Сварка трубы под 45 градусов 57 трубы
Обновлено: 29.05.2024
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Особенность сварки заключается в расположении шва в пространстве. Необходимо иметь навык в сварке швов во всех пространственных положениях.
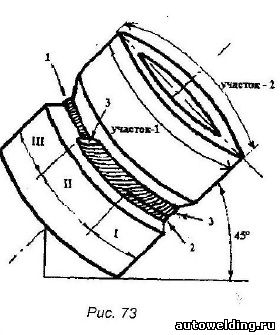
Корень шва (рис. 73)
Валик - 1 выполняется электродом диаметром 3 мм узким валиком с потолочного положения. Сварочный ток - в диапазоне 80-95 А на все положения. Труба делится на 2 участка вертикальной осью. Каждый участок на три (I, II, III) положения. Положение I - потолочно-горизонтальное, положение II - ветикально-горизонтальное и положение 111 - нижнее. «Замки» выполняют так же, как описано в разделе 3.6. Дуга короткая. Наклон электрода при сварке потолочно-горизонтального положения выдерживать под 90° к обоим поверхностям трубы. Сварку начинать «углом назад». После прохода самой нижней части шва переходить на сварку «углом вперед». При сварке вертикально-горизонтального положения (II) сварочную ванну поддерживать так, как при сварке вертикальных швов, только с постоянным смещением по горизонтали 1-го участка влево, 2-го участка вправо. Сварку производить «углом вперед», как показано на рис. 68. Сварку положения III заканчивать, как нижнее положение, с наклоном электрода 90° к поверхности трубы.
Заполнение разделки (рис. 73)
Рекомендуются два варианта:
Первый вариант. Второй валик (второй слой) выполняется в один проход электродом диаметром 3 мм на повышенном сварочном токе, проплавляя и соединяя нижнюю кромку-корневой валик - и верхнюю кромку. Скорость сварки меньше, чем при сварке корневого валика. Манипулирование электродом - поперечное, минимальное.
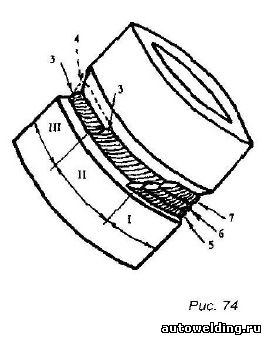
Второй вариант. Второй слой электродом диаметром 3 мм (рис. 73) выполнять следующим образом. Потолочная и нижняя зоны выполняются в несколько проходов в зависимости от ширины разделки. Вертикальная зона выполняется в один проход. Первый валик (2) потолочного положения выполняется на нижнюю часть разделки, которая является как бы полочкой шириной 1-1,5 диаметра электрода с покрытием, как наплавка а потолочном или горизонтальном положении до положения (вертикально-горизонтального), когда необходимо переходить на вертикальную сварку. Второй валик (3) начинать, отступив от начала первого валика на 5-10 мм, который является площадкой для второго. Техника сварки та же, что и первого валика. Выйдя на горизонтальный уровень (2-го) валика (нежелательно в этом месте делать остановку или замену электрода), начать сварку по всей ширине разделки, проплавив кратер первого валика. Техника сварки как вертикальных швов, только с каждым шагом манипулирование электродом, помимо подъема, производить, смещая электрод по горизонтали, стараясь сохранить ширину слоя, набранную в потолочном положении двумя валиками. Таким способом сварку производить до положения (нижнего), когда возникает трудность управлять жидкой ванной по всей ширине. В этом случае необходимо перейти на сварку в несколько проходов так же, как и в потолочном положении. Первый валик закончить за горизонтальной линией как можно дальше, но не допуская подтека и нависания на предыдущий шов другого участка. Последующий валик закончить чуть раньше на 5-10 мм, чем первый. Каждый предыдущий валик является площадкой для последующего, это способствует нормальному управлению сварочным процессом. В той же последовательности выполнить вторую половину стыкового соединения (2-го участка), предварительно (при необходимости) зачистив, подрубив начало и окончание каждого прохода. Последующие слои (рис. 74) выполняются так же, не забывая оставлять в каждом слое незаполненную разделку на ширину электрода с покрытием между предпоследним валиком и верхней кромкой разделки в потолочной и нижней зоне. При сварке больших толщин зона вертикально-горизонтальная при большой ширине разделки выполняется также в несколько проходов.
Рекомендуемый метод позволяет качественно и производительно (в связи с применением повышенной величины сварочного тока) выполнять стыковое соединение трубы под 45°.
Лицевой слой (рис. 75)
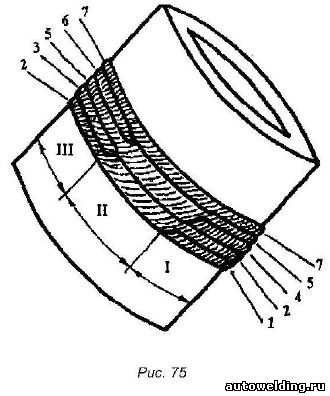
Лицевой слой выполняется с той же техникой сварки, что и заполнение разделки. Последний валик (7) выполнить электродом диаметром 3 мм, не допустив подреза в верхней части шва. Валики 1, 3, 4 и 6 являются как бы дополнительными для сохранения ширины шва в потолочном и нижнем положениях.
Сварка труб под углом

Сварка труб под углом имеет свои нюансы. Она несколько сложнее, чем другие способы соединения элементов конструкции. Чтобы хорошо выполнить такую работу, специалист должен обладать определенными знаниями и опытом.
С другой стороны, благодаря подобной сварке отпадает нужда в использовании разного рода отводов, тройников и крестовин для сборки системы труб. И данную возможность сэкономить упускать просто-напросто неразумно.
4 основных способа сварки труб между собой
Для сварки труб между собой существует несколько способов, выбор которых будет зависеть от типа соединения:
- Сварка встык – при этом методе детали находятся напротив друг друга, к примеру, это концы двух труб.
- В тавр, или тавровый стык – чаще всего этот способ используют при врезании в трубу под углом 90°, то есть расположенных перпендикулярно друг к другу (в форме буквы «Т»).
- Внахлест – применяют для повышенной герметичности при сборке двух труб, а также при разнице в диаметрах или при наличии неровностей. При таком методе конец одной трубы развальцовывают (увеличивают диаметр края при помощи специального приспособления, растягивают ее поверхность изнутри) и затем надевают ее на край другой трубы.
- Угловое соединение – это процесс сварки квадратных или круглых труб с определенным углом относительно друг друга. Обычно используют стандартные значения – под углами 45°, 60° или 90°.

Преимущественно для угловой сварки применяются стальные трубы. Такое соединение участков используют и при изготовлении арматур из конструкционных сплавов, и при производстве труб из высоколегированных сталей. Для металлических изделий с разными свойствами требуются различные технологии сварки и определенный тип электродов.
С помощью сварки (пайки), помимо прочего, можно соединять также алюминиевые или медные трубы. Правда, в таких случаях необходим специальный аргонодуговой аппарат, возбуждающий электрическую дугу в среде инертного газа (аргона). При этом в качестве электрода может быть использована обычная медная или алюминиевая проволока.
Кроме того, применяя технологию термической сварки давлением, можно соединить и полимерные трубы. Эту технику даже используют для изготовления сегментарных фитингов, собираемых из вырезанных фрагментов труб.
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.

Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендуем статьи по металлообработке
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.
Соединение труб сваркой под углом производится с помощью следующих типов сварочных швов:
- Без применения скосов (разделов) кромок, когда сопрягаемые секторы соединяются при помощи втулки (съемной подкладки), устанавливаемой внутри или встык. При использовании такого метода применяется шов одностороннего исполнения.
- С односторонним кромочным скосом и точной обработкой торцевой поверхности одного сектора. Такой стык можно изготовить как при помощи съемной прокладки, так и без нее.
- С кромочными скосами, предполагающими условную точность торцов трубы. При данной технологии используются два вида подкладок – цилиндрические и кольцеобразные. Образующую фаску можно нарезать как с наружной, так и с внутренней стороны торцов. Иными словами, односторонний вид шва накладывается не только с внешней, но и с внутренней части трубы, формируя сварное соединение с тупым и острым углом.
- С развальцовкой (расточкой) внутренней поверхности торца стыка и скосом кромок по наружной стороне. В соответствии с ГОСТом есть шесть разновидностей внутренней расточки кромок.
Соответственно, при таком разнообразии сварочных швов предполагается применение разных способов и техник сварки, начиная со стандартного электродугового метода и заканчивая газовой пайкой.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
При угловом сопряжении со скосом кромок и разделом предполагается стыковка труб толщиной стенок от 6 до 60 мм. Ширина раздела будет изменяться в пределах от 18 до 48 мм. Такие значения подразумевают использование особой техники заполнения сварочной ванны.
3 метода сварки профильных труб под прямым углом
Чаще всего при изготовлении приспособлений, металлоконструкций и каркасов различного оборудования используется профильная труба. При ее применении в конструкциях почти всегда необходимо выполнить сварку, чаще всего под прямым углом.
Сварочные работы выполняют различными способами, все зависит от того, что является приоритетным – эстетичность или скорость выполнения работ.

Применяется при использовании черновых профильных заготовок, невидимых со стороны конструкций. При сварке два куска профильной трубы необходимо приложить друг к другу под прямым углом (чаще всего при помощи угловой струбцины) и обварить.
В результате образуется качественное и надежное соединение частей, которое выполняется за считанные минуты. Тем не менее, один из трубных торцов остается открытым, и это неприемлемо для использования конструкций, в которых стык такого вида будет просматриваться.
На заготовке в месте планируемого сгиба наносится поперечная линия. Затем влево и вправо от нее под углом в 45° проводятся лучи. То же самое делается и на противоположной стенке трубы – аккуратно напротив. Если использовать угольник, то на нанесение разметки уйдут считанные секунды.
Далее необходимо при помощи болгарки выполнить резы размеченной части трубы, чтобы осталась только поверхность стенки начала выхода лучей. После этого производится сгибание и выравнивание трубы, пока не появится прямой угол. В результате между стенками, предназначенными для стыка, остается зазор, не превышающий 2 мм. Владея определенным опытом, такую сварку можно произвести идеально и просто.
Этот способ почти полностью совпадает с предыдущим, но после сгибания не остаются те самые зазоры, которые порой сложно заварить аккуратно. Для его изготовления необходимо измерить толщину стенки профильной трубы, затем на заготовке прочертить поперечную линию, но при нанесении лучей под 45° необходимо сделать отступ от края, равный толщине стенки.
После этого следует вырезать отмеченную область и согнуть трубу. Наличие такого отступа при сгибе позволяет полностью устранить зазор. В итоге получается, что аккуратно нанести такой шов сможет даже сварщик с начальным уровнем подготовки. Эта технология является более кропотливой, но результаты в эстетическом плане намного качественнее.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка неповоротных стыков труб (при расположении трубы под 45°)
Рассмотрим рисунок 1. Валик - 1 выполняется электродом диаметром 3 мм узким валиком с потолочного положения. Сварочный ток - в диапазоне 80-95 А на все положения. Труба делится на 2 участка вертикальной осью. Каждый участок на три (I, II, III) положения. Положение I - потолочно-горизонтальное, положение II - ветикально-горизонтальное и положение 111 - нижнее. «Замки» выполняют так же, как описано в разделе 3.6. Дуга короткая.
Наклон электрода при сварке потолочно-горизонтального положения выдерживать под 90° к обоим поверхностям трубы. Сварку начинать «углом назад». После прохода самой нижней части шва переходить на сварку «углом вперед». При сварке вертикально-горизонтального положения (II) сварочную ванну поддерживать так, как при сварке вертикальных швов, только с постоянным смещением по горизонтали 1-го участка влево, 2-го участка вправо. Сварку производить «углом вперед», как показано на рис. 68. Сварку положения III заканчивать, как нижнее положение, с наклоном электрода 90° к поверхности трубы.
Другие страницы по теме Сварка неповоротных стыков труб (при расположении трубы под 45°) :

Рисунок 1. Корень шва .
Первый вариант. Второй валик (второй слой) выполняется в один проход электродом диаметром 3 мм на повышенном сварочном токе, проплавляя и соединяя нижнюю кромку-корневой валик - и верхнюю кромку. Скорость сварки меньше, чем при сварке корневого валика. Манипулирование электродом - поперечное, минимальное.
Второй вариант. Второй слой электродом диаметром 3 мм (рис. 1) выполнять следующим образом. Потолочная и нижняя зоны выполняются в несколько проходов в зависимости от ширины разделки. Вертикальная зона выполняется в один проход. Первый валик (2) потолочного положения выполняется на нижнюю часть разделки, которая является как бы полочкой шириной 1-1,5 диаметра электрода с покрытием, как наплавка в потолочном или горизонтальном положении до положения (вертикально-горизонтального), когда необходимо переходить на вертикальную сварку. Второй валик (3) начинать, отступив от начала первого валика на 5-10 мм, который является площадкой для второго. Техника сварки та же, что и первого валика. Выйдя на горизонтальный уровень (2-го) валика (нежелательно в этом месте делать остановку или замену электрода), начать сварку по всей ширине разделки, проплавив кратер первого валика. Техника сварки как вертикальных швов, только с каждым шагом манипулирование электродом, помимо подъема, производить, смещая электрод по горизонтали, стараясь сохранить ширину слоя, набранную в потолочном положении двумя валиками. Таким способом сварку производить до положения (нижнего), когда возникает трудность управлять жидкой ванной по всей ширине. В этом случае необходимо перейти на сварку в несколько проходов так же, как и в потолочном положении. Первый валик закончить за горизонтальной линией как можно дальше, но не допуская подтека и нависания на предыдущий шов другого участка. Последующий валик закончить чуть раньше на 5-10 мм, чем первый. Каждый предыдущий валик является площадкой для последующего, это способствует нормальному управлению сварочным процессом. В той же последовательности выполнить вторую половину стыкового соединения (2-го участка), предварительно (при необходимости) зачистив, подрубив начало и окончание каждого прохода. Последующие слои (рис. 2) выполняются так же, не забывая оставлять в каждом слое незаполненную разделку на ширину электрода с покрытием между предпоследним валиком и верхней кромкой разделки в потолочной и нижней зоне. При сварке больших толщин зона вертикально-горизонтальная при большой ширине разделки выполняется также в несколько проходов.

Рисунок 2. Сварка последующих слоёв .

Рисунок 3. Сварка лицевого слоя .
Образец сварки 57 трубы под 45 градусов
Сварка 57 трубы 45 градусов разбор мелочей будет интересно! Так же можете помочь виталий: Дружище, ну ты просто красавчик, спасибо тебе за видосы большое, я реально чет подглючивал со своим 4 разрядом, потому как нюансов дохренище, а возможностей смотреть и набираться опыта от кого то, сам знаешь, довольно таки мало, потому как я допустим со своим звеном вишу в одном конце, а к примеру сварщик с наксом с 5-ым в другом звене, совершенно в другом конце цеха или. ну неважно, смысл ясен, и рабочее время, это не учебное время. ,когда ты можешь встать и смотреть. вобщем спасибо огромное. Подготавливаюсь к накс и твои видосы очень полезны для людей со скажем так небольшим опытым работы, да и для всех, потому что как ни крути у каждого свой подчерк и излишняя информация дает только положительные результаты. Спасибо!
Дата: 2020-09-05






Комментарии и отзывы: 9
виталий
Меня вот именно очень интересует твое плавное зажигание дуги, вижу что короткая, зажигание спокойное, уверенное, без дерганий и особых залипаний, как? Понимаю что палец на электроде дает большую чувствительность. так же понимаю, что качество электродов и правильно выставленный ток это залог успеха, но когда висишь на ремнях и поясах, в потолке, НЖ-13, почемуто такую легкость изловить не можешь)
RADIANT60
Автор у меня к вам просьба, если возможно сделайте видео о том как варить трубы отопления 50 мм 40 мм, как их стыковать, как швы делать, отводы к ним приваривать, приваривать воздушники, трубы меньшего диаметра к трубам 50 мм. Ну очень нужно- никак не получается- не знаю почему уже столько видео пересмотрел- а себе отопление как нужно сварить не могу- спасибо большое заранее!
Олег
В общем я давно так не заморачиваюсь, тем более с 57 трубой, стыкую трубу без зазоров, на три прихватки, после облицовочным диском 125 прохожу трубу до появления зазоров, так и угол получается и зазор, очень быстро, прихватки прохожу также когда шов подходит, немного шлефую шов в месте остановки, в один стык, сдаю на ура такие швы МОЭК,
Сергей
У меня аж кишки сводит глядя на безотрыв, провалиться страшно. Ресантой не могу так сделать, она либо не тянет, добовляю валит, хотя обычное отопление мркой варю уверенно, вопрос, у меня руки не заточены или ресантой варить НАКС не судьба?
Рустик
Мы на аттестации корень варим ок 53. 70. 2. 5мм диаметр электрода, 57мм диметр трубы, толщина стенки 5 мм в два прохода. Облицовочный выполнеям электродом ок 53. 70. 3 мм диаметр. Облицовку ни в коем случае не трогать шлиф-машинкой. СТО Газпром.
Диман
Дима привет смотрю все твои видосы с электродами. такя просьба сможешь снять виде с электрлдами цу5 цл 39 трубы хаэмовские 32 под просвет. корень и заполнение с отрывом. спасибо за ранее
-Qu-AT-rO
за такую морковку как ты чистиш после сварки нас имеет контроль ну если это показать шов какой он получился тогда годно но так около шовное пространство не обдирают.
Алекс
молодчага! У меня проблемка с корнем: на заходике ямка остается. покажи как этого избежать, чтоб обратный валик был эстетичным и монолитным, с одинаковым усилением
Николай
Берем ГОСТ 16037-80 смотрим и видим фаска 30 градусов зазор 1 мм и притупление 0. 5-1 мм. Пробовал я варить с зазором 2 мм идет прожег. Так что ставьте 1 мм. Ток 50 ампер
Читайте также: