Сварка трубопроводов высокого давления гост
Обновлено: 20.09.2024
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Pipeline valves. Welding and quality control of welded joints. Technical requirements
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Научно-производственная фирма "Центральное конструкторское бюро арматуростроения" (АО "НПФ "ЦКБА")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 259 "Трубопроводная арматура и сильфоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 сентября 2016 г. N 91-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 1 августа 2017 г. N 775-ст межгосударственный стандарт ГОСТ 33857-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 В настоящем стандарте реализованы основные положения СТ ЦКБА 025-2006 "Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования"
6 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на сварку узлов и конструкций трубопроводной арматуры из стали и железоникелевых сплавов для опасных производственных объектов (ОПО), атомных станций 4-го класса безопасности и других областей применения.
Стандарт устанавливает основные требования к сварочным материалам, подготовке кромок под сварку сборке, технологии сварки и термообработке сварных соединений, а также устанавливает методы, объем контроля и нормы оценки качества сварных соединений при проектировании, изготовлении и ремонте трубопроводной арматуры.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
ГОСТ 2.314-68 Единая система конструкторской документации. Указания на чертежах о маркировании и клеймении изделий
ГОСТ 12.1.005-88 Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.3.009-76 Работы погрузочно-разгрузочные Общие требования безопасности
ГОСТ 12.4.021-75 Системы вентиляционные. Общие требования
ГОСТ 2246-80* Проволока стальная сварочная
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 2246-70. - Примечание изготовителя базы данных.
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-70 Швы сварных соединений. Ручная дуговая сварка. Основные типы, конструктивные элементы и размеры*
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. - Примечание изготовителя базы данных.
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость против межкристаллитной коррозии
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы, конструктивные элементы и размеры
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20295-85 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия
ГОСТ 23055-78 Классификация сварных соединений по результатам радиографического контроля
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 24856-2014 Арматура трубопроводная. Термины и определения
ГОСТ 33260-2015 Арматура трубопроводная. Металлы, применяемые в арматуростроении. Основные требования к выбору металлов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Сварка трубопроводов высокого давления гост

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТРУБОПРОВОДЫ ТЕХНОЛОГИЧЕСКИЕ СТАЛЬНЫЕ
Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах
Industrial steel pipe-lines. Requirements for design and operation in explosive and chemically dangerous industries
Дата введения 2015-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
1 РАЗРАБОТАН Некоммерческим партнерством "Сертификационный центр НАСТХОЛ" (НП "СЦ НАСТХОЛ"), Обществом с ограниченной ответственностью "Научно-техническое предприятие Трубопровод" (ООО "НТП Трубопровод"), Россия
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 155 "Соединения трубопроводов общемашиностроительного применения"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 апреля 2014 г. N 331-ст межгосударственный стандарт ГОСТ 32569-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 6, 2019 год с учетом уточнения, опубликованного в ИУС 11-2019; поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021
Поправки внесены изготовителем базы данных
Введение
Настоящий стандарт устанавливает основные технические требования к технологическим трубопроводам: условия выбора и применения труб, деталей трубопроводов, арматуры и основных материалов для их изготовления, а также требования к сварке и термообработке, размещению трубопроводов, условиям нормальной эксплуатации, соблюдение которых обязательно для предприятий, имеющих подконтрольные надзорным органам производства.
Настоящий стандарт предназначен для специалистов, осуществляющих проектирование, строительство, реконструкцию и эксплуатацию трубопроводов в нефтеперерабатывающей, химической, нефтехимической, нефтяной, газовой и других смежных отраслях промышленности.
В работе принимали участие: Селезнев Г.М. (Федеральная служба по экологическому, технологическому и атомному надзору), Миркин А.З., Кабо Л.Р., Магалиф В.Я., Куликов А.В., Усиньш В.В., Корельштейн Л.Б. (ООО "НТП Трубопровод"), Самохин Ю.Н., Толкачев Н.Н. (ОАО "ВНИКТИнефтехимоборудование", разделы 13, 14, приложение К), Бочаров А.Н. (ОАО "ВНИИНЕФТЕМАШ", разделы 7, 12, приложения А, Б), Харин П.А. (ОАО "НИИХИММАШ", разделы 7, 12, приложение А), Кузнецов А.М. (ОАО "ИркутскНИИХИММАШ", разделы 7, 12, подразделы 6.7, 11.4, приложения А, Г, Д, Л), Тарасьев Ю.И., Дунаевский С.Н. (ЗАО "НПФ "ЦКБА", раздел 8, приложение Н), ЗАО "Петрохим Инжиниринг" (раздел 12, приложение Б), Хренков Н.Н. (ГК "ССТ", пункт 10.8.11).
Настоящий стандарт учитывает требования технического регламента [1] и директивы [2].
1 Область применения
1.1 Настоящий стандарт устанавливает требования к проектированию, устройству, изготовлению, испытанию, монтажу, эксплуатации трубопроводов технологических стальных, предназначенных для транспортирования в пределах промышленных предприятий химической, нефтехимической, нефтяной, нефтеперерабатывающей, газоперерабатывающей и других смежных потенциально опасных отраслей промышленности газообразных, парообразных и жидких сред с расчетным давлением до 320 МПа включительно и вакуумом не ниже 665 Па (5 мм рт.ст.) при температуре среды от минус 196°С до плюс 700°С.
К трубопроводам технологическим относятся трубопроводы в пределах промышленных предприятий, по которым транспортируется сырье, полуфабрикаты и готовые продукты, пар, вода, топливо, реагенты и другие вещества, обеспечивающие ведение технологического процесса и эксплуатацию оборудования, а также межзаводские трубопроводы, находящиеся на балансе предприятия.
Примечание - Наряду с термином "трубопровод технологический" может применяться термин "трубопровод".
1.2 Настоящий стандарт не в полной мере распространяется на эксплуатацию, контроль, проверку испытания, техническое обслуживание и ремонт трубопроводных систем, введенных в эксплуатацию. Положения настоящего стандарта можно применять для указанных целей. Однако в этих случаях, возможно, потребуется принимать во внимание эксплуатационные документы по ГОСТ 2.601, а также другие нормативные документы (НД).
1.3 Наряду с настоящим стандартом при проектировании, строительстве и эксплуатации технологических трубопроводов следует руководствоваться техническими регламентами, межгосударственными, национальными и другими стандартами, строительными нормами и правилами, документами надзорных органов, разработанными для специфических производств. При этом следует учитывать требования пожаровзрывобезопасности, производственной санитарии и охраны труда, изложенные в соответствующих НД.
1.4 Настоящий стандарт не распространяется на трубопроводы:
- магистральные (газопроводы, нефтепроводы и продуктопроводы);
- электростанций, котельных, шахт;
- тепловых сетей, линий водоснабжения и канализации;
- особого назначения (передвижных агрегатов, смазочных систем, являющихся неотъемлемой частью оборудования, и т.д.);
- топливного газа, на которые распространяется действие правил на системы газораспределения и газопотребления;
- также трубы, трубки, трубчатые коллекторы, перемычки печей с огневым нагревом, находящиеся внутри корпуса печи;
- энергетические обвязочные трубопроводы котлов, которые регламентируются правилами на трубопроводы пара и горячей воды.
1.5 Организация, осуществляющая эксплуатацию трубопровода (владелец трубопровода), несет ответственность за правильную и безопасную эксплуатацию трубопровода, контроль за его работой, за своевременность и качество проведения технического обслуживания и ремонта, а также за согласование с автором проекта всех изменений, вносимых в объект и в проектную документацию.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.104-2006 Единая система конструкторской документации. Основные надписи
ГОСТ 2.601-2013 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.044-89 Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.2.085-2002 Сосуды, работающие под давлением. Клапаны предохранительные. Требования безопасности
ГОСТ 21.110-2013 Система проектной документации для строительства. Спецификация оборудования изделий и материалов
ГОСТ 356-80 Арматура и детали трубопроводов. Давления номинальные, пробные и рабочие. Ряды
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 481-80 Паронит и прокладки из него. Технические условия
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5583-78 (ИСО 2046-73) Кислород газообразный технический и медицинский. Технические условия
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 6032-2003 (ИСО 3651-1:1998, ИСО 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость к межкристаллитной коррозии
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8696-74 Трубы стальные электросварные со спиральным швом общего назначения. Технические требования
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические условия
ГОСТ 9399-81 Фланцы стальные резьбовые на 20-100 МПа (200-1000 кгс/см). Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 16037-80* «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры»
Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
| Обозначение: | ГОСТ 16037-80* |
| Название рус.: | Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
| Статус: | действующий (Переиздание с изменением N 1.) |
| Заменяет собой: | ГОСТ 16037-70 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.07.1981 |
| Утвержден: | Госстандарт СССР (24.04.1980) |
| Опубликован: | ИПК Издательство стандартов № 1991 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХТРУБОПРОВОДОВ
Основные типы,конструктивные элементы и размеры
ГОСТ 16037-80
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines. Main types, design elements and dimensions
ГОСТ
16037-80
Срокдействия с01.07.81
1. Настоящий стандарт распространяется на сварныесоединения трубопроводов из сталей и устанавливает основные типы,конструктивные элементы и размеры сварных соединений труб с трубами иарматурой.
Стандарт не распространяетсяна сварные соединения, применяемые для изготовления самих труб из листового илиполосового материала.
Требования настоящегостандарта являются обязательными.
2. В стандарте приняты следующиеобозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р -ручная дуговая сварка;
Ф -дуговая сварка под флюсом;
Г -газовая сварка.
Для конструктивных элементовтруб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
b - зазор между кромкамисвариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладногокольца;
а -толщина шва;
с -притупление кромки;
В -ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должнысоответствовать указанным в табл. 1.
4. Конструктивные элементы иих размеры должны соответствовать указанным в табл. 2-33.
Для угловыхшвов в таблицах приведен расчетный катет.
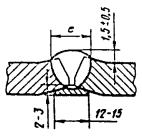
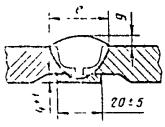
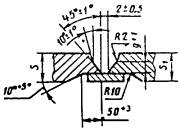
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Условное обозначение сварного соединения
Стыковое соединение трубы с трубой или с арматурой
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся цилиндрической подкладке
Со скосом одной кромки
Со скосом кромок
Односторонний с расплавляемой вставкой
С криволинейным скосом кромок
С криволинейным скосом кромок с расточкой
Со скосом кромок с расточкой
Односторонний на остающейся конической подкладке
Со скосом кромок с раздачей
Стыковое соединение секторов колеи (отводов)
Стыковое соединение фланца с трубой
С двумя несимметричными скосами двух кромок
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
Нахлесточное соединение труб с раздачей одного конца трубы
Нахлесточное соединение труб муфтой
Угловое соединение фланца или кольца с трубой
Односторонний с раздачей и развальцовкой
С симметричным скосом одной кромки
Угловое соединение отростка с трубой равных размеров
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
Угловое соединение ответвительного штуцера или приварыша с трубой
Односторонний на цилиндрическом усе
Примечание . В графе «Толщина стенки и минимальный наружныйдиаметр трубы для способов сварки» в числителе приведены предельные толщиныстенок, а в знаменателе – минимальные наружные диаметры труб за исключениемугловых соединений, для которых приведены предельные толщины стенок иминимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров иприварышей); для соединений, выполненных газовой сваркой, в знаменателеприведены предельные значения наружных диаметров.
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Конструктивные элементы
Конструктивные элементы и размеры
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
* Допускаетсяувеличение до 2 мм.
2,5 (при D у до 150 включ.) 3,0 (при D уболее 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры
Примечание . Допускается применение штуцерови ниппелей с фаской.
В, не более
30 (при D ндо 32 включ.)
40 (при D нсв. 32 до 108 включ.)
50 (при D н свыше 108)
40 (при D н менее 32)
50 (при D н св. 32 до 108 включ.)
60 (при D н более 108)
K , не менее
b , не более
Примечание . Значение «К» определяется при проектировании.
0,5 (при D н до 45 включ.)
s (при s до 3 включ.)
1,0 (при D н св. 45 до 194 включ.)
1,5 (при D н св. 194)
3 (при s св. 3)
К, не менее
1,3 толщины более тонкой детали
Примечание . Соединение применяется приотношении наружного диаметра ответвления к наружному диаметру трубы не более0,5.
1. При способесварки 3Н зазор b = 2,0 +0,5 .
2. Длинапротачиваемой части приварыша, входящей в трубу, устанавливается припроектировании соединения.
3. Величина s2 приведена после растопки.
Примечание . При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлениитройников и крестовин из труб должны применяться типы сварных соединений,установленные для отростков с трубами, а при сварке тройников, крестовин ипереходов с трубами или фланцами - соответственно типы сварных соединений трубс трубами или труб с фланцами.
6. Сварка стыковыхсоединений деталей неодинаковой толщины при разнице, не превышающей значений,указанных в табл. 34, должна производиться так же, как деталей одинаковойтолщины; конструктивные элементы подготовленных кромок и размеры сварного шваследует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
Для осуществления плавного перехода от одной деталик другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщинесвариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющейбольшую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и3. При этом конструктивные элементы подготовленных кромок и размеры сварногошва следует выбирать по меньшей толщине.
7. Шероховатостьобрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73 .
8. Остающиеся подкладки имуфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистойстали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и20 по ГОСТ1050-88 .
9. Зазор между остающейся подкладкой и трубой длясварных соединений, контролируемых радиографическим метолом, должен быть неболее 0,2 мм, а для соединений, не контролируемых радиографированием, - неболее 0,5 мм.
Местные зазоры для указанныхсоединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор междурасплавляемой вставкой и торцевой или внутренней поверхностью трубы должен бытьне более 0,5 мм.
11. В сварных соединенияхотростков с трубами допускается присоединение отростков под углом до 45° к оситрубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должныустанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезкеотверстия, на величину до 3 мм, а размер адолжен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочнойстороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонениякатета углового шва К, К1 от номинального в случаях,не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклостьуглового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке вдругих пространственных положениях. Вогнутость углового шва до 30 % величиныкатета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединенийтруб с толщиной стенки более 4 мм допускается сварка корня шва способом,отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПостановлениемГосударственного комитета СССР по стандартам от 24.04.80 № 1876
Читайте также: