сварки труб. То есть он должен замкнуться именно в том месте, где начался. Только в этом случае можно получить герметичное, прочное и надежное соединение.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Правильная сварка труб

Правильная сварка труб – это настоящее искусство, которое позволяет создать долговечный водопровод. Зачастую в домашнем хозяйстве применяются недорогие и легкие пластиковые трубы или удобные в монтаже профиля. Однако эти варианты не всегда целесообразны.
Чтобы водопровод служил долго, важно правильно организовать весь процесс работы: начиная от выбора электрода и заканчивая технологией сварки.
Виды водопроводов и правильная сварка труб

Для перемещения различных материалов и жидкостей используются разнообразные трубопроводы. В зависимости от предназначения они могут быть:
Трубопроводы изготавливают из керамики, пластика, бетона и металлов.
Правильная сварка труб осуществляется одним из следующих способов:
Типы сварки можно классифицировать по различным основаниям. Прежде чем приступить к обработке труб, следует выбрать наиболее подходящий способ. Теоретически любой из них подойдет для работы с трубами разного диаметра. Сваривать трубопроводы можно за счет давления (газопрессовая, холодная, ультразвуковая и контактная сварка) или плавления (электродуговая и газовая). Чаще всего для правильной сварки стыков труб используют ручной или механизированный электродуговой метод.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
По типу внешнего покрытия электроды делятся на следующие группы:

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Рекомендуем статьи по металлообработке
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
В процессе правильной сварки труб получают следующие разновидности швов:

При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком. Далее формируют сварочный шов по всему периметру заготовки.
Предварительные работы для правильной сварки труб
До того, как приступить к правильной сварке пластиковых и металлических труб круглого сечения, необходимо предварительно обработать стыки и уточнить ряд нюансов. В первую очередь, диагностируют соответствие трубы определенным техническим характеристикам, которые предъявляются к монтируемой системе, в частности, к водопроводу.
Необходимо:

После этого можно начинать подготовку труб к стыковке и сварке.
В процессе подготовки необходимо выполнить следующие действия:
Кроме того, следует проследить за тем, чтобы торец имел правильную конфигурацию. Угол раскрытия кромки должен быть равным 65°, показатель притупления – 2 мм. Получить нужные параметры можно за счет дополнительной обработки.
Для этого используют фаскосниматели, торцеватели или шлифовальную машинку. Профессионалы, которые умеют правильно варить трубы большого диаметра, отдают предпочтением фрезерным станкам или газовым и плазменным резакам.
Правильная сварка труб: пошаговый алгоритм

При электросварке прочное соединение заготовок осуществляется за счет термического процесса. При этом качество шва будет выше, чем при газовой сварке.
Если трубы располагаются в доступном месте и их можно вращать, то необходимо соединить два элемента трубопровода встык одной или тремя точками электросварки, после чего продолжить сваривать заготовки:
Сварочные работы выполняются в два подхода. Первоначально делается первый шов («корень»), закрывающий 2-3 мм стыка заготовок, после чего удаляются появившиеся наплывы и окалины. Затем формируется второй шов, который также зачищается.
Алгоритм правильной сварки труб выглядит следующим образом:
Движения должны быть выверенными и осторожными, так как слишком большая сила тока приведет к тому, что металл слишком сильно расплавится, начнет пузыриться и не получится сформировать сварочный шов.
Качеству сварки следует уделять внимание в процессе обработки заготовок, следя за равномерностью заполнения сварочной ванны.
Со временем можно научиться выполнять правильную сварку труб и формировать качественные швы, однако проще будет тем, кто раньше наблюдал за работами со стороны или был помощником сварщика.
Техника безопасности при сварке труб
В процессе электротехнических работ, в том числе при сварке труб, необходимо обязательно соблюдать требования техники безопасности. Их нарушение грозит различными травмами, например, термическим ожогом кожи или сетчатки глаз из-за вспышки дуги, ударом электрическим током и т. д.
Чтобы избежать неприятностей, стоит до начала работы обратить внимание на следующее:
Следуя изложенной в статье информации, можно самостоятельно научиться правильной сварке труб на электрическом оборудовании. Однако добиться успеха без практических навыков невозможно. Используя наши рекомендации, можно начинать практиковаться в сварочных работах и со временем получить достойные результаты сварки металлических трубопроводов.
Читайте также: