Сварка углом назад электродом
Обновлено: 03.05.2024

Секреты правильных угловых швов «в лодочку» и вертикальным электродом
Несмотря на всю кажущуюся простоту сварки угловых швов, не все так просто и однозначно. Очень часто в процессе сваривания угловых швов сварщики допускают критические ошибки, в результате которых образуются подрезы и недостаточный проплав металла.
Конечно же, у каждого сварщика с опытом уже набитая рука в сварке угловых швов. Он знает, как нужно вести электрод и располагать его к поверхности металла. Начинающим же сварщикам, которые не имеют опыта, порой тяжело приноровиться и сделать всё правильно.
Как вести электрод при сварке угловых швов
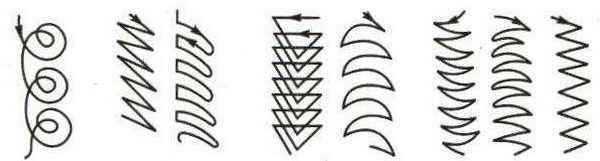
Существует множество различных типов ведения электрода при сварке угловых швов и не только. Колебательные движения могут быть размашистыми из стороны в сторону или не очень. Я же предлагаю не делать сильно широкие движения электродом из стороны в сторону при сварке электродом угловых швов, а лишь немного захватывать каждую из сторон.
Сварка ниточным швом или как её еще называют «узкий валик» позволяет избежать получения подрезов в сварке и добиться максимально возможного проплавления металла. Достигается это путем того, что электрод удерживается от поверхности металла на минимально возможном расстоянии в 1-3 мм.
Кроме того, при сварке угловых швов, таким образом, колебательные движения электродом можно не осуществлять вообще. То есть, при сварке угловых швов можно просто вести электрод вдоль стыка и сваривать, таким образом, металлы. При этом ток для электрода 3 мм должен быть немного повышен, примерно до 130 Ампер.
Способы сварки угловых швов
Сварка угловых соединений осуществляется двумя способами — в лодочку (вертикально) и наклонным электродом.

Техника сварки данными способами разная, а для начинающих сварщиков предпочтительно использовать первый способ, то есть, сварку угловых швов вертикальным электродом.
Сварка вертикальным электродом

Для сварки вертикальным способом электрод располагается перпендикулярно угловому соединению. При этом формирование сварочного шва происходит между двумя поверхностями. Здесь важно соблюдать короткую сварочную дугу и небольшие колебательные движения электродом в сторону.
Сварка наклонным электродом
Более сложный способ сваривания угловых соединений для начинающих сварщиков. Это принципиально иной способ, отличный от сварки «в лодочку», который не позволяет получить достаточный провар, поскольку металл всё время стекает в нижнюю его часть. Также часто не получается проварить качественно корень шва при таком способе сварки угловых швов.

При сварке данным способом электрод удерживается под углом 30-45 градусов относительно поверхности металла. Здесь важно соблюдать поперечные колебательные движения электродом, которые следует начинать с нижней поверхности, постепенно переходя на вертикальную поверхность.
Как лучше варить: углом вперед или углом назад

Как лучше варить: углом вперед или углом назад, особенности сварки
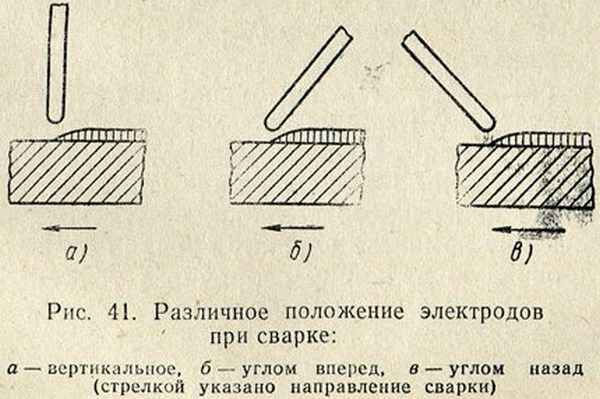
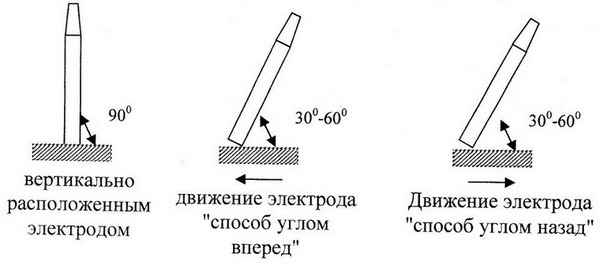
Когда вы свариваете, то редко удерживаете электрод перпендикулярно поверхности металла. Так варят только в труднодоступных местах, когда нет другого выбора.
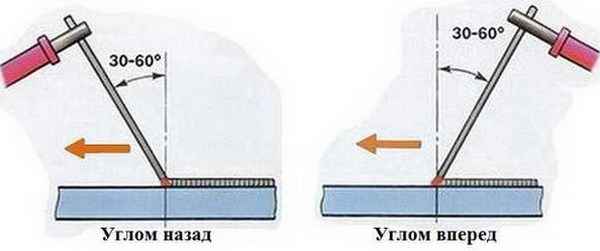
В основном же, электрод ведётся вдоль свариваемой заготовки под определённым углом — 30 или 60 градусов. При этом движение электродом может быть выполнено как вперед, так и назад.
Соответственно возникает простой вопрос: как лучше варить, углом назад или углом вперед? Варить можно и так, и так, но есть определённые моменты, которые связаны с глубиной провара, шириной шва, а также с величиной его выпуклости.
Как лучше варить: углом вперед или углом назад?
Сварка электродом может осуществляться в различных пространственных положениях. При этом происходит расплавление электродного торца, и постепенное сгорание покрытия.
Само же электродное покрытие в момент расплавления формирует «пузырь» из газообразующих элементов, который защищает сварочную ванну от кислорода. Ну а то, что не сгорело, мы можем лицезреть в виде шлака…
Сварка углом назад
В данном случае используется угол наклона электрода до 60 градусов. В процессе движения электродом назад, расплавленный шлак вытесняется из сварочной ванны. При этом нужно следить за тем, чтобы шлаковые выделения успевали перекрывать металл.
Что даёт сварка углом назад и где она применяется:
- Данным способом сварки можно получить наибольшую глубину провара;
- Использовать сварку углом назад нужно всегда с рутиловыми электродами;
- Когда нужно сварить корневые швы в горизонтальном и нижем положении;
- При сварке стыковых соединений швеллера. Заказать швеллер б/у можно у компании «Металлмос» — комплексного поставщика металлопроката;
- Для короткой сварочной дуги.
Как видно, сварка «углом назад» характеризуется лучшим проваром металла.

При этом глубина провара больше, а ширина соединения получается меньше, почти, что в два раза. Таким образом, шлак как бы отбрасывается назад, если значения тока на инверторе выставлены правильно.
Сварка углом вперед
Углом вперед осуществляют сварку тонких металлов. Это правило не относится к вертикальным сварочным швам, поскольку расплавленный металл здесь всё время норовит стечь вниз. При этом глубина провара оказывается меньше, но заметно увеличивается ширина сварного соединения.

Сварку углом вперед лучше осуществлять на повышенных скоростях, когда важно не прожечь металлическую заготовку. Данный вид сварки хорошо подходит для соединения тонкостенных изделий из стали, например, профильных труб, изделий из нержавейки и т. д. Таким образом, уменьшается вероятность образования прожогов.
В любом случае нужно следить за тем, чтобы угол наклона электрода был выбран правильно. Здесь важно соблюдать определённый баланс, поскольку шлак не должен в большом количестве оставаться позади электрода или наоборот, забегать слишком далеко вперед.
Техника ручной дуговой сварки труб покрытыми электродами
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм,
где dэ - диаметр электрода.
Оканчивают шов в нижнем положении.

Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов - «замковое» соединение - зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».

Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.

Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.

При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке.
Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов.
Сварка неповоротного горизонтального стыка
Сварка с формированием стабильного проплавления ведется электродом диаметром 3 мм. Сварочный ток выбирают в зависимости от толщины основного металла, зазора между кромками и толщины притупления. Наклон электрода составляет 80-90° к вертикали. При сварке «углом назад» наклон обеспечивает максимальное проплавление, а «углом вперед» - минимальное.

При недостаточном проплавлении длину дуги следует держать короткой, а при нормальном проплавлении - средней.
Корневой шов лучше выполнясь с минимальными размерами сварочной ванны, чтобы не было подрезов и наплывов с обратной стороны шва
Второй валик формируют так, чтобы расплавлять первый корневой шов и обе кромки трубы. Сварочный ток устанавливают в среднем диапазоне. Наклон электрода - такой же, как при сварке первою корневою шва. Сварку ведут «углом назад». Скорость выбирают такой, чтобы внешний вид валика был нормальным (не выпуклым и не вогнутым).

Третий валик лучше выполнять на повышенных режимах. Сварку ведут иод прямым углом или «углом назад». Скорость выбирают такой, чтобы валик был выпуклым, с полочкой для удержания металла ванны последующего валика. Траектория дуги должна совпадать с краем второго валика.
Четвертый валик - горизонтальный. Его выполняют на тех же режимах, что и третий. Электрод наклоняют под углом 80-90° к вертикальной поверхности трубы. Скорость сварки поддерживают такой, чтобы расплавлялись верхняя кромка разделки, поверхность второго валика и вершина третьего валика. Внешний вид четвертого валика должен быть нормальным.
«Замковые» соединения сваривают с плавным увеличением размера шва в начале и уменьшением на конечном участке, «набегающим» на начало шва на 20-30 мм.
Многопроходную сварку труб рекомендуется вести по спирали. Тогда получается меньше «замковых» соединений.

Сварку лицевого слоя надо выполнять электродами того же диаметра, какие использовались при заполнении разделки, но не более 4 мм. Последний верхний валик укладывают на более высокой скорости, чтобы он оказался узким и плоским.
Секреты сварки электродом

Секреты сварки электродом или что нужно знать новичку
Сварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.

Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
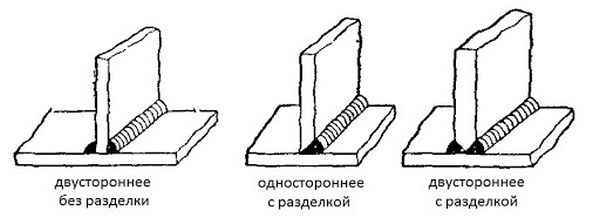
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
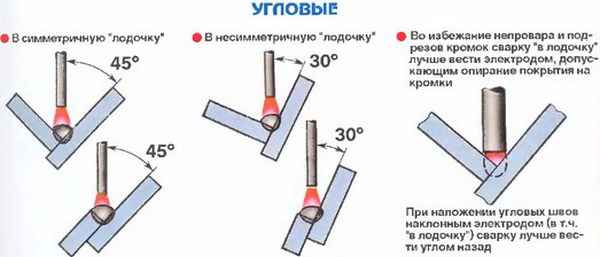
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.

Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».

Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Как добиться красивого шва

Как добиться красивого шва при сварке электродами
Начинающим сварщикам лучше не осваивать сразу сложные стыки. На первых порах важно закрепить базовые знания, но еще гораздо важнее научиться контролировать электрод.
Здесь важно все: и равномерная скорость перемещения электрода, и удержание короткой сварочной дуги, поскольку на длинной дуге металл практически не варят. Также неплохо было бы научиться поджигать электрод сразу, с одного тычка.
Конечно же, на всё это нужно время. Чем больше начинающий сварщик будет варить, тем быстрей придёт опыт и осознание самой сварки, того, что происходит под маской.
Как добиться красивого шва при сварке электродами
Добиваться получения красивого шва начинающему сварщику лучше всего при сварке швов в нижнем положении. Учиться варить нужно именно горизонтальные швы, выдерживая правильный угол наклона электрода по отношению к поверхности металла, в пределах 40-60 градусов.
Не следует держать электрод вертикально поверхности заготовки. Такая техника практикуется, но не в начале обучения.
При сварке электродом нужно следить за тем, чтобы сварочная дуга, а это расстояние между металлом и кончиком электрода, было очень маленьким, всего 2-3 мм. На первых порах такое небольшое расстояние может быть совсем незаметным, но это только в начале.

Со временем всё станет на свои места, а пока, можно просто втыкать электрод в металл, выдерживая дугу как можно меньше. Если сварка происходит инвертором, то такая замечательная функция как «Антиприлипание» не позволит электроду прилипнуть к металлу.
Электроды для обучения
Начинающему сварщику проще всего варить рутиловыми электродами. Такие электроды хорошо поджигаются повторно, они не столь требовательные к подготовке металла. Варить рутиловыми электродами можно абсолютно в любом положении.

Начинать варить шов следует с движения электродом «на себя», и, пока что, без каких-либо колебательных движений в стороны. На первом этапе обучения сварки важно научиться удерживать дугу, и, конечно же, отличать шлак от металла.

Шлак имеет темный цвет в отличие от раскалённого металла ярко желтого цвета. Металл сразу же оседает, в то время как темный шлак переливается по его краям, образуя собой контуры. Кроме этого, температура застывания шлака ниже, чем у металла.
Как варить, углом назад или вперед
Принципиальной разницы, как варить, углом назад или вперед нет, однако отличия все же имеются. Когда электрод ведётся углом вперед, то металл имеет больший провар, заметно увеличивается скорость сварки и ширина валика.
Валик при сварке углом вперед получается достаточно гладким и широким. При сварке углом назад, образуется высокий валик, а сварной шов имеет шероховатость.

Существует два типа сварных швов — основной и облицовочный. Задачей создания основного шва является сплавления кромок металла, а облицовочного, сокрытие всех видимых дефектов, таких как подрезы, непровары и т. д.
Читайте также: