Сварка трубопровода дипломная работа
Обновлено: 20.09.2024
Характеристика сварочно-монтажных работ, их применение для соединения труб в непрерывную нитку магистрального трубопровода. Сущность метода ручной дуговой сварки. Дефекты сварных соединений. Выбор материалов и режима сварки, контроль их качества.
Подобные документы
Знакомство с особенностями разработки технологических процессов сварки рамы для листопрокатного производства ручной электродуговой сваркой из стали 20ХМ. Характеристика материалов, предназначенных для ручной дуговой сварки. Анализ свойств электродов.
дипломная работа, добавлен 27.01.2016
Определение свариваемости применяемых материалов, подбор присадочных материалов и оборудования. Узел приварки верхнего днища и верхней обечайки. Расчет режима ручной дуговой сварки. Карта технологического процесса сварки узла А Ar-С17 по ГОСТ 14771-76.
курсовая работа, добавлен 20.02.2013
Характеристика металла для конструкции балки, оценка его свариваемости. Характеристика дуговой сварки: ручной и автоматической, в среде защитных газов. Технологический процесс сборки-сварки. Расчёт ее режимов. Выбор сварочных материалов и оборудования.
дипломная работа, добавлен 19.01.2015
Применение сварки под слоем электропроводящего флюса для автоматической сварки. Преимущества метода сварки под флюсом, ограничения области применения. Типичные виды сварных швов. Автоматические установки для дуговой сварки и наплавки, режимы работы.
книга, добавлен 06.03.2010
Описание физической сущности ручной дуговой сварки покрытым электродом. Физическая сущность процесса сварки. Основные и вспомогательные материалы, вредные факторы. Влияние химических элементов на свариваемость. Расчет параметров режима процесса сварки.
курсовая работа, добавлен 05.12.2011
Исследование существующих технологий изготовления трубопроводов. Назначение, описание, техническая характеристика и условия работы трубопровода. Выбор рода тока, источников питания, сборочно-сварочного оборудования. Контроль качества сборки и сварки.
курсовая работа, добавлен 21.02.2016
курсовая работа, добавлен 29.03.2015
Развитие и промышленное применение сварки. Основные дефекты сварных швов и соединений, выполненных сваркой плавлением. Нарушение формы сварного шва. Влияние дефектов на прочность сварных соединений. Отклонения от основных требований технических норм.
курсовая работа, добавлен 13.06.2016
Технология производства сварки. История развития сварочного производства. Специфика аргонно-дуговой сварки и сфера её использования. Применение, преимущества и недостатки аргонно-дуговой сварки. Сравнительная характеристика оборудования этого вида сварки.
реферат, добавлен 18.05.2012
Методы получения неразъемных соединений термопластичных полимерных материалов. Классификация относительно ультразвуковой сварки. Процесс сварки термопластов. Контроль качества сварных соединений. Факторы, влияющие на прочность клеевого соединения.
Дипломная работа сварка труб и трубопроводов
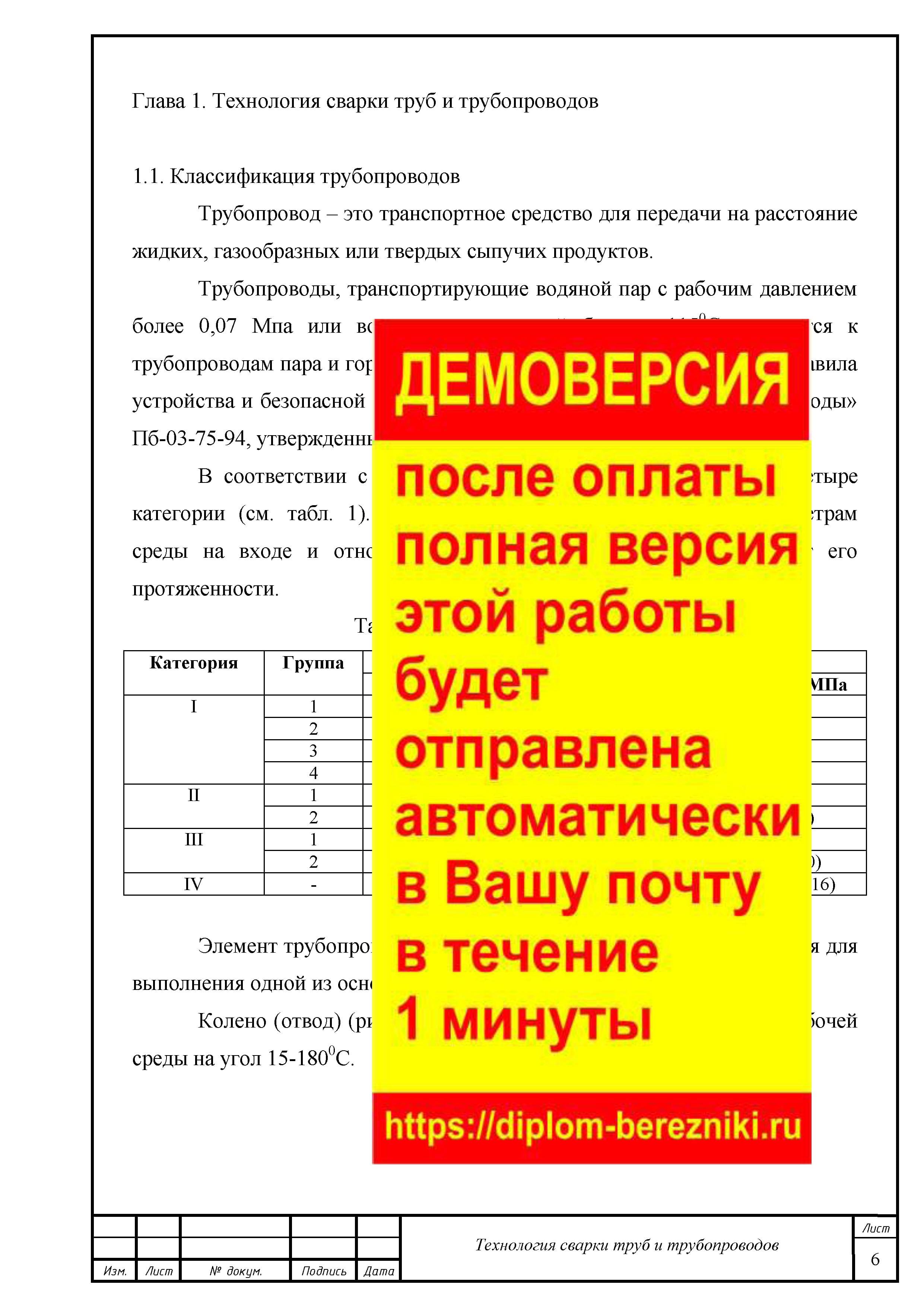
Трубопровод – это транспортное средство для передачи на расстояние жидких, газообразных или твердых сыпучих продуктов. Трубопроводы, транспортирующие водяной пар с рабочим давлением более 0,07 Мпа или воду с температурой больше 1150С, относятся к трубопроводам пара и горячей воды, на которые распространяются «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды» Пб-03-75-94, утвержденные Госгортехнадзором РФ. В соответствии с Правилами эти трубопроводы делятся на четыре категории. Категорию определяют по рабочим параметрам среды на входе и относят ко всему трубопроводу независимо от его протяженности.
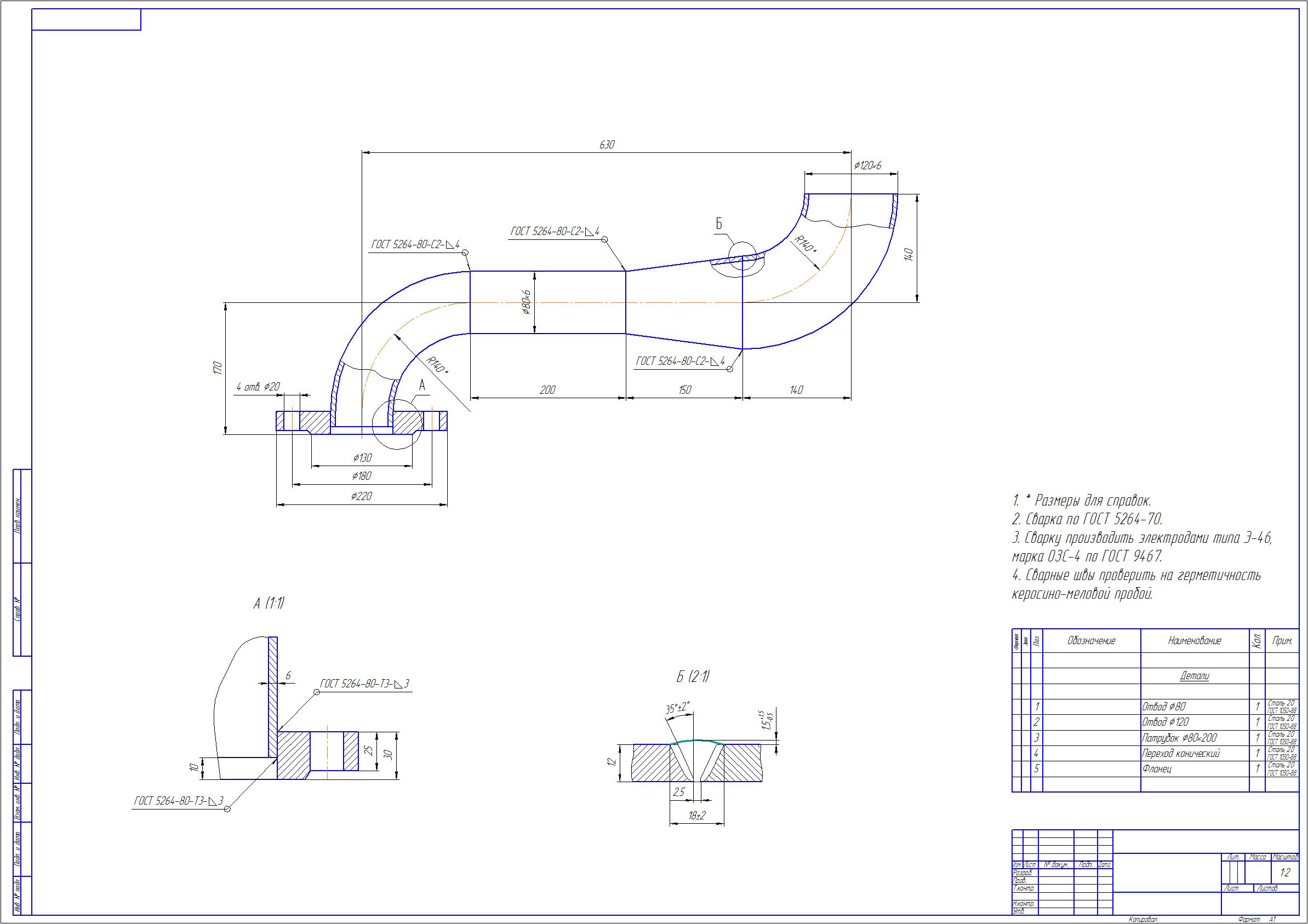

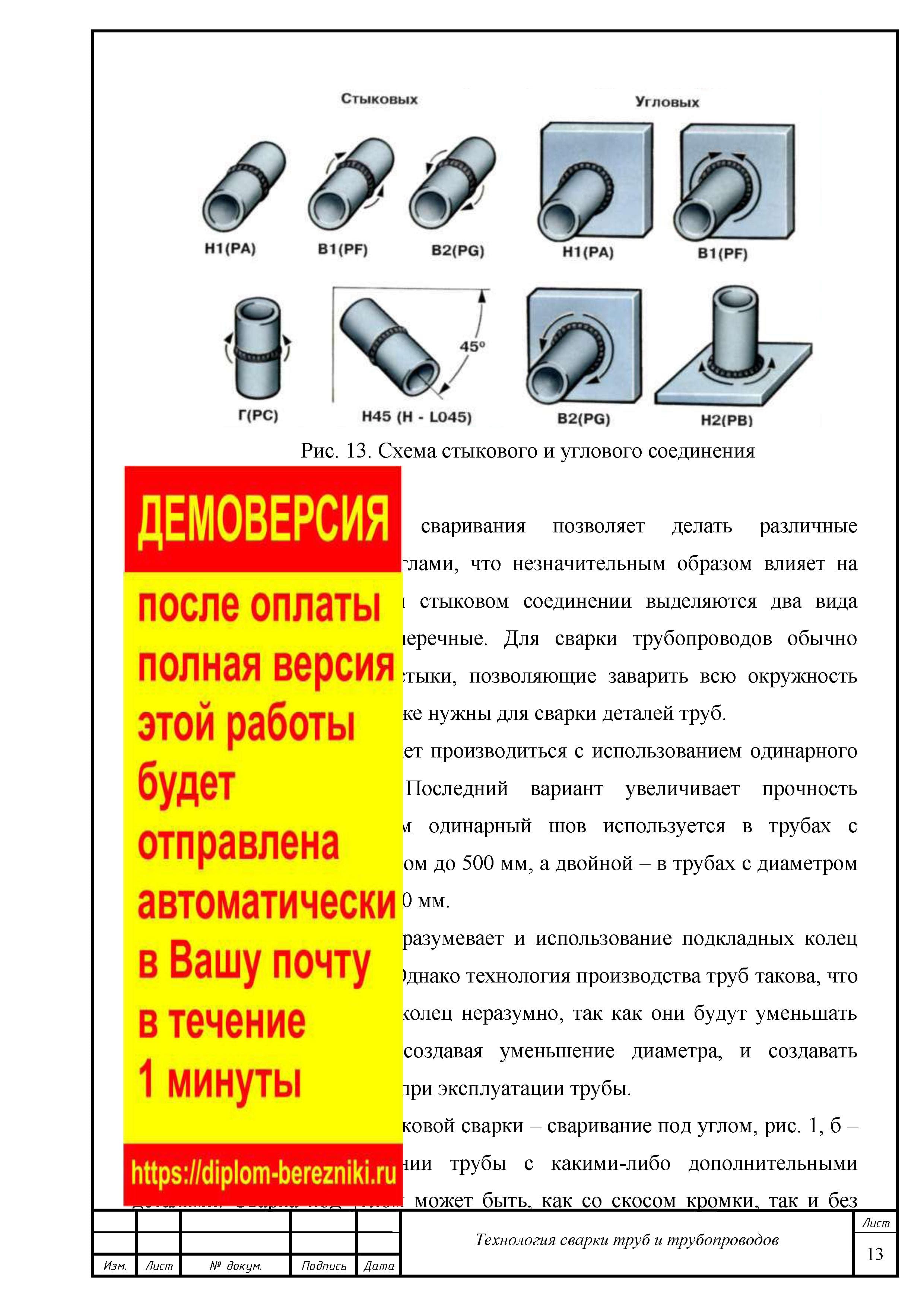


- стыковые
- угловые (под углом)
- нахлесточные
Каждый из них делится еще на ряд подвидов, различающихся такими параметрами, как количество швов, наличие или же отсутствие скоса кромок, способ состыковки.
Подготовка труб к сварке в дипломной работе для сварщика
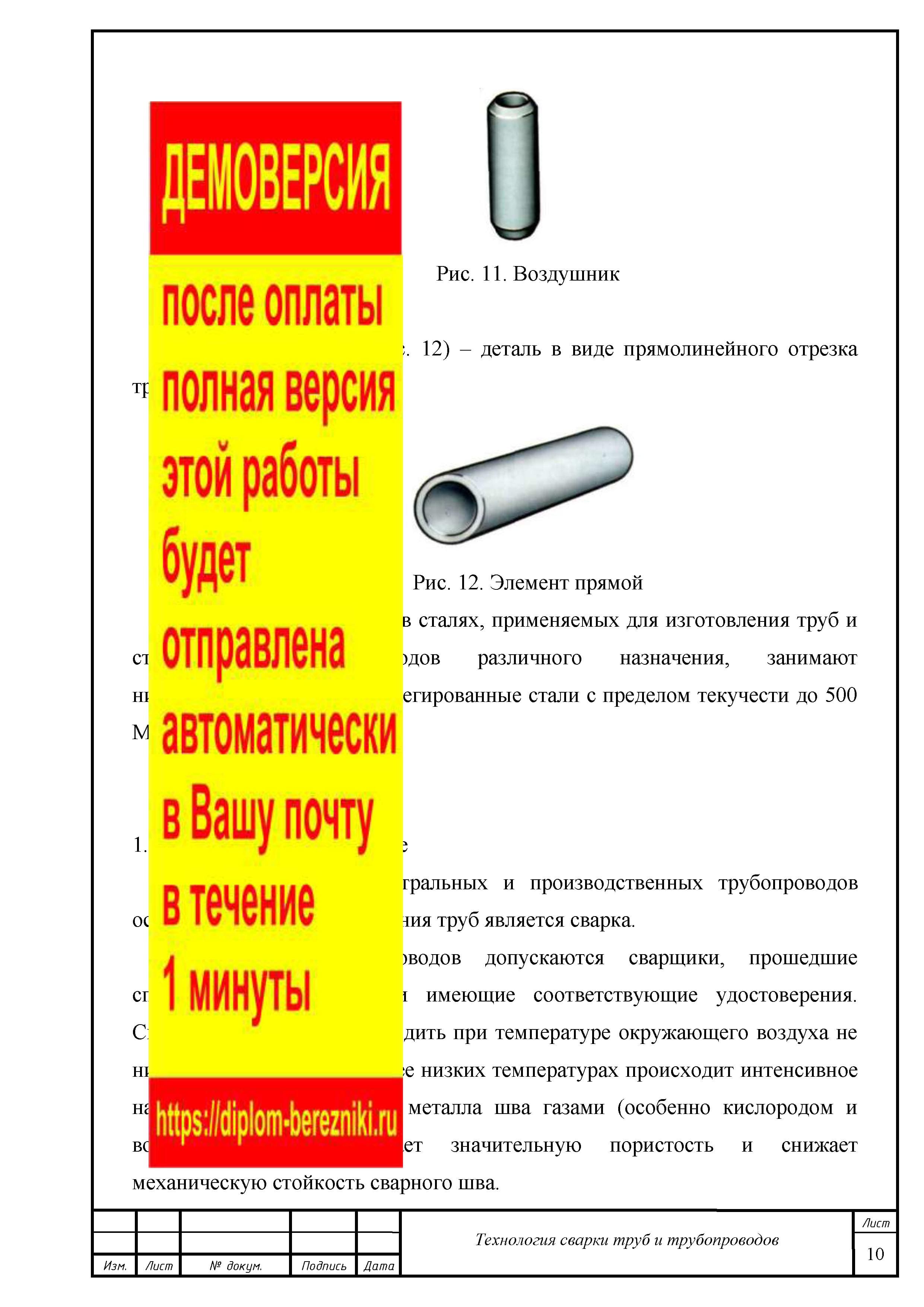
При монтаже магистральных и производственных трубопроводов основным способом соединения труб является сварка. К сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения. Сварку разрешается производить при температуре окружающего воздуха не ниже -200С, так как при более низких температурах происходит интенсивное насыщение расплавленного металла шва газами (особенно кислородом и водородом). Это вызывает значительную пористость и снижает механическую стойкость сварного шва.
Трубы из легированных сталей разрешается сваривать при температуре не ниже -100С, так как эти стали склонны закаливаться на воздухе с образованием закалочных трещин, иногда выходящих за границы сварного шва. Рабочее место сварщика должно быть защищено от ветра, дождя и снега. На качество сварного соединения влияют подготовка кромок труб к сварке и качество сборки стыков. Подготовка труб к сварке включает правку свариваемых концов, очистку кромок от грязи, масла и оксидов и сборку. Для правки свариваемых концов труб применяют различные приспособления механического, гидравлического и пневматического типов.
Большое распространение получили расширители, состоящие из гидравлического домкрата с радикальными колодками, вставляемыми внутрь трубы. С помощью ручного насоса повышают давление в цилиндре домкрата, в результате чего колодки раздвигаются и упираясь в стенки трубы, выпрямляют их. Максимальная сила давления 784 Н, время правки – 4-6 минут. Кромки под сварку готовят на заводах-изготовителях труб (угол скоса 25-300). При отсутствии скоса кромок необходимо снять фаску резцом или резаком-труборезом. Отчистку свариваемых кромок производят следующим образом. Масло, праймер и органические покрытия удаляют бензином или специальным растворителем. От грязи и ржавчины кромки отчищают с помощью стальных щеток или абразивных кругов. Сборка стыков под сварку заключается в совмещении кромок труб таким образом, чтобы совпадали поверхности свариваемых труб и не была нарушена ось нитки трубопровода. Зазор между кромками должен быть одинаковый по всему контуру свариваемого шва. Сборка и центровка могут быть выполнены вручную, но такой способ очень трудоемкий и не дает требуемой точности; в практике применяют приспособления, называемые центраторами. Для сборки стыков магистральных труб большого диаметра применяют внутренние центраторы, которые базируют сборку по наружной поверхности труб и поэтому более просты по конструкции. Однако при большой разностенности труб и их эластичности наружный центратор не обеспечивает должного качества сборки. После сборки прихватывают стыки сварными швами длиной 60-80 мм с расстоянием между прихватами 300-400 мм.
Прихватки выполняют аккуратно и такими же электродами, какими будет заварен стык; это обеспечивает однородность наплавленного металла и хорошее качество шва. При сборке с внутренним центратором можно рекомендовать вместо прихватки сплошную заварку корня шва в виде первого слоя. Это особенно желательно при низких температурах окружающего воздуха, вызывающих большие внутренние напряжения и образование закалочных структур и трещин в металле шва.
Способы сварки трубопроводов
- термические
- термомеханические
- механические
Термические способы включают все виды сварки плавлением (дуговая, газовая, плазменная, электронно-лучевая, лазерная и др. виды сварки. К термомеханическому классу о тносятся стыковая контактная сварка, сварка магнитоуправляемой дугой. К механическим способам относятся сварка трением и взрывом.
- дуговая
- газовая
- плазменная
- лазерная
- свободное формирование сварного шва
- принудительное формирование сварного шва
- под флюсом
- в защитных газах
- с использованием самозащитной электродной проволоки
- ручная
- механизированная
- автоматизированная
- роботизированная
С варка магистральных трубопроводов в дипломе сварщика
Для сварки трубопроводом применяют метод механизированной сварки порошковой проволокой с принудительным формированием шва, при котором функции защиты выполняют порошкообразные компоненты, заполняющие металлическую оболочку проволоки. По мере кристаллизации сварочной ванны наружное формирующее устройство и сварочная головка перемещаются по периметру стыка снизу вверх со скоростью 10…20 м/ч. Перспективна лазерная сварка трубопроводом, при которой носителем энергии служит лазерный луч. Скорость лазерной сварки — до 300 м/ч. При стыковой контактной сварке непрерывным оплавлением процесс происходит автоматически по заданной программе. Продолжительность сварки одного стыка труб диаметром 1420 мм составляет 3…4 мин, цикл сварки одного стыка при строительстве трубопроводов -10… 15 мин. Автоматическая сварка магнитоуправляемой дугой (или дугоконтактная сварка) отличается от стыковой контактной сварки способом нагрева кромок. При дугоконтактной сварке нагрев выполняется дугой, вращаемой магнитным полем по кромкам свариваемых труб с большой скоростью. Этот способ сварки применяют для сооружения трубопроводов малого (пока до 114 мм) диаметра.
Выводы дипломной работы сварка трубопровода
- к сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения
- подготовка труб к сварке включает правку свариваемых концов, очистку кромок от грязи, масла и оксидов и сборку
- приспособления механического типа
- приспособления гидравлического типа
- приспособления пневматического типа
Ручная сварка труб при низких температурах в дипломной работе сварщика
При сварке в условиях низких температур, из-за быстрого охлаждения сварочной ванны, отход растворённых газов из расплавленного металла затруднён. В результате этого, металл становится более хрупким и возрастает риск возникновения закалочных структур и горячих трещин, выходящих из сварного шва и зоны термического влияния на основной металл.
Для уменьшения пористости и снижения хрупкости металла шва и околошовной зоны, рекомендуется применять электроды УОНИ-13/45, УОНИ-13/55, СМ-11, ВСЦ-1
. Использование данных электродов позволяют получить вязкий и пластичный сварной шов, даже сваривая трубы при низких температурах. Перед сваркой кромки трубопроводов необходимо тщательно очистить от снега и льда и разогреть до светло-красного раскалённого состояния. Трубы под сварку необходимо собрать с минимальными зазорами, а сварочный ток установить на 10-20% выше обычного. Данный приём позволяет улучшить провар металла, снизить скорость его охлаждения и уменьшить риск появления дефектов в сварном шве (трещин). Часто с этой же целью применяют предварительный местный подогрев до температуры 150-200°С. При низких температурах хорошо свариваются трубы из таких марок сталей как 14ХГС, 14ГС, 19Г и некоторых других.
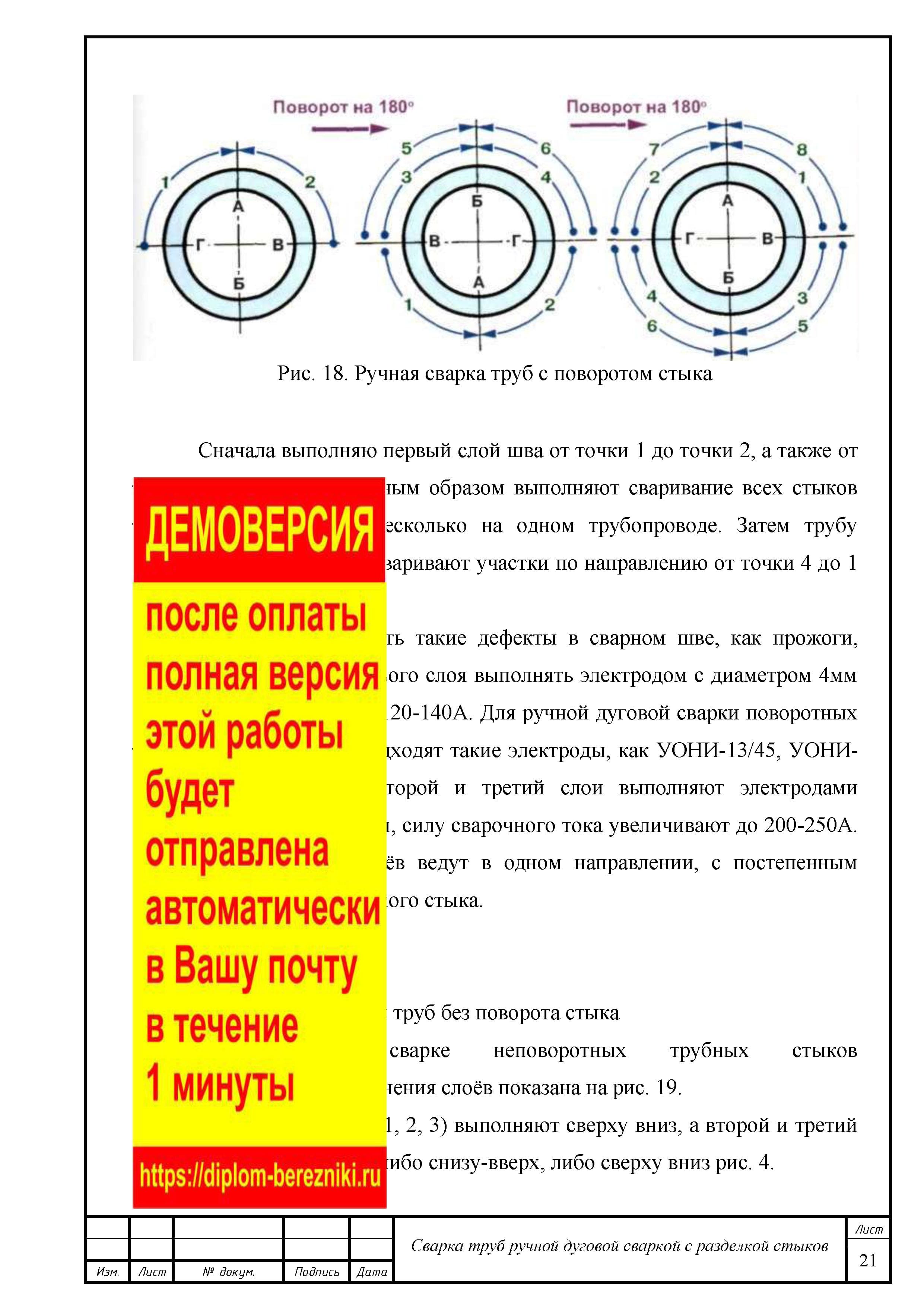
Ручную дуговую сварку труб производят, как правило, в 2-3 слоя, несмотря на то, что соединяемые кромки имеют небольшую толщину. Благодаря многослойной сварке, гораздо легче проварить корень шва. Кроме того, этот приём способствует повышению плотности сварного соединения. Для уменьшения пористости и снижения хрупкости металла шва и околошовной зоны, рекомендуется применять электроды УОНИ-13/45, УОНИ-13/55, СМ-11, ВСЦ-1. Использование данных электродов позволяют получить вязкий и пластичный сварной шов, даже сваривая трубы при низких температурах.
При монтаже магистральных и производственных трубопроводов основным способом соединения труб является сварка. К сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения.
Технологические процессы сборки и сварки трубопровода диаметром 50 мм в поворотном положении в базовых условиях
| Рубрика | Производство и технологии |
| Вид | дипломная работа |
| Язык | русский |
| Дата добавления | 31.01.2016 |
| Размер файла | 2,1 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Увеличение объемов транспортировки газа за счет постройки новых газопроводов либо модернизаций старых (увеличение диаметра трубопровода).
Уменьшение количества чрезвычайных ситуаций за счет внедрения более новой системы контроля над всеми процессами предприятия, загазованностью на промышленном объекте, а так же более тщательно следить за выполнением предписаний по технике безопасности.
Реализовывать перспективные программы по ремонту объектов линейной части магистральных газопроводов, направленных на повышение надежности их эксплуатации.
Проводимые "Газпромом" мероприятия по энергосбережению, позволяют повышать энергетическую эффективность производств и снижать негативное воздействие на окружающую среду.
Заключение
В данной работе рассмотрена сборка и сварка трубы изготовленной из стали 14ХГС в поворотном положении.
В процессе сварки трубы изготовленной из стали 14ХГС использовалась электро - и газосварка, сварка велась электродами Э42, работы велись постоянным током. Источником питания сварочной дуги служит трансформатор ТД-306 У2. При выполнении газосварочных работ использовался ацетилен и кислород.
При выполнении электро- и газосварочных работ необходимо соблюдение охраны труда для создания безопасных условий, сохранения здоровья.
Для улучшения технико-экономических показателей работы Филиала "Туймазыгаз" целесообразно применить следующие мероприятия:
Повысить эффективность управления персоналом через управление производительностью труда, планирование и маркетинг персонала, управление наймом и учетом персонала, управление трудовыми отношениями, развитием персонала, обеспечение нормальных условий труда, управление мотивацией поведения персонала.
Уменьшить накладные расходы за счет оптимизации структуры управления и привести численность управленческого персонала в соответствии с объективной производственной необходимостью.
В качестве источника сокращения затрат, а также получения дополнительного дохода можно использовать сдачу в аренду неиспользуемых площадей и основных средств.
Для совершенствования процесса ремонтного обслуживания необходимо внедрять АСУ - автоматизированные системы управления ремонтом, которые отвечают всем современным требованиям обеспечения надежности оборудования при любых условиях эксплуатации (многосменность, непрерывность) и могут широко использоваться на предприятиях промышленности.
Увеличение объемов транспортировки газа за счет постройки новых газопроводов либо модернизаций старых (увеличение диаметра трубопровода).
Уменьшение количества чрезвычайных ситуаций за счет внедрения более новой системы контроля над всеми процессами предприятия, загазованностью на промышленном объекте, а так же более тщательно следить за выполнением предписаний по технике безопасности.
Реализовывать перспективные программы по ремонту объектов линейной части магистральных газопроводов, направленных на повышение надежности их эксплуатации.
Проводимые "Газпромом" мероприятия по энергосбережению, позволяют повышать энергетическую эффективность производств и снижать негативное воздействие на окружающую среду.
Список литературы
1. Конституция РФ, 1993 г., М. "Омега-Л", 2009.
2. Гражданский кодекс РФ, часть 1, М. "Юрайт", 2005.
3. Алиев Р.А. Трубопроводный транспорт нефти и газа., М. "Недра", 2009.
4. Виноградов В.С. Электрическая дуговая сварка, М., Академия, 2007.
5. Дунаев В.С., Экономика предприятия нефтяной и газовой промышленности, М.: ООО "ЦентрЛитНефтеГаз", 2010.
6. Герасименко А.И. Справочник электро-газосварщика, Ростов-на-Дону, Феникс, 2009 - 412 с.
7. Герасименко А.И. Электрогазосварщик, Ростов-на-Дону, Феникс, 2007.
8. Казанов Ю.В. Сварка и резка материалов, Академия, М.: 2008 - 496 стр.
9. Куликов О.Н. Охрана труда при производстве сварочных работ, М., Академия, 2008 - 176 с.
10. Куликов О.Н. Охрана труда в строительстве, М., Академия, 2006 - 288 с.
11. Маслов В.И. Сварочные работы, М., Академия, 2009 - 240 с.
12. Орлов К.С. Монтажник санитарно-технических, вентиляционных систем и оборудования, Академия, М.: 2006 - 352с.
Содержание
Введение
Сварщик - профессия ответственная, почти виртуозная, от качества работы которого зависит многое - долговечность и устойчивость строительных конструкций, работа и срок службы различной техники.
Сварка металлов широко применяется во многих отраслях промышленности и в строительстве и является высокопроизводительным процессом, позволяющим при небольших материальных и трудовых затратах создавать конструкции с высокими технико-экономическими показателями.
Важнейшими направлениями в развитии сварочного производства являются: повышение уровня механизации и автоматизации сварочных процессов, повышение производительности сварочного оборудования, улучшение качества сварных изделий и снижение их себестоимости.
При сварке меньше расходуется металла, так как не применяются накладки и заклепки; сокращаются сроки и снижается стоимость работ вследствие уменьшения трудоемкости изготовления конструкций; снижаются затраты на оборудование, так как сварочное оборудование дешевле, чем сверлильные и дыропробивные станки и клепальные гидравлические машины; увеличивается прочность и герметичность соединений, что особенно важно при изготовлении котлов, сосудов, трубопроводов и других конструкций, что и определяет актуальность темы настоящей дипломной работы.
Целью дипломной работы является изучение технологических процессов сборки и сварки трубопровода диаметром 50 мм в поворотном положении в базовых условиях.
Объектом работы является сборка и сварка трубопровода диаметром 50 мм в поворотном положении в базовых условиях.
Предметом работы является освоение технологии сборки и сварки трубопровода диаметром 50 мм в поворотном положении, проведение экономического расчета.
Субъектом работы является предприятие Филиал ОАО "Газпром газораспределение Уфа" в г. Туймазы.
1. Общая часть
Сварочно-монтажные работы выполняют для соединения отдельных труб в непрерывную нитку магистрального трубопровода. При производстве сварочно-монтажных работ приняты две основные схемы их организации:
1) сварка отдельных труб длиной 6 и 12 м на трубосварочной базе в трубные секции длиной 24 или 36 м с последующей их доставкой на трассу сооружаемого участка;
2) вывоз отдельных труб непосредственно на трассу, где их и сваривают.
При строительстве магистральных трубопроводов применяют, в основном, электродуговую сварку. В этом случае к трубе и к электроду подведены разноименные электрические заряды. При приближении электрода к трубе на определенное расстояние возникает непрерывный электрический разряд, называемый дугой. От тепла электрической дуги металл свариваемых деталей и электрода плавится. При этом металл электрода формирует сварочный шов, упрочняющий место сварки.
В полевых условиях сварку труб магистральных трубопроводов производят с использованием сварочных генераторов - источников постоянного тока. Сварочные генераторы работают от дизельных или карбюраторных двигателей внутреннего сгорания. Для удобства перемещения вдоль трассы строящегося трубопровода сварочный генератор устанавливают на тележку с автомобильными колесами. Широко используют также самоходные сварочные агрегаты, представляющие собой сварочный генератор, установленный на гусеничном тракторе; при этом приводом генератора является двигатель трактора.
Различают ручную и автоматическую электродуговую сварку.
сварка дуговая трубопровод труба
Сварочный пост для ручной электродуговой сварки оборудуют источником питания электрической дуги (сварочным генератором) и двумя электрическими кабелями с прочной изоляцией, на конце одного из которых находится электрододержатель клещевого типа. Электрододержатель предназначен для крепления и подвода тока к электроду. Второй кабель от источника сварочного тока присоединяют к свариваемой трубе с помощью специального зажима. Рабочий-сварщик перемещает электрододержатель с закрепленным в нем электродом вдоль линии соприкосновения труб и формирует сварочный шов.
Каждый электрод состоит из стального стержня диаметром 3.5 мм, изготовленного из малоуглеродистой проволоки, и специального покрытия на поверхности стержня. Покрытие электродов предназначено для достижения сразу нескольких целей: а) для защиты металла сварного шва от проникновения в него из воздуха азота и кислорода, что значительно повысило бы хрупкость шва; б) для обеспечения стабильного горения дуги; в) для легирования металла сварного шва и т.д. В связи с этим электродные покрытия имеют достаточно сложный состав.
Достоинствами ручной электродуговой сварки является возможность сварки неповоротных стыков трубопровода (т.е. отсутствует необходимость вращения труб) и менее жесткие требования к подготовке труб к сварке, чем при ее выполнении другими способами.
Автоматическая электродуговая сварка была разработана в нашей стране в 30-е годы и применяется при сооружении магистральных трубопроводов с 1948 г.
При автоматической сварке применяют не отдельные электроды, а сварочную проволоку диаметром 2.4 мм, которая подается к месту сварки из бухты. Никакого покрытия проволока не имеет. Вместо этого к месту сварки из бункера сварочной головки непрерывно поступает и укладывается слоем толщиной 40.50 мм специально приготовленный зернистый материал - флюс. Слой флюса играет ту же роль, что и покрытие электродов.
Сварка закрытой дугой под флюсом обеспечивает хорошее качество сварного шва, несмотря на высокую скорость ее выполнения - 60.100 м/ч. Однако автоматическую сварку под флюсом можно выполнять только в нижнем положении, что достигается вращением труб - то есть на трубосварочных базах. Однако и здесь автоматическую сварку применяют только после того как трубы будут "прихвачены" друг к другу, т.е. когда ручной сваркой выполнен самый первый (корневой) шов.
До начала сварочных работ проводят подготовку кромок труб: их зачистку и разделку кромок. Зачистка необходима во избежание образования большого числа пор в сварном шве. Заключается зачистка в том, что торцовую часть каждой трубы на длине около 1 м очищают от грязи, наледи и снега. Кроме того, на расстоянии 10.20 мм от торца трубы наружную и внутреннюю поверхности труб, а также их кромки очищают от окалины, ржавчины и грязи до металлического блеска стальными щетками или портативными шлифовальными машинками с абразивными кругами. Разделка кромок заключается в снятии фаски различной формы с торцов труб с целью обеспечения их полного провара. Разделка может быть односторонней, выполняемой с внешней поверхности трубы (ее делают на заводах по производству труб), и двусторонней, выполняемой снаружи и изнутри.
При сборке стыков труб необходимо обеспечить их соосность, совпадение внутренних кромок и сохранение необходимых зазоров. Для этого при проведении сборочно-центровочных операций применяют специальные устройства - внутренние или наружные центраторы.
Наиболее качественную сборку стыков обеспечивает применение внутренних центраторов (рис. 1). Они снабжены специальным распорным механизмом, постоянного тока; выравнивающим кромки труб.
Достоинством внутренних центраторов является то, что стык открыт снаружи и поэтому можно вести сварку без предварительной прихватки. Если центратор достаточно мощный, то с его помощью можно даже устранить овальность концов труб. Внутри труб внутренний центратор перемещают вручную с помощью длинной штанги, либо с использованием электродвигателя.
Рисунок 1 - Общий вид внутреннего центратора ЦВ-102:
1 - рамки; 2 - рама; 3 - центрирующий механизм; 4 - гидрораспределитель; 5 - штанга; 6 - опорные колеса; 7 - поршневой насос; 8 - электродвигатель; 9 - обратный клапан; 10 - предохранительный клапан.
Наружные центраторы (рис. 2) применяются в тех случаях, когда невозможно применение внутренних (например, при сварке захлестов). Они представляют собой многозвенную конструкцию, охватывающую торцы обеих труб снаружи. Стыки, собранные с помощью наружных звенных центраторов, фиксируют с помощью коротких швов длиной 60.80 мм, называемых прихватками, после чего наружный центратор снимают со стыка и накладывают сплошной шов.
С 1952 г. на строительстве магистральных трубопроводов применяется электроконтактная стыковая сварка оплавлением. Она предусматривает нагрев торцов труб до высокой температуры и их последующее соединение под воздействием осевого сдавливания. Преимуществом электроконтактной сварки является ее высокая производительность, поскольку сварное соединение в данном случае образуется сразу по всему периметру стыка в течение 5.10 мин. При электродуговой же сварке сварное соединение формируется последовательным наложением нескольких слоев шва по периметру трубы.
Рисунок 2 - Наружный многозвенный центратор:
1 - натяжной винт; 2 - крестовина; 3 - накидной замок; 4 - рамки; 5,6 - звенья
Основой установки для электроконтактной сварки являются кольцевые трансформаторы, устанавливаемые на торцы свариваемых труб. Кроме того, в состав установки входят механизмы центровки труб, равномерного подвода тока, перемещения труб в процессе оплавления, а также снятия частиц затвердевшего металла (грата) с внутренней и наружной поверхности труб. Все перечисленные операции выполняют передвижные комплексы "Север".
Недостатком электроконтактной сварки являются более жесткие требования к торцам труб (меньшие допуски по овальности, разностенности и др.), чем при электродуговой и автоматической сварке.
К перспективным методам сварки труб относятся сварка лазером, трением, взрывом и т.д.
1.2 Сущность метода ручной дуговой сварки
При ручной дуговой сварке в качестве анода и катода выступают металл свариваемого изделия и сварочный электрод - металлический стержень, покрытый слоем особого состава - обмазкой, или, согласно официальной терминологии, покрытием. Назначение покрытия - стабилизация дуги, защита и легирование расплавленного металла сварочной ванны. Различают четыре вида покрытия: основной, целлюлозный, рутиловый и кислый; для сварки магистральных трубопроводов разрешены только электроды первых двух видов. Различные виды покрытия электродов по-разному взаимодействуют с металлом в процессе сварки. Химический состав металла электрода и покрытия определяется химическим составом металла свариваемого изделия (труб) и выбранной технологией сварки.
Возбуждение электрической дуги при ручной дуговой сварке основано на использовании явления короткого замыкания. При этом происходит следующее: в месте контакта на катоде образуется катодное пятно, которое настолько сильно нагрето, что становится способным к электронной эмиссии (т.е. испусканию электронов) при приложении напряжения в 60-70 В. Для возникновения сварочной дуги как газового разряда необходимо наличие заряженных частиц, направленное движение которых и будет электрическим током. Явлением, обеспечивающим появление этих частиц, является термическая, или ударная ионизация. Эмитированные катодом электроны в результате соударения с нейтральными ионами приводят к появлению ионов. В результате в газовом промежутке между двумя электродами возникают носители электричества - отрицательно заряженные электроны и положительно заряженные ионы, создаются условия для возникновения сварочной дуги, тепло которой используется при сварке.
Металл сварного шва - закристаллизовавшейся сварочной ванны - будет состоять из смеси металла труб и металла электродов. Его физико-химические характеристики будут зависеть как от качества и правильности принятия решений по выбору технологии сварки, так и от качества выполнения сварочных работ и последующей термообработки сварного шва.
1.3 Дефекты сварных соединений
Согласно ГОСТ 23055 - 78* для соединений, выполненных сваркой плавлением, возможно образование шести видов дефектов:
· пористость шва: сферическая, канальная, цепь пор, группа пор, линейная (протяжённая).
· шлаковые и металлические включения: разделяются на шлак компактный, шлак линейный, металлические включения, поверхностные включения.
· несплавления: по кромкам и между слоями многослойного шва.
· дефекты формы шва: чрезмерный провар корня (прожог, протёк), неровности (наплывы, вмятины и пр.), подрезы, несовпадения кромок и т.п.
Все эти дефекты ухудшают механические свойства сварных соединений и, следовательно, работоспособность конструкций. Часть из них, такие, как наружная пористость и наружные включения, прожоги, неплотность шва, подрезы, вмятины, недостаточные размеры швов и усилений, должна быть исправлена немедленно при обнаружении силами сварщика, допустившего дефект.
Наиболее опасны и недопустимы трещины всех видов, при обнаружении которых сварного соединения бракуется или же подлежит исправлению. Исправление возможно при наличии единичных трещин, а сварное соединение с множественными трещинами исправлению не подлежит. Для ликвидации единичной трещины предварительно засверливают металл на расстоянии примерно 30 - 50 мм от её концов, после чего делают разделку трещины, затем подогревают участку металла на её концах до температуры 100 - 150°С и одновременно заваривают подготовленную трещину.
Для объекта данной работы используется: Ультразвуковая дефектоскопия (УЗД) основана на использовании ультразвуковых колебаний (УЗК), которые представляют собой колебания упругой Среды со сверх-высокими частотами (более 20 кГц), не воспринимаемыми человеческим ухом. Ультразвуковые волны могут проникать в металл на большую глубину и отражаться от неметаллических включений и других дефектов. Для контроля применяют колебания частотой 0,5 - 10 Мгц.
Введение этих колебаний осуществляют пьезоэлементами (пьезопреобразователями), которые состоят из пьезопластин толщиной, равной половине длины волны, излучаемой УЗК. Пьезоэлектрические материалы обладают способностью преобразовывать действие электрического поля в механические деформации и наоборот - действие механических деформаций в электрические заряды.
Пластины изготавливают из пьезоэлектрической керамики или кварца и наклеивают на призмы из оргстекла, полистирола, капрона и других материалов, которые поглощают ультразвук и обеспечивают высокое затухание колебаний, что позволяет получать короткие зондирующие импульсы. Для приложения и съёма электрического поля на противоположных поверхностях пластины нанесени серебряные электроды.
Пьезопреобразователь обладает свойством излучать УЗК в металл через контактирующую смазку (глицерин, солидол и т.п.) синхронно с приложенным высокочастотным током и воспринимать отражённые от дефектных мест обратные УЗК, преобразуя их в электрические импульсы, фиксируемые электронно-лучевой трубкой. Чаще всего применяют наклонный преобразователь, работающий по совмещённой схеме и служащий одновременно излучателем и приёмником УЗК.
Применяются также раздельно совмещённый преобразователь, в котором одна пьезопластина служит излучателем УЗК, а другая приёмником.
Контроль, как правило, проводят с одной стороны соединения (для толщины до 50 мм), но с обеих сторон шва, как показано на рисунке. В настоящее время УЗК применяют всё более широко для проверки качества стыковых и угловых швов и даже стыков арматурной стали. Иногда для большей надёжности сомнительные места просвечивают.
2. Техническая часть
Для изготовления труб диаметром 50мм используется низколегированная сталь 14ХГС. В таблицах 1 и 2 приводится химический состав и механические свойства стали. Данная сталь сваривается с ограничением по тепловому режиму, сварка возможна при подогреве до 100-120 0 С и последующей термообработке при правильно подобранном режиме сварки. Химический состав стали представлен в таблице 1.
Читайте также: