Сварка угловых соединений профильных труб
Обновлено: 27.04.2024
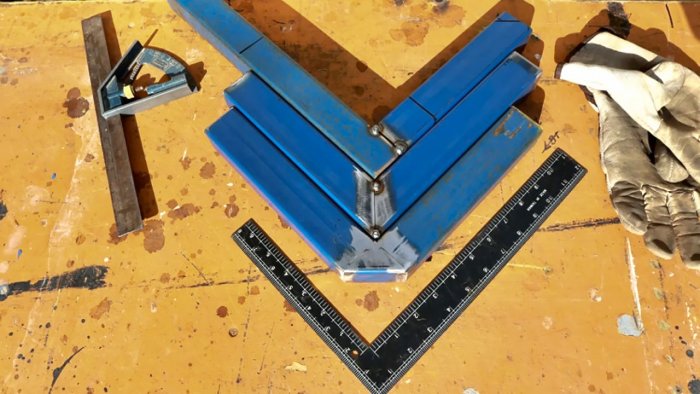
При прокладке металлических трубопроводов и сваривании металлоконструкций приходится выполнять сложные соединения. Распространены ситуации сваривания трёх профилей в разных плоскостях, например, при создании стеллажей. При монтаже систем отопления встречается перекрёстное соединения труб – когда под прямым углом в одной плоскости стыкуется четыре профиля. Соединение внахлёст нарушает геометрию и ухудшает внешний вид изделия. Зная пару секретов, можно варить надёжные конструкции с эстетичным внешним видом.
Что понадобится
- несколько листов бумаги;
- карандаш;
- линейка и штангенциркуль;
- угловая шлифовальная машинка (болгарка) с абразивным кругом для резки стали;
- отрезной станок по металлу с тисками;
- средства индивидуальной защиты;
- напильник или надфиль;
- ножницы для бумаги;
- строительный угольник.
Для соединения трёх или четырёх деталей в разных плоскостях их нужно подготовить.
Соединение четырёх труб одинакового диаметра
Труба оборачивается бумажкой. На последней отмечается место состыковки концов листика – его длина равняется длине трубы.
Лишняя часть бумажки отрезается. Далее – сворачивается вдвое по длине. Посредине в направлении ширины проводится разметочная линия.
Линейкой или штангенциркулем (точнее) измеряется внешний диаметр трубы.
По обе стороны от линии на расстоянии радиуса трубы ставятся две отметки. На центральной линии также откладывается радиус трубы. Она (или обрезок) устанавливается между трёх отметок и обводится.
С обоих углов листа проводятся касательные к полукругу. По ним вырезается ненужная часть бумажки.
Каждая из четырёх труб оборачивается листиком, на них переносится разметка.
Ненужные части отрезаются болгаркой, места соединения дорабатываются напильником либо надфилем.
Конструкция готова к свариванию.
Соединение трёх уголков в разных плоскостях
Для состыковки трёх уголков, например, при сваривании полок, стеллажей, ящиков, их стороны нужно правильно обрезать.
При помощи угольника, установленного под 45 градусов, проводятся отметки от ребра жёсткости по обе его стороны к краям профиля.
Три уголка обрезаются УШМ, места соединения обрабатывается напильником.
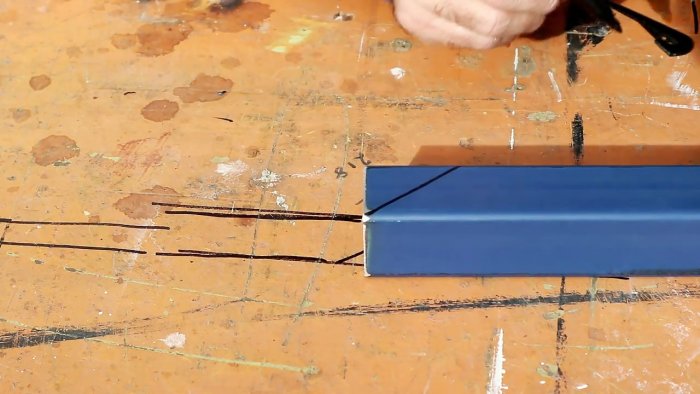
Соединение трёх «квадратов»
Метод аналогичный состыковке уголков с поправкой на геометрию металлопроката. На одной стороне профиля откладывается диагональ, начиная с левого верхнего угла. На следующей (за часовой стрелкой) – перпендикуляр к длине профиля, который начинается в месте окончания диагонали.
Он продолжается на следующей стороне.
На последней плоскости откладывается диагональ, которая начинается в месте окончания перпендикуляра.
Соединение трёх труб в разных плоскостях
Аналогично первому случаю труба оборачивается бумажкой, и последняя обрезается равной длине окружности. Листик сворачивается вдвое по длине, затем – второй раз.
Бумажка разворачивается, на ней отмечаются места изгибов.
Труба опять оборачивается листом. На неё переносятся отметки и соединяются линией.
На тисках на высоте радиуса трубы ставится отметка.
Первая метка на трубе совмещается с отметкой на тисках.
Заготовка обрезается на станке под углом 45 градусов.
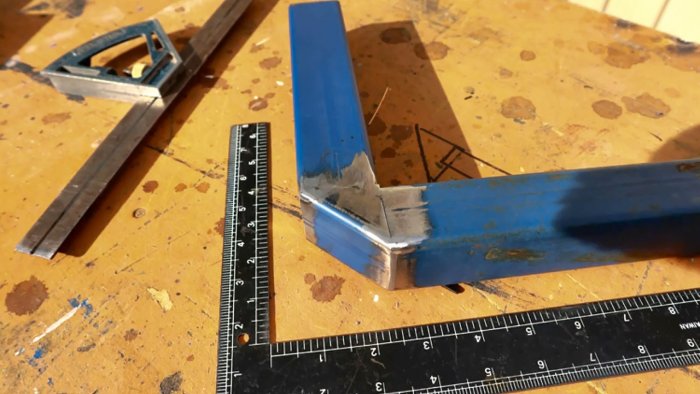
Труба поворачивается против часовой стрелки ко второй отметке и снова обрезается под 45 градусов. Профили соединяются.
При точной разметке зазоры получаются минимальными.
При работе с УШМ и станком для резки профиля стоит соблюдать технику безопасности: пользоваться очками и наушниками. Не стоит торопиться обрабатывать заготовки сразу после обрезки – они горячие. Рекомендуется работать в перчатках, ведь кромки металла острые.
Смотрите видео
3 способа сварить профиль под прямым углом
Для каждой сооружаемой конструкции из квадратных труб необходимо применять свое соединение под углом 90 градусов. Где-то важна простота и скорость выполненной работы, а где-то надежность и долговечность.
Три способа соединить квадратные трубы под углом 90 градусов
Предлагаю рассмотреть три разных способа соединения профиля под прямым углом, под разные нужды от простого к сложному.
Первый способ
Это самый простой способ соединения прямым углом. Для этого трубы просто приваривают к друг другу в стык. Предварительно зачищаются края.

Данный метод обладает главным достоинством, таким как простота и подходит в основном для быстро сооружаемых конструкций на непродолжительное время.
Хотя недостатков у него больше чем достоинств: края труб должны быть идеально ровными, иначе не о каких 90 градусах говорить не приходится. Далее, конец одной трубы остается открытый и незащищенный от погодных условий.
Второй способ
Второй и самый распространенный способ - это сварка под 45 градусов обеих труб.
На каждой трубе с помощью разметочного треугольника расчерчиваем линии среза под угол 45 градусов.





Далее обвариваем. Данный метод является оптимальным и самым надежным из всех. Его хорошо использовать при изготовлении одиночных, несущих конструкций.
Из недостатков хочется отметить сложность всех расчетов и подгонов в точных узлах.
Третий способ
Переходим к последнему и самому сложному, на первый взгляд, соединению труб по 90 градусов: сварка с вставкой.
Предварительно, из трубы того же диаметра, что и свариваемые трубы необходимо сделать вставку. Для этого на профиле проводим линию под 45 градусов.






Данный способ хорош при производстве сложных конструкций с большим количеством углов. Достаточно напилить необходимое количество данных вставок и приступать к сборке.
Также это соединение обладает плавным углом, бывают случаи где это необходимо.
Смотрите видео
Сварка труб под углом

Сварка труб под углом имеет свои нюансы. Она несколько сложнее, чем другие способы соединения элементов конструкции. Чтобы хорошо выполнить такую работу, специалист должен обладать определенными знаниями и опытом.
С другой стороны, благодаря подобной сварке отпадает нужда в использовании разного рода отводов, тройников и крестовин для сборки системы труб. И данную возможность сэкономить упускать просто-напросто неразумно.
4 основных способа сварки труб между собой
Для сварки труб между собой существует несколько способов, выбор которых будет зависеть от типа соединения:
- Сварка встык – при этом методе детали находятся напротив друг друга, к примеру, это концы двух труб.
- В тавр, или тавровый стык – чаще всего этот способ используют при врезании в трубу под углом 90°, то есть расположенных перпендикулярно друг к другу (в форме буквы «Т»).
- Внахлест – применяют для повышенной герметичности при сборке двух труб, а также при разнице в диаметрах или при наличии неровностей. При таком методе конец одной трубы развальцовывают (увеличивают диаметр края при помощи специального приспособления, растягивают ее поверхность изнутри) и затем надевают ее на край другой трубы.
- Угловое соединение – это процесс сварки квадратных или круглых труб с определенным углом относительно друг друга. Обычно используют стандартные значения – под углами 45°, 60° или 90°.

Преимущественно для угловой сварки применяются стальные трубы. Такое соединение участков используют и при изготовлении арматур из конструкционных сплавов, и при производстве труб из высоколегированных сталей. Для металлических изделий с разными свойствами требуются различные технологии сварки и определенный тип электродов.
С помощью сварки (пайки), помимо прочего, можно соединять также алюминиевые или медные трубы. Правда, в таких случаях необходим специальный аргонодуговой аппарат, возбуждающий электрическую дугу в среде инертного газа (аргона). При этом в качестве электрода может быть использована обычная медная или алюминиевая проволока.
Кроме того, применяя технологию термической сварки давлением, можно соединить и полимерные трубы. Эту технику даже используют для изготовления сегментарных фитингов, собираемых из вырезанных фрагментов труб.
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.

Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендуем статьи по металлообработке
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.
Соединение труб сваркой под углом производится с помощью следующих типов сварочных швов:
- Без применения скосов (разделов) кромок, когда сопрягаемые секторы соединяются при помощи втулки (съемной подкладки), устанавливаемой внутри или встык. При использовании такого метода применяется шов одностороннего исполнения.
- С односторонним кромочным скосом и точной обработкой торцевой поверхности одного сектора. Такой стык можно изготовить как при помощи съемной прокладки, так и без нее.
- С кромочными скосами, предполагающими условную точность торцов трубы. При данной технологии используются два вида подкладок – цилиндрические и кольцеобразные. Образующую фаску можно нарезать как с наружной, так и с внутренней стороны торцов. Иными словами, односторонний вид шва накладывается не только с внешней, но и с внутренней части трубы, формируя сварное соединение с тупым и острым углом.
- С развальцовкой (расточкой) внутренней поверхности торца стыка и скосом кромок по наружной стороне. В соответствии с ГОСТом есть шесть разновидностей внутренней расточки кромок.
Соответственно, при таком разнообразии сварочных швов предполагается применение разных способов и техник сварки, начиная со стандартного электродугового метода и заканчивая газовой пайкой.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
При угловом сопряжении со скосом кромок и разделом предполагается стыковка труб толщиной стенок от 6 до 60 мм. Ширина раздела будет изменяться в пределах от 18 до 48 мм. Такие значения подразумевают использование особой техники заполнения сварочной ванны.
3 метода сварки профильных труб под прямым углом
Чаще всего при изготовлении приспособлений, металлоконструкций и каркасов различного оборудования используется профильная труба. При ее применении в конструкциях почти всегда необходимо выполнить сварку, чаще всего под прямым углом.
Сварочные работы выполняют различными способами, все зависит от того, что является приоритетным – эстетичность или скорость выполнения работ.

Применяется при использовании черновых профильных заготовок, невидимых со стороны конструкций. При сварке два куска профильной трубы необходимо приложить друг к другу под прямым углом (чаще всего при помощи угловой струбцины) и обварить.
В результате образуется качественное и надежное соединение частей, которое выполняется за считанные минуты. Тем не менее, один из трубных торцов остается открытым, и это неприемлемо для использования конструкций, в которых стык такого вида будет просматриваться.
На заготовке в месте планируемого сгиба наносится поперечная линия. Затем влево и вправо от нее под углом в 45° проводятся лучи. То же самое делается и на противоположной стенке трубы – аккуратно напротив. Если использовать угольник, то на нанесение разметки уйдут считанные секунды.
Далее необходимо при помощи болгарки выполнить резы размеченной части трубы, чтобы осталась только поверхность стенки начала выхода лучей. После этого производится сгибание и выравнивание трубы, пока не появится прямой угол. В результате между стенками, предназначенными для стыка, остается зазор, не превышающий 2 мм. Владея определенным опытом, такую сварку можно произвести идеально и просто.
Этот способ почти полностью совпадает с предыдущим, но после сгибания не остаются те самые зазоры, которые порой сложно заварить аккуратно. Для его изготовления необходимо измерить толщину стенки профильной трубы, затем на заготовке прочертить поперечную линию, но при нанесении лучей под 45° необходимо сделать отступ от края, равный толщине стенки.
После этого следует вырезать отмеченную область и согнуть трубу. Наличие такого отступа при сгибе позволяет полностью устранить зазор. В итоге получается, что аккуратно нанести такой шов сможет даже сварщик с начальным уровнем подготовки. Эта технология является более кропотливой, но результаты в эстетическом плане намного качественнее.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка профильных труб

Сварка профильной трубы востребована при изготовлении достаточно легких металлических конструкций: опор для ворот и заборов, каркасов теплиц и т. д.
При своей кажущейся простоте подобные работы требуют соблюдения определенных правил – ведь одной из особенностей трубного проката является квадратное или прямоугольное сечение. Только учитывая данные нюансы, можно получить по-настоящему качественное сварочное соединение.
Особенности технологии сварки профильной трубы
Профильная труба является металлопрокатом особого вида. Материал изготовления – нержавеющая или углеродистая сталь. Метод производства – литье и последующая формовка.
Материал может иметь сечение в зависимости от предполагаемой нагрузки на готовое изделие: от 10х10 мм до 500х400 мм. Толщина стенок труб зависит от сечения и составляет обычно от 1 до 22 мм.
Преимущества данного материала:
- вес – малый, дает возможность уменьшить затраты труда в процессе сборки конструкций, изготовленных из профильной трубы;
- диапазон размеров – большой;
- размеры – стандартные, упрощают торцовую стыковку в процессе соединения;
- стенки – ровные, имеют одинаковую толщину, а также гладкую поверхность как снаружи, так и внутри.
Самым популярным видом сварки металлопроката в России является соединение спецоборудованием и электродом.

Однако для работы с металлопрокатом необходимы специальные знания. Создание сварных соединений требует навыков работы и учета технологических особенностей – иначе не добиться высокого качества швов.
Давайте рассмотрим информацию, о которой нужно помнить при работе с трубным прокатом:
- деформация – под влиянием высоких температур профильные трубы сильнее ей подвержены, чем круглые;
- пустотелость – в процессе работы капли расплава могут попасть в трубу и заполнить внутреннее пространство или перекрыть его, что необходимо контролировать при работе;
- высокое напряжение на углах – появляется при торцевой сварке труб с профильным сечением, когда нагрев идет неравномерно, а также формирование валиков происходит неправильно.
Существует несколько важных моментов, которые надо учитывать при соединении профильных труб с небольшой толщиной стенок:
- при соединении профильных труб значение тока должно быть 10–60 А;
- для заготовок с небольшой толщиной стенок диаметр электродов должен быть 0,5–2 мм;
- шов делается одним проходом;
- скорость работы сильно влияет на качество сварки профильных труб;
- сварка должна быть завершена до остывания кромок.
Сварка профильных труб своими руками вполне возможна. Предоставленная выше информация может помочь ее освоить даже малоопытному специалисту. При отсутствии же знаний специфики материала и недостатке опыта выполнять работу по металлопрокату не следует, поскольку ее качество не позволит получить прочное, надежное изделие с долгим сроком службы.
Виды сварки, подходящие для профильных труб
Для работы с профильными трубами используют три вида сварки: электродуговую, газовую и контактную.
- Электродуговая сварка профильной трубы.
Данный вид сварки позволяет соединять профильные трубы в труднодоступных местах. Для него необходимы аппарат для соединения и электрод. В процессе горения происходит плавление элемента, который заодно расплавляет срезы стыков и обволакивает их.

Работа происходит в следующем порядке:
- В результате соприкосновения электрода с поверхностью появляется дуга, в этот момент аппарат следует быстро отвести немного выше среза (на несколько миллиметров).
- Аппарат должен двигаться по линии соприкосновения плавно, не пропуская участки соединения. Скорость следует подбираться так, чтобы металл плавился, но его капли не стекали с поверхности.
- Горение, в соответствии с технологией, должно быть постоянным. Исключение может быть сделано только для смены электрода.
- В конце дугу на пару секунд придерживают. Делается это для предотвращения образования трещин, расслоения.
Аппараты для сварки малой мощности (или бытовые сварочные аппараты) достаточно подключить к однофазной проводке.
Необходимый для проведения работ постоянный ток вырабатывается трансформатором, который преобразует в него переменный ток домашней электросети. Но стабильную и постоянную дугу в таких условиях оборудованию вырабатывать сложно, поэтому необходимо дополнить его выпрямителем.
При электродуговой сварке профильные трубы соединяются встык, внахлест или под разными углами, а также тавровым швом. На качество большое влияние оказывает выбор электрода.
Выбирать его надо в зависимости от характеристик предлагаемого для соединения металла и его сплавов, а также толщины материала. Правильно подобранный электрод позволит сделать качественный, прочный шов.
Для сварки профильной трубы применяются в основном два вида электродов: плавящийся и неплавящийся. Дополнительно используются присадки – латунная и оловянная проволоки с добавками фосфатов.
Толщина стенок профильных труб, а также диаметр влияют и на диаметр выбираемого электрода. Он должен быть меньше или равен толщине профиля:
- при толщине изделия меньше 2 мм выбирают электрод диаметром 1,5 мм;
- при толщине изделия 2-3 мм – диаметр электрода должен быть 2 мм;
- при стенках толщиной 4–6 мм – выберите диаметр электрод, равный 4 мм.
Следует помнить, что дуга возникает очень близко от поверхности изделия, если значения тока высоки. Тонкий металл достаточно легко прожечь при отсутствии должной сноровки и навыка определения длины дуги.
Применяется, когда отсутствует доступ к источнику электрического тока для подключения аппаратуры. Данный способ более затратный, поскольку требует покупки кислорода и ацетилена в баллонах. В основном, он используется опытными специалистами.

Толщина стенок профильных труб при газовом соединении должна быть большой или средней. Тонкие стенки при воздействии газовой сварки могут просто расплавиться, деформироваться или на шве будут образовываться пропуски.
Оборудование, необходимое для работы:
- баллоны, содержащие кислород и ацетилен (пропан, бутан);
- редуктор;
- газовая горелка с комплектом наконечников;
- присадочная проволока;
- порошок флюса;
- шланги подходящей длины, при помощи которых к месту соединения подается газ.
Непосредственно перед началом работы срезы покрываются флюсом. Процесс соединения идет с присадочной проволокой. Профильные трубы с тонкими стенками соединяют, проводя аппарат справа налево, при этом присадка подается вслед за пламенем. Заготовки со стенками толщиной больше 5 мм имеют иную технологию соединения. Аппарат ведется слева направо, проволока подается перед горелкой. Обработка шва – очистка и покрытие антикоррозийной краской – происходит после его полного остывания.
Это процесс соединения металлических заготовок, который происходит под давлением. Детали нагреваются электрическим током до высоких температур.

Существует несколько разновидностей контактной сварки, которые чаще всего применяются в промышленности.
Точечная. В процессе работы металлические заготовки соединяются в отдельных точках.
Стыковая. Метод состоит в сильном нагревании с помощью электрического тока торцов изделий и последующем соединении их под давлением. Результатом будет взаимное проникновение металлов друг в друга с образованием чрезвычайно прочного стыковочного соединения. Существуют и иные способы стыкового соединения. Они предполагают оплавление торцов при соединенных заготовках. Как частный случай – торцы периодически соприкасаются, пока необходимая температура не будет достигнута. Затем они осаживаются.
Рельефная. Соединение заготовок при данном способе происходит в заранее сформированных выступах-рельефах.
Шовная. Для данного способа применяют специальный дисковый электрод. Он прокатывается по соединенным торцам заготовок и разогревает их. Края расплавляются и соединяются за счет взаимного проникновения расплавленных торцов (диффузии).
Контактно-дуговая. Это один из самых популярных методов контактного соединения. Он используется на производственных предприятиях, в ремонтных мастерских или на мелком производстве. Это быстрый способ соединения заготовок. Разогрев поверхностей деталей происходит электрической дугой за доли секунды, в результате чего заготовки соединяются.
Преимущества сварки профильной трубы инвертором
Одним из видов приспособления для сварки профильных труб является инвертор. Сварка с его помощью – один из самых простых и надежных способов соединения. Такое оборудование используется как в быту, так и на производстве. Инверторы достаточно популярны благодаря малому весу, низкой стоимости и компактным размерам. Данный тип оборудования дает возможность использовать импульсный режим соединения.
Толщина стенок заготовок для работы инвертора неважна, он применяется для соединения как тонкостенных деталей, так и более толстых. Заготовки с тонкими стенками обрабатываются с силой тока, равной 50–60 А. Более высокую используют для работы с толстыми деталями.

Электрическая дуга образуется при соприкосновении поверхности заготовки с плавящимся электродом. Происходит процесс горения покрытия электрода, которое, оплавляясь, накрывает расплав. При этом другая часть электрода превращается в газ и защищает расплав от воздействия окружающей среды, в частности, кислорода.
Основные достоинства работы с инвертором:
- сварка профильной трубы электродом происходит без залипания последнего;
- благодаря постоянству тока инвертора дуга получается стабильной, а качество шва – отличным.
Полуавтоматическая сварка профильной трубы
Современные технологии открыли возможность качественного соединения профильных труб в бытовых условиях. Все происходит просто и надежно и не требует высокой квалификации сварщика.
Полуавтоматическая работа в защитной газовой среде имеет свои особенности по сравнению с простой электродуговой сваркой:
- Процесс автоматизируется подачей через горелку в сварочную ванну проволоки (диаметр 0,6–1,2 мм), которая заменяет электрод. Проволока намотана на катушку – это экономит время, необходимое для смены электрода и упрощает работу.
- Одновременно с проволокой в место соединения через специальный рукав на горелку поступает инертный газ, который представляет собой смесь аргона с углекислотой. Газ не дает образовываться шлаку, что делает шов более качественным.
Преимуществами полуавтоматической сварки перед электродуговой являются:
- Соединение профильных труб с малой толщиной стенок (≥ 0,5 мм).
- Работа с различными металлами: чугуном, сталью, нержавейкой, цветными металлами и алюминием.
- Отсутствие образования в процессе работы шлака и дыма. Это улучшает условия труда, меньше сказывается на здоровье сварщика, а также повышает надежность и качество соединения (в сравнении с электродуговой).
Недостатками данного метода специалисты считают громоздкость оборудования (тяжелая емкость, содержащая газ и автомат подачи провода на горелку), а также сложности с проведением работ на ветру, поскольку он рассеивает защитный газ из рабочей зоны.
Как осуществить сварку профильной трубы встык и под углом
Насколько сложна правильная сварка профильных труб под прямым углом? Для этого необходимо разложить части конструкции на ровной поверхности. После чего делаются срезы с использованием точных магнитных угольников, косынок. В конце узел фиксируется. Выполняется прихват в нескольких точках. По завершении делается основной шов.
Во-первых, делается прямой угол (для чего используют магнитный угольник), после чего прихватами закрепляются профильные трубы 4х2 см. Вырезается стальной квадрат размером 1,4х1,4 см, который устанавливают внутрь и фиксируют прихватами.
Процесс сварки начинается с горизонтального верхнего шва заглушки. Затем проваривается вертикальный шов. Существует два способа соединения – сверху вниз без отрыва или, наоборот, снизу вверх с отрывом. Последним делается горизонтальный шов внизу заглушки.
При невозможности самостоятельно выполнить работу или отсутствии для этого времени поручить ее можно специализированным предприятиям. Стоимость сварки профильной трубы в настоящее время достаточно щадящая. На цену влияет несколько простых факторов. Одним из основных является объем предполагаемых работ. Также учитывается сложность процесса, количество используемых расходных материалов и тип необходимого соединения. Примером может служить выполняемая электродами быстрая дуговая сварка профильных труб, цена которой значительно ниже, чем работа полуавтоматом с газом и вольфрамовым стержнем.
Читайте также: