Сварка труб в раструб
Обновлено: 20.09.2024
Трубы из полипропилена (точнее, рандом-сополимера пропилена, или PP-R) очень популярны для монтажа водопровода (горячее и холоденое водоснабжение внутри зданий) и систем отопления. Такие трубы соединяются методом «сварки нагретым инструментом в раструб».
Популярное название метода – «раструбная» сварка полипропиленовых труб, или сварка «в раструб» (или, как в старых нормативах, слитно «враструб»). Поскольку прямое соединение двух труб производится с помощью фитинга, который называется муфтой, другое популярное название метода – «муфтовая» сварка пластиковых труб.
Популярное название оборудования – «аппарат» для раструбной (муфтовой) сварки полипропиленовых труб. Жаргонно для ручных аппаратов – «паяльник» пластиковых труб. Последнее, хотя и в корне неправильно, но прижилось.
Работоспособная технология сварки враструб в настоящее время (февраль, 2015) регламентирована только немецкими нормами DVS: раструбная сварка полиэтиленовых труб – DVS 2207-1; технология сварки полипропиленовых труб – DVS 2207-11; раструбная сварка труб из ПВДФ – DVS 2207-15. Перечисленные нормы предлагают подробные инструкции по сварке труб, от подготовки до технологических режимов.
И всё, никаких других нормативов. И никаких других материалов. Имеет смысл отдельно сказать о ПВХ. ПВХ – материал жесткий и подверженный термодеструкции при нагреве. Трубы ПВХ малых диаметров склеивают в раструб специальным клеем. В принципе, напорные ПВХ трубы можно сваривать, но только стыковой сваркой. А определение «паяльник для труб ПВХ» рождено и поддерживается людьми, которые не делают разницы между ПП и ПВХ. Ну, не страшно, пусть будет паяльник для труб ПВХ, менеджер продаж понимает, что речь об аппарате для сварки враструб.
В нашей стране разработка и ратификация комплексного нормативного документа по сварке труб нагретым инструментом враструб запланирована на 2016 г. Только пока неизвестно, будет ли это ГОСТ или СТО или пр. Документ в первом приближении уже готов и включает как устройство аппарата и сменного нагретого инструмента для сварки труб враструб, так и инструкцию по сварке полипропиленовых, полиэтиленовых и ПВДФ труб. Режимы сварки представлены в виде таблиц температуры и времени. Документ НЕ включает инструкции по проектированию и монтажу водопровода или системы отопления, это отдельная тема.
Несмотря на отсутствие легитимного описания технологии и оборудования, сварка враструб с давних пор рекомендована для различных трубопроводов некоторыми нормативами РФ:
- (наружное водоснабжение и канализация) предлагает соединять полиэтиленовые трубы и фасонные части с помощью «сварки встык или враструб» (п.3.58. СНиП). В документе нет указания на ограничения метода или хотя бы на его суть. Трубы из других термопластов не упоминаются, и это понятно, поскольку речь в документе идет только о наружных трубопроводах. (монтаж водоснабжения и канализации из полимерных труб) предлагает соединять полиэтиленовые, полипропиленовые и полибутеновые трубы «на сварке враструб» (п.3.3.1 СП). Сварка враструб рекомендуется «для труб наружным диаметром до 110 мм и стенками любой толщины» (п.7.3.2 СП). Стилистическая ошибка в цитате (если кто заметил) – не в счет. Но по поводу стенок любой толщины – ошибка принципиальная. Автор когда-то лично потратил время, подбирая режим сварки труб с тонкой стенкой. Оказалось, что сварка возможна только при быстром нагреве свариваемых поверхностей нагретым инструментом с температурой 280-290ºС. Но при такой температуре любое тефлоновое покрытие нагретого инструмента довольно быстро разрушается. А если температура инструмента 260ºС, оплавление поверхностей занимает больше времени, тогда труба успевает прогреться насквозь и теряет необходимую упругость. Кстати, самой инструкции по сварке или таблицы режимов в СП нет. (ПЭ и ПП нефтепроводы) предлагает соединять ПЭ и ПП трубы «контактной сваркой нагретым инструментом встык или враструб» (п.7.5.3.1. ВСН). Здесь даже приведена технология сварки полипропиленовых труб в виде таблицы времени сварки в зависимости от толщины стенки – время нагрева, технологической паузы и фиксации. И даже приведено вполне современное требование к температуре нагретого инструмента – 260±10°C. ВСН 003-88 – весьма уважаемый документ, хотя бы потому, что это один из первых в СССР (а именно, второй после ОСТ 6-19-505-79) документ, предлагающий внятную и работоспособную технологию стыковой сварки труб. Однако таблица раструбной сварки полипропиленовых труб здесь неработоспособна, хотя бы потому, что предлагает трубы с толщиной стенки менее 3 мм греть в течение 3-8 сек.
Оправданные практикой ограничения на применение сварки враструб предлагают только нормы DVS: диаметры 16-125 мм с ограничением снизу по толщине стенки труб (см. п.2, Табл.1).
На практике технология сварки враструб в подавляющем большинстве случаев применяется при монтаже водопровода и отопления из полипропиленовых труб. И наоборот, при монтаже водопровода и отопления из полипропиленовых труб в подавляющем большинстве случаев используется технологии раструбной (муфтовой) сварки. Таким образом, «технология сварки полипропиленовых труб» и «технология сварки в раструб» - практически синонимы. Это обусловлено набором взаимодополняющих обстоятельств:
- Среди всех методов сварки пластмасс сварка труб враструб – самая простая для выполнения своими руками, в домашних условиях. Ограничений всего два: (1) сварка враструб не работает на тонкостенных трубах; (2) с ростом диаметра выполнение сварки враструб становится технически сложным и экономически нецелесообразным. Т.е. это наилучший метод сварки для толстостенных труб малых диаметров.
- Для водопровода и систем отопления внутри зданий требуются трубы малых диаметров из теплостойкого материала.
- Внутридомовые трубопроводы предполагают множество изгибов и ответвлений, которые организуются соединительными деталями – фитингами.
- Полипропилен отличается низкой ценой, дешевле него – только совершенно не теплостойкий полиэтилен. Полипропилен довольно теплостойкий, хоть и уступает дорогому полибутену или еще более дорогому ПВДФ.
- При температурах 70-80°C полипропиленовые трубы имеют достаточную долговременную прочность только при большой толщине стенки. Этой толщины вполне достаточно для раструбной сварки.
Раструбная сварка полиэтиленовых труб технически не имеет противопоказаний. Но проблема в том, что полиэтиленовые трубы, как правило, имеют более высокий SDR. Другими словами, полиэтиленовые трубы тех диаметров, что пригодны для раструбной сварки, обычно имеют слишком тонкую стенку. Кроме того, по причине низкой цены и низкой теплостойкости полиэтилена, основное применение полиэтиленовых труб – наружные подземные водопроводы или газопроводы, а это уже большие диаметры. Т.е. диаметр и толщина стенки полиэтиленовых труб обычно непригодны для раструбной сварки.
Пару слов о полипропилене. Жесткий (изотактический) полипропилен, подходящий для производства труб, имеет три типа:
- гомополимер пропилена, или ПП Тип1, или PPH, или PP-H;
- блок-сополимер пропилена, или ПП Тип2, или PPB, или PP-B;
- рандом-сополимер пропилена, или ПП Тип3, или PPR, или PP-R.
Из них только рандом-сополимер пропилена применяется для монтажа систем горячего водоснабжения и отопления, поскольку сохраняет свойства в широком диапазоне температур. Гомополимер и блок-сополимер пропилена используются для сравнительно тонкостенных труб канализации и холодного водоснабжения и к сварке враструб отношения не имеют.
Так или иначе, в связи с разнообразием сополимеров пропилена, полипропиленовые трубы часто называют просто пропиленовыми.
2 Сварка и монтаж полипропиленовых труб своими руками
Собственно, хоть своими руками, хоть руками профессионала, технология сварки одна.
Т.е. вопрос в том, как пользоваться паяльником для труб.
Начнем с принципа технологии сварки полипропиленовых труб. Нагрев свариваемых поверхностей полипропиленовой трубы производится металлическим инструментом – сварочными насадками, покрытыми тефлоном и нагретыми до температуры 260°С (см.п.4). Свариваемые поверхности – наружная поверхность полипропиленовой трубы и внутренняя поверхность полипропиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух половин:
половина, на которую с усилием надевается фитинг, называется «дорн»,
половина, в которую с усилием вставляется конец трубы, называется «гильза».
Пропиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно полипропиленовая труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно.
Наружный диаметр пропиленовой трубы, предназначенной для сварки враструб, несколько выше номинального диаметра, а внутренний диаметр пропиленового фитинга – несколько меньше номинального диаметра трубопровода. Например, пропиленовая труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а пропиленовый фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом.
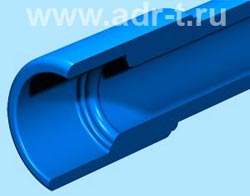
По мере совмещения пропиленовой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рис.1). Похожие процессы происходят при совмещении пропиленового фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рис.2).
 |  |
| Рис. 1 Начало нагрева трубы | Рис. 2 Начало нагрева фитинга |
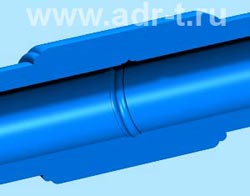
При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рис.3). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга.
При продвижении пропиленовой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рис.4). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.
 |  |
| Рис. 3 Нагрев фитинга | Рис. 4 Нагрев трубы |
Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной работе паяльником для труб, но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить! При использовании ручного паяльника – просто удерживайте трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате для сварки враструб – зафиксируйте положение трубы и фитинга с помощью фиксатора, которым обязательно оборудован каждый приличный механический аппарат.
Время нагрева зависит от диаметра пропиленовой трубы (см. табл.1) и определяет глубину прогрева свариваемых поверхностей. Для полипропиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм.
По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом пропиленовая труба упруго сжимается, а пропиленовый фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности на воздухе быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимое время этой «перестановки» также зависит от диаметра свариваемого трубопровода (см. табл.1).
Если всё выполнено правильно, то после совмещения мы получим цельную полипропиленовую деталь как на рис.5. А после вваривания в фитинг второй трубы – деталь как на рис.6.
 |  |
| Рис. 5 Труба с фитингом | Рис. 6 Две трубы, соединенные фитингом |
Непосредственно после совмещения трубы с фитингом прогретые слои некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации» (см. табл.1). При ручной раструбной (муфтовой) сварке это время используют для быстрого осмотра и выравнивания возможных перекосов соединения.
По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в табл.1.
Таким образом, время сварки полипропиленовых труб можно определить как сумму времени нагрева, перестановки, фиксации и полного остывания.
Таблица 1 Технологические интервалы для раструбной сварки полипропиленовых труб и фитингов (согласно DVS 2207-1)
| Диаметр, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | 125 | |
| Нагревгрев, сек.: | PN20 | 5 | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 | 60 |
| NP10 | 1) | 1) | 1) | 1) | 1) | 1) | 1) | 15 | 22 | 30 | 35 | |
| Перестановка, сек. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 | 10 | |
| Фиксация, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 30 | 40 | 50 | 60 | |
| Полное остывание, мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | |
1) Ввиду слишком малой толщины стенки раструбная сварка для этих труб не рекомендуется.
Замечание: Указанные в таблице временные интервалы носят только рекомендательный характер. Точные значения интервалов следует уточнять у производителя трубы и фитингов.
Как варят трубопроводы
Современная технология сварки трубопроводов предполагает применение ряда методов, основанных на термическом, комбинированном термомеханическом или чисто механическом приёмах обработки материалов.
К термическим методам относится газовая сварка, плазменная, электродуговая, лазерная и другие виды сваривания. С их помощью, в частности, осуществляется такая обязательная операция, как сварка опоры трубопроводов.
К комбинированным методам относится контактно-стыковая сварка и сваривание с использованием эффекта магнитного управления. К чисто механическим способам можно причислить малоизвестную сварку трением.
Трубопроводы могут быть металлическими, пластиковыми или из композиционных материалов. Технологию сварки выбирают с учетом особенностей материала и условий прокладки трубопровода.
Электродуговая технология
При прокладке стальных магистральных трубопроводов особо востребована автоматическая электродуговая сварка, организуемая с использованием специальных флюсовых добавок. Однако этот способ сварки трубопроводов может применяться только в условиях, когда зона стыка перемещается относительно электрической дуги (за счёт вращения труб).
При невозможности применения механизированных подходов чаще всего прибегают к ручному методу электродуговой сварки.
Особенность этого способа – использование различных положений сварочной зоны, которые на профессиональном сленге называют «нижним», «вертикальным» или «потолочным».
Добавим, что в этом случае движение электрода по периметру стыка с постоянной скоростью осуществляется самим сварщиком, то есть вручную.
При использовании защитных газов (в случае аргонодуговой сварки) возможно множество вариантов, отличающихся по следующим характерным признакам:
- по виду используемого защитного газа (аргон, углекислота, а также разные их комбинации);
- по типу применяемого электрода, который может быть плавящимся, вольфрамовым или неплавящимся;
- по уровню механизации работ (ручное сваривание или сварка в автоматическом режиме).
Электродуговая сварка с привлечением защитных газов востребована при работах на трубопроводных магистралях, производимых со сменой пространственного положения свариваемых заготовок и электрода.
Нормативная документация
Основной документ, регламентирующий порядок проведения сварки труб при монтаже магистральных трубопроводов – это «Строительные нормы и правила», на базе которых утверждены и действуют такие нормативы, как СП 105-34-96, СНиП 3.05.02.88, а также ГОСТ 16037.
В приведённых выше документах затрагиваются следующие вопросы:
- порядок проведения квалификационных экзаменов операторов сварочных процедур;
- основные положения, касающиеся подготовки труб к сварке, техники их правки, текущего ремонта и способов отбраковки;
- общий порядок сваривания трубных заготовок с последующим монтажом крепящей арматуры;
- используемые для сварки трубопроводов электроды;
- методы сплавления, с учётом их привязки к погодным (климатическим) условиям;
- требования к применяемым расходным сварочным материалам.
Для повышения производительности электродуговой сварки в полевых условиях применяются системные методы их организации с использованием специальных форм (технологических карт). В этих учётных формах содержится полный перечень сведений и указаний по проведению типовых сварочных операций.
В нормативных документах также оговариваются виды трубных изделий, применяемых при прокладке магистральных трубопроводов.
Особенности маркировки и виды трубных изделий
Современные магистральные трубопроводы, включая распределительные газопроводы, как правило, сооружаются на основе бесшовных труб, которые свариваются с образованием прямого или спирального видов соединений.
Трубные изделия того или иного диаметра и назначения изготавливаются из различных типов низколегированных сталей, отличающихся составом примесей, в конечном счёте, определяющих их рабочие характеристики.
Так, распределительный газопровод низкого давления из-за особенностей перекачиваемого по нему носителя сваривается на основе труб, изготавливаемых из специальных низкоуглеродистых сталей.
Готовые к применению трубы перед укладкой маркируются особым образом, причём после этой процедуры участок с клеймом обводится краской. На определённом удалении от клейма посредством несмываемой краски наносятся данные о диаметре и толщине стенок трубного изделия.
Изделия импортного производства изготавливаются по зарубежным стандартам (АРI), подразделяющим их по типу шва на уже рассмотренные выше типы (бесшовные, с прямым или спиралевидным швом).
Согласно этим стандартам используемые при их изготовлении стали объединяются в категории, различающиеся пределами текучести материала.
Подготовка среза
Монтаж трубопроводов начинается с подготовки свариваемых частей, включая придание нужной формы торцам трубных заготовок. Линии их срезов должны полностью совпадать и соответствовать по своей форме применяемому методу сваривания.

Для трубных изделий диаметром до 520 мм допускается проведение операций по доработке срезов (торцевание, снятие фаски и шлифование) непосредственно в полевых условиях.
При укладе труб большего диаметра такая обработка осуществляется в заводских условиях с привлечением фрезерных механизмов, станков абразивной резки и шлифовального инструмента.
Для создания прочного сварного соединения в первую очередь следует удалить из полостей труб скопившиеся в них частички грязи, снега и грунта, а после тщательно зачистить кромки и прилегающие к ним участки на ширину не менее 1-го см.
Обычно трубы поступают к месту их укладки с уже готовой разделкой кромок, подготовленной для сварки трубопровода в ручном режиме, производимой обычными покрытыми электродами.
Для трубопроводов с заготовками диаметром один метр разделка кромок производится с учётом необходимости формирования внутреннего корневого шва. При прокладке трубопроводов распределённого типа трубы допускается сваривать без их предварительной разделки.
Однако в этом случае имеются определённые ограничения, касающиеся вида рабочих операций (только ручная сварка) и толщины стенок трубных заготовок, которая не должна быть более 4-х мм.
Обустройство стыков трубных изделий

При сборке трубопроводов необходимо позаботиться о правильном расположении стыков труб. Подготавливаемые стыки должны располагаться строго перпендикулярно к оси трубопровода (отклонение не должно быть более 2-х мм).
Радиальный зазор в стыковой зоне должен быть одинаков во всех точках окружности. Относительное смещение срезов заготовок не должно превышать заданную ГОСТом величину.
Помимо этого, смешение имеющихся на заготовках продольных швов на заданных расстояниях не должно превышать трети длины окружности (для трубных заготовок диаметром до100 см).
Если не выполняется хотя бы одно из этих требований, то следует провести дополнительное обследование металлических трубных изделий на данном участке прокладки. Как правило, такое тестирование трубопровода проводится с использованием ультразвуковой контрольной аппаратуры.
Сварка опорных элементов
Опоры трубопроводов обеспечивают правильность ориентации прокладываемой нитки в пределах занимаемого конструкцией пространства, а также позволяют равномерно распределить нагрузку на фундаментное основание.
Возможные варианты сварки опор существенно различаются по ряду признаков, важнейшими из которых являются их конструктивное исполнение (обычные или подвесные) и характер фиксации (подвижные или неподвижные).

В отличие от обычных элементов подвесные опорные конструкции монтируются на уровне, находящемся выше трубопроводной оси.
При подвесном варианте монтажа трубы могут фиксироваться на вспомогательных элементах конструкций (перекрытиях, ограждающих плитах и тому подобное) и обеспечивают подвижный тип крепления.
При этом всё сооружение в целом имеет возможность ограниченного смещения по двум степеням свободы – поперёк или вдоль оси прокладываемого трубопровода.
В отличие от них неподвижные опорные элементы обеспечивают жёсткую фиксацию выделенного участка в границах опорной зоны конструкции. Они применяются как при обустройстве систем надземного типа, так и при монтаже подземных трубопроводов, сооружаемых в отсутствии специальной канальной прокладки.
Для реализации подвесного варианта крепления трубопроводных систем могут применяться сборные металлические эстакады двух типов: в балочном или ферменном исполнении.
В состав первого из них могут входить траверсы, балки, переходные мостики и ограждения, тогда как во втором варианте исполнения используются сами фермы и усиливающие конструкцию элементы жёсткости.
Применение газосварки
Газовая сварка широко применяется в самых различных областях хозяйственной деятельности, предполагающих эксплуатацию трубопроводов самого различного типа (при обустройстве бытового водопровода, в частности).
Для практического осуществления этого процесса потребуется смесь кислорода с другими видами горючего газообразного вещества, в качестве которых обычно применяются пропан, бутан, ацетилен или водород.
В отдельных случаях для проведения сварки газом в качестве основного состава используется инертный аргон, вступающий в реакцию окисления с кислородом.
Помимо этого, при монтаже бытового трубопровода следует побеспокоиться о наличии требуемого количества расходного материала – сварочной проволоки и флюса.
Эти два компонента относятся к категории присадочных материалов, которые подбираются по принципу соответствия их химического состава материалу свариваемых заготовок.
Прокладка пластиковых труб
Не стоит забывать, что трубопроводы могут быть пластиковыми. В последнее время водопроводы повсеместно делают из полиэтиленовых труб.
Полиэтилен низкого давления высоких марок применяют для прокладки напорных водопроводов, газопроводов, канализации. Полипропиленовые трубы (ПП) подходят для строительства трубопроводов, транспортирующих холодную и горячую воду.

Соединение пластиковых труб происходит диффузионным методом сварки, при котором материал нагревается, расплавляется, и затем, остывая, сплавляется. При этом для нагрева используются различные инструменты.
Если для сварки трубопровода применяются муфты, через которые проходит электрический ток, то способ называют электромуфтовым. Могут использоваться специальные станки для стыковой сварки, паяльники или так называемые утюги для сварки бытовых трубопроводов малого диаметра.
При монтаже внутренних пластиковых трубопроводов систем отопления и водоснабжения применяют сварку в раструб.
При прокладке любого трубопровода необходимо соблюдать требования действующих стандартов, касающихся выполнения всего спектра вспомогательных работ.
Лишь при условии грамотно проведённых подготовительных мероприятий можно будет рассчитывать на высокое качество сплавления составных частей трубных магистралей.
Раструбный способ сварки полипропиленовых труб
При строительстве систем горячего и холодного водоснабжения, отопления получили широкое распространение трубы из полипропилена. Профессиональные строители и обычные домашние мастера практически всегда выбирают их. С чем это связано?
Полипропиленовые трубы имеют длительный срок эксплуатации и способны выдерживать температуру от -10 °C до +90 °C. Но самое главное заключается в простой системе монтажа с помощью раструбной, фитинговой или стыковой сварки. Не нужны газовые горелки с баллонами или инвертор с кабелями и чадящими при сварке металлических труб электродами, не требуется сварщик высокого класса.
Самостоятельно герметично сварить металлические трубы, не являясь сварщиком невозможно. При использовании полипропиленовых труб получить качественное надежное соединение может любой человек. Достаточно приобрести аппарат для раструбной сварки. Процесс обучения займет не более получаса.
Соединение в раструб
Раструбный способ сварки обеспечивает стопроцентное качество соединения, то есть его прочность такая же, как и прочность самого изделия. Это достигается за счет того, что деталь нагревается до вязко-текучего состояния и соединяется при дополнительном давлении.
Происходит перемешивание соприкасающихся слоев и диффузия макромолекул при дополнительном давлении, возникающем при введении трубы в муфту.

Для получения такого качественного шва требуется соблюдать несколько правил:
- свариваемые поверхности должны быть очищены от жира и других загрязнений;
- внешний слой тоже считается загрязненным, так как мог подвергнуться воздействию ультрафиолета или окислению;
- непосредственно перед сваркой рекомендуется кроме протирки спиртом сделать механическую очистку скребком.
После завершения сварки труб нельзя ускорять процесс охлаждения холодным воздухом или водой. Это может привести к внутренним напряжениям, которые в свою очередь вызовут образование раковин.
При работах в условиях низких температур наоборот нужно завернуть стык какой-нибудь теплоизолирующей тканью для обеспечения медленного равномерного остывания полипропиленовых труб.
Достоинства и недостатки
Несомненным достоинством раструбной сварки полипропиленовых труб является стопроцентная гарантия качества шва. Фактически получается монолитное изделие. Часто при намеренном разрушении излом происходит где угодно, но только не по месту сварки.

К оператору сварки не предъявляются никакие требования по квалификации, ее может сделать любой человек.
Для изделий диаметром до 40 мм используется дешевое ручное сварочное оборудование.
Требует высокую температуру нагрева соединяемых поверхностей (до 260 ⁰С). При этом имеет малое время нагрева и высокую скорость сварки.
Невозможно сваривать тонкостенные изделия из-за чрезмерно быстрого нагрева, который приводит к таким деформациям, что нет возможности ввести трубу в муфту.
При совмещении трубы и фитинга с нагревателем или друг с другом после нагрева требуется значительное усилие. При диаметрах более 50 мм соединение вручную практически невозможно, требуется использование механических и других приспособлений.
Неэкономично при строительстве магистрального трубопровода.
Как происходит соединение

Простота сварки заключается в том, что полипропилен начинает плавиться при температуре 170 ⁰C. Разогревая соединяемые поверхности до температуры 250-300 ⁰C, и плотно соединяя их, получают монолитное изделие при последующем охлаждении.
Раструбный сварочный аппарат представляет собой устройство с нагревательным элементом, имеющим регулятор нагрева и насадки под различные толщины.
Пара насадок представляет собой один цилиндр с внешней рабочей зоной для разогрева внутренней поверхности муфты. Второй цилиндр имеет рабочую зону внутреннюю для разогрева внешней поверхности полипропиленовой трубы.
Насадки аппарата для раструбной сварки делают из металла с хорошей теплопроводностью. У них есть антипригарное тефлоновое покрытие с металлизацией. Трубу и муфту закрепляют на насадке, затем включают аппарат.
Через заданное время разогрев до необходимой температуры детали отключается. После этого труба вводится в муфту. За несколько секунд, пока идет остывание, происходит прочное сваривание изделий. Технология сварки – проще некуда.
Виды оборудования
На рынке имеется много разновидностей аппаратов для раструбной сварки. Самые простые – это ручные сварочные устройства. По внешнему виду они делятся на мечевидные и цилиндрические.
Мечевидные и цилиндрические
Мечевидные аппараты имеют нагревательный элемент, на котором крепятся сменные насадки различного диаметра. Каждый аппарат имеет терморегулятор, у некоторых моделей имеется дисплей с информацией о текущей температуре головки. Нагревательный элемент без насадок отдаленно напоминает лезвие меча, отсюда и название этой категории приборов.
Цилиндрические сварочные аппараты для раструбной сварки труб считаются более профессиональными. Нагревательный элемент у них заключен в цилиндр, на который надеваются насадки.
Благодаря этому они нагреваются быстрее и равномернее, что положительно сказывается на разогреве полипропиленовых изделий. Смена насадок происходит быстро.
Устройство бывает двух видов, первые – это аппараты с прямым цилиндром, вторые с цилиндром, выполненным в виде буквы «Г». Аппарат второго вида удобен для сварки в труднодоступных местах.
Ручные
Ручные сварочные аппараты обычно могут варить полипропиленовые трубы до 4 см, максимум до 6,3 см. Это самые распространенные размеры, используемые в частном строительстве.
Как правило, эти аппараты имеют потребляемую мощность в пределах 700 Вт. Но часть производителей стали производить более мощное оборудование на 2-2,5 кВт, которое может варить трубы диаметром до 16 см.
Но для ручных аппаратов это излишество. При диаметрах трубы более 6 см трудно вручную без дополнительных приспособлений соединить ее без перекосов. Для бытовых нужд вполне хватает маломощных аппаратов, рассчитанных на изделия диаметром 4-6 см.
При покупке бытовых сварочных аппаратов следует ориентироваться на диаметр свариваемых труб, количество насадок, мощность нагревательного элемента.
Если применяется раструбная сварка к трубам диаметром 40 мм, то мощность аппарата должна быть не менее 400 Вт. Важным является и наличие дополнительных инструментов, облегчающих работу с устройством.
Механизированные

Механический раструбный сварочный аппарат применяется для полипропиленовых труб среднего диаметра. Оборудование имеет механический привод, в котором зажимами закрепляются труба и фитинг.
После разогрева деталей нагревательный элемент убирают, и детали сдвигаются по специальным направляющим. За счет этого происходит центровка изделий. Устройства снабжены динамометром, который контролирует прилагаемое давление.
Электрогидравлический аппарат для сварки полипропиленовых труб работает так же, как и механический. Но давление при соединении трубы и муфты с насадками или между собой после сварки производится гидравлическим приводом. Давление достигает 120 атмосфер. Это позволяет соединять изделия диаметром до 63 см. Соответственно оборудование имеет большие габариты и стоимость.
Как сваривать трубы разного диаметра и толщины
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В современном строительстве используются разные материалы для трубопроводов.
Заготовки ПВХ, ПНД постепенно вытесняют металл. Всевозможные виды соединений, а также использование в работе компрессионной фурнитуры делает монтаж более качественным и надежным.
Из металла

При проводке стального внутреннего водопровода используются трубы малого диаметра с тонкой стенкой. Сварка тонкостенных труб из стали производится с помощь газовой горелки или электрической дуги.
При врезке внутренней гребенки квартиры в стояк используется Т-образное соединение. В трубе большего сечения делают отверстие, а тонкие стенки второй трубы немного стачивают болгаркой для лучшей стыковки.
Разделка кромок при этом варианте не делается. Перед началом сварки детали очищают от ржавчины и грязи, стыкуют. Здесь важно следить за правильным расположением стыков. Они должны быть перпендикулярны или находится под определенным углом.
При работе в заготовительных цехах, как правило, используют сварку полуавтоматом. На строительных площадках, предпочтение отдается газосварке.
После правильной стыковки, требуется выполнить прихватки для фиксации соединения. Прихваток на малом сечении достаточно 2, с ростом диаметра, количество хваток увеличивается.
При неповоротном стыке вначале производят сварку потолка, затем делают вертикальный шов и варят в нижнем положении. При таком виде работ необходимо привлечение квалифицированного специалиста.
Трубы разного диаметра могут соединяться через металлические переходники или вставляться одна в другую.
Если металлические трубы разного диаметра вставляют одна в другую, т о можно сделать надрезы в большей трубе, подогнуть края, и далее произвести сварку.
Фитинги принято использовать при резьбовых соединениях стальных заготовок. Сварка регистров, приварка бочонков к трубопроводу при переносе газового оборудования – это неполный перечень, где может понадобиться выполнить сварку трубопроводов разного сечения.
Из полипропилена

В современном строительстве и сантехнике принято использовать разнообразные виды пластиковых труб.
Трубы разного диаметра из этих материалов соединяют с помощью компрессионных фитингов или с помощью «холодной» сварки. Но и без термической сварки в этих операциях не обойтись.
Трубопроводы из полипропилена в основном применяются при прокладке внутридомовых сантехнических сетей. Перед началом сварки требуется подготовить инструменты и материалы к работе. Выбор инструментов зависит от применяемой технологии. Это может быть:
- раструбная полифузная сварка;
- применение переходников или муфт с расположенными в них нагревательными элементами.
При полифузном способе операции выполняются по такому алгоритму. По разметке нарезают трубные заготовки. При этом следует обязательно снять слой заусеницы после реза.
Края заготовок очищают от смазки и грязи. В зависимости от вида пластиковых труб подготовка к монтажу ведется разными способами.
При армировании деталей алюминиевыми трубками их отрезают с помощью специального торцевателя. При близком расположении слоя армирования к краю трубы, этот слой необходимо удалить полностью.
На концах деталей делают отметки (на расстоянии не менее 15 мм). Эта величина зависит от длины раструба фитинга.
Поверхности обезжиривают растворителем и надевают на разогретые насадки. При этом следует учитывать время разогрева деталей, которое маркируется на поверхности трубных изделий.
Разогретые детали снимают и надежно соединяют. После стыковки их нельзя перекручивать. Спустя минуту, стык зафиксируется, но заполнять водой и испытывать трубопровод можно только спустя час.
Трубопроводы из труб до 40 мм стыкуются ручным способом, для больших диаметров применяют монтажные механические приспособления. Они создают достаточное усилие и обеспечивают соосное расположение отрезков разного диаметра.
Из полиэтилена

Сварка полиэтиленовых труб большого диаметра требует выполнения несколько иных работ. Трубы большого сечения сваривают с помощью стыкового метода.
Для этого потребуется использовать сварочную машину, надежный труборез, растворитель и тряпки. Машина для сварки – это многофункциональный агрегат, в состав которого входит центрирующий детали механизм, торцеватель, нагреватель, гидравлическая станция, обеспечивающая достаточное усилие при соединении разогретых деталей встык.
Оборудование работает от электричества. В случае отсутствия поблизости питающих сетей следует подготовить дизельный или бензиновый генератор.
Сваривать трубы ПНД необходимо в следующем порядке:
- делается трубная заготовка по эскизу или проекту;
- происходит фиксация свариваемых деталей с помощью центратора машины;
- концы заготовки обрабатывают от грязи и масла;
- торцевателем производится обрезка кромок под сварку и очистка деталей от стружки;
- между торцами труб помещается разогретая плита, торцы сильно прижимают к ее поверхности;
- когда концы нагреются до плавления, плиту убирают, а заготовки соединяют между собой встык;
- С помощью гидравлики выдерживается определенное усилие до остывания стыка.
Таким же образом можно соединять трубы ПНД разного диаметров. На качество соединения влияет выбранная температура нагрева, усилие, необходимое для соединения разогретых деталей и время выполнения всех циклов сварки.
В случае толстой стенки
Сварка толстостенных труб потребует увеличения всех параметров. Температура должна находиться в пределах 2000 – 2300, усилие контролируется с помощью манометра.
Но лучшим способом контроля состояния валиков шва является визуальный контроль. Если валики тонкие, значит при нагреве была недостаточно высокая температура. Это ненадежное соединение и его следует переварить.
Для соединения отрезков с разным диаметром используются переходники из таких же материалов, как сама труба. Сварка деталей разного диаметра через переходник выполняется абсолютно одинаково, как и соединение одинакового диаметра.
Наиболее часто для сварки пластиковых деталей используется электромуфтовый метод. Особенно часто его применяют при сварке ПНД заготовок небольшого диаметра.
Трубы помещаются в специальные фитинги с расположенными в них нагревательными элементами. Материал муфты, расплавляясь, надежно сваривает заготовки разного диаметра.
При выполнении работ необходимо жестко фиксировать заготовки. Нагрев ведется в автоматическом режиме, после окончания сварки останется только отсоединить контакты.
В заключение надо напомнить, что каким бы образом не проводилась сварка труб разного диаметра, следует обязательно выполнять правила пожарной и электробезопасности.
Раструбная сварка: преимущества, принцип выполнения и используемое оборудование

Поговорим о раструбной сварке пластиковых труб! Из этого материала вы узнаете, какое оборудование применяется для сварки враструб, как именно осуществить сварку и в чём состоят преимущества у данного метода пайки.
Одним из популярных видов сварки полипропиленовых труб является сварка враструб. Она позволяет обеспечить высокое качество и герметичность соединения.

Для раструбной стыковки применяются специальные аппараты. Рассмотрим, как проводятся работы по сварке и какими преимуществами обладает метод. Также определим, какие аппараты раструбной стыковки существуют и как они работают.
Как осуществляется сварка?
Стыковка трубы полипропиленовой враструб актуальна при монтаже систем отопления и напорного водоснабжения. Также она применяется при монтаже технологических трубопроводов.

Раструбная сварка обеспечивается специальным инструментом. Также такую сварку называют муфтовой. Это обусловлено тем, что соединение труб при сварке обеспечивается специальным фитингом (муфтой). Нагревание поверхностей труб обеспечивается металлическими насадками с тефлоновым покрытием. Свариваемыми поверхностями в процессе являются наружная сторона трубы и внутренняя – муфты.
Нагревательная насадка на трубу и фитинг состоит из двух элементов:
1. Дорн. К этому элементу в процессе сварки прикрепляется фитинг.
2. Гильза. В этом элементе при сварочном процессе закрепляется конец трубы.
Приблизительно процесс сварки враструб выглядит так:
1. Полипропиленовая муфта соединяется с дорном, а труба совмещается с гильзой.
2. Элементы нагреваются.
3. Поверхности трубы и муфты оплавляются.

При этом муфта входит в дорн в виде валика, из гильзы происходит выдавливание труб в аналогичной форме. Сварка полипропиленовых изделий является достаточно простым процессом. Тем не менее она требует определенных знаний и навыков. Важно следовать инструкции. Только в этом случае процесс сварки труб пройдет быстро и не вызовет никаких проблем.
Важно! Существуют определенные требования как к трубе, так и к оборудованию.
Основные преимущества метода
- Обеспечение абсолютной герметичности системы.
- Высокую скорость работы. Сварочные операции проводятся буквально за несколько минут.
- Длительный срок службы коммуникаций. Сварное соединение полипропиленовых труб может эксплуатироваться много лет.
- Возможности для работы с трубами различных диаметров. Для стыковки полипропиленовых труб потребуются только фитинги нужных размеров.
Оборудование для сварки
Аппарат для осуществления раструбной сварки отличается следующими характеристиками:
1. Напряжение: от 110 до 230 В. Этот параметр зависит от того, в каких условиях (бытовых или промышленных) вы будете стыковать трубу.
2. Мощность аппаратов: от 650 до 1800 Вт. При определении мощности следует заранее оценить трубу, которую вы планируете стыковать. Чем она больше, тем большей мощностью должно обладать устройство.
3. Частота при сварке: 50-60 Гц. 16. Температура нагрева трубы: 200-295 градусов.
4. Диаметры трубы и фитинга: от 20 до 160 мм.
5. Температурный режим работы: 5-45 градусов.
- Для сварки враструб полипропиленовой трубы диаметром до 40 мм подходят ручные паяльники.
- Если вы планируете заниматься раструбной сваркой изделий большого диаметра, следует подобрать механический аппарат.
В бюджетных устройствах для раструбной сварки применяются капиллярные термостаты. Они работают по принципу стандартного утюга. Когда температура нагрева труб достигает заданного значения, нагрев отключается. Наименее востребованными являются устройства с биметаллическим термическим реле. Из-за размеров биметаллическая пластина не помещается внутри нагревателя. Аппарат поздно реагирует на температурные изменения. Полипропиленовые трубы могут стыковаться с ошибками.
Выбирая сварочный агрегат, также обратите внимание на особенности насадок. Лучше, если на них будет размещено специальное тефлоновое покрытие. Благодаря ему проведение сварочных работ существенно упростится. Трубы не будут прилипать к поверхности насадок. Это сократит временные затраты на раструбную сварку и увеличит эффективность процесса.
Планируете заниматься раструбной сваркой? Аппарат для такой сварки рекомендуем покупать у проверенных производителей или поставщиков. В этом случае вы сможете без проблем соединять самые разные трубы.
Читайте также:
- Сварка стыков поворотных труб
- Укажите положение электрода по отношению к направлению его перемещения при механизированной сварке
- Fubag инвертор сварочный intig 200 dc pulse с горелкой fb tig 26 5p 4m
- Какие действия необходимо произвести непосредственно перед сваркой приварной арматуры
- Сварочная дуга это устойчивый